A anodização, também conhecida como anodização, é um processo eletroquímico usado para criar uma camada de óxido decorativa e resistente à corrosão em superfícies metálicas. Embora vários metais não ferrosos, incluindo magnésio e titânio, possam ser anodizados, o alumínio é particularmente adequado para este processo. Na verdade, a anodização do alumínio é amplamente utilizada hoje porque aumenta significativamente a durabilidade e a aparência do material.
Este artigo se concentrará na anodização do alumínio, descrevendo detalhadamente o processo de anodização, explicando seus tipos, benefícios, aplicações e dicas de design da anodização do alumínio.
O que é anodização de alumínio?
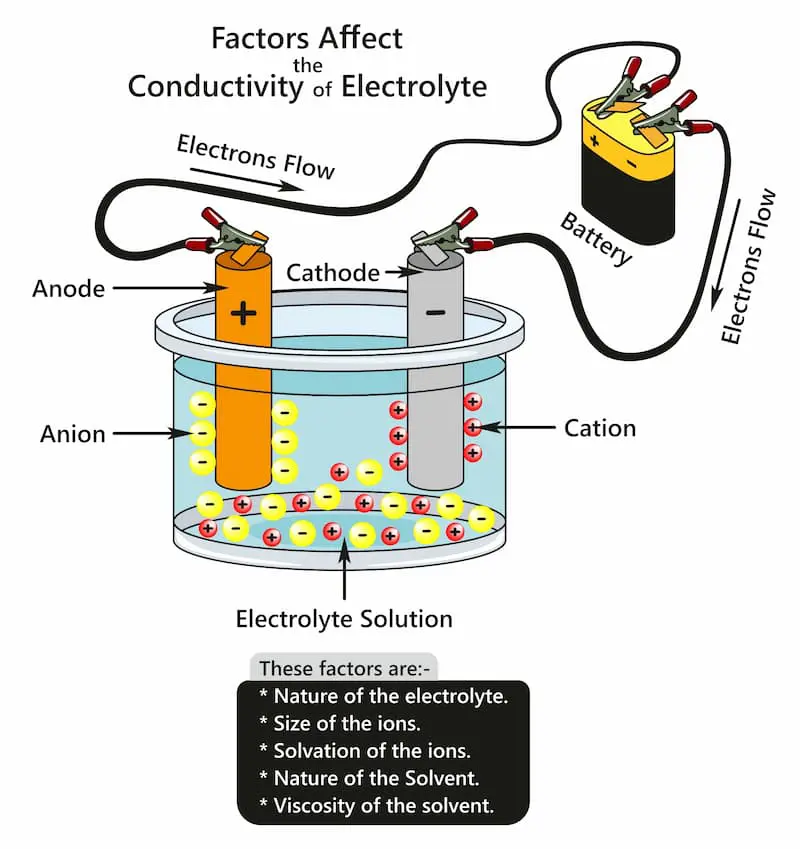
A anodização do alumínio é um processo eletrolítico mais comumente realizado em uma solução diluída de ácido sulfúrico. Durante esse processo, uma corrente elétrica passa pela peça de alumínio, fazendo com que os átomos de alumínio na superfície percam elétrons e se tornem íons de alumínio com carga positiva (Al3+). Esses íons de alumínio reagem então com as moléculas de água (H2O) no eletrólito, formando uma camada durável de óxido de alumínio que é significativamente mais forte e mais resistente à corrosão do que a camada de óxido que ocorre naturalmente no metal.
