O design desempenha um papel fundamental na usinagem CNC, pois estabelece a base para todo o processo de fabricação. Como é sabido, a usinagem CNC utiliza máquinas controladas por computador para remover com precisão o material de uma peça. O processo é altamente versátil, repetível e preciso – além disso, é compatível com uma ampla variedade de materiais, desde espuma e plástico até madeira e metal.
Alcançar esses recursos depende muito do projeto para usinagem CNC. O design eficaz não apenas garante a qualidade da peça, mas também economiza custos de produção e tempo associados às peças usinadas CNC.
Neste guia, discutiremos restrições de projeto e forneceremos regras de projeto acionáveis e valores recomendados para os recursos mais comuns encontrados na usinagem CNC. Essas diretrizes o ajudarão a obter os melhores resultados para suas peças.
Restrições de projeto para usinagem CNC
Para projetar adequadamente peças para usinagem CNC, devemos primeiro ter uma compreensão clara das diversas restrições de projeto inerentes ao processo. Estas restrições surgem naturalmente da mecânica do processo de corte e dizem principalmente respeito aos seguintes aspectos:
Geometria da ferramenta
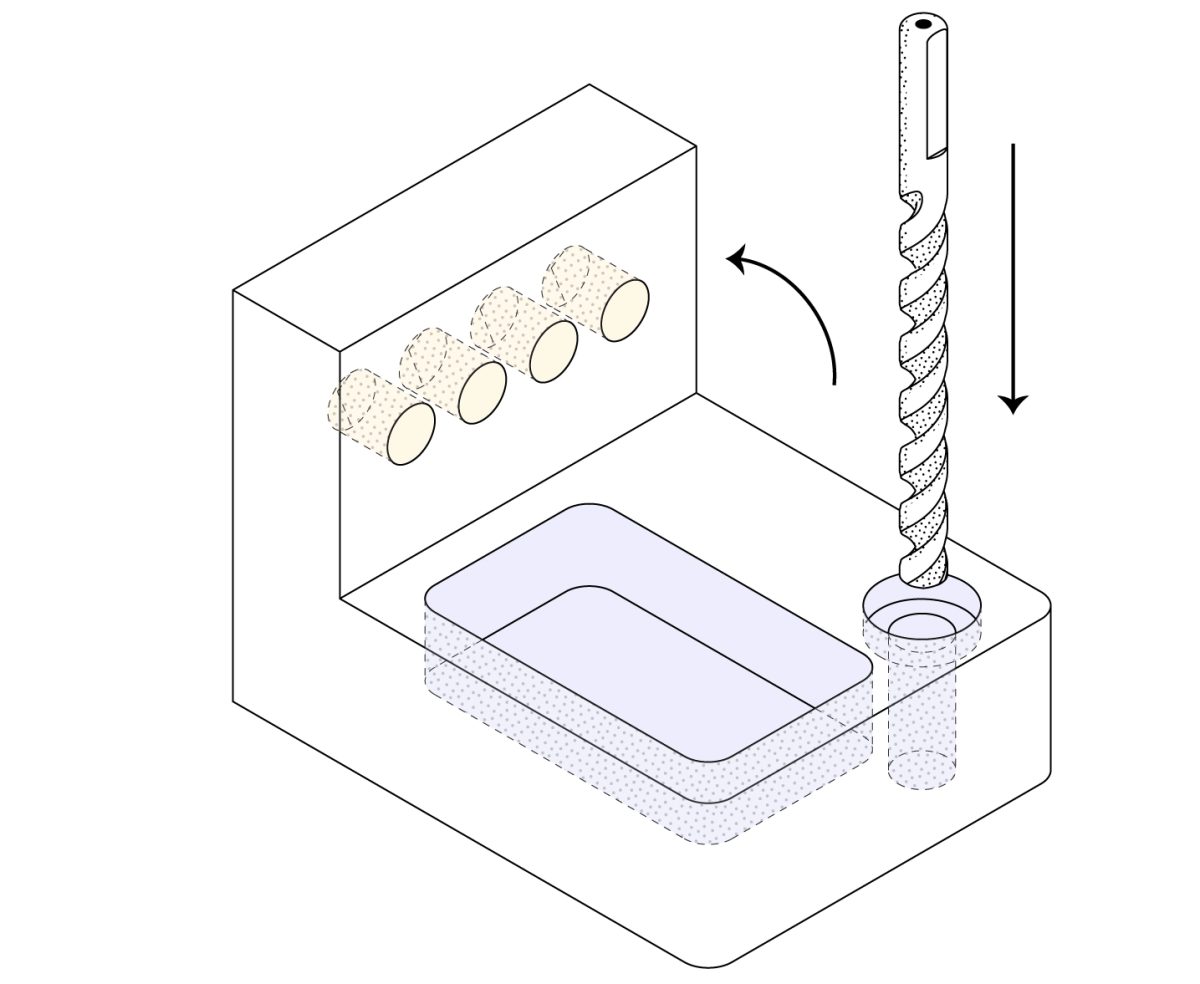
A maioria das ferramentas de corte para usinagem CNC tem formato cilíndrico e comprimento de corte limitado. Ao remover material de uma peça, essas ferramentas de corte transferem sua geometria para a peça. Isso significa que os cantos internos de uma peça CNC sempre terão um raio, não importa quão pequena seja a ferramenta de corte. Além disso, o comprimento da ferramenta limita a profundidade máxima que pode ser usinada. Ferramentas mais longas geralmente apresentam rigidez reduzida, o que pode causar vibração ou deformação.
Acesso à ferramenta
Para remover material, a ferramenta de corte deve aproximar-se diretamente da peça de trabalho. Superfícies ou recursos que não podem ser alcançados por uma ferramenta de corte não podem ser usinados CNC. Por exemplo, estruturas internas complexas, especialmente quando há vários ângulos ou recursos dentro de uma peça sendo bloqueados por outro recurso ou quando há uma grande proporção entre profundidade e largura, podem dificultar o alcance da ferramenta em determinadas áreas. As máquinas CNC de cinco eixos podem aliviar algumas dessas limitações de acesso à ferramenta girando e inclinando a peça de trabalho, mas não podem eliminar completamente todas as restrições, especialmente questões como a vibração da ferramenta.
Rigidez da ferramenta
Assim como a peça, a ferramenta de corte pode deformar-se ou vibrar durante a usinagem. Isso pode resultar em tolerâncias mais frouxas, aumento da rugosidade da superfície e até mesmo quebra da ferramenta durante o processo de fabricação. Esse problema se torna mais pronunciado quando a relação entre o comprimento da ferramenta e seu diâmetro aumenta ou ao cortar materiais de alta dureza.
Rigidez da peça
Devido à quantidade significativa de calor gerado durante o processo de usinagem e às fortes forças de corte envolvidas, materiais com baixa rigidez (como certos plásticos ou metais macios) e estruturas de paredes finas são propensos à deformação durante a usinagem.
