Fresamento CNC é uma das tecnologias de fabricação subtrativa automatizada mais amplamente utilizadas. Nesse processo, trocadores de ferramentas automatizados alternam perfeitamente entre diferentes fresas para remover material de uma peça com alta precisão. Selecionar a fresa certa para cada tarefa é crucial para obter eficiência, precisão e resultados de alta qualidade.
Neste guia completo, exploraremos as principais características das fresas típicas, os vários tipos de ferramentas de fresagem, os materiais usados para fabricá-las e dicas práticas para escolher a melhor fresa para suas operações de fresamento.
Uma análise detalhada de uma fresa: principais recursos
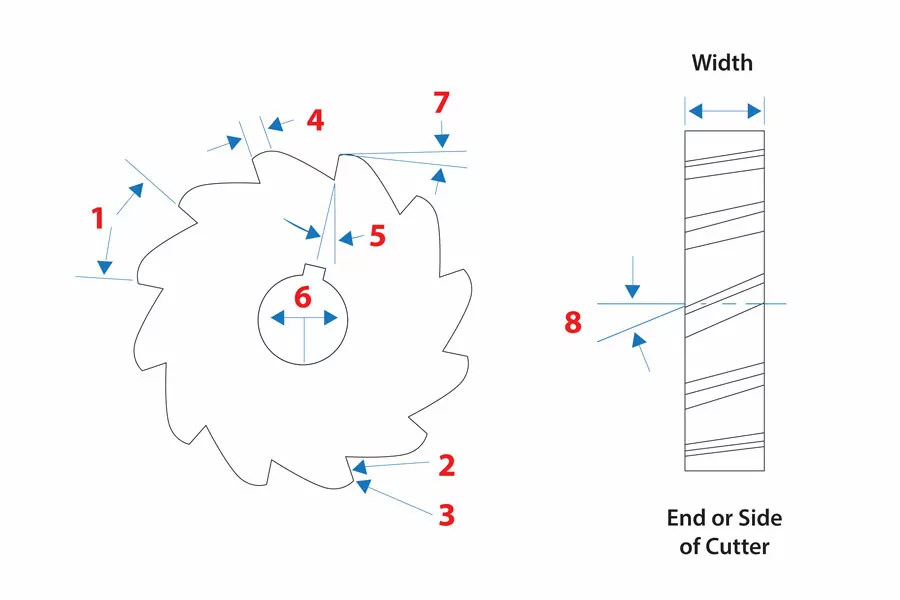
A imagem mostra uma fresa padrão. Observando sua estrutura, podemos ver que a maioria das fresas compartilham características principais semelhantes:
1. Passo: A distância angular entre os dentes, determinada pelo número de dentes. Um passo maior significa menos dentes, enquanto um passo menor indica mais dentes na fresa.
2.Face do dente: A face do dente é a superfície voltada para frente da aresta de corte, que direciona os cavacos para longe da zona de corte, auxiliando no corte suave e evitando o acúmulo de cavacos.
3.Borda de corte: A parte angular de cada dente responsável pelo corte do material. Ela é projetada para remover o material com eficiência, minimizando o desgaste e prolongando a vida útil da ferramenta.
4.Terra: A terra é a superfície plana atrás da aresta de corte que suporta e fortalece o dente durante as operações de corte.
5.Ângulo de inclinação: O ângulo de inclinação é o ângulo entre a face do dente e a linha central da fresa. Este ângulo desempenha um papel fundamental na formação de cavacos e na eficiência de corte.
6.Diâmetro do furo: O diâmetro do furo central, que determina o tamanho do mandril ou fuso necessário para montar a fresa.
7.Ângulo de Folga Primário: O ângulo do terreno medido a partir de uma linha perpendicular à linha central da fresa na aresta de corte. Este ângulo, normalmente de 5 a 7 graus, evita que o dente esfregue contra a peça de trabalho e auxilia no escoamento dos cavacos.