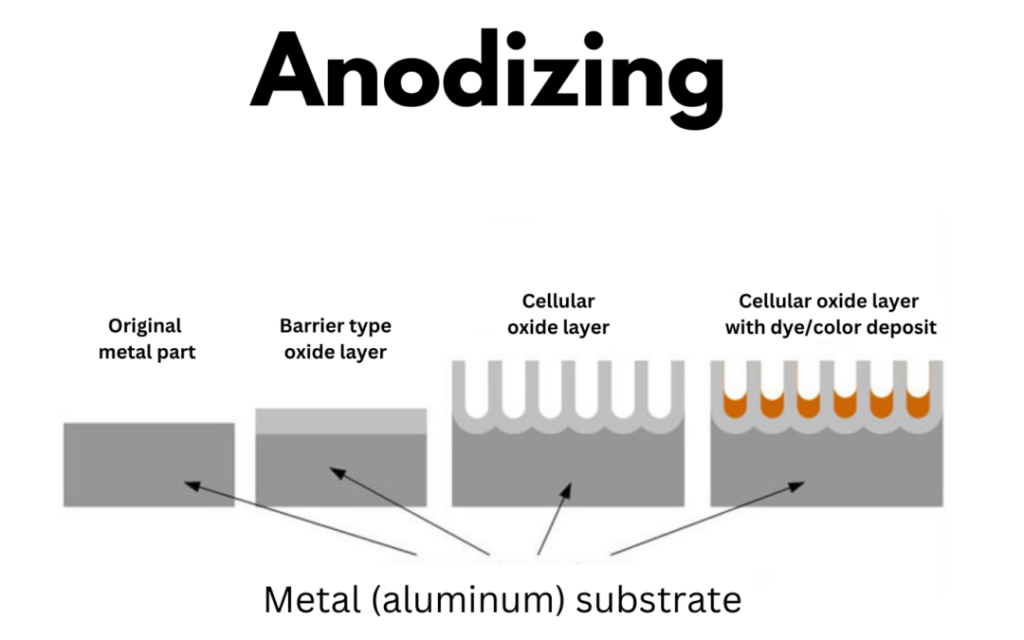
Este óxido de alumínio não é aplicado à superfície como tinta ou revestimento, mas é totalmente integrado ao substrato de alumínio subjacente, de modo que não pode lascar ou descascar. Além disso, a camada de óxido possui uma estrutura porosa altamente ordenada, o que permite processos secundários como coloração e selagem. Esses tratamentos melhoram ainda mais a resistência à corrosão, a durabilidade e a flexibilidade estética da superfície anodizada, permitem que o alumínio adote diversas cores, mantendo seu acabamento metálico, e expandem a gama de aplicações do alumínio anodizado, principalmente em produtos de consumo, arquitetura e design.
Processo de anodização de alumínio passo a passo
Passo 1: Limpeza
O processo de anodização começa com a limpeza completa da peça de alumínio para remover qualquer graxa, óleo, sujeira ou outros contaminantes. Isto pode ser conseguido submergindo o alumínio em um banho de detergente alcalino ou ácido. Esta etapa garante uma superfície limpa e ativa, essencial para uma anodização uniforme.
Etapa 2: Pré-tratamento
A seguir, a superfície do alumínio é preparada para anodização através de processos químicos ou mecânicos. O pré-tratamento químico normalmente incluidecapagem, onde uma solução de decapagem como o hidróxido de sódio elimina irregularidades da superfície, e desmutting, que utiliza soluções contendo nítrico ou sulfúrico ácido para remover manchas (um resíduo de elementos de liga insolúveis ou óxidos deixados na superfície após o ataque) dos componentes de alumínio.
O pré-tratamento mecânico também pode ser aplicado, com técnicas como polimento abrasivo, jato de areia e shot peening usadas para suavizar ou texturizar ainda mais a superfície conforme necessário.
Etapa 3: Anodização
Após enxágues adicionais, a peça de alumínio limpa e pré-tratada é transferida para o tanque de anodização e imersa em uma solução eletrolítica, normalmente ácido sulfúrico ou crômico. Uma corrente elétrica é então passada através da solução, com a parte de alumínio servindo como ânodo (daí o termo "anodização") e um material inerte como aço inoxidável ou chumbo atuando como cátodo.
Essa corrente faz com que os átomos de alumínio percam elétrons e se transformem em íons de alumínio, que reagem com as moléculas de água no eletrólito para formar uma camada de óxido de alumínio (Al₂O₃) que se deposita na superfície da peça, criando um revestimento protetor e durável. As reações em cada eletrodo estão resumidas abaixo:
Reações no ânodo(Oxidação de Alumínio)
Al → Al3+ + 3e- 2Al3++3H2O→Al2O3+6H+
Reações no Cátodo(Redução de íons de hidrogênio)
6H++ 6e-→3H2
Reação Geral
2Al + 3H2O → Al2O3+ 3H2
Reações eletroquímicas na anodização
Durante a fase de eletrólise, dois tipos distintos de filmes de óxido podem se formar, dependendo da composição química do banho eletrolítico:
Filme de barreira de óxido:
Uma película de óxido de barreira se forma quando a anodização ocorre em uma solução neutra ou ligeiramente alcalina, como aquelas que contêm composições de borato, fosfato ou tartarato de amônio. Nessas soluções, o óxido de alumínio permanece insolúvel, permitindo a formação de uma camada de óxido fina, não porosa e contínua que está diretamente ligada ao substrato de alumínio. Esta camada de barreira é altamente densa e serve como revestimento protetor, evitando maior oxidação e corrosão.
