O revestimento de níquel eletrolítico teve origem em meados do século XX. Em 1944, Dr. Abner Brenner e Grace E. Riddell, enquanto pesquisavam galvanoplastia tradicional , descobriu acidentalmente um método para depositar níquel em superfícies metálicas sem o uso de corrente elétrica. Este avanço levou ao desenvolvimento do revestimento de níquel sem eletrólito. Desde então, a tecnologia evoluiu continuamente e as suas aplicações expandiram-se – desde a eletrónica e aeroespacial até às indústrias de petróleo e gás, automóvel e de defesa. Neste artigo, exploraremos como funciona a niquelagem sem eletrólito, suas vantagens, propriedades, aplicações e muito mais.
O que é revestimento de níquel eletrolítico?
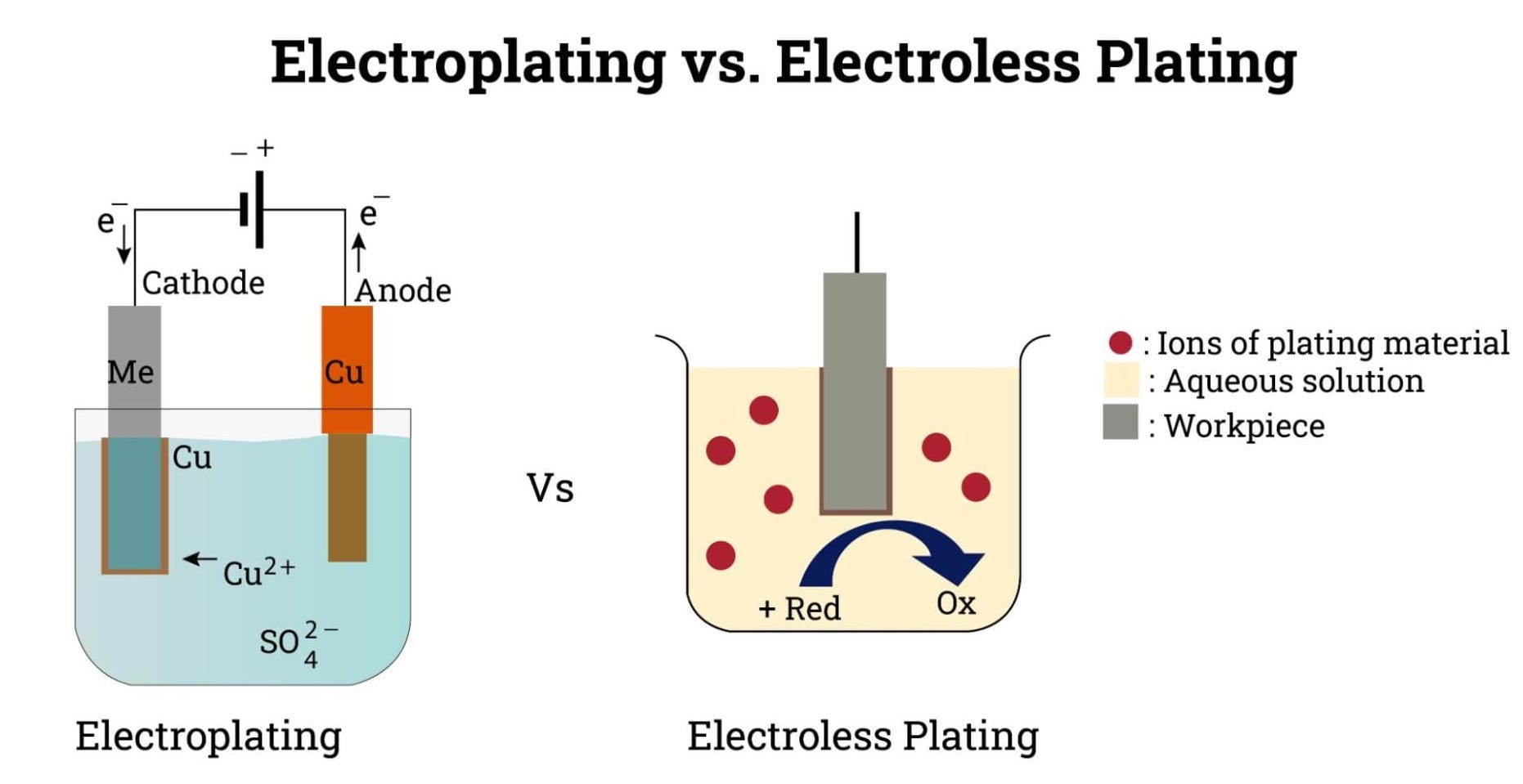
O revestimento de níquel eletrolítico (ENP) é um processo químico autocatalítico que deposita uma camada uniforme de liga de níquel em um substrato sólido, como metal ou plástico, sem a necessidade de corrente elétrica externa. Ao contrário da galvanoplastia tradicional, que requer eletricidade para reduzir os íons metálicos em um substrato, a galvanoplastia depende de um agente redutor químico – o hipofosfito de sódio – para facilitar a deposição de níquel.