Fixação de trabalho
A geometria de uma peça determina como ela será fixada na máquina CNC e o número de configurações necessárias. Peças de trabalho complexas ou de formato irregular podem ser difíceis de fixar e podem exigir acessórios especiais, o que pode aumentar os custos e o tempo de usinagem. Além disso, ao reposicionar manualmente o suporte de trabalho, existe o risco de introduzir erros de posicionamento pequenos, mas não negligenciáveis.
Diretrizes de projeto de usinagem CNC
Agora é hora de traduzir essas restrições em regras de design acionáveis. Não existe um padrão universalmente aceito no mundo da usinagem CNC, principalmente porque a indústria e as máquinas utilizadas estão sempre evoluindo. No entanto, as práticas de tratamento a longo prazo acumularam experiência e dados suficientes. As diretrizes a seguir resumem os valores recomendados e viáveis para os recursos mais comuns de peças usinadas CNC.
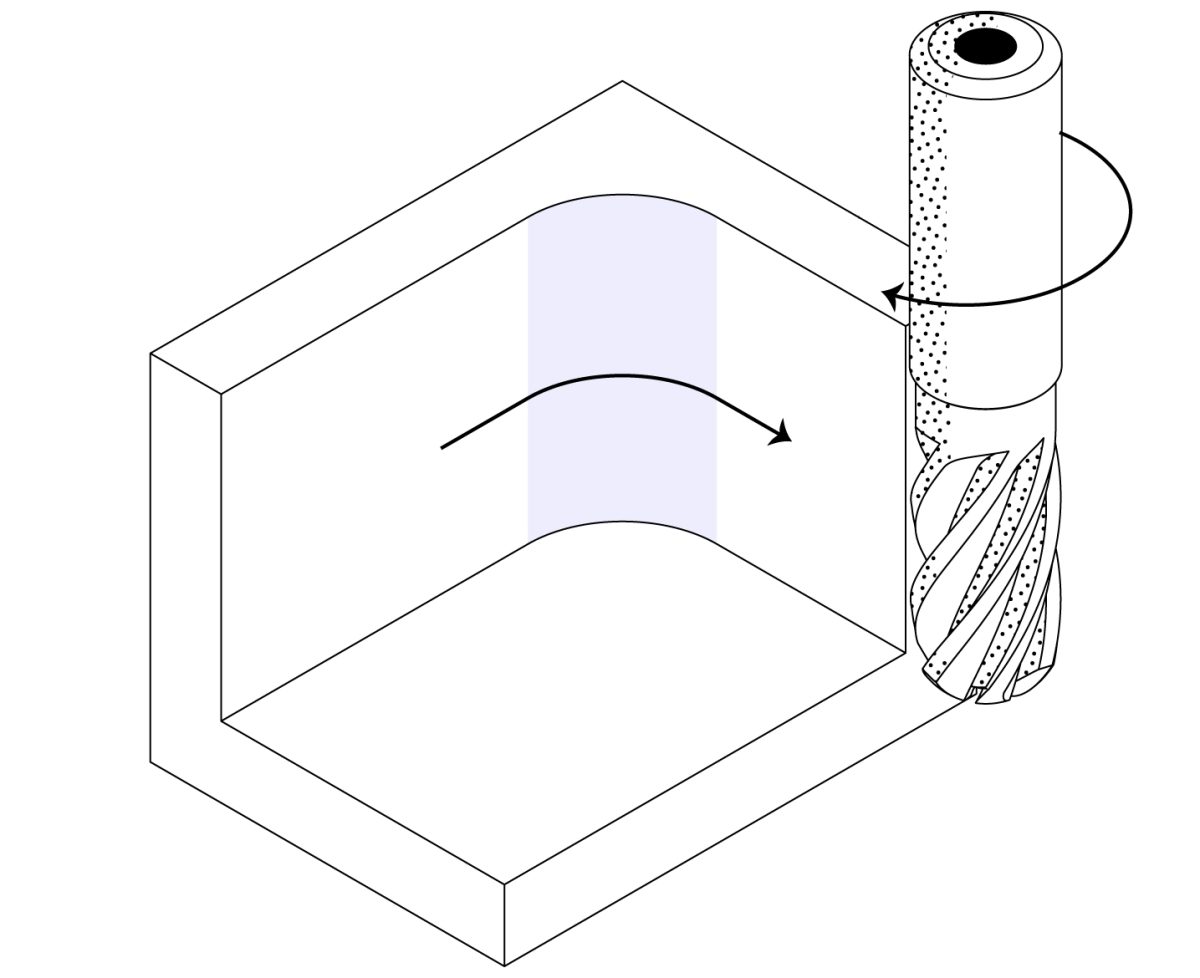
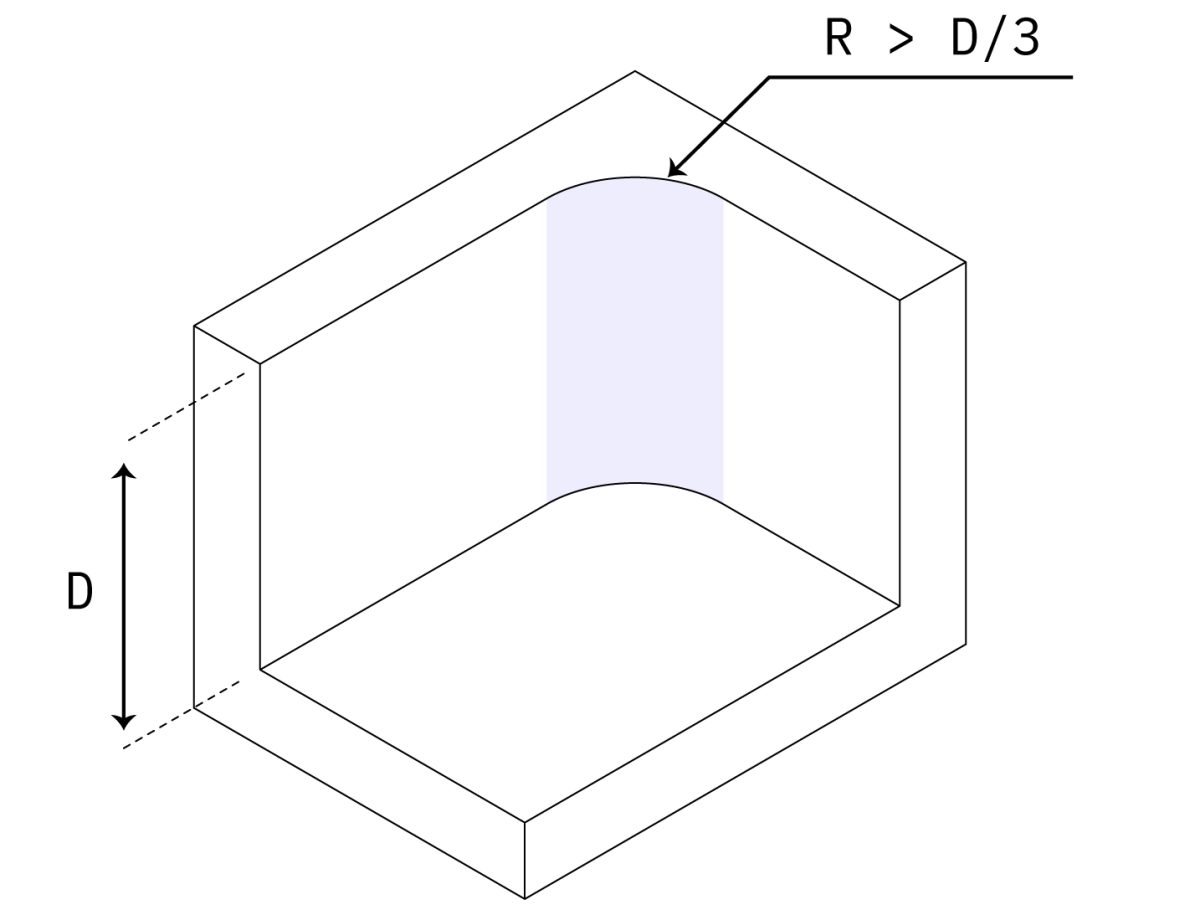
Bordas Internas
Raio de canto vertical recomendado: ⅓ vezes a profundidade da cavidade (ou maior)
