A dobra de chapas metálicas é uma das técnicas de conformação mais comuns utilizadas na fabricação de chapas metálicas. Dependendo da aplicação específica, às vezes é chamado de prensagem, flangeamento, dobra de matriz, dobramento ou orla. Este processo envolve a aplicação de força para deformar o material em formas angulares.
Quais são os métodos de dobra mais comuns? Quais são as considerações de projeto para dobra de chapas metálicas? Como os principais parâmetros afetam a flexão? Como o fator k e a tolerância de dobra são calculados? Neste artigo, você encontrará as respostas a essas perguntas, uma por uma.
O que é dobra de chapa metálica?
A dobra de chapa metálica é um processo de conformação no qual a força é aplicada para deformar uma chapa de metal em um formato desejado, normalmente resultando em dobras ou curvas angulares. Essa força excede o limite de escoamento do material, garantindo que a deformação seja permanente sem causar a quebra do material. O processo geralmente lida com materiais com espessuras que variam de 0,5 mm a 6 mm, embora a faixa específica dependa do tipo de material e do equipamento utilizado. Materiais mais espessos podem exigir maquinário especializado e maior força para atingir as dobras desejadas. A dobra de chapas metálicas costuma ser combinada com o corte a laser para uma produção eficiente de baixo a médio volume.
Existem vários tipos de máquinas utilizadas para dobrar chapas metálicas, sendo as prensas dobradeiras as mais comuns. Os principais tipos incluem dobradeiras mecânicas, pneumáticas e hidráulicas. Uma máquina dobradeira típica consiste em uma matriz inferior fixa e uma matriz superior móvel, também conhecidas como punção e aríete, respectivamente. O punção aplica força para dobrar a chapa metálica à medida que o aríete desce. Cada variante da prensa dobradeira oferece diferentes níveis de força, dependendo do mecanismo usado. Notavelmente, as dobradeiras hidráulicas são frequentemente equipadas com sistemas CNC, permitindo operações de dobra precisas. Eles são particularmente populares para realizar trabalhos complexos em chapa metálica com alta precisão, especialmente em aplicações industriais.
1. Dobra em V
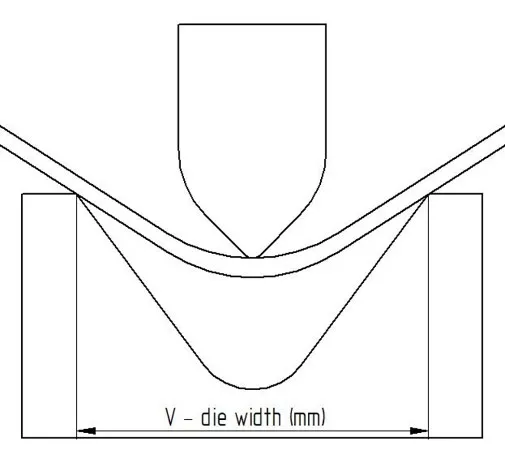
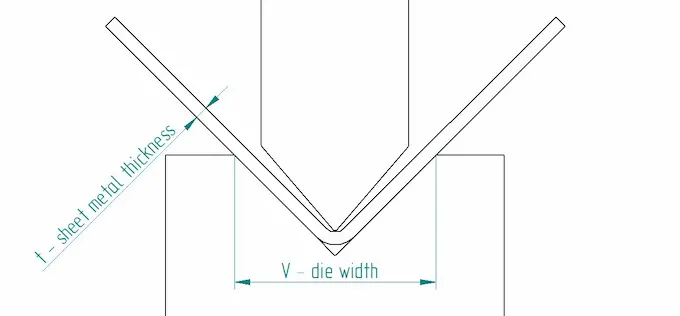
A dobra em V é o método mais comum na dobra de chapas metálicas. Neste processo, um punção pressiona a chapa metálica em uma ranhura em forma de V na matriz, permitindo vários ângulos de curvatura. O ângulo de curvatura é ajustado controlando a profundidade do punção. A dobra em V pode ser dividida em três subcategorias: dobra a ar, fundo e cunhagem.
