As juntas de encaixe instantâneo são mecanismos de fixação que conectam dois ou mais componentes usando recursos de intertravamento. Eles são uma das maneiras mais eficientes e simples de montar peças e são comumente encontrados em itens de uso diário ao nosso redor, como tampas de garrafas plásticas, tampas de baterias, capas de smartphones, tampas de canetas, tampas de armazenamento de alimentos e muitas peças plásticas de brinquedos.
Neste artigo, exploraremos detalhadamente as juntas de encaixe rápido, discutindo seus diferentes tipos, os benefícios e limitações de cada um, e oferecendo dicas de design para evitar problemas comuns.
O que são juntas de encaixe instantâneo?
Para entender melhor o conceito de “juntas de encaixe instantâneo”, vamos decompor o termo. “Ajuste instantâneo” refere-se a um tipo de técnica de fixação mecânica em que um recurso flexível, como um gancho, cordão ou saliência, em uma peça se interliga com um recurso de recepção (como uma ranhura ou furo) na peça correspondente para criar um ajuste seguro conexão. A conexão é formada pela deformação elástica do recurso flexível, que volta ao lugar uma vez devidamente alinhado com a peça correspondente.
As juntas de encaixe instantâneo são uma aplicação prática desta técnica de encaixe rápido, projetada para unir peças sem a necessidade de fixadores adicionais, como parafusos ou adesivos. Como a flexibilidade é uma propriedade crucial para os materiais utilizados em componentes de encaixe rápido, os plásticos tornam-se a escolha principal, pois a sua elasticidade permite-lhes suportar deformações repetidas durante o processo de encaixe sem danos.
Estas juntas podem ser permanentes ou destacáveis, dependendo do tipo de corte inferior e do método de montagem. Eles oferecem vantagens significativas em termos de economia de tempo e custos, reduzindo o uso de materiais e eliminando a necessidade de ferramentas ou equipamentos especializados. Com peças que podem ser conectadas por uma simples pressão ou empurrão, as juntas de encaixe são especialmente adequadas para linhas de montagem automatizadas.
A moldagem por injeção tem sido tradicionalmente um método eficaz para produzir juntas de encaixe rápido em grandes quantidades, enquanto a impressão 3D abriu novas possibilidades para testes rápidos de projeto e verificação funcional, aprimorando o processo de desenvolvimento de juntas de encaixe rápido.
Tipos de juntas de encaixe instantâneo
As juntas de encaixe vêm em vários designs, cada um adequado para aplicações específicas com base no formato, direção do encaixe e propriedades mecânicas necessárias. Abaixo estão os tipos mais comuns:
Articulações de encaixe cantilever
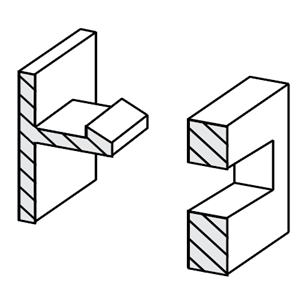
As juntas de encaixe cantilever são as mais amplamente utilizadas entre os tipos de encaixe instantâneo, caracterizadas por uma estrutura de viga cantilever que é fixada em uma extremidade e livre para se mover na outra. A viga pode ser reta, em forma de L ou ter outros formatos específicos, muitas vezes com uma saliência na extremidade livre para interligar com uma ranhura ou furo correspondente na peça correspondente.
Durante o engate, a viga dobra-se para acomodar a peça correspondente e depois retorna à sua posição original, garantindo um travamento seguro. Esta deformação elástica permite uma montagem rápida e, em alguns casos, desmontagem através de deformação reversa.
Benefícios: Esse tipo de junta geralmente é mais simples de projetar e mais fácil de fabricar, especialmente usando moldagem por injeção. Com alta flexibilidade, eles acomodam uma ampla gama de deformações durante a montagem sem danos. Isto os torna adequados para conexões permanentes e removíveis.
Limitações: eles muitas vezes sofrem concentração de tensão na base da viga, o que pode levar à fadiga do material, especialmente sob cargas elevadas ou uso frequente.
Aplicações: essas juntas são a escolha certa para invólucros de plástico em produtos eletrônicos de consumo, tampas de baterias em dispositivos eletrônicos, tampas de encaixe e tampas para embalagens, componentes internos de automóveis, como painéis de instrumentos, conjuntos de brinquedos e componentes leves onde são necessárias conexões simples, seguras e muitas vezes temporárias.