Geralmente é aconselhável evitar cantos internos afiados. A maioria das ferramentas CNC são cilíndricas, dificultando a obtenção de ângulos internos nítidos. Utilizar os raios de canto internos recomendados permite que a ferramenta siga um caminho circular, o que reduz pontos de concentração de tensão e marcas de usinagem, resultando em melhor acabamento superficial. Isso também garante que sejam utilizadas ferramentas de tamanho adequado, evitando que sejam muito grandes ou muito pequenas, mantendo assim a precisão e a eficiência da usinagem. Para ângulos agudos de 90 graus, é recomendado usar cortadores de ranhura em T ou corte de arame em vez de reduzir os raios dos cantos.
Raio de piso recomendado: 0,5 mm, 1 mm ou nenhum raio
Raio de Piso Viável: Qualquer raio
As ferramentas de fresagem de topo normalmente têm arestas de corte inferiores planas ou ligeiramente arredondadas. Se o raio inferior projetado estiver alinhado com o valor recomendado, fresas de topo padrão podem ser usadas para usinagem. Este projeto é preferido pelos maquinistas porque permite o uso de ferramentas amplamente disponíveis e fáceis de usar, o que ajuda a equilibrar os custos de processamento e a qualidade na maioria dos casos. Embora as fresas de topo esférico possam acomodar qualquer raio inferior, elas podem aumentar o tempo e os custos de usinagem devido ao seu formato.