Esse processo resulta em uma espessura de revestimento consistente e uniforme, mesmo em geometrias complexas e superfícies internas de difícil acesso, como ranhuras, furos e interiores de tubos. A camada de níquel depositada melhora as propriedades da superfície do substrato, proporcionando melhor resistência à corrosão, dureza, resistência ao desgaste e, às vezes, lubricidade ou propriedades magnéticas. Normalmente, não requer acabamento superficial adicional, usinagem ou retificação após o revestimento.
Niquelagem eletrolítica vs. galvanoplastia de níquel: principais vantagens
Embora o níquel galvanizado seja comumente usado por sua economia e adequação na produção de alto volume, o revestimento de níquel sem eletrólito é frequentemente preferido em certas aplicações por suas vantagens exclusivas.
Espessura de revestimento uniforme
Uma característica de grande importância em todas as aplicações do ENP é a capacidade de produzir um revestimento com espessura altamente uniforme, mesmo em peças complexas com dimensões críticas, como válvulas esfera e componentes roscados. Devido à natureza autocatalítica do processo, não existem áreas de alta ou baixa corrente que possam causar sobre-revestimento ou sub-revestimento em regiões críticas. A espessura pode ser rigorosamente controlada para garantir taxas de deposição iguais em toda a superfície do componente. Além disso, a superfície lisa e consistente dos revestimentos ENP reduz o atrito.
Resistência superior à corrosão
O revestimento de níquel eletrolítico é menos poroso que o níquel galvanizado. Os revestimentos ENP com alto teor de fósforo, em particular, exibem uma estrutura amorfa que reduz as vias de penetração de substâncias corrosivas. Isto cria uma barreira uniforme e densa, aumentando significativamente a resistência à corrosão, tornando-o uma escolha ideal para ambientes químicos e marítimos agressivos.
Não há necessidade de condutividade elétrica e equipamentos extras
Este método de revestimento não exige que o substrato seja eletricamente condutivo ou tratado para ser condutivo. Também elimina a necessidade de fontes de alimentação, ânodos e acessórios complexos. Com requisitos mínimos de equipamento, o revestimento eletrolítico reduz significativamente os custos de configuração e reduz os riscos de segurança.
Dureza Adicional e Resistência ao Desgaste
Os depósitos de ENP podem ser tratados com calor para atingir aproximadamente 90% da mesma dureza do cromo. Os revestimentos EN com baixo teor de fósforo medem até 63 na escala Rockwell (Rc) quando revestidos. Em comparação, os depósitos de níquel brilhante tipo II criados com revestimento eletrolítico têm uma dureza revestida de 50+ Rc.
Como funciona o revestimento de níquel eletrolítico?
Passo 1: Preparação da Superfície
a. Limpeza e desengorduramento
Primeiro, a superfície da peça é cuidadosamente inspecionada e limpa para remover contaminantes como óleos, graxas ou óxidos, para garantir uma boa adesão da camada de níquel.
b. Ativação (para substratos não metálicos ou metais passivos)
Materiais não metálicos (como plásticos e cerâmicas) carecem inerentemente de atividade catalítica, enquanto metais passivos (como aço inoxidável e alumínio) tendem a formar óxido denso ou camadas passivas em suas superfícies, o que dificulta a adesão do revestimento e a redução de íons de níquel. As peças feitas com esses materiais normalmente precisam ser imersas em um banho químico para ativar a superfície, melhorando a adesão e a uniformidade do revestimento de níquel sem eletrólito.
Vale a pena notar que para metais ativos, como aço carbono e cobre, uma etapa de ativação dedicada geralmente é desnecessária. Após etapas padrão de pré-tratamento, como limpeza e ataque ácido, a superfície do substrato é suficientemente ativa para prosseguir diretamente com a niquelagem sem eletrólito.