Entre eles, a dobra a ar e o assentamento são responsáveis pela maioria das operações de dobra de chapas metálicas, enquanto a cunhagem é usada com menos frequência, normalmente reservada para aplicações que exigem precisão excepcionalmente alta e retorno elástico mínimo.
Dobra de ar
A dobra a ar, ou dobra parcial, usa um punção para dobrar a chapa metálica no ângulo desejado sem que o metal entre em contato total com a parte inferior da matriz. Em vez disso, um pequeno espaço de ar permanece abaixo da chapa, permitindo maior controle sobre o ângulo de dobra. Por exemplo, com uma matriz e punção de 90°, a dobra a ar permite obter um resultado entre 90 e 180 graus.
Este método requer menos força e oferece alta flexibilidade, pois diferentes ângulos de dobra podem ser alcançados usando a mesma ferramenta. Além disso, permite que o metal estique ligeiramente à medida que dobra, o que reduz o risco de rachaduras e resulta em uma dobra mais suave.
Assentamento
Como o nome 'fundo' (ou 'flexão de fundo') indica, o punção pressiona a folha de metal firmemente na parte inferior da matriz em V, garantindo um contato firme com a superfície da matriz. Em comparação com a dobra a ar, o assentamento requer mais força para pressionar totalmente a chapa metálica na matriz. Embora este processo possa aumentar o risco de distorção ou fissuras, é ideal para obter dobras precisas com retorno elástico mínimo, especialmente para materiais que podem suportar tensões mais elevadas e ao criar dobras muito acentuadas.
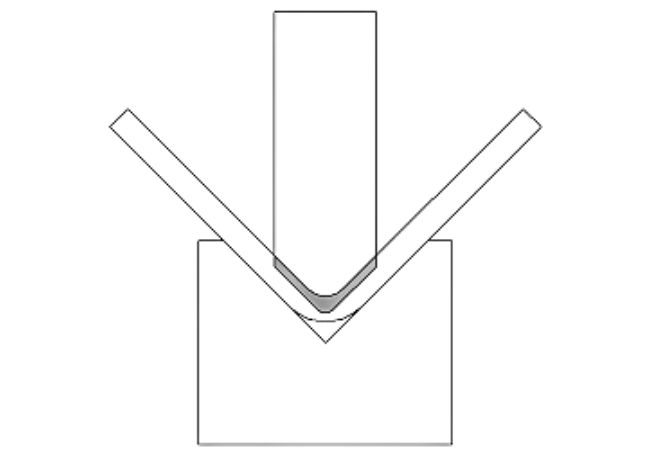
Cunhando
Cunhagem deriva seu nome da produção de moedas, que requer precisão extremamente alta para garantir consistência. Na dobra, a cunhagem alcança resultados igualmente precisos ao aplicar uma pressão significativamente maior – normalmente 5 a 10 vezes mais do que nos processos de dobra padrão. Esta alta pressão força a chapa metálica para dentro da matriz, causando deformação plástica e formando a forma e o ângulo exatos. Em comparação com outros métodos de dobra, a cunhagem requer mais força, mas oferece precisão superior e praticamente elimina o retorno elástico.
2. Dobra em U
A dobra em U opera com um princípio semelhante à dobra em V, já que ambos os processos aplicam pressão através de um punção e matriz para deformar plasticamente a chapa metálica. A principal diferença é que no U-Bending, o punção e a matriz são em forma de U, permitindo a criação de canais e perfis em forma de U. Embora este método seja simples, na produção em larga escala, técnicas mais eficientes, como a conformação por rolo, são frequentemente preferidas devido à sua maior flexibilidade e velocidade na produção de formatos semelhantes.