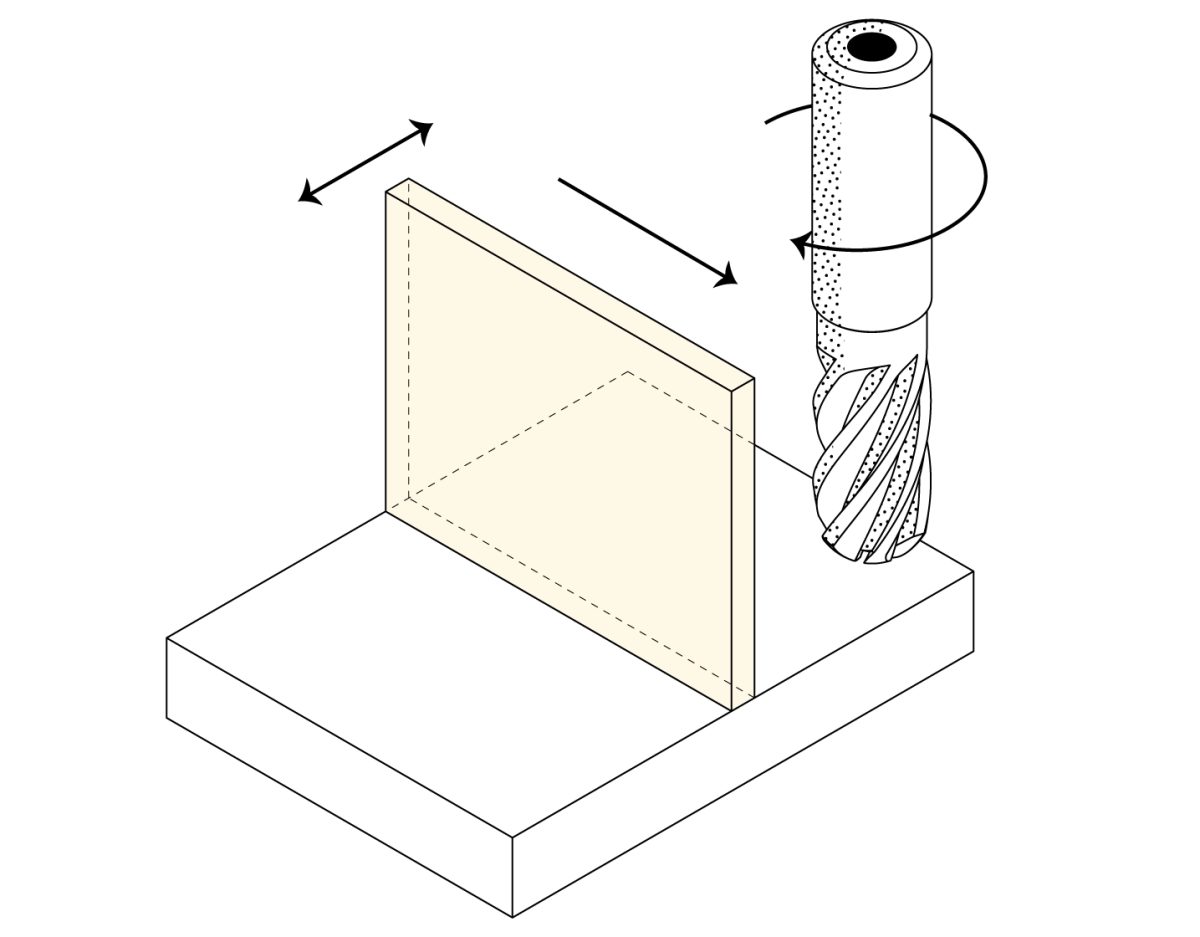
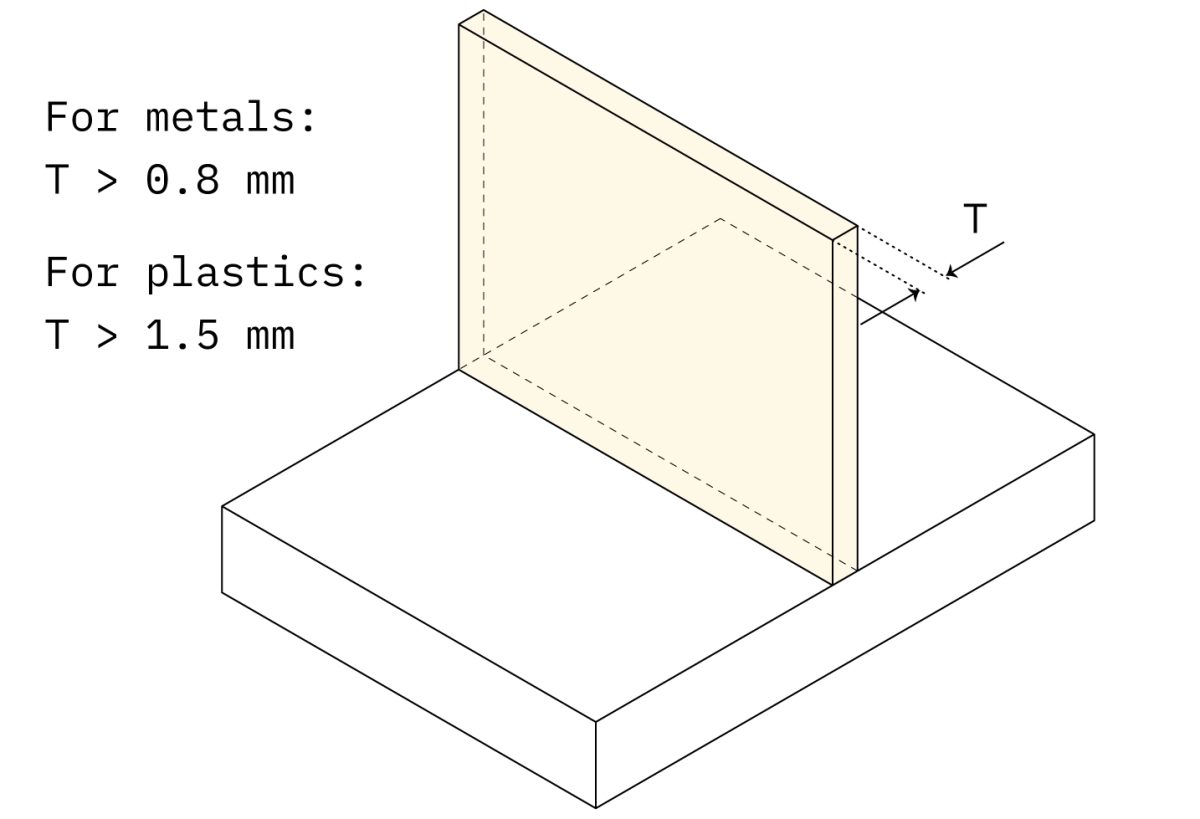
Paredes Finas
Espessura mínima recomendada da parede: 0,8 mm (metais), 1,5 mm (plásticos)
Espessura mínima viável da parede: 0,5 mm (metais), 1,0 mm (plásticos)
As máquinas CNC têm limites para usinar paredes muito finas, porque a diminuição da espessura da parede afeta a rigidez do material e reduz a precisão alcançável, causando potencialmente aumento de vibrações durante a usinagem. Os valores recomendados e viáveis mencionados acima devem ser avaliados cuidadosamente caso a caso, pois os materiais diferem em dureza e propriedades mecânicas. Para paredes mais finas, processos alternativos, como a fabricação de chapas metálicas, podem ser preferíveis.
Buracos
Diâmetro de furo recomendado: broca padrão
Diâmetro do furo viável: pelo menos 1 mm
Os furos são usinados usando uma broca ou uma ferramenta de fresa de topo. As brocas estão disponíveis em tamanhos padrão bem definidos em unidades métricas e imperiais. Os projetistas normalmente especificam os tamanhos dos furos com base nesses diâmetros padrão para garantir que as ferramentas adequadas estejam prontamente disponíveis. Esta prática evita a