Os componentes metálicos tendem a envelhecer e manchar ao longo do tempo devido à exposição a oxigênio, umidade, altas temperaturas e desgaste mecânico. O polimento cria uma superfície suave do espelho que minimiza os locais de iniciação de corrosão e evita a contaminação da superfície. O acabamento resultante aprimora o apelo decorativo e fornece alta refletividade para usos funcionais, como refletores ópticos. Além disso, ao remover as irregularidades da superfície, o polimento elimina micro-lojas que atuam como concentradores de estresse, melhorando assim a vida de fadiga.
Neste artigo, abordamos as principais etapas e métodos de polimento, exploramos seus benefícios e aplicações comuns e compartilhamos dicas práticas para ajudá -lo a manter o desempenho e a aparência de suas peças.
O que é um acabamento de polimento e como funciona?
O polimento usa abrasivos para remover gradualmente as imperfeições e arranhões depeças usinadas, com o objetivo de obter uma superfície suave e reflexiva. Várias técnicas podem ser aplicadas dependendo do material e do resultado desejado. Por exemplo, o polimento mecânico é comumente usado para metais, enquanto os métodos químicos são mais adequados para certos tipos de pedra, vidro ou plástico.
Independentemente do material ou da qualidade do acabamento, o processo de polimento normalmente segue várias etapas importantes para transformar uma superfície áspera em um acabamento semelhante ao espelho.
Etapa 1: desbaste
Comece com a moagem grossa para remover grandes irregularidades da superfície e arranhões profundos da usinagem, soldagem e fundição. Use um moedor de ângulo ou lixadeira de correia equipada com 40-60 discos ou correias para derrubar pontos altos rapidamente. Em seguida, mude para uma lixadeira orbital aleatória carregada com uma lixa de grão de 120 a 240 para nivelar a superfície e apagar todas as marcas de moagem restantes.
Etapa 2: polimento
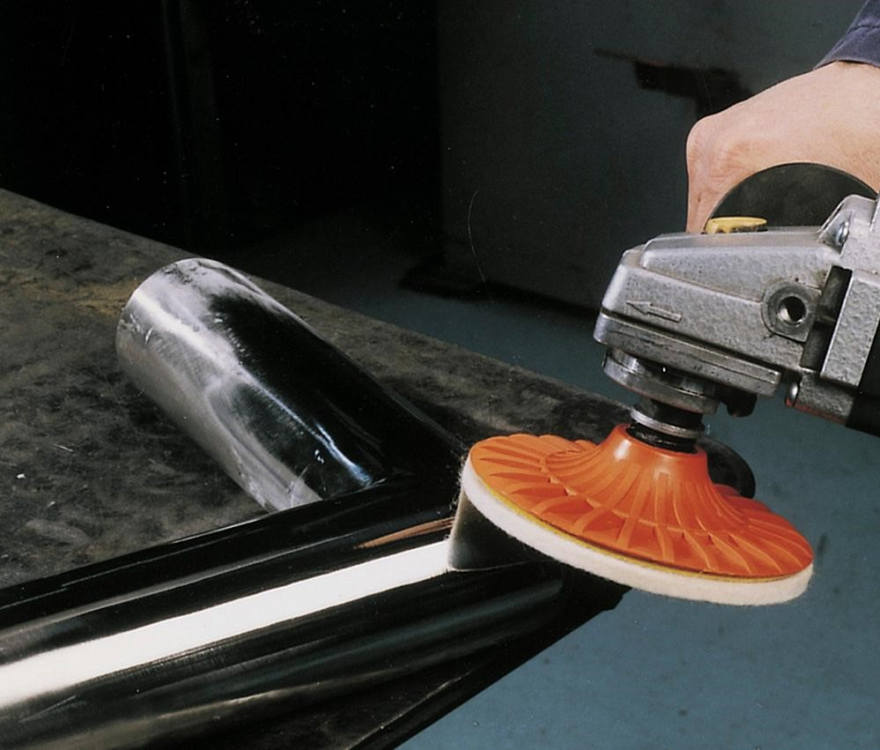
Após o desbaste, aplique um composto de corte na peça usando um capô de lã ou a roda de polimento de algodão montada em um polidor de bancada ou uma ferramenta rotativa de mão. Depois que o composto grosso remover os arranhões restantes, mude para almofadas de polimento de espuma ou rodas de pano mais finas carregadas com compostos de polimento progressivamente mais finos para apagar micro-guloseimas e construir um brilho semelhante ao espelho. Finalize limpando a superfície com um pano de microfibra limpo para remover qualquer resíduo composto e verificar um acabamento uniforme e de alta refletividade.