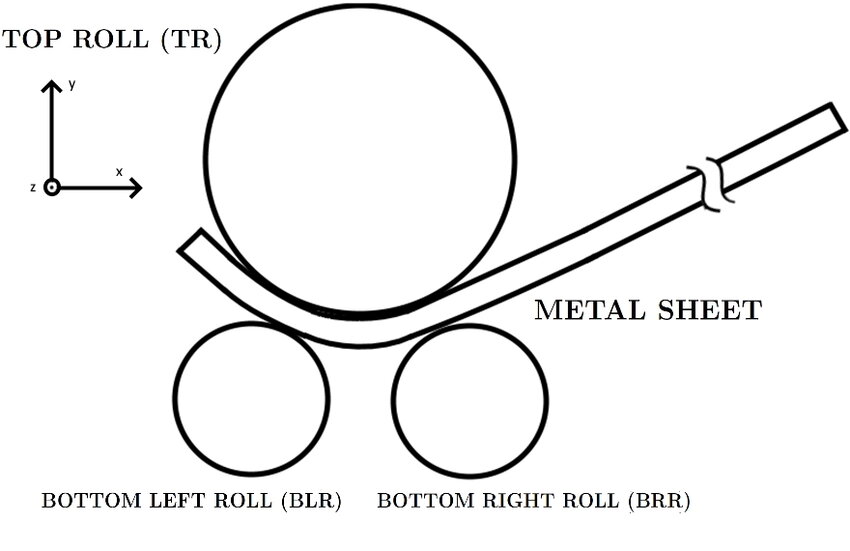
3. Dobragem do rolo
A dobra por rolo é um processo de dobra contínua que usa uma série de rolos para dobrar gradualmente a chapa metálica em uma forma curva. O espaçamento e a pressão dos rolos podem ser ajustados para controlar o raio e o ângulo da curvatura. Este método é particularmente adequado para criar curvas de grande raio e curvas longas e contínuas, que são comumente necessárias em indústrias como construção, automotiva e energia para a produção de grandes componentes estruturais.
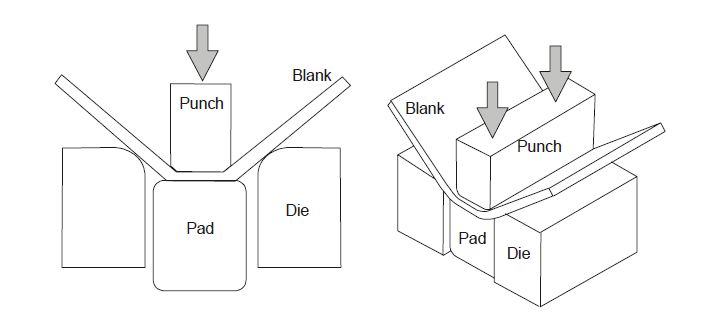
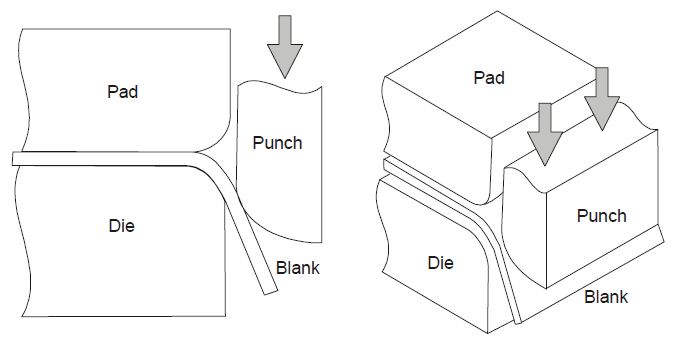
4.Limpar Dobra
Na dobra de limpeza, a chapa metálica é mantida firmemente contra uma matriz de limpeza por uma almofada de pressão. Um punção (geralmente um punção reto) empurra a parte da folha que se estende além da matriz e da almofada de pressão, fazendo com que ela dobre sobre a borda da matriz. Wipe bending é relativamente simples e capaz de obter dobras precisas com distorção mínima. É comumente usado em aplicações de produção de alto volume onde é necessária dobra precisa de bordas.
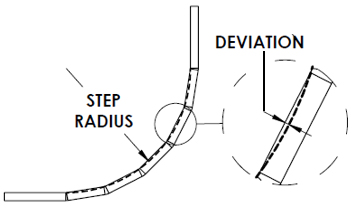
5. Dobra em etapas
A flexão escalonada, também conhecida como flexão em relevo, é essencialmente uma flexão em V repetitiva. Este método cria curvas de raio grande ou curvas complexas executando múltiplas curvas em V pequenas em sucessão. Quanto mais curvas forem aplicadas, mais suave será a curva, reduzindo arestas vivas e irregularidades. A dobra escalonada é amplamente utilizada em aplicações que exigem curvaturas de grande raio, como tremonhas cônicas e limpa-neves. Pode ser realizado com ferramentas padrão, como uma prensa dobradeira típica, simplificando a configuração do equipamento e reduzindo custos, especialmente para produção de pequenos lotes.