necessidade de ferramentas personalizadas e pode resultar em economias de custos significativas, especialmente para furos de alta precisão com diâmetros menores que 20 mm, onde o uso de um diâmetro padrão é fortemente recomendado.
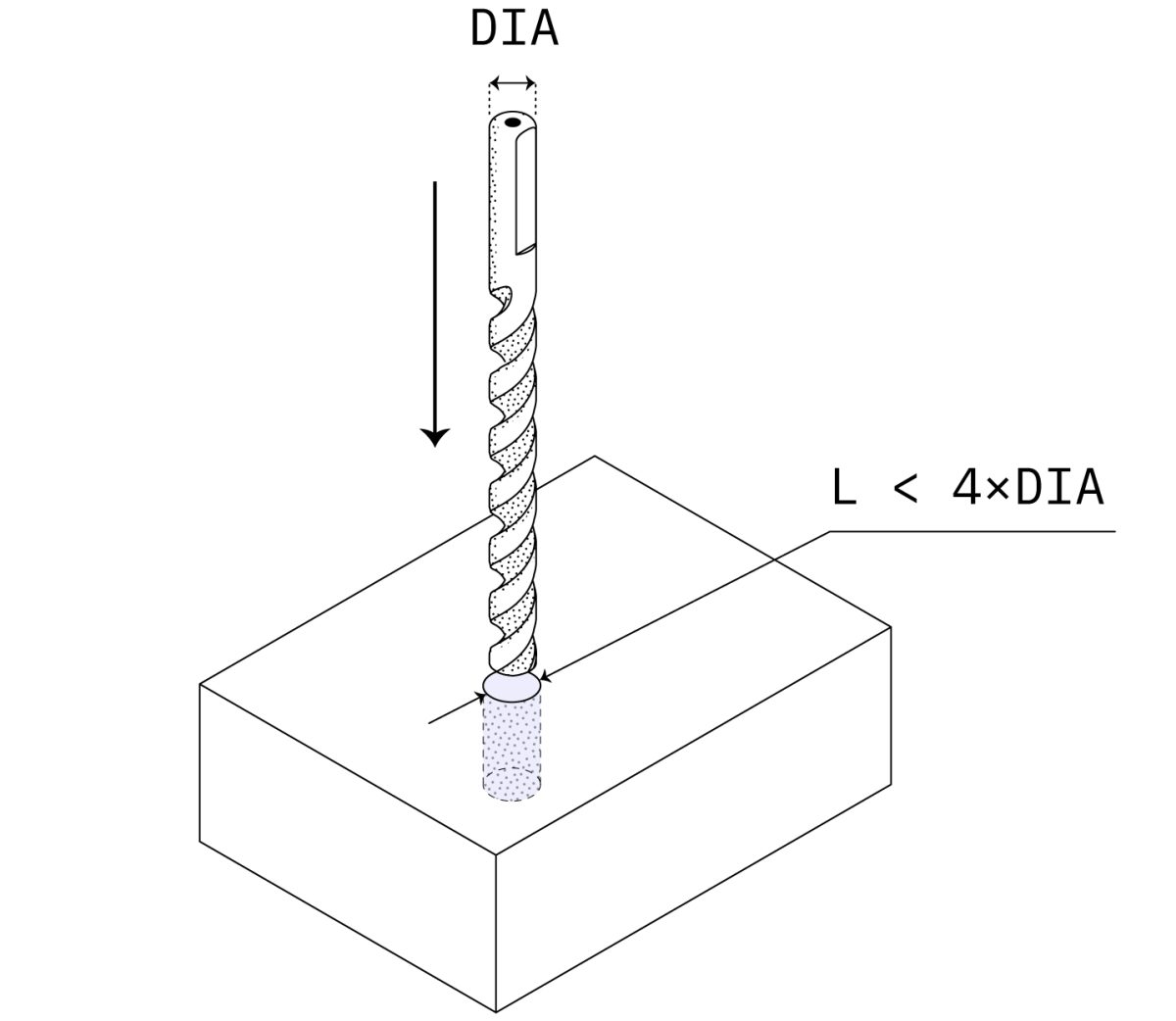
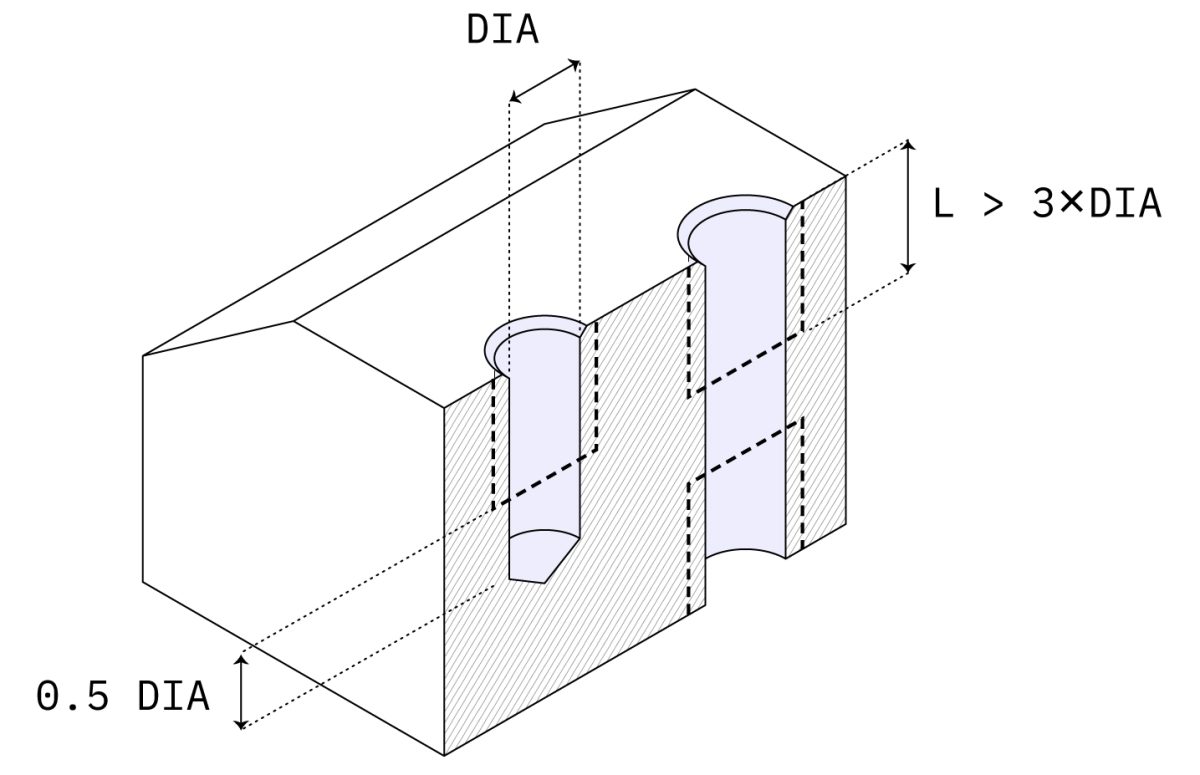
Profundidade máxima recomendada: 4 vezes o diâmetro nominal
Quando o diâmetro de um furo não está alinhado com o tamanho da broca padrão, uma ferramenta de fresa de topo é usada. Porém, ao usinar furos não padronizados com fresa de topo, é importante seguir a profundidade máxima de cavidade recomendada para garantir a estabilidade e a qualidade do processo de usinagem. Se a profundidade do furo exceder o máximo recomendado, poderão ser necessárias brocas especializadas. 10 vezes o diâmetro nominal é típico e 40 vezes o diâmetro nominal é viável.
As brocas normalmente criam furos cegos com piso cônico (em um ângulo de 135 graus), enquanto os furos usinados com uma fresa de topo têm fundo plano. Na usinagem CNC, geralmente não há preferência entre furos passantes e furos cegos, o que significa que os projetistas escolhem o tipo de furo com base nas necessidades ou funcionalidades específicas do projeto.