8.Dentes espirais ou helicoidais: Esses dentes são dispostos em um padrão helicoidal e são normalmente usados em cortadores mais largos (mais de 3/4 de polegada). Eles proporcionam uma ação de corte mais suave, reduzem as forças de corte e melhoram o acabamento superficial, especialmente em superfícies interrompidas ou materiais irregulares.
Quais são os diferentes tipos de fresas?
Agora que cobrimos os recursos comuns das fresas, nesta seção exploraremos os vários tipos disponíveis. As fresas vêm em uma ampla variedade de formatos, tamanhos e designs, cada uma adequada para tarefas de corte específicas. Compreender os diferentes tipos é fundamental para selecionar o cortador certo para o seu projeto. Para obter uma visão geral rápida, vamos começar revisando a tabela de resumo abaixo.
Categoria
Tipo de ferramenta
Principais recursos
Uso
Fresas de topo
Fresas de topo quadrado
Extremidade plana com arestas de corte afiadas de 90 graus
Fresamento de uso geral, como mergulho, perfilamento, abertura de canais, especialmente recursos de fundo quadrado, como bolsões e canais
Fresas de topo esférico
Extremidade hemisférica com arestas de corte arredondadas
Contorno 3D e passes de acabamento fino, especialmente em superfícies complexas ou curvas
Fresas de topo com raio de canto
Extremidade plana com arestas de corte arredondadas para reduzir a tensão nos cantos
Criação de arestas filetadas e transições de raio pequeno em arestas de peças internas e externas
Fresas arredondadas
Aresta de corte arredondada
Usinagem de arestas externas arredondadas, rebarbação e melhoria da estética e segurança das arestas das peças.
Fresas de topo de corte inferior
Cabeça de corte esférica ou curva com pescoço estendido
Usinagem de rebaixos, ranhuras, saliências ou parte traseira de paredes internas, especialmente útil para peças complexas com geometrias rebaixadas ou de difícil acesso
Ferramentas de fresamento frontal
Fresas de facear
Fresa de grande diâmetro com múltiplas pastilhas de corte substituíveis ao longo de sua circunferência
Remoção rápida de material de superfícies amplas e planas, como partes superiores de peças ou peças de trabalho.
Fresas para ranhurar e ranhurar
Cortadores de ranhura em T
Cabeça de corte em forma de T
Criação de slots em forma de T para luminárias e suportes suspensos
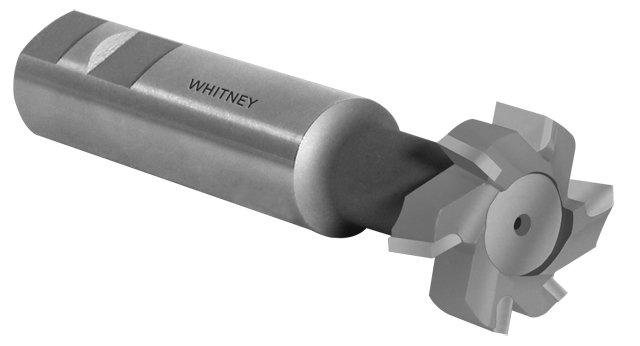
Cortadores de madeira (chaveta)
Cortador pequeno em forma de disco com aresta de corte reta ou ligeiramente côncava.
Corte de chavetas para chaves Woodruff
Cortadores de serra de corte
Lâmina de serra circular fina com dentes finos e bem espaçados
Corte de precisão ou corte de ranhuras finas em materiais, geralmente em metalurgia para separação de peças ou corte de ranhuras estreitas
Fresas de forma
Fresas de engrenagens
Projetado com dentes que correspondem a perfis específicos de dentes de engrenagem
Corte de engrenagens de dentes retos, helicoidais e cônicas
Fresas convexas
Aresta de corte convexa (curvada para fora)
Criação de ranhuras côncavas ou perfis curvos
Fresas Côncavas
Aresta de corte côncava (curvada para dentro)
Criação de perfis convexos ou arestas arredondadas
Fresas de rosca
Ferramenta de corte multidentes com geometria semelhante a rosca
Corte preciso de roscas internas e externas
Cortadores de mosca
Cortador de mosca
Uma ferramenta de corte de ponta única montada em um eixo giratório
Produzindo acabamentos suaves em fresamento leve e prototipagem
A seguir, discutiremos os detalhes de cada tipo de fresa.