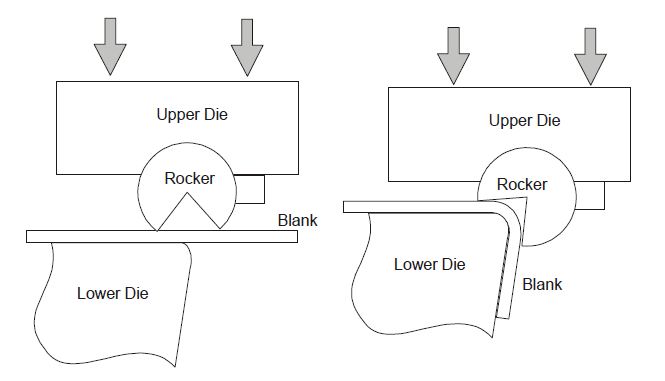
6. Dobragem Rotativa
No processo de dobra rotativa, a chapa metálica ou a tubulação são fixadas com segurança a uma matriz, e uma ferramenta de dobra (normalmente um braço de dobra) gira em torno da matriz fixa para dobrar o material no ângulo desejado. e reduzindo o estresse do material.
Notavelmente, quando a dobra rotativa envolve tubos de paredes finas ou materiais suscetíveis a enrugamento, a técnica de dobra rotativa é frequentemente empregada, que incorpora um mandril de suporte interno. Este mandril evita rugas na parte interna da dobra e garante resultados de alta qualidade. Esta é uma das principais vantagens do processo de dobra rotativa em relação a outros métodos de dobra.
Considerações de projeto para dobra de chapa metálica
O projeto para dobra de chapa metálica envolve várias considerações importantes para garantir que o produto final atenda aos requisitos funcionais e estéticos. Aqui estão os principais fatores a serem considerados:
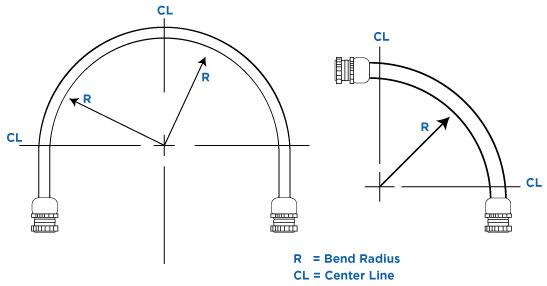
1. Raio de curvatura
Qualquer metal dobrado terá um raio ao longo da dobra. O raio da dobra mede a curvatura da borda interna da dobra. O raio de curvatura da chapa metálica varia com diferentes materiais de dobra, geometrias de ferramentas e condições de material.
Se o raio de curvatura for muito pequeno, pode causar rachaduras ou deformação permanente do material. Uma diretriz geral é garantir que o raio de curvatura seja pelo menos igual à espessura do material ou maior. Além disso, é uma boa prática usar um raio de dobra consistente para todas as dobras de uma peça específica, pois isso simplifica a configuração da ferramenta e reduz custos.