As juntas de encaixe em em forma de U e em em forma de L são formas especializadas de encaixes em cantilever. Elas compartilham as mesmas vantagens e desvantagens fundamentais, mas oferecem benefícios adicionais em contextos específicos. Por exemplo, Juntas de encaixe em forma de U permitem comprimentos de vigas mais longos em espaços compactos, o que reduz as forças de montagem e minimiza a concentração de tensão - ideal para espaços de projeto apertados onde a flexibilidade do material é uma preocupação. As juntas de encaixe em forma de L, por outro lado, fornecem travamento direcional e maior rigidez em orientações específicas, tornando-as adequadas para aplicações onde as peças são montadas lateralmente ou precisam resistir a forças em direções específicas.
Esses projetos permitem a criação de juntas de encaixe sem cortes complexos, o que reduz a necessidade de componentes adicionais do molde, como controles deslizantes, durante a moldagem por injeção. Isso torna o processo de produção mais simples e econômico.
Juntas de torção e encaixe instantâneo
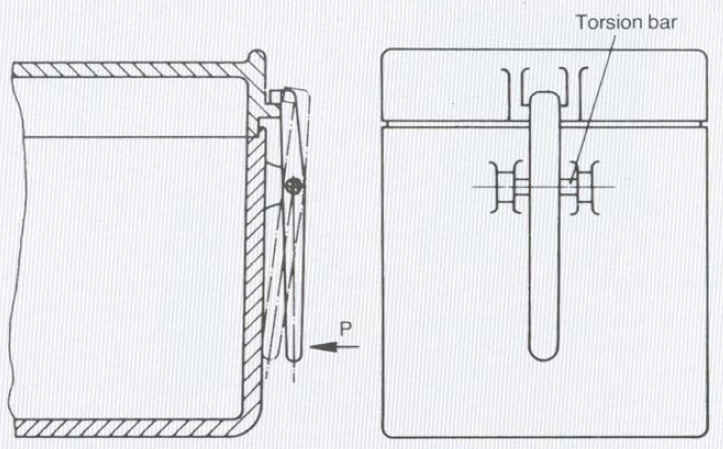
Ao contrário das juntas de encaixe por pressão cantilever, as juntas de encaixe por torção dependem da torção (deformação torcional) de uma barra ou eixo para obter a deflexão em vez da flexão linear. Em um ajuste de torção, um braço ou alavanca de torção gira em torno de um ponto de articulação quando a força de montagem é aplicada. Esta rotação permite que o recurso de travamento se encaixe na peça correspondente. Após o engate, o braço de torção retorna à sua posição original devido à torção elástica do material, fixando a junta. Este mecanismo permite uma montagem rápida e, se concebido para rotação reversível, também pode permitir uma fácil desmontagem.
Benefícios: por dependerem da torção em vez da flexão linear, os encaixes de torção instantânea podem ser incorporados em projetos com espaço linear limitado, oferecendo soluções de montagem compactas. Além disso, o movimento de torção distribui a tensão de maneira mais uniforme, reduzindo a probabilidade de fadiga do material em comparação com a deflexão linear em projetos cantilever.
Limitações: os encaixes de torção são adequados principalmente para conexões rotacionais, limitando seu uso a aplicações que exigem um mecanismo de torção. O projeto pode ser mais complexo, pois o elemento de torção deve manter um equilíbrio preciso entre flexibilidade e resistência para um desempenho confiável. Com o tempo, ações de torção repetidas podem causar desgaste, especialmente em cenários de alto uso ou alto estresse.
Aplicações: essas juntas são amplamente utilizadas em tampas e portas com dobradiças, como porta-luvas e painéis de acesso, bem como em mecanismos de trava, como fechaduras de malas. Eles também são encontrados em dispositivos dobráveis, como telefones flip, e em brinquedos interativos com peças rotativas.
Juntas anulares de encaixe instantâneo
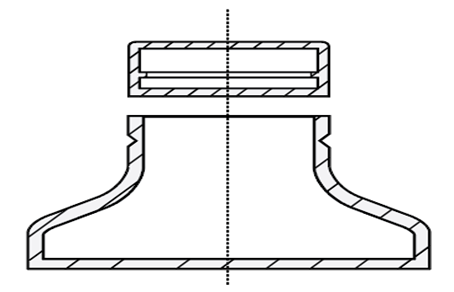
As juntas anulares de encaixe rápido apresentam uma saliência em forma de anel que se encaixa em uma ranhura correspondente na peça correspondente, criando um engate de 360° que fornece uma conexão forte e uniforme em torno de um componente cilíndrico.