Filme de óxido poroso:
Quando a anodização é conduzida em uma solução ácida diluída como ácido sulfúrico, fosfórico ou crômico, a corrente elétrica impulsiona a formação de uma camada de óxido na superfície do alumínio. Ao mesmo tempo, o eletrólito ácido dissolve parcialmente o óxido, especialmente em áreas expostas ou mais fracas. Este equilíbrio dinâmico entre a formação e a dissolução do óxido resulta na retenção de parte do óxido para formar uma película estável, enquanto outras partes se dissolvem, criando uma estrutura porosa regular.
A espessura da camada de óxido poroso é influenciada por fatores como tensão aplicada, temperatura do eletrólito e tempo de anodização. Tensões mais altas e durações mais longas resultam em filmes mais espessos. Além disso, o tamanho e a densidade dos poros dependem da concentração do ácido e da temperatura do eletrólito.
Etapa 4: coloração (opcional)
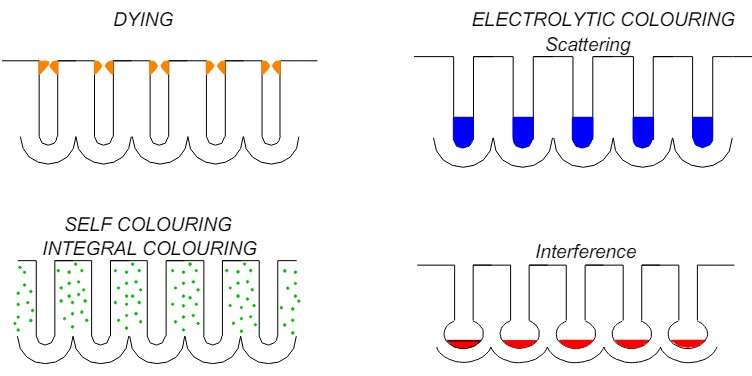
Se desejar um acabamento colorido, existem vários métodos disponíveis, sendo os mais comuns o tingimento (dip colorização) e a coloração eletrolítica.
Notingimento, a parte anodizada é imersa em um banho contendo corantes orgânicos. O corante penetra nos poros superficiais da camada de óxido e adere dentro dela. A cor final depende do corante específico utilizado, bem como de fatores como sua concentração e estrutura molecular. Este método é econômico e permite a aplicação de uma ampla variedade de cores em peças de alumínio. No entanto, a película colorida resultante é menos resistente à luz UV, o que significa que a cor pode desbotar com o tempo quando exposta à luz solar.
Na coloração eletrolítica, a parte anodizada é submersa em um banho contendo sais metálicos (como estanho, níquel ou cobalto) e uma corrente elétrica é aplicada. Isso faz com que os íons metálicos se depositem nos poros da camada de óxido, criando uma cor distinta na superfície anodizada. A cor final e sua qualidade dependem do tipo de metal utilizado e da concentração de depósitos metálicos nos poros.
Quais cores você pode anodizar o alumínio?
Você pode obter a maioria das cores através dos métodos descritos acima, juntamente com técnicas adicionais, como coloração integral e coloração de interferência.
As cores de anodização possíveis incluem preto, azul, cinza-azulado, marrom, dourado, cinza, verde, verde-oliva, rosa, vermelho, violeta e amarelo. Alguns métodos, como a coloração eletrolítica com sais metálicos inorgânicos, produzem cores resistentes aos raios UV, tornando-os ideais para aplicações externas onde a estabilidade da cor é importante.
Certos processos, como a coloração de interferência, criam cores através de efeitos de interferência óptica dentro da camada anodizada, resultando em matizes únicos que podem mudar com base no ângulo de visão. Outros métodos baseiam-se na dispersão da luz, influenciando a forma como a luz interage com a superfície para gerar tonalidades específicas.
Além disso, o alumínio anodizado é excelente para aceitar tinta, serigrafia ou materiais reflexivos aplicados (como aqueles usados em sinais de trânsito). Esta versatilidade permite obter cores e acabamentos que não seriam possíveis apenas com a anodização, como branco puro ou superfícies altamente reflexivas.