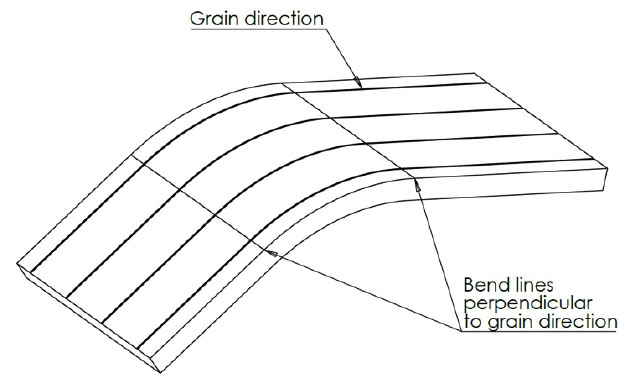
2. Direção e orientação da curvatura
Ao projetar para dobra de chapa metálica, deve-se considerar cuidadosamente como a direção de dobra é relativa à direção do grão (ou fibra) do material. Dobrar paralelamente ao grão representa um risco aumentado de rachaduras, pois a estrutura do grão do material é mais propensa à separação sob estresse. Em contraste, a flexão perpendicular ao grão melhora a ductilidade e reduz a probabilidade de fraturas. Além disso, o alinhamento da direção de dobra com a direção de cisalhamento (ou corte) do material ajuda a minimizar a propagação de quaisquer defeitos ou microfissuras que possam ter sido introduzidos durante o processo de corte, garantindo melhor integridade estrutural.
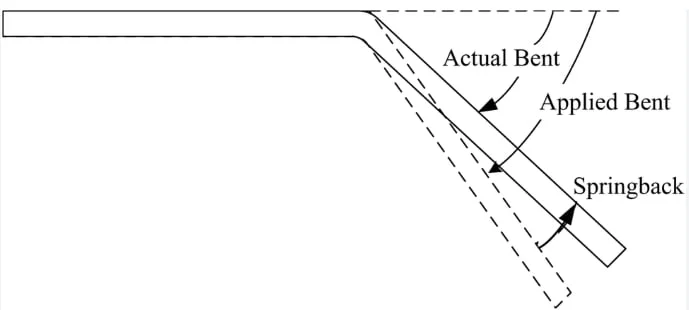
3. Flexão Springback
O retorno elástico à flexão é um fenômeno na conformação de chapas metálicas, onde o material retorna parcialmente à sua forma original após a conclusão do processo de dobra. Isto ocorre principalmente porque o material armazena energia elástica durante a flexão. Depois que a força de flexão é removida, o lado interno comprimido e o lado externo esticado do metal tentam retornar ao equilíbrio, resultando em retorno elástico. A quantidade de retorno elástico depende principalmente de vários fatores:
Resistência à compressão: Materials with a higher tensile strength typically exhibit more springback.
Raio de curvatura: Smaller bend radii generally lead to less springback, while larger radii cause more.
Largura da abertura da matriz: Wider die openings result in more springback due to reduced material constraint.
Espessura do material: When the bend radius is large relative to material thickness, springback increases.
Tipo de material: Different materials, such as aluminum, steel, and stainless steel, have varying elastic moduli. Higher elastic modulus leads to more significant springback.
Para abordar o retorno elástico de forma eficaz e garantir que as peças dobradas atendam às especificações do projeto, diversas estratégias de compensação podem ser empregadas. Durante a fase de projeto, a seleção de materiais apropriados, a otimização do projeto da matriz e o uso da análise de elementos finitos (FEA) podem ajudar a reduzir as incertezas de produção e criar uma base sólida para a fabricação. Durante a produção, a flexão excessiva, a compensação automática CNC e a dobra dupla podem fornecer ajustes em tempo real para garantir a precisão do produto final.
4. Distância do furo da curva
Posicionar furos muito próximos da dobra pode causar deformação ou rasgo do material durante o processo de dobra. Como regra geral, recursos como furos, ranhuras e recortes devem ser colocados pelo menos três vezes a espessura do material longe da borda da dobra.