Benefícios: O engate uniforme em torno da circunferência da peça fornece distribuição uniforme de tensão, o que reduz a concentração de tensão e aumenta a resistência da junta em comparação com os encaixes de pressão cantilever. Este projeto também oferece melhores capacidades de vedação e alta força de retenção.
Limitações: Em comparação com os encaixes de encaixe cantilever, os encaixes de encaixe anulares apresentam menos flexibilidade durante a montagem, uma vez que a saliência em forma de anel deve deformar-se uniformemente, o que pode ser um desafio para materiais mais duros. Uma vez encaixados, muitas vezes são difíceis de desmontar, especialmente se forem projetados para um ajuste justo, tornando-os mais adequados para conexões permanentes. A natureza circular e contínua do ajuste também exige moldes mais complexos e tolerâncias mais restritas, aumentando a complexidade da fabricação.
Aplicações: são comumente usados em tampas de garrafas, conectores de encanamento e tampas de dispositivos médicos onde vedações estanques a fluidos ou gases são essenciais, bem como tampas de canetas, tampas de marcadores e peças cilíndricas automotivas, como mangueiras conectores, filtros e reservatórios de fluido, onde uma conexão firme e de 360 graus é crítica.
Como projetar juntas de encaixe instantâneo - Cálculos de projeto
Os cálculos de projeto para juntas de encaixe rápido são cruciais para determinar a deflexão permitida, os limites de deformação e as forças de acoplamento. A realização desses cálculos no início da fase de projeto permite ajustes nas dimensões, materiais e geometria, garantindo desempenho ideal antes da prototipagem ou fabricação. Se você quiser fazer um estudo informativo completo sobre o projeto de juntas de encaixe, você pode visitar aqui.
Articulações de encaixe cantilever
Principais parâmetros e fórmulas
Maximum Bending Stress (σmáx.):
onde:M= Momento fletor máximoc = Distância entre a fibra externa e a fibra neutra I = Momento de inércia da seção transversal
Deformação Máxima (ε):
onde:E = módulo de Young do material
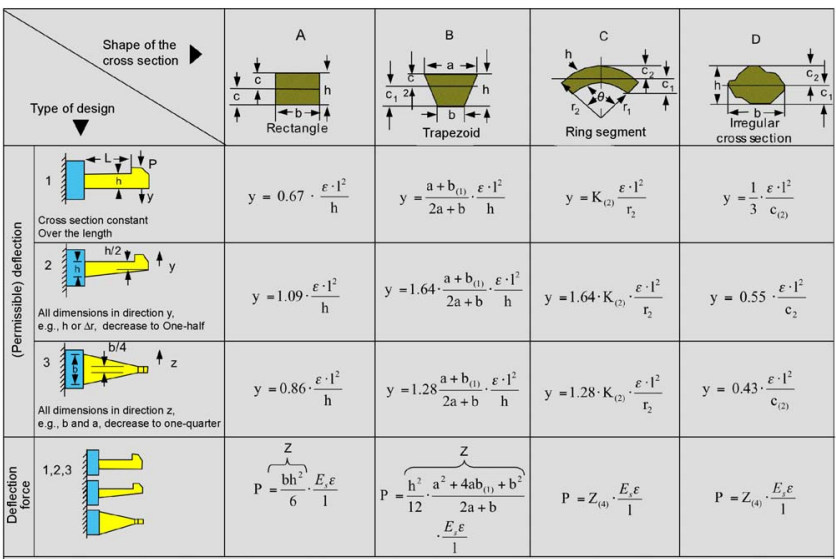
Deflexão (y) para seção transversal constante:
onde:l = Comprimento da vigah = Espessura na raiz da viga
Força de Deflexão (P) :
onde:b= Largura da vigaEₛ = Módulo secanteε = Tensão permitida
Considerações de projeto
Use transições suaves and add filetes to reduce stress concentrations.
Ensure that deflexão and variedade remain within permissible limits to avoid material fatigue or failure.
Select materials with appropriate módulo de elasticidade and capacidade de deformação to accommodate bending without permanent deformation.