Etapa 3: Buffing ou iluminação
Após o polimento, as peças podem ter uma leve neblina ou micro-arranhões. Para obter um acabamento uniforme, semelhante ao espelho, montar rodas de pano macio ou lustros de flanela em seu polidor e aplique um composto de brilho fino com luz, até a pressão até que a névoa desapareça. Essa etapa final de polimento aumenta ainda mais o brilho da superfície, oferecendo um acabamento consistente e de alta refletividade.
Etapa 4: Proteção
Para preservar o acabamento polido, aplique uma fina camada de cera protetora, óleo ou laca transparente para selar a superfície. Essa camada ajuda a manter o brilho, bloquear a umidade e os contaminantes e prolongar a vida útil do serviço do componente. Se você inclui esta etapa - e qual revestimento escolhido - depende do material da parte, do ambiente operacional e dos requisitos de durabilidade.
Diferentes tipos de métodos de polimento e seus prós e contras
Polimento mecânico
Esta é a técnica de acabamento mais comum em trabalho em metal e geralmente precede o polimento químico ou eletrolítico. Ele depende do contato direto entre uma ferramenta abrasiva e a peça de trabalho para remover o material e suavizar arranhões, marcas de ferramentas e outros defeitos de superfície. Você pode fazê -lo manualmente ou com equipamentos elétricos, como polidores de bancada, trituradores de ângulo e lixadeiras orbitais equipadas com cintos abrasivos, discos, rodas ou almofadas.
Prós
Bom controle sobre a textura da superfície e o brilho
Remoção efetiva de defeitos pesados e rebarbas
Baixo custo do equipamento e ferramentas amplamente disponíveis
Capaz de alcançar um verdadeiro acabamento espelhado em metais
Ajuda a reduzir as concentrações de estresse
Contras
Trabalho intensivo e pode demorar muito tempo
Gera calor que pode distorcer ou descolorir a parte
Requer habilidade do operador para evitar áreas irregulares ou marcas de redemoinho
Desafiador para geometrias complexas e materiais macios
Polimento químico
No polimento químico, a peça de trabalho é imersa em um banho controlado cuja solução dissolve seletivamente manchas altas microscópicas, suavizando a rugosidade da superfície para produzir um acabamento uniforme e brilhante. Ao ajustar a temperatura do banho, a concentração e o tempo de imersão, esse processo pode tratar geometrias apertadas ou complexas sem qualquer abrasão mecânica.
Prós
Entrega um acabamento uniforme sem contato mecânico
Atinge canais internos e formas complexas que as ferramentas não podem acessar
Permite o processamento em lote de várias partes de uma só vez
Não coloca estresse mecânico na peça ou ferramenta
Melhora a resistência à corrosão, deixando uma superfície limpa e passivada
Contras
Envolve manuseio e descarte de produtos químicos perigosos
Fornece menos controle sobre a textura fina em comparação aos métodos mecânicos
Os parâmetros de banho (temperatura, tempo, concentração) devem ser bem gerenciados para evitar a expedição excessiva
Requer enxaguamento e neutralização completos para interromper a reação e impedir a corrosão pós-achado
Polimento eletrolítico (eletropolia)
É frequentemente considerado o inverso deEletroplatação. Em vez de depositar metal, a peça serve como eletrodo positivo (ânodo) em um eletrólito ácido, com um cátodo colocado ao lado. Quando a corrente CC flui, os íons metálicos se dissolvem preferencialmente de manchas altas microscópicas no ânodo, suavizando a superfície em um acabamento brilhante e semelhante ao espelho.
Prós
Atinge AR extremamente baixo (rugosidade da superfície) e um brilho semelhante ao espelho superior ao polimento mecânico
Melhora a resistência à corrosão, removendo as impurezas incorporadas
Não coloca estresse mecânico na peça ou ferramenta
Pode alcançar e polir buracos internos, canais e outros recursos ocultos
Contras
Requer equipamentos especializados (fonte de alimentação DC, tanque resistente a ácidos, filtração) e manuseio cuidadoso de produtos químicos perigosos
Funciona apenas em metais eletricamente condutores
Fixação complexa (cátodos ou gabaritos personalizados) frequentemente necessários para buracos profundos ou geometrias irregulares
O polimento de vapor é usado principalmente em plásticos transparentes ou translúcidos, especialmente ABs impressos em 3D, PMMA ou PC, para melhorar a clareza óptica e a suavidade da superfície. A peça é colocada em uma câmara selada onde o vapor de solvente (por exemplo, acetona ou diclorometano) derrete suavemente os picos da camada superficial, apagando as linhas da camada sem qualquer abrasão mecânica.