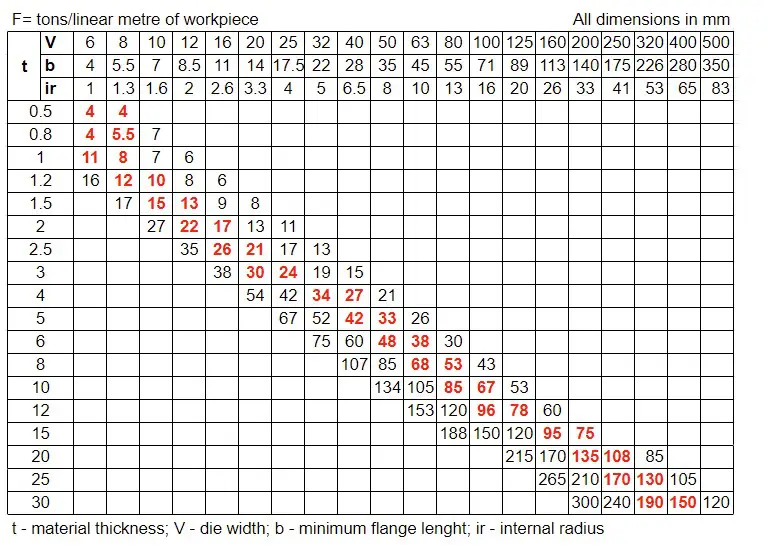
5.Comprimento mínimo do flange
Se o flange for muito curto, ele poderá não encaixar corretamente na matriz durante a dobra, podendo causar dobras imprecisas ou distorção do material. Normalmente, o comprimento do flange deve ser pelo menos quatro vezes a espessura do material, mas isso pode variar dependendo das larguras específicas da matriz e das propriedades do material. Para evitar problemas, consulte as tabelas de forças de flexão para selecionar o comprimento apropriado do flange com base na espessura do material e na configuração da matriz.
6.Formando Compensação
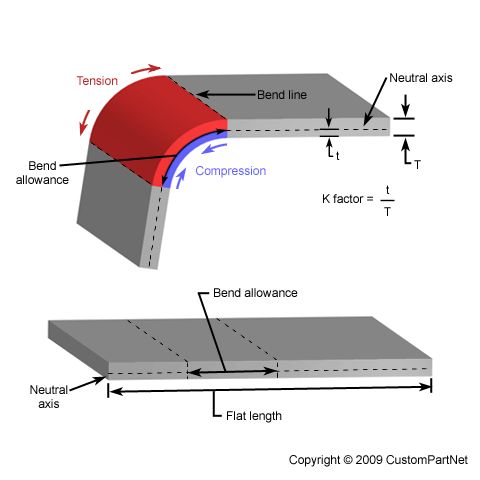
A compensação de conformação é um cálculo crucial que leva em conta a deformação do metal durante o processo de flexão. Simplificando, a compensação de formação ajuda a prever com precisão o comprimento do padrão plano – o tamanho plano da chapa metálica antes da dobra – durante o estágio inicial do projeto. Isso garante que a peça metálica dobrada terá o formato e as dimensões corretas. Dois parâmetros-chave para alcançar esta compensação são o fator K e a margem de curvatura.
Fator K
O Fator K é uma relação que representa a localização do eixo neutro dentro da espessura do material. O eixo neutro é a camada do material que não estica nem comprime durante a flexão.
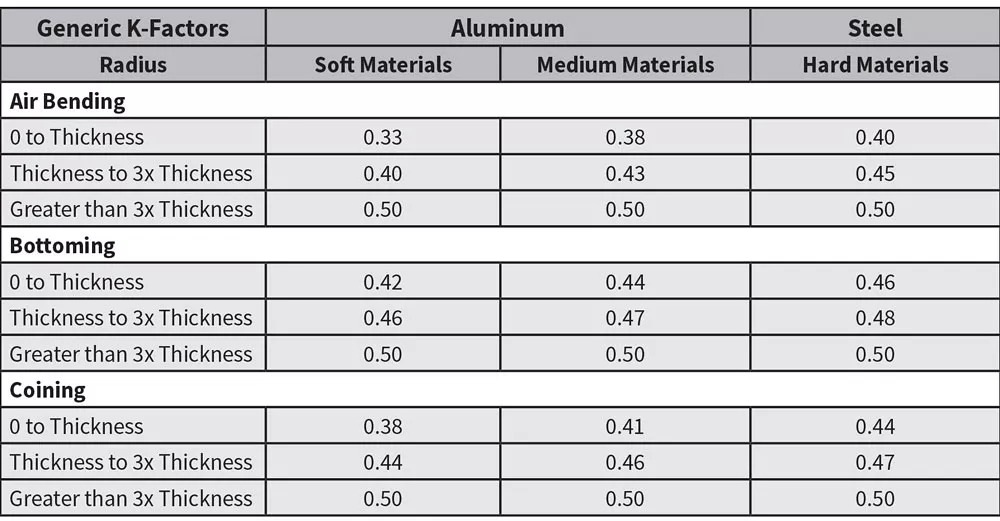
O Fator K ajuda a prever a quantidade de material necessária para dobra e é crucial para cálculos precisos de tolerância de dobra. Normalmente, o Fator K varia de 0,3 a 0,5, mas pode variar com base em fatores como tipo de material, espessura e raio de curvatura.