Fresas de topo
As fresas de topo são ferramentas versáteis e um dos tipos de fresas mais comumente usados. Elas são como brocas, mas ao contrário das brocas que cortam apenas axialmente, as fresas de topo têm arestas de corte na extremidade e na lateral, permitindo-lhes cortar tanto axialmente quanto lateralmente.
Os fabricantes geralmente os utilizam para uma variedade de tarefas de usinagem, incluindo mergulho, abertura de canais, perfilamento, furação e contorno.
▪ Fresas de topo quadrado: Também conhecidas como fresas de topo plano, possuem uma extremidade plana com arestas de corte afiadas de 90 graus. Essas ferramentas são ideais para tarefas de uso geral, como mergulho, perfilamento e abertura de canais, e são especialmente úteis na produção de canais e bolsões com fundo quadrado.
▪ Fresas de topo esférico: Possuem ponta hemisférica com arestas de corte arredondadas. Eles são comumente usados para contornos 3D, especialmente para passes de acabamento fino em geometrias complexas ou superfícies curvas, como moldes e matrizes.
▪ Fresas de topo com raio de canto: Semelhantes às fresas de topo quadradas, mas apresentam um raio arredondado nos cantos de corte em vez de ângulos agudos de 90 graus. Esse projeto ajuda a evitar concentrações de tensão, reduzir o risco de lascamento nos cantos e prolongar a vida útil da ferramenta. Eles são ideais para criar arestas filetadas e são comumente usados para produzir transições de raio pequeno em ambos internos e arestas externas da peça.
▪ Fresas de topo para arredondamento: Projetadas com um raio específico ao longo das arestas de corte, normalmente usadas para usinar arestas arredondadas na parte externa das peças. Eles são frequentemente empregados para rebarbar e melhorar a segurança e a estética das bordas das peças.
▪ Fresas de topo de corte inferior: Também conhecidas como fresas de pirulito, são projetadas com uma cabeça de corte esférica ou curva, semelhante a um pirulito. Seu pescoço estendido permite alcançar áreas profundas ou de difícil acesso que as fresas de topo padrão não conseguem alcançar, como para usinar rebaixos, ranhuras, saliências ou a parte traseira de paredes internas.
Ferramentas de fresamento frontal
Ao contrário das fresas de topo, que executam cortes frontais e laterais e são usadas principalmente para cortes detalhados, contornos, ranhuras ou cortes profundos, as ferramentas de faceamento concentram-se nocorte final, usinagem de superfícies grandes e planas. As fresas de facear cortam horizontalmente e normalmente têm um diâmetro maior, permitindo cobrir amplas áreas de superfície com eficiência. Eles geralmente apresentam múltiplas inserções substituíveis (como em fresas de casca), permitindo desbaste rápido de grandes superfícies e proporcionando um acabamento suave ao usar pastilhas de acabamento.
Fresas para ranhurar e ranhurar
As fresas para ranhurar e ranhurar são ferramentas especializadas para cortar ranhuras, ranhuras e rasgos de chaveta —recursos que acomodam componentes inseridos. Elas normalmente são finas e em formato de disco ou possuem geometrias especializadas, permitindo cortes estreitos e precisos.
▪ Fresas para ranhura em T: Apresentam dentes perpendiculares ao diâmetro externo e são projetadas especificamente para cortar ranhuras em forma de T. Essas ranhuras são comumente usadas para prender parafusos, acessórios ou outros componentes com segurança que exigem montagem e montagem precisas.