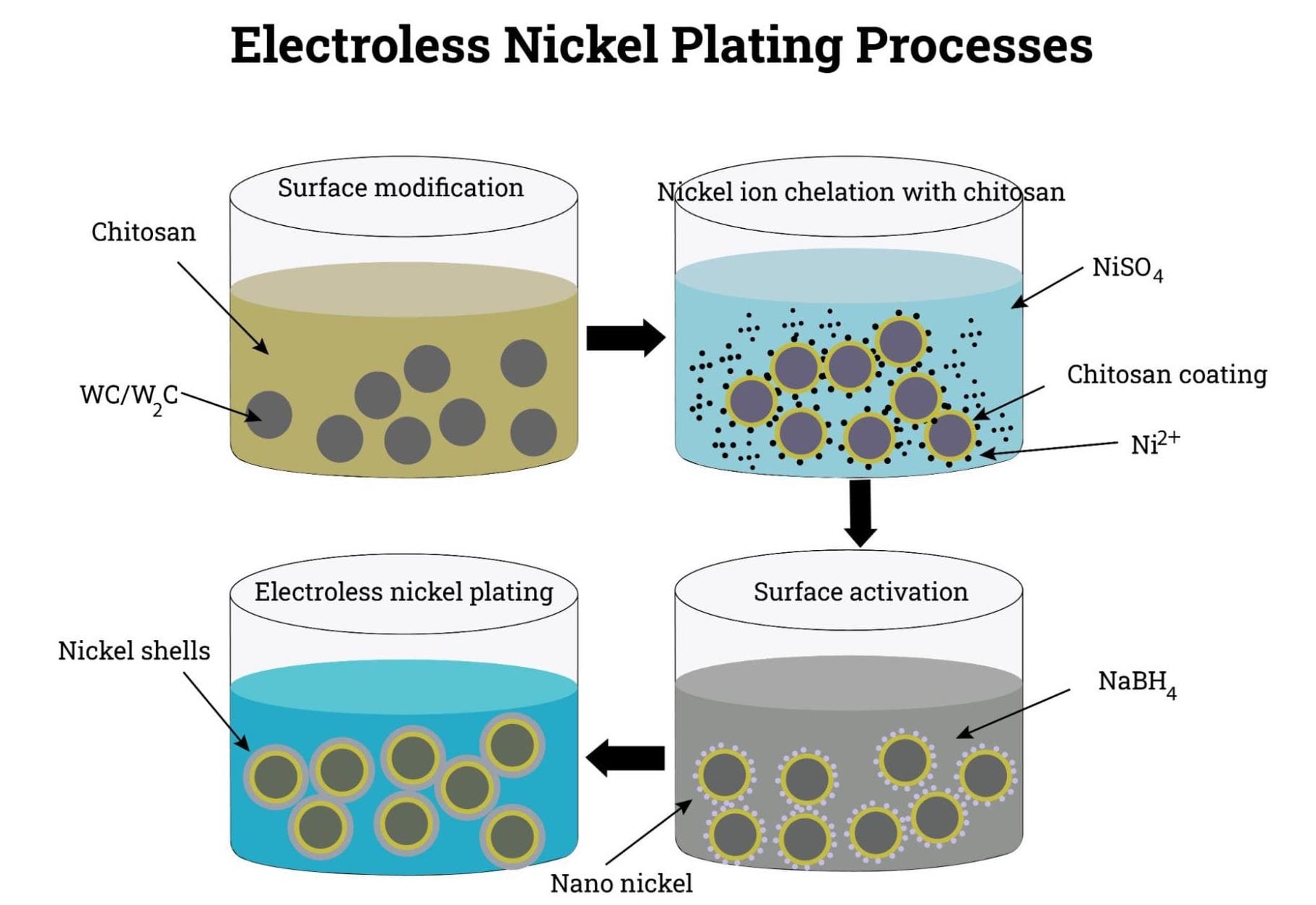
Etapa 2: Processo de reação autocatalítica
O componente principal deste processo é a solução de galvanização. O banho de galvanização contém vários elementos-chave:
Fonte de níquel: Provides nickel ions, typically sourced from nickel sulfate or nickel chloride.
Agente Redutor: Commonly sodium hypophosphite, although sodium borohydride and DMAB (dimethylamine borane) are also used, which reduce nickel ions to metallic nickel.
Agentes Complexantes: Bind with nickel ions to keep them in solution and control the deposition rate, examples include lactic acid and acetic acid.
Buffers: Maintain the desired pH level of the solution, such as acetic acid or sodium acetate.
Estabilizadores: Prevent unwanted decomposition of the bath, typically trace amounts of compounds like lead or sulfur.
Para melhor ilustrar esse processo, utilizamos o hipofosfito de sódio (NaH2PO2) como agente redutor e examinamos as principais reações químicas que ocorrem na solução.