Etapa 5: selagem
A etapa final do processo de anodização é a vedação, que fecha os poros da camada anodizada para evitar novas reações químicas e fixar qualquer cor. Isso geralmente é feito imergindo a peça em um banho de água deionizada fervente, mas outros métodos como vedação a vapor ou vedação química também podem ser usados. Uma vez selada, a camada anodizada torna-se estável e a peça ganha maior resistência ao desgaste e à corrosão. Como o filme de óxido é sensível, a selagem deve ser realizada imediatamente após a coloração para garantir a qualidade e longevidade do acabamento.
Tipos de processos de anodização de alumínio
De acordo com a MIL-PRF-8625 (que substitui a MIL-A-8625), existem três processos primários de anodização de alumínio, cada um projetado para aplicações específicas e oferecendo propriedades exclusivas em termos de aparência, durabilidade e resistência à corrosão.
Tipo I - Anodização com Ácido Crômico
A anodização com ácido crômico, o método de anodização mais antigo, usa ácido crômico como eletrólito para criar uma fina película de óxido em superfícies de alumínio, normalmente variando de 0,5 a 2,5 mícrons de espessura. Apesar de ser o mais fino entre os três tipos de anodização, o Tipo I aumenta significativamente a resistência à corrosão em comparação com o alumínio puro. A fina camada de óxido resultante causa alterações dimensionais insignificantes, tornando-a ideal para componentes que exigem tolerâncias restritas. Também produz um acabamento fosco não reflexivo, desejável para aplicações militares e aeroespaciais. Além disso, o filme mais fino é mais flexível do que as camadas de anodização de revestimento rígido Tipo III mais espessas, permitindo resistir melhor ao estresse e à flexão.
No entanto, a anodização Tipo I apresenta preocupações ambientais porque o ácido crômico é tóxico e cancerígeno. Consequentemente, as instalações que realizam este processo devem implementar sistemas especializados de tratamento de águas residuais para gerir os subprodutos do ácido crómico. Além disso, a espessura limitada da camada de óxido reduz a sua capacidade de absorver corantes, muitas vezes fazendo com que o filme pareça acinzentado mesmo quando tingido de preto.
Tipo II - Anodização com Ácido Sulfúrico
A anodização com ácido sulfúrico é o método de anodização mais amplamente utilizado, empregando ácido sulfúrico como eletrólito em vez de ácido crômico. Este processo normalmente produz uma camada de óxido mais espessa entre 2,5 a 25 mícrons, que proporciona resistência superior à abrasão e corrosão em comparação com peças anodizadas Tipo I e geralmente é mais dura.
O aumento da espessura e da porosidade da camada de óxido permite a absorção eficaz de corantes, tintas e adesivos, tornando-a ideal para aplicações decorativas. Além disso, este tipo de anodização é mais econômico do que o Tipo I devido aos menores custos químicos, menor consumo de energia e processos mais simples de tratamento de resíduos.
Tipo III - Anodização Dura (Anodização Hardcoat)
A anodização dura usa ácido sulfúrico como a anodização Tipo II, mas opera em temperaturas muito mais baixas, tensões mais altas e densidades de corrente aumentadas. Este processo forma uma camada de óxido que pode exceder 25 mícrons de espessura e é excepcionalmente dura – muitas vezes atingindo a dureza do aço para ferramentas. Como resultado, a anodização Tipo III oferece proteção superior contra desgaste, tornando-a a melhor escolha para peças utilizadas em ambientes industriais e mecânicos com alto desgaste.
No entanto, a película resultante é tipicamente escura e pode ficar sem tingimento ou com cor preta. Embora a anodização do Tipo III seja ecologicamente correta como o Tipo II, é mais cara devido às rigorosas condições de processo exigidas.
Qual tipo de anodização é melhor para você?
A tabela abaixo resume as principais características dos três tipos de anodização e destaca suas aplicações mais comuns, ajudando você a selecionar o tipo de anodização que melhor atende às suas necessidades.