▪ Cortadores de madeira (cortadores de chaveta): fresas pequenas em forma de disco projetadas para cortar chavetas, que são ranhuras que conectam peças rotativas como eixos e engrenagens, evitando deslizamentos e garantindo um encaixe seguro.
▪ Cortadores de serra: caracterizados por lâminas mais finas, esses cortadores são frequentemente usados para cortes precisos, cortes ou cortes profundos e estreitos.
Fresas de forma
As fresas de conformação são fabricadas com perfis específicos, permitindo a usinagem precisa de contornos complexos em uma única passagem. Eles são eficientes para fabricar engrenagens, roscas e outras peças complexas.
▪ Fresas de engrenagens: usadas para produzir diferentes tipos de engrenagens, incluindo engrenagens de dentes retos (dentes retos), engrenagens helicoidais (dentes angulares) e engrenagens cônicas (dentes cônicos).
▪ Fresas convexas: perfeitas para usinar perfis arredondados e curvados para fora em uma peça de trabalho, normalmente para contornos semicirculares ou em formato de arco.
▪ Fresas côncavas: Essas fresas têm uma aresta de corte arredondada para dentro que permite criar perfis ou ranhuras suaves e côncavas.
▪ Fresas de rosca: As fresas de rosca são usadas para produzir roscas internas e externas em uma peça de trabalho. As operações tradicionais de rosqueamento, como rosqueamento, são normalmente realizadas em máquinas de perfuração. No entanto, o fresamento de roscas oferece um controle mais preciso sobre o diâmetro e o passo da rosca, proporcionando maior estabilidade e menos limitações em vários ambientes de trabalho.
Cortadores de mosca
As fresas voadoras e as fresas de facear usinam superfícies planas em uma peça de trabalho, mas diferem em design e uso. Os cortadores de mosca normalmente apresentam uma ferramenta de corte simples ou dupla montada em um eixo e são mais acessíveis. Eles são ideais para fresamento leve, prototipagem e fresadoras manuais, capazes de produzir excelentes acabamentos superficiais quando operados em velocidades mais baixas com cortes leves, embora não sejam adequados para usinagem pesada ou de alta velocidade.
Materiais usados para fazer fresas
As ferramentas de fresa são fabricadas com vários materiais, cada um oferecendo benefícios distintos, adequados para diferentes necessidades de usinagem. Aqui estão os materiais mais comuns usados para fazer fresas:
Aço Rápido (HSS)
O aço rápido (HSS) recebe esse nome devido à sua capacidade de manter a dureza e a resistência ao desgaste em altas velocidades de corte, devido a elementos de liga como molibdênio, tungstênio, cromo e, às vezes, vanádio ou cobalto. No entanto, o HSS começa a perder dureza em torno de 600-650°C, tornando-o mais adequado para fresamento de uso geral de materiais mais macios, como alumínio, aço e plásticos. É comumente usado para ferramentas que devem manter a afiação sob condições de corte moderadas, e os fabricantes costumam usar refrigerantes para evitar superaquecimento e prolongar a vida útil da ferramenta. Quando é adicionado cobalto (5-8%), o HSCO resultante oferece maior resistência ao calor e dureza, tornando-o adequado para aplicações mais exigentes.
Metal Duro
Carbonetos cimentados são materiais compósitos compostos de partículas de carboneto de tungstênio (WC) ligadas com um aglutinante metálico, normalmente cobalto. O carboneto proporciona extrema dureza, enquanto o aglutinante acrescenta tenacidade para reduzir a fragilidade. Essa combinação resulta em um material altamente duro, resistente ao desgaste e capaz de suportar temperaturas de corte de até 1.000°C.
Em comparação com o aço rápido (HSS), os carbonetos cimentados são significativamente mais duros e apresentam melhor desempenho em velocidades de corte mais altas. é por isso que são comumente usados para usinar materiais duros, como aço inoxidável, ferro fundido e metais não ferrosos. Eles são amplamente encontrados em ferramentas de fresamento, brocas e pastilhas.