Oxidação do Hipofosfito de Sódio
H2PO2−+ H2O → H2PO3−+ 2H++2e-
Redução de íons de níquel
Ni2++2e-→Ni
Reação Geral
Ni2++ 2H2PO2−+ 2H2O → Ni + 2H2PO3−+ 2H+
Principais reações químicas durante a niquelagem eletrolítica.
Pontos-chave:
Uma vez depositada uma camada inicial de níquel, ela atua como catalisador da reação, permitindo a deposição contínua sem a necessidade de eletricidade externa.
Algum fósforo dos íons hipofosfito co-deposita com o níquel, resultando em uma liga de níquel-fósforo. O teor de fósforo afeta as propriedades do revestimento, como dureza e resistência à corrosão.
Os revestimentos de níquel sem eletrólito são normalmente classificados com base no teor de fósforo como baixo fósforo (2 ~ 5% P), fósforo médio (6 ~ 9% P) e alto fósforo (10 ~ 13% P). Na próxima seção, exploraremos detalhadamente como os diferentes níveis de fósforo afetam as propriedades da camada de níquel sem eletrólito.
Passo 3: Processos Pós-Chapeamento
Uma vez alcançada a espessura desejada do níquel depositado, as peças são cuidadosamente enxaguadas e secas. Eles geralmente são tratados termicamente para melhorar ainda mais a dureza, fortalecer a ligação entre o revestimento e o substrato e reduzir as tensões internas no revestimento.
Propriedades de depósito de níquel eletrolítico
Nas seções anteriores, aprendemos que o teor de fósforo e o tratamento térmico influenciam as propriedades dos revestimentos de níquel sem eletrólito, com a lógica subjacente sendo que eles impactam a estrutura do revestimento. A seguir, exploraremos como esses fatores afetam propriedades específicas, o que é essencial para selecionar o tipo certo de niquelagem sem eletrólito para aplicações e requisitos de desempenho específicos.
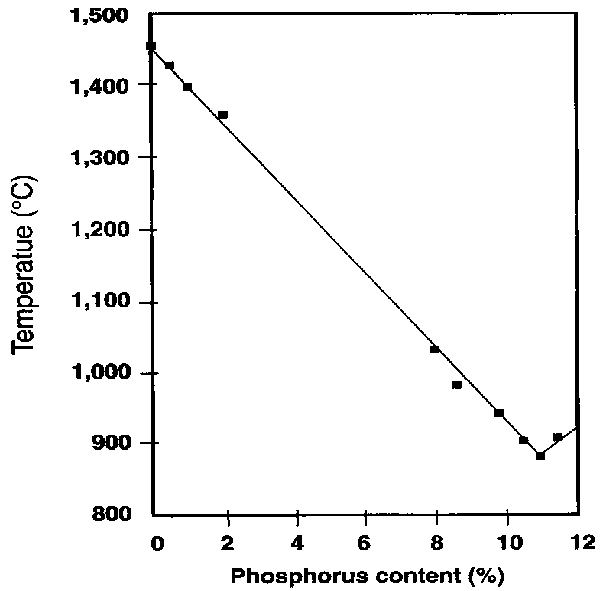
Ponto de fusão
O níquel sem eletrólito não possui a resistência a altas temperaturas do níquel puro. A adição de fósforo ao níquel reduz o ponto de fusão da liga quase linearmente. Por exemplo, o níquel puro tem um ponto de fusão de aproximadamente 1455°C, e a adição de cerca de 11% de fósforo reduz-o para cerca de 880°C, que é o ponto eutético do sistema níquel-fósforo. Esta redução significativa no ponto de fusão limita o uso de níquel sem eletrólito em ambientes de alta temperatura.
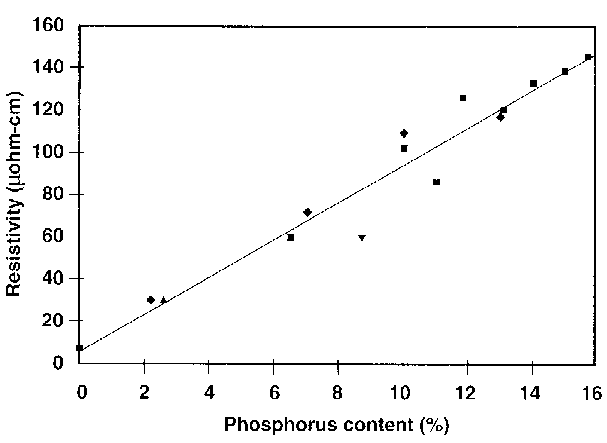
Propriedades Elétricas
Os depósitos EN são moderadamente condutivos, mas sua condutividade diminui à medida que o teor de fósforo aumenta. A codeposição de fósforo rompe a estrutura cristalina do níquel, levando à formação de uma estrutura cristalina amorfa ou fina. Esta mudança estrutural aumenta o espalhamento de elétrons e aumenta a resistividade.