Articulações de torção
Principais parâmetros e fórmulas
Ângulo de torção (φ) :
onde:y = Deflexãol = Comprimento do braço da alavanca
Deformação de cisalhamento máxima permitida (γₘₐₓ):
onde:ν = índice de Poisson (~0,35 para a maioria dos plásticos)εₘₐₓ = deformação permitida para o material
Força de Deflexão (P):
onde:G = Módulo de cisalhamento (derivado do módulo secante)Iₚ = Momento polar de inérciar = Raio da barra de torção
Considerações de projeto
Select materials with high resistência ao cisalhamento and good elasticidade torcional.
Ensure the torsion bar's length and radius are optimized to manage the força de deflexão and prevent overstressing.
Include a ângulo de retorno to facilitate disengagement if the joint is designed to be separable.
Juntas de encaixe anulares
Principais parâmetros e fórmulas
Corte inferior permitido (yₘₐₓ):
onde:d = Diâmetro da juntaεₘₐₓ = Deformação máxima permitida para o material
Força de Deflexão (P):
onde:X = Fator geométrico baseado na rigidez relativa do tubo e eixo
Força de Acasalamento (W):
onde:μ = coeficiente de atritoα = ângulo de ataque
Considerações de projeto
Design for distribuição de tensão multiaxial to maintain secure engagement.
Adjust the corte inferior based on material strain capacity and the specific flexibility of the joint parts.
Use materials that are capable of handling grandes deformações without permanent damage, especially when both parts are elastic.
Problemas comuns de design de encaixe instantâneo e práticas recomendadas
Projetos de encaixe instantâneo, mesmo após cálculos, muitas vezes não são totalmente refinados e podem encontrar problemas comuns que podem levar ao fracasso. Abaixo estão alguns desses problemas e práticas recomendadas para resolvê-los:
Problemas comuns no design Snap Fit
Concentração de tensão: A concentração de tensão geralmente ocorre em cantos agudos ou em áreas onde o recurso de encaixe faz transição abrupta, como a base de uma viga cantilever. Essas tensões concentradas podem levar à fissuração ou falha do material ao longo do tempo.
Ocorrência de fluência: A fluência é um fenômeno onde um material se deforma gradualmente durante um longo período de tempo sob carga contínua. Normalmente ocorre em materiais como termoplásticos e pode fazer com que a junta se solte com o tempo, comprometendo sua integridade.
Fadiga: refere-se à deterioração gradual de um material devido ao carregamento cíclico ou repetitivo, muitas vezes levando à formação e crescimento de fissuras. O engate e desengate repetidos podem induzir fadiga, especialmente em materiais que não possuem resistência à fadiga, reduzindo a confiabilidade do encaixe rápido e potencialmente levando à falha.
Problemas de tolerância: tolerâncias de fabricação imprecisas podem levar ao alinhamento desalinhado dos recursos de encaixe, resultando em conexões ruins ou dificuldade de montagem.
Dicas essenciais para projetar juntas de encaixe instantâneo
Definir tolerância apropriada
Uma tolerância muito apertada pode causar tensão excessiva durante a montagem, potencialmente danificando as peças, enquanto uma tolerância muito baixa pode resultar em conexões fracas ou não confiáveis. Alcançar o equilíbrio certo entre um ajuste confortável e facilidade de montagem é essencial. Na prática, é importante considerar a contração do material, as variações de temperatura e o desgaste ao longo do tempo para manter a integridade da junta durante toda a sua vida útil.