Cerâmica
As fresas de cerâmica são ainda mais duras e oferecem melhor resistência ao calor do que os carbonetos cimentados, mas perdem em tenacidade. Eles são usados principalmente em usinagem de alta velocidade, usinagem a seco e usinagem de materiais duros e resistentes ao calor, como aços endurecidos, ferro fundido e superligas. Devido à sua fragilidade, as ferramentas cerâmicas são mais adequadas para operações de corte contínuo do que para cortes interrompidos.
Diamante Policristalino (PCD)
O PCD, sendo feito de partículas de diamante, é um dos materiais mais duros disponíveis. Isso lhe confere excepcional resistência ao desgaste, embora tenda a ser frágil. As ferramentas PCD são usadas principalmente para usinagem de metais não ferrosos, como alumínio e cobre, bem como compósitos como fibra de carbono e fibra de vidro, além de plásticos.
No entanto, as ferramentas de PCD não são adequadas para usinagem de aço porque o diamante pode reagir quimicamente com o carbono do aço em altas temperaturas, levando à falha prematura da ferramenta. Além disso, as ferramentas PCD são bastante caras.
Metal Duro Revestido
As ferramentas de metal duro revestidas consistem em uma base de metal duro revestida com uma ou mais camadas de materiais resistentes ao desgaste, como nitreto de titânio (TiN), carbonitreto de titânio (TiCN), óxido de alumínio (Al2O3) ou nitreto de alumínio e titânio (AlTiN). Esses revestimentos melhoram a resistência ao calor, a dureza e reduzem o atrito, permitindo que a ferramenta corte materiais mais duros em velocidades e temperaturas mais altas com mais eficiência.
Como selecionar a ferramenta de fresa correta?
Nas seções anteriores, discutimos os diferentes tipos de fresas e suas características exclusivas. Diferentes ferramentas, como fresas de topo, fresas de facear, fresas de canais e fresas de conformação, servem a vários propósitos, desde desbaste até acabamento e contornos complexos. Para tomar uma decisão informada, é importante entender como as características de cada fresa se alinham às suas necessidades específicas de fresamento. Para uma visão geral rápida, consulte a tabela de tipos de ferramentas discutida anteriormente.
É claro que, em aplicações práticas, devemos considerar fatores adicionais, como balanceamento de velocidade, custo e qualidade para atender às suas necessidades específicas de fresamento. Abaixo estão dicas importantes para ajudá-lo a tomar uma decisão bem informada.
1. Considere o material da peça e os requisitos de usinagem
▪ Material da peça de trabalho: selecione uma fresa com base no material com o qual você está trabalhando. Para materiais mais duros como aço inoxidável, titânio ou ligas endurecidas, você precisará de ferramentas feitas de metal duro, pois oferecem dureza e resistência ao desgaste superiores. Por outro lado, materiais mais macios como alumínio ou cobre podem ser usinados com eficiência com fresas de aço rápido (HSS), que são mais baratas, mas se desgastam mais rapidamente.
▪ Requisitos de usinagem: Avalie as necessidades específicas do seu projeto, incluindo precisão, acabamento superficial e eficiência de produção. Para desbaste, selecione fresas com dentes grossos para remover grandes quantidades de material rapidamente. Para acabamento fino, ferramentas com mais dentes e geometrias de corte mais finas proporcionam resultados mais suaves.
2. Avalie a máquina-ferramenta e as condições de usinagem
▪ Compatibilidade com máquinas-ferramenta: certifique-se de que o requisito de potência da ferramenta esteja dentro da capacidade de potência da fresadora. Ferramentas maiores geralmente precisam de mais potência, enquanto ferramentas menores devem ser compatíveis com a velocidade rotacional máxima da máquina para garantir corte eficiente em velocidades mais altas. Além disso, confirme se o fuso e os sistemas de fixação da máquina podem suportar adequadamente o tamanho e o design da ferramenta.