Os revestimentos com alto teor de fósforo normalmente exibem resistividade entre 50 e 200 micro ohms/cm, oferecendo um equilíbrio entre isolamento e condutividade que é benéfico para aplicações como contatos, comutadores e tubos de trocadores de calor. O tratamento térmico pode modificar ainda mais essas propriedades. A resistividade começa a diminuir por volta de 150°C, com a redução mais significativa ocorrendo entre 260°C e 280°C devido a mudanças estruturais decorrentes da precipitação de fosfeto de níquel.
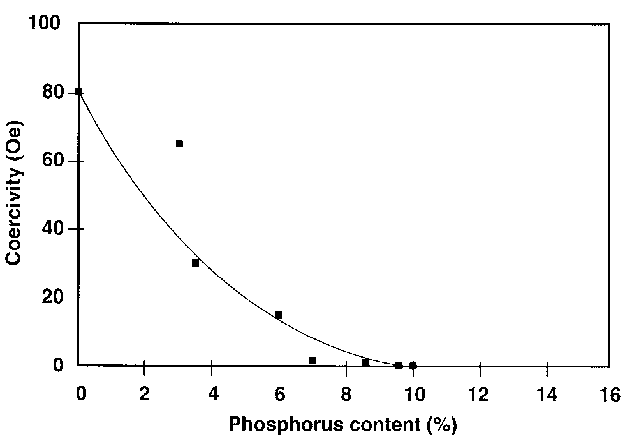
Propriedades Magnéticas
O ferromagnetismo do níquel puro diminui significativamente com o aumento do teor de fósforo. Os depósitos ENP com mais de 10,5% de fósforo são normalmente não magnéticos, uma propriedade que permite um dos principais usos para revestimentos de níquel sem elétrons com alto teor de fósforo: como camada inferior para revestimentos magnéticos na produção de discos de memória. Este estado não magnético é mantido mesmo após tratamento térmico de curto prazo a 260°C. No entanto, tratamentos térmicos prolongados ou em temperaturas mais altas podem causar precipitação de fosfeto de níquel, aumentando as propriedades ferromagnéticas.
Propriedades Térmicas (Coeficiente de Expansão Térmica, CTE)
O coeficiente de expansão térmica (CTE) para revestimentos ENP geralmente varia entre 11,1 e 22,3 µm/m°C. Os revestimentos com baixo teor de fósforo apresentam um CTE mais elevado, próximo ou mesmo superior ao do níquel puro, enquanto os revestimentos com alto teor de fósforo apresentam um CTE significativamente mais baixo. Selecionar o CTE adequado para combinar com o substrato é essencial para garantir a integridade estrutural, prolongar a vida útil dos componentes e reduzir o risco de rachaduras ou descascamento devido a flutuações de temperatura.
Resistência à corrosão
A resistência à corrosão é uma das principais razões pelas quais a niquelagem sem eletrólito é amplamente utilizada. No entanto, o desempenho de diferentes tipos de revestimentos de níquel sem eletrólito varia dependendo das condições ambientais. Em ambientes de alta temperatura e fortemente alcalinos, os revestimentos com baixo teor de fósforo oferecem melhor resistência à corrosão do que os revestimentos com alto teor de fósforo. Em contraste, os revestimentos com alto teor de fósforo proporcionam resistência superior à corrosão em ambientes neutros ou ácidos.
Como o revestimento de níquel sem eletrólito atua como uma barreira e não como um revestimento sacrificial, a espessura e a baixa porosidade do revestimento são cruciais para sua resistência à corrosão. Revestimentos mais espessos com menor porosidade tendem a ter melhor resistência à corrosão. Além disso, os revestimentos com alto teor de fósforo (mais de 10% de fósforo), devido à sua estrutura amorfa, são menos propensos a desenvolver poros e, portanto, apresentam maior resistência à corrosão.
É importante observar que o tratamento térmico pode levar à formação de microfissuras, principalmente em revestimentos com alto teor de fósforo. Estas fissuras podem permitir que meios corrosivos penetrem no revestimento, reduzindo a sua resistência à corrosão.