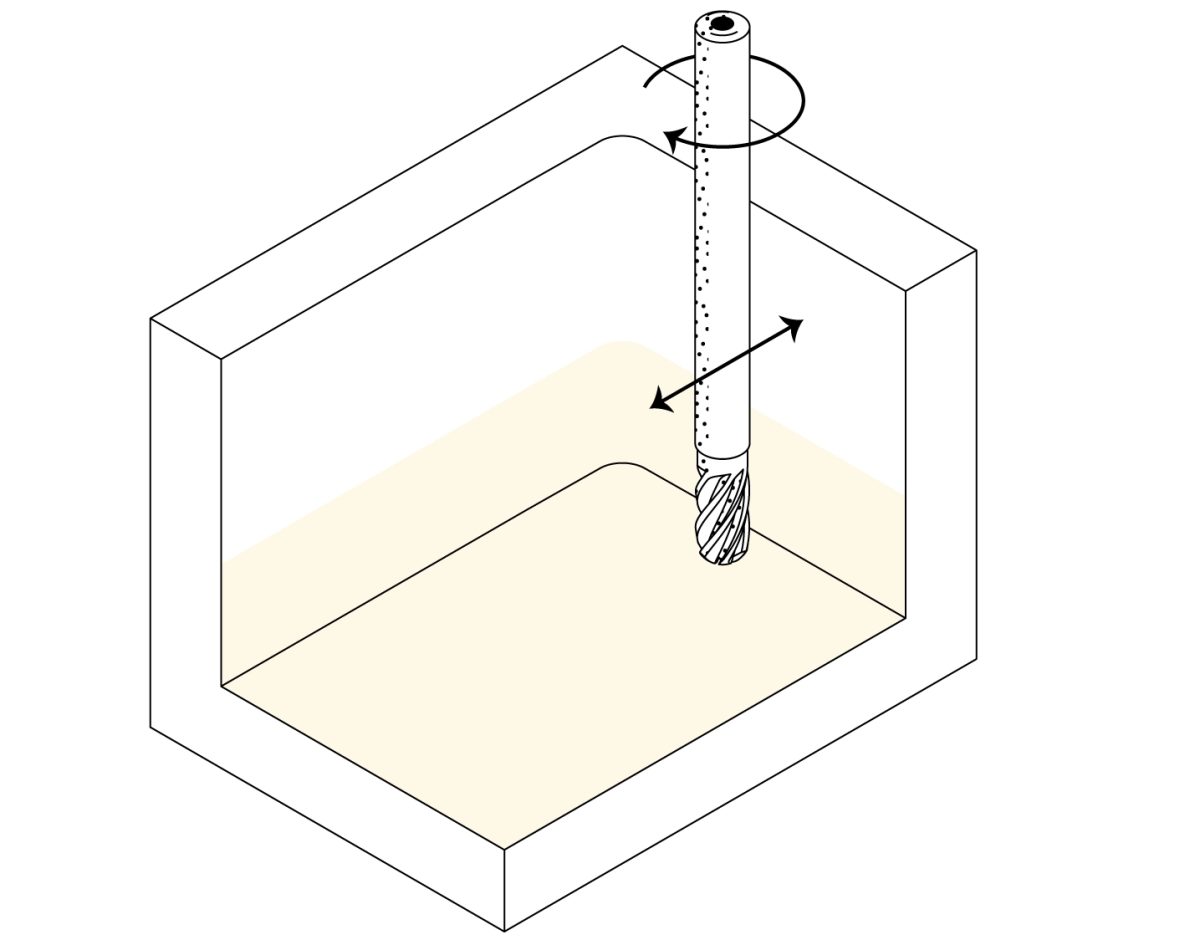
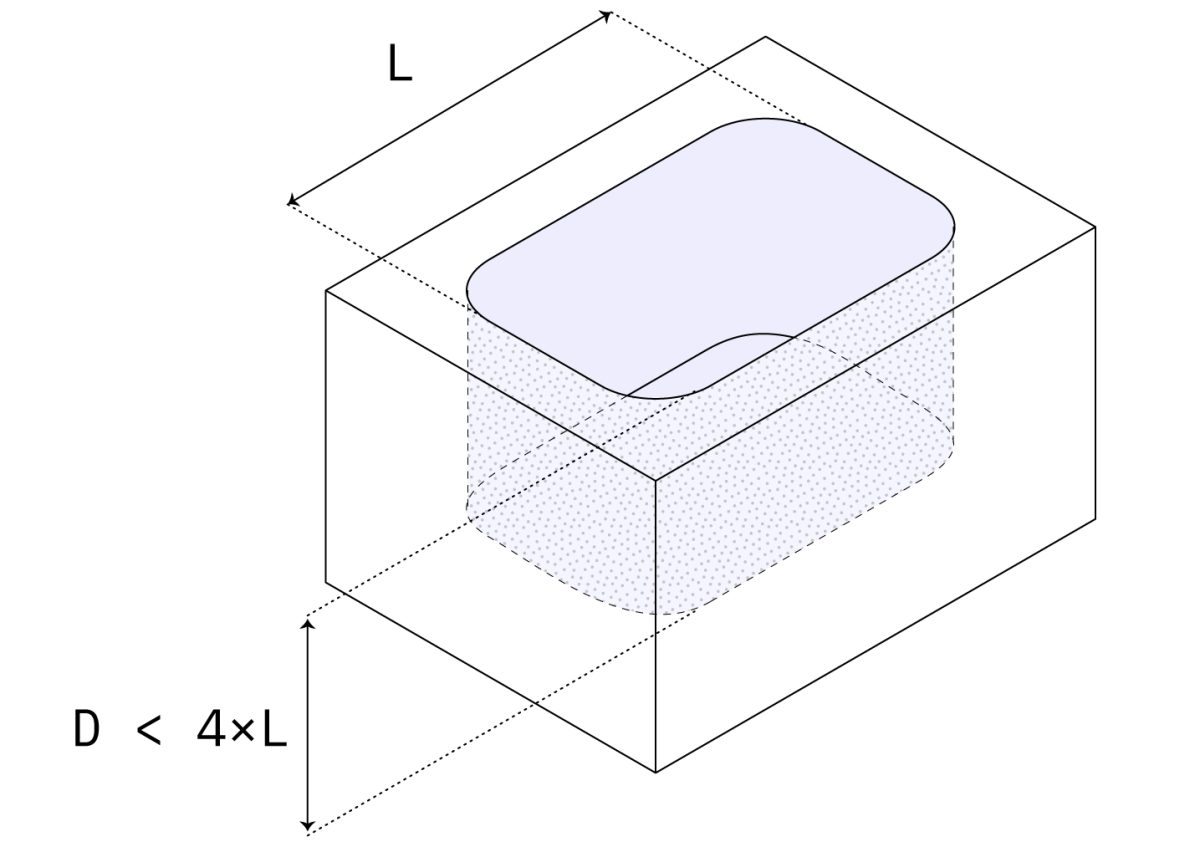
Cavidades e Bolsos
Profundidade recomendada da cavidade: Não mais que 4 vezes a largura da cavidade
Para uma usinagem ideal, as profundidades das cavidades não devem exceder quatro vezes a sua largura. Cavidades com profundidade superior a seis vezes o diâmetro da ferramenta são consideradas profundas e podem complicar o processo de usinagem. Esses desafios podem incluir deflexão da ferramenta, evacuação inadequada de cavacos e até mesmo quebra da ferramenta. Se forem necessárias profundidades maiores, é aconselhável projetar peças com profundidades de cavidade variáveis.
Tópicos
Tamanho de rosca recomendado: M6 ou maior
As roscas internas são cortadas com machos e as externas com matrizes. Machos e matrizes podem ser usados para cortar roscas até M2. No entanto, as ferramentas de rosqueamento CNC são comuns e preferidas pelos maquinistas, pois limitam o risco de quebra do macho. Ferramentas de rosqueamento CNC podem ser usadas para cortar roscas até M6.