Uma maneira de obter o valor do Fator K é a partir do gráfico genérico do Fator K abaixo, que é baseado em informações do Manual de Máquinas, oferecendo valores médios do Fator K para uma variedade de aplicações.
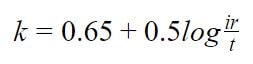
Outra maneira é usar a fórmula de cálculo:
Onde,k – fator k (uma constante que reflete a posição do eixo neutro)ir – raio interno (mm)t – espessura do material (mm)
Tolerância de curvatura
A margem de dobra é o comprimento do eixo neutro curvo na região da dobra, que é usado para calcular o material necessário para a dobra e para determinar o comprimento da planificação.
O cálculo da tolerância de dobra envolve o uso de fórmulas específicas:
Para curvas de 0 a 90 graus:
Para curvas de 90 a 165 graus:
onde ß é o ângulo de curvatura (em graus).
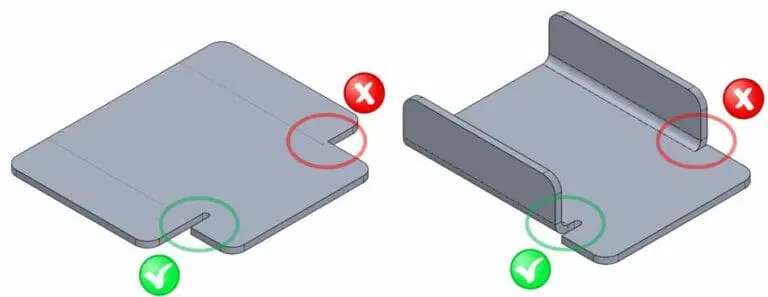
7. Dobrar relevos
Os relevos de dobra são pequenos entalhes ou recortes colocados nas bordas de uma dobra em chapa metálica para evitar rasgos, distorções ou deformações indesejadas durante o processo de dobra. Quando a chapa metálica é dobrada, especialmente perto de cantos ou bordas, o material pode sofrer alta tensão, causando rachaduras ou empenamentos. Os relevos de curvatura ajudam a aliviar esse estresse, proporcionando um espaço para o metal fluir mais livremente.
8. Propriedades e espessura do material
Diferentes metais têm propriedades variadas, incluindo ductilidade, resistência e comportamento de rebote. O raio mínimo de curvatura, em relação à espessura do material, é crucial para uma dobra bem-sucedida. Compreender essas propriedades ajuda na seleção de técnicas de flexão apropriadas e na previsão da resposta do material. Por exemplo, materiais como o alumínio requerem muita atenção ao ressalto, enquanto metais mais duros podem limitar as direções de curvatura para evitar rachaduras. Iremos aprofundar este tópico na próxima parte.
Quais materiais de chapa metálica são adequados para dobra?
A adequação de um material de chapa metálica para dobra depende em grande parte de suas propriedades mecânicas, como ductilidade, resistência e conformabilidade, bem como da espessura do material, dos requisitos específicos do processo de dobra e da aplicação de uso final.
Materiais com baixa ductilidade ou alta dureza, como certos aços de alta resistência e metais fundidos, são menos adequados para dobra e podem exigir processos especializados ou preparação adicional. Alguns materiais de chapa metálica comuns adequados para dobra incluem:
Alumínio 5052O alumínio 5052 é versátil e ideal para dobra de chapas metálicas devido à sua excelente conformabilidade e resistência moderada. Sua boa ductilidade permite formas complexas sem rachar. A liga também oferece forte resistência à corrosão, especialmente em ambientes marinhos, tornando-a excelente para uso externo. Sua leveza reduz o peso do produto final, aumentando a eficiência de combustível no transporte e reduzindo os custos de instalação.