Solução Cáustica
N02200 (Níquel 200)
PT Revestimentos
Aço macio
S31600 (316 SS)
LP
Deputado
HP
45% NaOH + 5% NaCl @ 40°C
2,5
0,3
0,3
0,8
35,6
6.4
45% NaOH + 5% NaCl @ 140°C
80,0
5.3
11.9
Fracassado
Sem dados
27,9
35% de NaOH a 93°C
5.1
5.3
17,8
13.2
94
52,0
50% NaOH a 93°C
5.1
6.1
4.8
9.4
533,4
83,8
73%NaOH a 120°C
5.1
2.3
7.4
Fracassado
1448
332,7
Comparação das taxas de corrosão de revestimentos de níquel eletrolítico em soluções cáusticas com outros materiais comumente usados. Todas as taxas de corrosão em mícrons/ano, exposição de 100 dias.
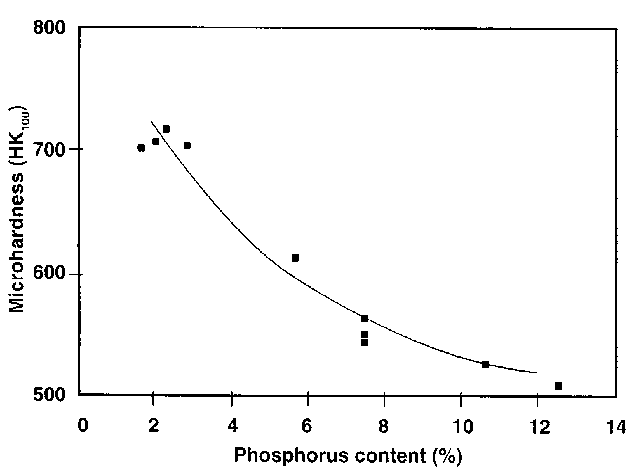
Dureza
No estado depositado, a dureza dos revestimentos de níquel sem eletrólito diminui à medida que o teor de fósforo aumenta. Os revestimentos de níquel sem elétrons com baixo teor de fósforo exibem maior dureza no estado depositado. No entanto, todos os revestimentos de níquel sem eletrólito são mais duros que o níquel galvanizado. Por exemplo, a dureza Vickers (HK100) dos revestimentos de níquel sem eletrólito normalmente varia de 500 a 720, enquanto a dureza do níquel galvanizado está apenas entre 150 e 400 HK100.
Além disso, independentemente do teor de fósforo, a dureza de todos os tipos de revestimentos aumenta significativamente após o tratamento térmico, atingindo aproximadamente 850 a 950 HK100. Este nível de dureza se aproxima ou até mesmo corresponde ao da cromagem, que é uma das razões pelas quais a niquelagem sem eletrólito está substituindo gradualmente a cromagem em aplicações que exigem alta dureza e resistência ao desgaste.
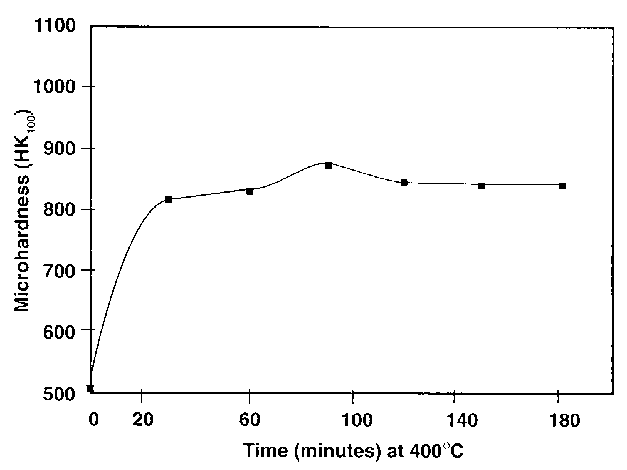
Comportamento do tratamento térmico de depósitos com alto teor de fósforo.
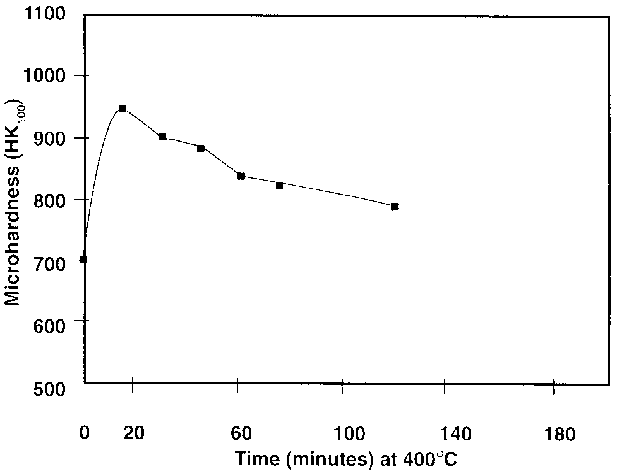
Comportamento do tratamento térmico de depósitos com baixo teor de fósforo.