Comprimento de rosca recomendado: 3 vezes o diâmetro nominal
A maior parte da carga aplicada à rosca é suportada pelos primeiros dentes (até 1,5 vezes o diâmetro nominal). Roscas três vezes maiores que o diâmetro nominal são geralmente desnecessárias.
Para machos que cortam roscas (como M6 e inferiores), geralmente resta um comprimento sem rosca equivalente a 1,5 vezes o diâmetro nominal da rosca. Isso garante que a porção primária de suporte de carga da rosca esteja totalmente formada sem risco de danos à ferramenta.
Para roscas grandes processadas com ferramentas de rosqueamento CNC, devido à alta precisão e melhor controle das ferramentas CNC, às vezes as roscas podem ser processadas próximas ao fundo do furo, mas geralmente ainda resta uma pequena quantidade de peça não rosqueada para garantir qualidade de usinagem e segurança da ferramenta.
Profundidade de rosca recomendada: 1,5 vezes o diâmetro nominal
A profundidade adequada de engate da rosca pode garantir a resistência e a confiabilidade da conexão, evitando processamento excessivo ou desperdício de material. Se a profundidade de engate for muito rasa, a rosca poderá não suportar a carga esperada; se for muito profundo, pode aumentar a dificuldade e o custo do processamento. Uma profundidade de 1,5D é geralmente considerada uma escolha segura que pode fornecer resistência suficiente, especialmente em aplicações mecânicas gerais.
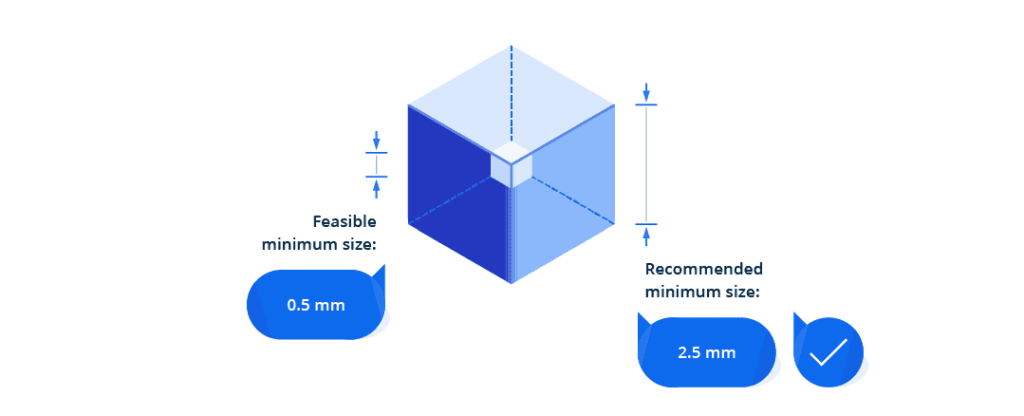
Pequenos recursos
Tamanho mínimo recomendado: 2,5 mm
Tamanho mínimo viável: 0,5 mm
A maioria das máquinas CNC tem um diâmetro mínimo de ferramenta de 2,5 mm, o que significa que qualquer recurso menor que 2,5 mm seria difícil de usinar. Por exemplo, para usinar uma peça pequena de 0,5 mm, normalmente são necessárias microferramentas muito pequenas ou métodos de usinagem específicos, como microfresamento ou usinagem por descarga elétrica (EDM). Embora esses métodos possam atingir características muito pequenas, eles aumentam significativamente o tempo de usinagem e impõem maiores demandas aos equipamentos e às técnicas operacionais, o que, por sua vez, aumenta os custos de usinagem.
Texto e Letras
Recomendado: Tamanho de fonte 20 (ou maior), com profundidade de gravação de 5 mm
O texto gravado é preferível ao texto em relevo porque requer a remoção de menos material, o que reduz o tempo de usinagem e o desperdício de material. Fontes simples sem serifa, como Arial ou Helvetica, com profundidade de 5 mm, normalmente oferecem boa legibilidade e resultados de usinagem. Além disso, muitas máquinas CNC vêm pré-programadas com essas fontes comuns, facilitando o processo de usinagem sem exigir programação adicional ou configuração complexa.
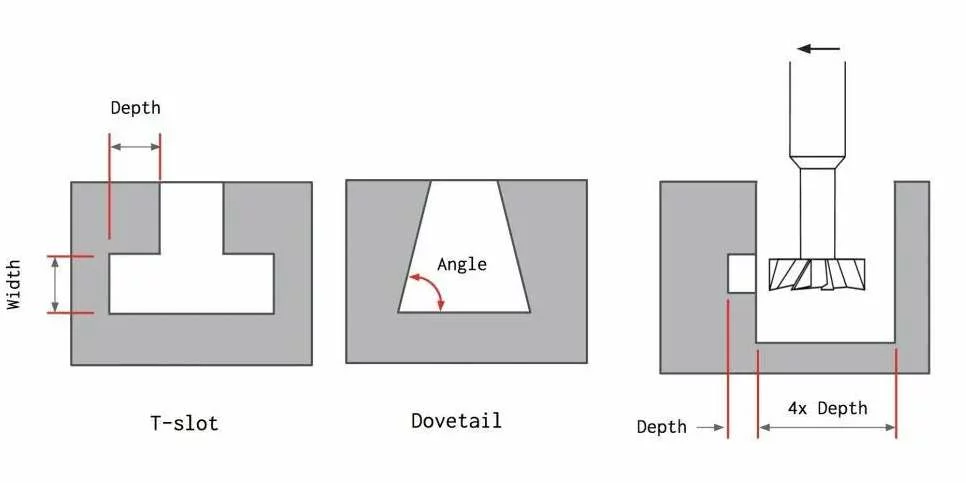
Cortes inferiores
Um corte inferior é um recurso em uma peça de trabalho que as ferramentas de corte verticais padrão não conseguem alcançar diretamente, geralmente porque partes da superfície estão bloqueadas. Essas áreas requerem ferramentas especializadas para usinagem. Existem dois tipos principais de cortes inferiores: ranhuras em T e encaixes em cauda de andorinha.
Uma ranhura em T é um formato de corte inferior comum que se assemelha à letra "T". As ferramentas utilizadas para usinar ranhuras em T consistem em arestas de corte horizontais e um eixo vertical, permitindo cortar com eficácia a seção rebaixada em espaços confinados. A largura do corte inferior normalmente varia de 3 mm a 40 mm. É aconselhável usar tamanhos padrão (como milímetros inteiros ou polegadas fracionárias comuns), pois é mais provável que correspondam a ferramentas prontamente disponíveis, evitando o custo e o tempo extras associados a ferramentas personalizadas.