Propriedades
Tipo I (anodização com ácido crômico)
Tipo II (Anodização com Ácido Sulfúrico)
Tipo III (anodização dura)
Espessura do revestimento
0,5-2,5 mícrons
2,5-25 mícrons
>25 mícrons
Resistência à corrosão
Bom
Melhorar
Excelente
Resistência ao desgaste
Pobre
Moderado
Excelente
Porosidade
Baixo
Moderado
Baixo
Aparência
Cinza fosco ou cor natural
Transparente ou tingido
Transparente ou preto duro
Favorável ao meio ambiente
Não
Sim
Sim
Custo
Moderado a alto; maior devido a medidas de segurança para ácido crômico
Baixo; processo de anodização mais econômico
Alto; devido às rigorosas condições de processo e requisitos de energia
Aplicativos
- Peças que necessitam de tolerâncias dimensionais rigorosas - Requerem processamento adicional, como colagem adesiva ou pintura
- Equilibrar a dureza e a estética da superfície - Projetos que exigem cores vibrantes e personalizáveis e durabilidade
- Ambientes de alto desgaste - Peças usadas em condições adversas
Comparação de três tipos de anodização
Quais são os benefícios da anodização do alumínio?
Já mencionamos várias vantagens da anodização do alumínio. Agora, vamos reunir esses benefícios para discussão e explorar as aplicações específicas que surgem deles.
Resistência à corrosão aprimorada
A camada anodizada atua como uma barreira protetora contra fatores ambientais como umidade, sal e poluentes. Isto é particularmente benéfico nas indústrias arquitetônica e naval, onde a exposição a condições climáticas adversas e ambientes corrosivos é comum. As aplicações típicas incluem fachadas de edifícios, telhados, caixilhos de janelas e equipamentos marítimos.
Maior durabilidade e dureza
A camada de óxido de alumínio é muito mais dura do que o alumínio bruto, ajudando a peça a resistir a arranhões, abrasão e outras formas de desgaste. Isso torna o alumínio anodizado perfeito para produtos de alto tráfego ou alto uso, como utensílios de cozinha, dispositivos eletrônicos e componentes automotivos como rodas, acabamentos e componentes do motor.
Versatilidade Estética
A natureza porosa da camada anodizada permite uma absorção eficiente dos corantes, oferecendo uma ampla gama de opções de cores. Isto permite que os designers integrem funcionalidade com apelo visual, oferecendo alto desempenho e flexibilidade estética. É particularmente valorizado em indústrias como a electrónica de consumo e a arquitectura, onde o alumínio anodizado é utilizado em produtos como smartphones, computadores portáteis e exteriores de edifícios.
Isolamento térmico e elétrico aprimorado
Os revestimentos anódicos aumentam a eficácia dos dissipadores de calor, aumentando a emissividade da superfície em uma ordem de grandeza em comparação com o alumínio puro, melhorando a transferência de calor por radiação. Isto é benéfico em aplicações que exigem resistência ao calor, como componentes de motores e utensílios de cozinha. Além disso, a anodização proporciona um isolamento eléctrico eficaz, o que é particularmente útil na indústria electrónica.
Melhor adesão para revestimentos e selantes
A superfície anodizada fornece uma excelente base para tintas, selantes e adesivos, aumentando a longevidade e durabilidade geral do produto. Esta característica é particularmente valiosa nas indústrias automotiva e aeroespacial, onde a adesão confiável é essencial para revestimentos e acabamentos que devem resistir a condições adversas. O alumínio anodizado também é popular em aplicações arquitetônicas, garantindo acabamentos duradouros em exteriores de edifícios e elementos estruturais.
Processo Ambientalmente Amigável
A anodização é um processo relativamente ecológico em comparação com outras técnicas de acabamento metálico. Produz resíduos perigosos mínimos e a camada anodizada não é tóxica e é reciclável, o que a torna uma opção segura para utensílios de cozinha e equipamentos de processamento de alimentos. À medida que as indústrias avançam para uma produção mais ecológica, o alumínio anodizado está a tornar-se mais popular pela sua sustentabilidade, especialmente em setores como o dos transportes, onde existe uma procura crescente de materiais leves e energeticamente eficientes.
Considerações ao escolher o alumínio anodizado
A anodização é um processo relativamente simples e se tornou uma escolha popular em muitas indústrias de fabricação de peças. Contudo, para garantir os melhores resultados, vários fatores devem ser considerados ao projetar peças para anodização. Aqui estão algumas dicas e considerações importantes.
1. Considere a liga
Diferentes ligas de alumínio reagem de maneira diferente ao processo de anodização. Por exemplo, ligas com 2% ou mais de teor de cobre, como as da série 2000 e algumas das séries 7000, geralmente apresentam menor resistência ao desgaste quando testadas sob revestimentos MIL Spec Tipo III. Isto significa que um revestimento duro Tipo III nestas ligas pode não ser tão resistente ao desgaste como no alumínio 6061. Se você tiver dúvidas sobre a liga que está usando, é melhor consultar seu fornecedor.