Prós
Particularmente eficaz em materiais transparentes
Tempos de ciclo rápido em comparação com lixamento manual
Processo sem contato, adequado para geometrias delicadas ou complexas
Suaviza e selos micro-poros, melhorando a resistência química e a facilidade de limpeza
Contras
Requer controle preciso para evitar a superexposição e deformação
Envolve vapores de solventes perigosos, necessitando de ventilação e EPP adequados
Limitado a plásticos compatíveis com solvente; Não aplicável a todos os polímeros
Aplicações do acabamento da superfície de polimento
Uma superfície altamente polida é lisa, o que reduz o atrito e o desgaste entre as partes móveis. Essa suavidade também torna as superfícies menos propensas a abrigar bactérias e mais fáceis de limpar, reduzindo os riscos de contaminação.
Além disso, o brilho dos metais polidos aumenta a refletividade da luz, geralmente ligada ao luxo e à qualidade, e ajuda a refletir o calor, ajudando o gerenciamento térmico. Esses benefícios permitem uma ampla gama de aplicações entre os setores, incluindo:
Componentes mecânicos e peças automotivas, como engrenagens, rolamentos, pára -choques, jantes e acabamentos.
Dispositivos médicos, incluindo instrumentos cirúrgicos e implantes.
Componentes aeroespaciais, como lâminas de turbinas polidas em motores a jato.
Sistemas de fluxo de fluido, particularmente as superfícies internas de oleodutos e peças aeroespaciais de manuseio de fluidos.
Sistemas de iluminação e dispositivos ópticos, incluindo espelhos telescópicos e faróis automotivos.
Bens de consumo, de superfícies de contato de alimentos a jóias e relógios.
Opções de acabamento para acabamentos de polimento
Diferentes indústrias e regiões usam vários sistemas para classificar os graus de superfície polidos. Duas maneiras comuns de especificar um acabamento são pelo tamanho da grão abrasiva (que se correlaciona com a rugosidade da superfície) e pelo brilho visual. As classificações típicas são mostradas abaixo.
Grade de acabamento
Tamanho da coragem(Ansi)
Descrição
Grosso
40-60
Polimento pesado para remover grandes arranhões e marcas de solda
Médio
80-120
Polimento padrão para suavidade moderada
Multar
180-240
Polimento fino para alcançar uma superfície mais suave
Muito bom
320-1200
Polimento ultrafino para um acabamento muito suave ou próximo
Rugosidade da superfície por tamanho de areia
Nota
Descrição do brilho
Aplicações típicas
Matte
Brilho moderado que difunde luz
Hardware, instalações artísticas onde o brilho deve ser minimizado
Cetim
Aparência de baixo brilho e abafado
Elementos de design de interiores, painéis de eletrodomésticos
Brilhante
Brilho reflexivo
Detalhes automotivos, jóias, acabamentos voltados para o consumidor
Espelho-brilhante
Refletividade extremamente alta e sem falhas
Dispositivos ópticos, espelhos, peças decorativas de ponta
Graus visuais de brilho
Dicas para obter resultados ideais no polimento
Para um acabamento consistentemente suave e com qualidade de espelho, considere estas melhores práticas:
Selecione a técnica de polimento certa
O melhor método depende do seu material, parte da geometria, acabamento desejado e tamanho do lote. Para a maioria dos metais, o polimento mecânico oferece controle direto para remover marcas de ferramentas, enquanto o polimento químico ou eletropolismo oferece um brilho brilhante e resistente à corrosão sem contato e até chega aos canais ocultos. O polimento de vapor apaga as linhas de camada em plásticos claros. O acabamento vibratório lida com lotes grandes com eficiência, e ferramentas manuais ou vapores de solvente funcionam melhor para protótipos pontuais.
Use os abrasivos e ferramentas corretos
Selecione os abrasivos para corresponder a cada estágio de polimento: 40–80 correias de areia ou discos para remoção de defeitos pesados, 120–240 almofadas de areia para suavização de superfície e 400–800 areia em algodão macio ou rodas de espuma para o brilho final. Além disso, escolha a rigidez da almofada para se adequar à forma da parte - almofadas rígidas para áreas planas e almofadas mais macias e flexíveis para curvas e contornos. Finalmente, ajuste a velocidade e a pressão da ferramenta para cada areia: RPMs mais baixos e pressão mais leve evitam superaquecimento e prolonga a vida abrasiva.
Limpe entre as etapas
Após cada estágio de polimento, remova todo o resíduo antes de trocar de grãos. Limpe a parte com um pano sem fiapos e um pouco de solvente (por exemplo, álcool isopropílico) e depois as ranhuras claras com ar comprimido. Para formas complexas, enxágue com água morna e detergente leve e depois seque completamente. Isso impede que as partículas grossas causem novos arranhões e garante que cada areia funcione de maneira eficaz para um acabamento consistente e suave.