No entanto, o comportamento do tratamento térmico difere significativamente entre revestimentos com alto e baixo teor de fósforo. Conforme mostrado na figura acima, sob tratamento térmico a 400°C, os revestimentos com baixo teor de fósforo experimentam um rápido aumento na dureza no curto período inicial. Porém, com o tratamento térmico prolongado, ocorre recristalização e crescimento de grãos, levando a uma diminuição gradual da dureza. Portanto, os revestimentos com baixo teor de fósforo são mais adequados para tratamentos térmicos de curta duração e alta temperatura. Em contraste, os revestimentos com alto teor de fósforo mantêm a dureza estável mesmo após tratamento térmico prolongado, tornando-os ideais para tratamentos térmicos de longa duração.
A tabela abaixo mostra os três métodos de tratamento térmico recomendados para niquelagem eletrolítica para atingir a dureza máxima.
Conteúdo de fósforo (%)
Tratamento térmico
2 - 5
1 hora a 400° - 425°C
6 - 9
1 hora a 375° - 400°C
10 - 13
1 hora a 375° - 400°C
Condições de tratamento térmico para obter dureza máxima.
Resistência ao desgaste
Devido à sua maior dureza, os revestimentos de níquel sem elétrons com baixo teor de fósforo apresentam melhor resistência ao desgaste no estado depositado. Os revestimentos com médio teor de fósforo têm resistência ao desgaste ligeiramente inferior aos revestimentos com baixo teor de fósforo, situando-se numa faixa intermediária. Revestimentos com alto teor de fósforo, com sua estrutura amorfa e menor dureza no estado depositado, geralmente apresentam resistência ao desgaste mais fraca.
Embora o tratamento térmico melhore a resistência ao desgaste de todos os tipos de revestimentos, os revestimentos com baixo teor de fósforo se destacam principalmente após o tratamento térmico. Sua resistência ao desgaste se aproxima da do cromo galvanizado e é superior à dos revestimentos com alto teor de fósforo.
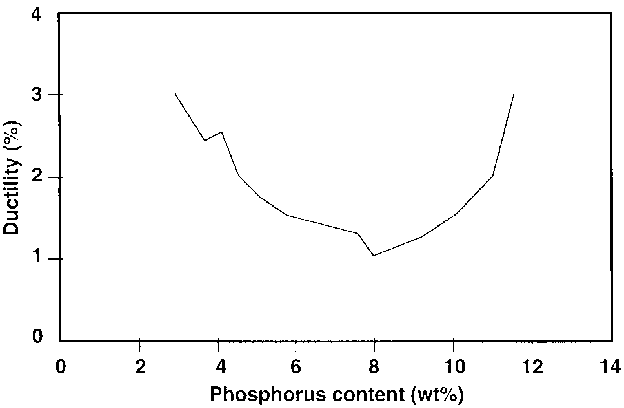
Ductilidade
O conteúdo de fósforo tem um impacto mínimo na ductilidade dos revestimentos de níquel sem eletrólito. Ambos os revestimentos com baixo e alto teor de fósforo têm ductilidade relativamente baixa, com apenas pequenas diferenças entre eles. O alongamento na ruptura é normalmente de apenas 1% a 2,5%, e a ductilidade dos revestimentos de níquel sem eletrólito diminui ainda mais após o tratamento térmico.
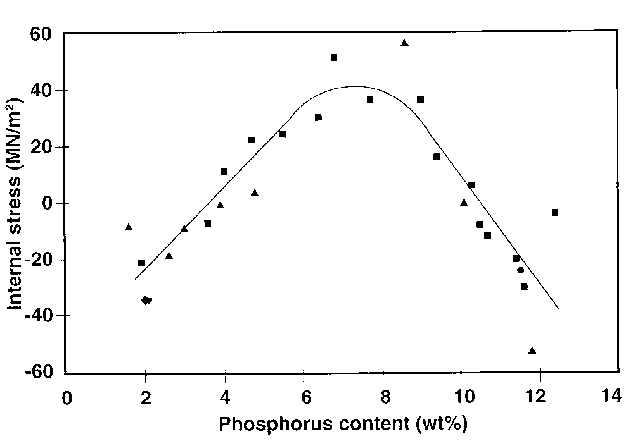
Estresse Interno
A tensão interna refere-se à tensão gerada no próprio revestimento, que influencia a sua estabilidade dimensional. A tensão de tração faz com que o depósito se contraia, enquanto a tensão de compressão faz com que ele se expanda, levando potencialmente a fissuras ou delaminação. O estresse interno no ENP pode ser gerenciado ajustando a composição, temperatura e pH do banho de galvanização, bem como otimizando os parâmetros do processo de galvanização. Os revestimentos com alto teor de fósforo normalmente exibem tensão de compressão em soluções frescas, enquanto os revestimentos com baixo teor de fósforo permanecem sob tensão de compressão em banhos novos e envelhecidos. Os revestimentos de fósforo médio, no entanto, tendem a apresentar tensão de tração.