2. Preocupação com tolerâncias e alterações dimensionais
Todos os tipos de anodização resultam em algumas alterações dimensionais, especialmente os processos Tipo II e Tipo III. Lembre-se de compensar a espessura da anodização ao finalizar as dimensões das peças e definir as tolerâncias dos recursos. Isto é particularmente crucial para peças de encaixe ou seções roscadas, onde mesmo pequenas alterações podem afetar significativamente o desempenho.
3. Evite arestas vivas
Bordas afiadas podem causar anodização irregular porque a corrente elétrica tende a se concentrar nessas áreas, levando a camadas de óxido mais espessas. Para obter uma camada de óxido mais uniforme e melhorar a durabilidade e a aparência, é recomendado arredondar ou chanfrar as bordas durante a fase de projeto.
4. Revestimentos Combinados
Na prática, a anodização pode ser combinada com outras tecnologias de revestimento para melhorar ainda mais o desempenho da peça. Por exemplo, a aplicação de um revestimento de polímero (como epóxi ou poliuretano) sobre a camada anodizada pode melhorar a resistência ao desgaste, a resistência química e a proteção UV. Alternativamente, a galvanoplastia (por exemplo, com níquel ou cromo) após a anodização pode aumentar a dureza da superfície, aumentar a resistência ao desgaste e adicionar um acabamento brilhante.
5. Considere a cor e a estética
O alumínio anodizado oferece grande flexibilidade estética, graças à sua camada de óxido poroso que absorve corantes para diversos acabamentos. Antes de tingir a peça, você pode considerar os pontos abaixo:
Métodos de coloração:
Conforme mencionado anteriormente, o alumínio anodizado pode ser colorido usando diferentes métodos, cada um com aplicações e benefícios exclusivos. A escolha do método deve depender das suas necessidades específicas:
Dip Coloring: Este método é simples e permite cores vibrantes, tornando-o adequado para aplicações decorativas onde a variedade de cores é uma prioridade. No entanto, os corantes utilizados neste método são menos resistentes à luz e ao calor, levando ao potencial desbotamento com o tempo.
Coloração eletrolítica: Produz cores altamente duráveis e resistentes aos raios UV, comumente usadas em aplicações arquitetônicas e externas. As cores típicas incluem ouro, bronze e preto.
Coloração integral: Forma cores que se integram à camada de óxido, resultando em alta resistência ao desgaste e à corrosão. É frequentemente usado em aplicações automotivas e aeroespaciais onde são necessárias alta resistência e durabilidade.
Coloração de interferência: cria tons exclusivos, perolados ou metálicos que são resistentes ao desbotamento, comumente encontrados em produtos decorativos de alta qualidade, como elementos arquitetônicos e caixas eletrônicas.
Consistência de cores:
A cor final pode ser influenciada por vários fatores, incluindo composição da liga, acabamento superficial e espessura do óxido. Como resultado, manter a consistência da cor durante a anodização pode ser um desafio. Mesmo com condições controladas, ainda podem ocorrer variações dentro do mesmo lote ou entre lotes diferentes. Para reduzir essas variações, pode ser útil realizar um pequeno teste antes da produção completa ou colaborar com vários fornecedores.
Capacidade de resposta da tintura:
Diferentes ligas de alumínio respondem de maneira diferente aos corantes. Por exemplo, certas ligas podem produzir cores irregulares ou opacas devido à sua composição. Ligas com alto teor de silício ou cobre podem apresentar tonalidade acinzentada após a anodização, o que pode impactar na cor final do tingimento. Quando a cor é prioridade, é fundamental escolher uma liga que responda bem ao tingimento para obter o acabamento desejado.
Conclusão
A anodização do alumínio já se estabeleceu como um processo crítico em muitas indústrias, melhorando tanto o desempenho como a aparência dos produtos de uso diário. À medida que a tecnologia avança, a anodização deverá desempenhar um papel ainda mais importante na fabricação sustentável, no design de materiais inovadores e em campos emergentes como a nanotecnologia e a biomedicina.
Na Chiggo, nos especializamos em fornecer serviços de anodização de alumínio de alta qualidade, projetados para atender às suas necessidades específicas e ajudá-lo a permanecer à frente em um mercado competitivo. Faça upload do seu arquivo e vamos começar!