Aço inoxidávelConhecido por sua durabilidade, resistência à corrosão e alta resistência, o aço inoxidável é ideal para dobra de chapas metálicas em aplicações exigentes. Ele funciona bem em ambientes agressivos, como altas temperaturas e exposição a produtos químicos, tornando-o adequado para processamento de alimentos, equipamentos médicos e uso arquitetônico. Embora sua conformabilidade seja um pouco menor que a de outros metais devido à sua resistência, a escolha de classes específicas (como 304 ou 316) e o uso de tratamento térmico podem melhorá-la. Sua superfície lisa e brilhante também agrega valor estético aos produtos acabados.
Aço macioO aço macio, ou aço com baixo teor de carbono, é uma opção econômica para dobra de chapas metálicas devido à sua disponibilidade e facilidade de processamento. Oferece boa conformabilidade, permitindo diversos formatos sem endurecimento significativo. Embora não tenha a resistência à corrosão do aço inoxidável e as propriedades leves do alumínio, o aço-carbono pode ser revestido ou pintado para aumentar a resistência à ferrugem. Sua versatilidade e baixo custo o tornam popular na fabricação automotiva, de construção e de móveis.
Aço GalvanizadoO aço galvanizado é revestido com uma camada de zinco para aumentar a resistência à corrosão, tornando-o ideal para uso externo. Ele mantém a conformabilidade e a resistência do aço normal, permitindo vários formatos sem comprometer a integridade estrutural. Sua durabilidade e preço acessível fazem dele uma escolha prática para cercas, calhas e outras aplicações onde resistência, resistência à corrosão e economia são importantes.
Aço-liga recozidoO aço-liga recozido é tratado termicamente para amaciar o material, melhorando a conformabilidade e a ductilidade. Isso o torna adequado para dobras complexas com alta precisão. Combina a resistência do aço com melhor usinabilidade e flexibilidade, tornando-o ideal para aplicações que exigem resistência e flexibilidade. Sua capacidade de suportar altas tensões e variações de temperatura também o torna adequado para ambientes industriais exigentes.
Cobre e LatãoCobre e latão são metais não ferrosos conhecidos por sua excelente conformabilidade, resistência à corrosão e apelo estético. O cobre, ótimo condutor de eletricidade e calor, é ideal para componentes elétricos e trocadores de calor. O latão, uma liga de cobre e zinco, oferece um equilíbrio entre a ductilidade do cobre e a resistência do zinco, facilitando a moldagem e mantendo uma boa resistência. Ambos os metais podem ser polidos até obterem alto brilho e são populares em aplicações decorativas e funcionais em construção e arquitetura devido à sua resistência à corrosão e aparência atraente.
TitânioO titânio é um metal leve e forte, conhecido por sua excelente resistência à corrosão, especialmente em ambientes agressivos, como aplicações marítimas e aeroespaciais. Oferece boa conformabilidade, embora não seja tão fácil de dobrar quanto o alumínio, e é biocompatível, tornando-o adequado para implantes médicos. A alta relação resistência/peso do titânio o torna valioso em aplicações onde a redução de peso é crítica.
Conclusão
Em comparação com outros processos de fabricação de chapas metálicas, a dobra de chapas metálicas oferece vantagens distintas, como preservar a resistência estrutural, reduzir custos e fornecer alta flexibilidade de projeto. Também reduz o número de juntas e soldas, o que melhora a consistência das peças e minimiza defeitos ou corrosão causados pela soldagem. Com um design inteligente e tecnologias modernas, como dobradeiras CNC, ângulos e formas de curvatura precisos podem ser alcançados com rapidez e precisão.
A Chiggo é uma fornecedora líder de serviços de conformação de chapas metálicas na China. Fornecemos serviços de dobra de alta qualidade para empresas de vários setores. Também oferecemos uma variedade de serviços de estampagem para produção em massa e usinagem CNC avançada para peças complexas, garantindo que possamos atender a todas as suas necessidades de fabricação. Estamos entusiasmados em colaborar no design do seu produto e ajudá-lo a escolher o melhor processo de fabricação para suas necessidades específicas. Vamos trabalhar juntos para dar vida à sua visão.