Soldabilidade, soldabilidade
Os revestimentos EN aderem bem à solda, facilitando conexões fortes e confiáveis entre componentes eletrônicos e fios. Os revestimentos EN com baixo teor de fósforo, em particular, proporcionam melhor adesão à solda devido à sua superfície mais lisa, o que promove juntas de solda mais fortes em comparação com os revestimentos com alto teor de fósforo.
Contudo, os revestimentos EN não são adequados para soldagem. As altas temperaturas envolvidas na soldagem podem causar oxidação ou formação de fases frágeis na camada de níquel, o que enfraquece a solda. Os revestimentos com alto teor de fósforo são particularmente propensos à fragilidade nessas condições, enquanto os revestimentos com baixo teor de fósforo podem oferecer melhor resistência ao calor, mas ainda não são adequados para soldagem devido às temperaturas extremas envolvidas.
Aplicações vantajosas de níquel eletrolítico
O revestimento de níquel eletrolítico é amplamente utilizado em vários setores por suas propriedades excepcionais, especialmente quando materiais tradicionais como o aço inoxidável não são econômicos ou viáveis. Os fabricantes muitas vezes escolhem esta abordagem de revestimento para materiais alternativos, como ligas de alumínio, aço carbono ou aço inoxidável de qualidade inferior, já que estes normalmente exigem revestimentos protetores para atender aos padrões de desempenho. Abaixo estão os principais setores e peças onde a niquelagem eletrolítica se mostra mais benéfica:
Indústria de serviços de alimentação
A niquelagem eletrolítica é amplamente utilizada na indústria alimentícia para componentes que, embora não estejam em contato direto com os alimentos, exigem alta resistência à corrosão e facilidade de manutenção. As aplicações típicas incluem rolamentos, rolos, sistemas transportadores, sistemas hidráulicos e engrenagens em máquinas para processamento de carne, manuseio de grãos, padarias, equipamentos de fast-food, cervejarias e processamento de aves.
Indústria de Petróleo e Gás
As peças do setor de petróleo e gás são frequentemente expostas a ambientes agressivos e corrosivos. O revestimento de níquel eletrolítico fornece uma camada protetora durável em componentes como válvulas, conexões esféricas e de plugue, cilindros e conexões para tubos, oferecendo excelente resistência à corrosão e ao desgaste para as aplicações rigorosas deste setor.
Indústria Automotiva
O revestimento de níquel eletrolítico melhora a durabilidade e o desempenho de peças automotivas essenciais, como amortecedores, cilindros, pistões de freio e engrenagens. A espessura uniforme do revestimento e a resistência ao atrito aumentam a vida útil dos componentes e o desempenho geral do veículo.
Indústria aeroespacial
Precisão e confiabilidade são cruciais na indústria aeroespacial, onde o revestimento de níquel sem eletrólito é aplicado a componentes como válvulas, pistões, bombas e peças críticas de foguetes. Sua deposição uniforme garante espessura de revestimento consistente em formatos complexos, aumentando a durabilidade e a confiabilidade sob condições extremas.
Indústria de Processamento Químico
A exposição constante a produtos químicos agressivos nesta indústria exige proteção durável para peças como bombas, lâminas de mistura, trocadores de calor e unidades de filtro. O revestimento de níquel sem eletrólito melhora significativamente a resistência à corrosão, mantendo a integridade do equipamento e reduzindo o tempo de inatividade para manutenção.
Fabricação de Plásticos e Têxteis
Nos setores de plásticos e têxteis, componentes como moldes, matrizes, fieiras e extrusoras se beneficiam da resistência ao desgaste e do acabamento liso da niquelagem eletrolítica. O revestimento reduz o atrito, prolonga a vida útil das peças, garante uma qualidade consistente do produto e minimiza o tempo de inatividade do equipamento.
Encomende peças com revestimento de níquel eletrolítico
A niquelagem eletrolítica se destaca como uma solução de revestimento altamente adaptável e confiável que traz proteção, durabilidade e uniformidade para uma ampla gama de aplicações industriais. Sua combinação única de resistência à corrosão, proteção contra desgaste e espessura de revestimento consistente até mesmo nas superfícies mais complexas o posiciona como uma alternativa avançada à galvanoplastia tradicional em determinadas aplicações.