Ao projetar ranhuras em T, uma boa regra é fornecer uma folga equivalente a quatro vezes a profundidade do rebaixo, garantindo que a ferramenta tenha espaço operacional suficiente. É importante observar que a profundidade de corte das ferramentas de corte inferior padrão é frequentemente limitada pelo design da ferramenta, já que a relação típica entre o diâmetro de corte e o diâmetro do eixo é de 2:1. Isto significa que a profundidade de usinagem do rebaixo é limitada e isso deve ser levado em consideração durante o processo de projeto.
As ranhuras em cauda de andorinha têm o formato de uma cauda de andorinha e possuem um leve ângulo, normalmente usadas em aplicações que exigem forte intertravamento mecânico. Embora ferramentas com vários ângulos (variando de 5 graus a 120 graus) estejam disponíveis no mercado, ferramentas de 45 e 60 graus são padrão e comumente usadas.
Outras regras para projeto de usinagem CNC
Use ferramentas com diâmetros grandes ou padrão: Projete peças que possam ser usinadas com ferramentas de diâmetros grandes ou padrão para garantir um processamento mais rápido e evitar a necessidade de ferramentas especializadas.
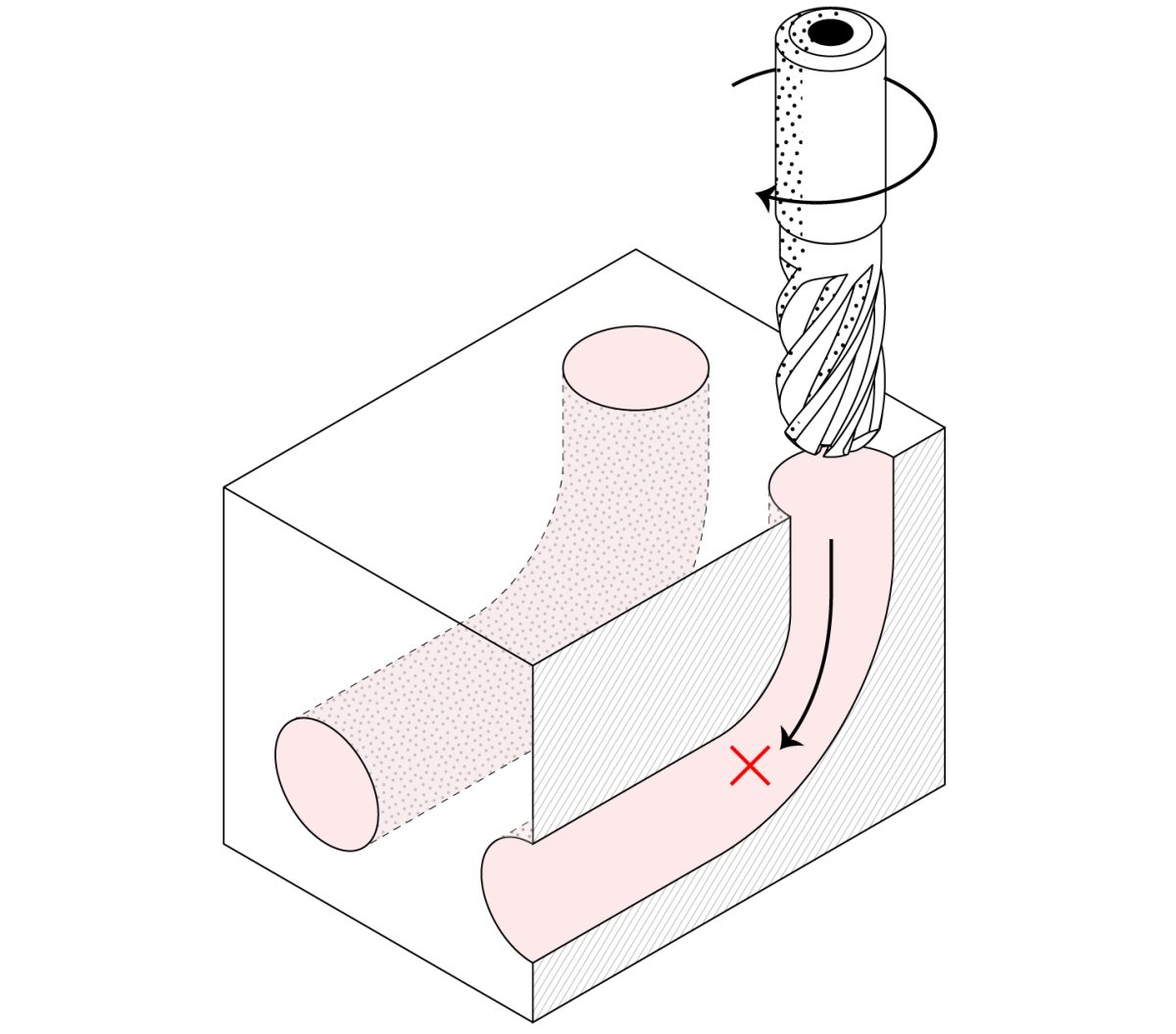
Evite recursos não usináveis: Certos recursos, como furos curvos, não podem ser produzidos por fresadoras, tornos ou brocas CNC padrão. Se o seu projeto exigir tais recursos, considere usar a usinagem por descarga elétrica (EDM).
Especifique as tolerâncias cuidadosamente: se você não especificar tolerâncias em seu projeto, os fabricantes normalmente usarão a classe padrão ISO 2768. Embora as máquinas CNC modernas possam atingir tolerâncias mais rigorosas do que as especificadas pela ISO 2768, evite tolerâncias rigorosas desnecessárias, pois aumentam o tempo e o custo.
Priorize a função em vez da estética: concentre-se na precisão dos recursos essenciais e não na estética. As melhorias estéticas são melhor alcançadas através de processos pós-usinagem.
Evite furos com fundo plano: furos com fundo plano exigem usinagem avançada e podem causar problemas em operações subsequentes, como alargamento.
Garantir a perpendicularidade dos furos: Ao perfurar, certifique-se de que as superfícies de entrada e saída sejam perpendiculares ao eixo da perfuração. Isto evita que a ponta da broca se desvie e reduz a dificuldade de remoção de rebarbas ao redor da saída do furo.
Transforme seu projeto CNC em peças usinadas com Chiggo
A usinagem CNC oferece versatilidade incrível, mas nem todo projeto pode ser facilmente transformado em um produto físico. Cada detalhe no processo de design requer consideração e verificação cuidadosas. Quando você estiver pronto para dar vida à sua ideia, Chiggo está aqui para ajudar!
Somos uma empresa de design e fabricação de usinagem CNC com mais de dez anos de experiência na criação de produtos e componentes para diversos setores. Nossa equipe de designers, engenheiros e maquinistas especializados não apenas otimiza seu projeto, mas também agiliza o processo de fabricação, garantindo prazos de entrega mais rápidos e preços competitivos. Basta carregar seu design e você receberá rapidamente um relatório DFM (Design for Manufacturability) gratuito.