Inspecione e meça regularmente
Verificações regulares em estágios -chave mantêm suas peças em especificações e fora do retrabalho. Após cada estágio de grão, inspecione a superfície sob boa iluminação ou com uma lupa para confirmar a remoção de arranhões e até o brilho. Meça a rugosidade usando um perfilômetro portátil ou testador de caneta para verificar a AR e usar pinças ou um micrômetro para verificar as dimensões críticas. A captura de qualquer acabamento fora do alvo ou desvios dimensionais antecipadamente permite ajustar a pressão, a velocidade ou a coragem abrasiva imediatamente, garantindo que o processo de polimento permaneça nos trilhos.
Documentar seu processo
Ao documentar seu processo de polimento, trate -o como uma receita que você deseja pregar sempre. Registre o ID da peça, a data e o operador e observe as ferramentas e abrasivos exatos que você usou - tipo de máquina, almofada ou material de roda e tamanhos de areia em cada estágio. Anote suas configurações de pressão, velocidade do eixo ou rpm de ferramentas manuais e quanto tempo você gastou em cada coragem. Após o polimento, o log media os valores de ruído da superfície, quaisquer defeitos que você viu e quais ajustes você fez. Manter esses detalhes em um formato compartilhado, seja uma simples planilha ou um formulário digital, permite reproduzir configurações vencedoras, padrões de spot quando as coisas dão errado e treinar novos membros da equipe mais rapidamente.
Conclusão
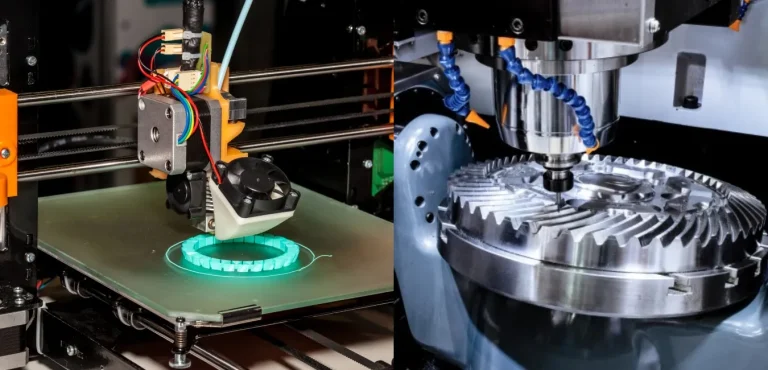
Quando o acabamento da superfície de polimento aumenta o apelo estético de seus produtos, isso também melhora sua funcionalidade. Na Chiggo, entendemos isso e estamos prontos para transformar sua visão de prototipagem em realidade. Oferecemos alta qualidadeUsinagem CNCe serviços de impressão 3D, juntamente com acabamentos de primeira linha, incluindo acabamentos de superfície polidos. Garantimos os resultados que você espera a um preço competitivo.Entre em contato conosco hoje para uma citação instantânea!
Perguntas frequentes sobre acabamento na superfície de polimento
O que são compostos de polimento?
Os compostos de polimento são substâncias que contêm partículas abrasivas finas misturadas em um meio, que pode estar na forma de pasta, barra, líquido ou pó. Eles geralmente são usados em conjunto com as ferramentas de polimento - como rodas, almofadas ou panos - para suavizar e melhorar o acabamento da superfície dos objetos.
Qual é a diferença entre polimento e polimento?
O polimento é um processo usado para suavizar as imperfeições da superfície e preparar a superfície, normalmente usando abrasivos mais grossos. Ele cria um acabamento uniforme, mas não necessariamente adiciona brilho. Buffing, por outro lado, é feito após o polimento e usa abrasivos mais finos com rodas mais macias para obter um acabamento alto ou espelho.
Enquanto o polimento se concentra em nivelar a superfície, o polimento visa melhorar o brilho.
Qual é a diferença entre escovar e polir?
A escovação e o polimento servem a propósitos diferentes e produzem acabamentos distintos. A escovação cria um acabamento texturizado e fosco que aumenta a durabilidade e ajuda a ocultar imperfeições e impressões digitais. Por outro lado, o polimento produz uma superfície altamente reflexiva e lisa, melhorando a qualidade da superfície e a aparência.
Qual é a diferença entre polimento e acabamento?
O polimento e o acabamento estão relacionados, mas não termos idênticos. O acabamento é um termo amplo que abrange todos os processos usados para melhorar a superfície de uma peça após a usinagem ou a fabricação, incluindo limpeza, reversão, revestimento, pintura, anodização e muito mais. O polimento é apenas um tipo de processo de acabamento, especificamente destinado a suavizar e iluminar uma superfície usando abrasivos para reduzir a rugosidade e criar uma aparência uniforme, geralmente brilhante. Em suma, todo o polimento está terminando, mas nem todo o acabamento está polindo.