▪ Fixação e estabilidade: Verifique a capacidade de fixação da sua máquina e a estabilidade do acessório. A configuração adequada do acessório ajuda a reduzir as vibrações e garante que a ferramenta mantenha um encaixe consistente com a peça de trabalho durante o corte.
3. Determine os parâmetros específicos do cortador
▪ Diâmetro da fresa: O diâmetro da fresa é crucial para velocidade e precisão. Um cortador de diâmetro maior pode remover material mais rapidamente, mas pode não ser adequado para trabalhos complexos ou espaços apertados. Para fresamento frontal, use a fórmula D = 1,5d, onde “d” é o diâmetro do fuso. Ao trabalhar com configurações menos rígidas ou peças menores, geralmente é preferível usar uma ferramenta de diâmetro menor para manter o controle e reduzir a deflexão.
▪Número de dentes (flautas): O número de dentes afeta a suavidade do corte e os requisitos de potência. Menos dentes são adequados para operações de desbaste, enquanto mais dentes são melhores para operações de acabamento. No entanto, mais dentes podem levar à redução do escoamento de cavacos, portanto, a refrigeração adequada e a remoção de cavacos devem ser consideradas.
▪Revestimento da ferramenta: Revestimentos como nitreto de titânio (TiN) ou nitreto de alumínio e titânio (AlTiN) podem aumentar a resistência ao desgaste, a tolerância ao calor e a vida útil da ferramenta, especialmente ao trabalhar com materiais abrasivos ou em altas velocidades. Ferramentas revestidas tendem a ter melhor desempenho em condições adversas, mas apresentam um custo inicial mais alto, portanto, equilibre isso com a vida útil da ferramenta e os requisitos do trabalho.
▪ Geometria da fresa: considere parâmetros como ângulo de saída, inclinação da aresta de corte e ângulo de relevo, que devem estar alinhados com os materiais da fresa e da peça e as condições de usinagem. Um ângulo de inclinação mais acentuado é ideal para materiais mais macios como o alumínio, enquanto materiais mais duros como o aço podem exigir um ângulo mais raso para melhor estabilidade de corte.
▪Seleção da lâmina da ferramenta: Para operações de desbaste, as lâminas prensadas são mais econômicas. Para acabamento, as lâminas de desbaste proporcionam melhor precisão dimensional e superfícies mais lisas. Certifique-se sempre de que o tipo de lâmina corresponde à tarefa de usinagem para otimizar o desempenho.
4. Considere a economia e a viabilidade
Por fim, equilibre o custo, a vida útil da ferramenta e a frequência de substituição ao selecionar sua fresa. Embora os cortadores importados possam oferecer melhor desempenho e vida útil mais longa, as ferramentas nacionais podem ser mais econômicas para projetos menores ou tarefas menos exigentes. Em alguns casos, a escolha de uma ferramenta de maior desempenho pode levar a poupanças significativas a longo prazo, reduzindo o tempo de inatividade e os custos de substituição, especialmente para grandes tiragens de produção.
Conclusão
As ferramentas de fresa desempenham um papel fundamental na obtenção de operações versáteis de fresamento e na criação de produtos com diversos formatos. A sua ampla gama de tipos permite-lhes adaptar-se a diferentes tarefas de corte. Se você ainda não tiver certeza sobre como selecionar a ferramenta certa, é recomendável consultar um especialista para aconselhamento profissional.
Na Chiggo, nossos engenheiros especialistas estão prontos para ajudá-lo a selecionar as melhores fresas para o seu projeto. Também oferecemos serviços de fabricação personalizados e soluções de fabricação abrangentes para atender a todas as suas necessidades, incluindo serviços de usinagem CNC, impressão 3D, prototipagem rápida e muito mais. Carregue seus arquivos e vamos começar!