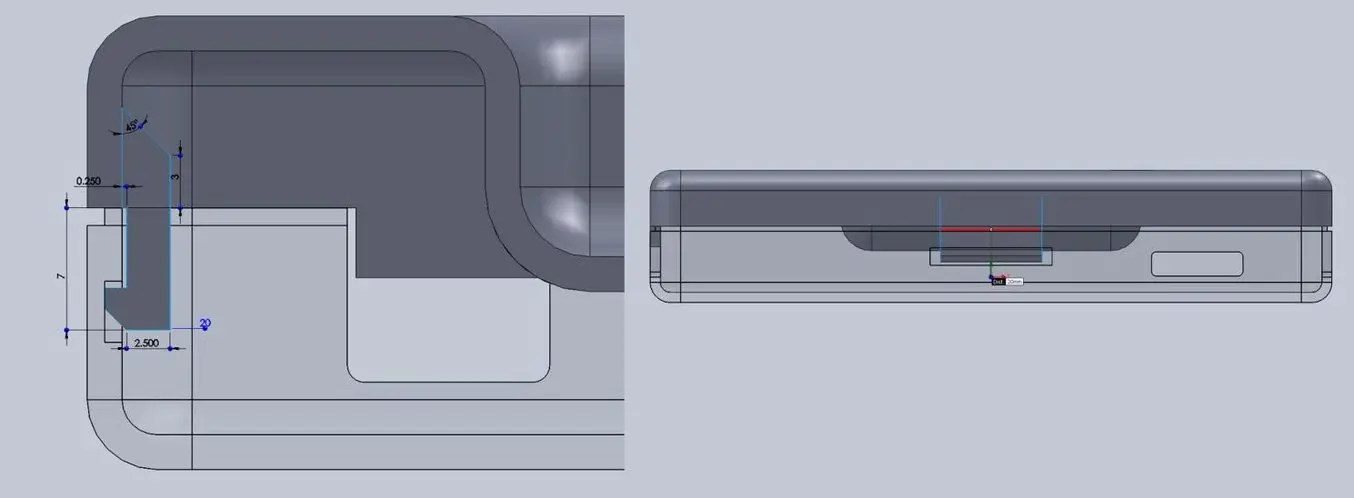
Adicionar filetes na base do cantilever
Adicionar filetes na base da viga cantilever é uma prática comum para reduzir as concentrações de tensão que normalmente ocorrem em cantos vivos. Um filete arredondado ajuda a distribuir a tensão de maneira mais uniforme, aumentando a durabilidade e a resistência à fadiga da junta de encaixe rápido.
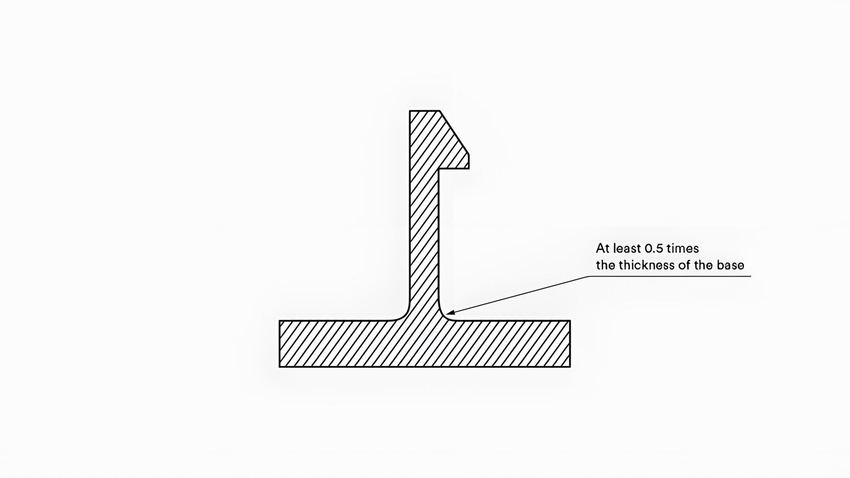
O diagrama abaixo mostra o efeito do aumento da espessura da raiz na concentração de tensão. Embora a relação raio raiz/altura ideal pareça ser 0,6 (uma vez que ocorre apenas uma redução marginal após este ponto), a utilização deste raio pode criar uma área espessa na intersecção da viga e da parede da peça, potencialmente causando marcas de afundamento ou vazios. Para evitar isto, a espessura da raiz deve ser limitada a 50~70% da espessura nominal da parede. Além disso, os testes sugerem que o raio não deve ser inferior a 0,38 mm (0,015 polegadas).
Efeito da razão entre o raio da raiz e a espessura da viga na concentração de tensões em uma viga cantilever
Aperte o design Snap Fit
Contornos de tensões de vigas cantilever obtidos a partir de análise de elementos finitos: (a) viga de espessura constante, (b) viga cônica.
O afilamento envolve a redução gradual da altura ou largura da seção transversal da viga cantilever ao longo de seu comprimento. Como mostrado na figura, em uma viga cantilever de seção transversal constante, a tensão não é distribuída igualmente, mas está concentrada na raiz. Ao afunilar a viga, a distribuição de tensões torna-se mais uniforme, permitindo que a viga se dobre mais gradualmente durante a deflexão.
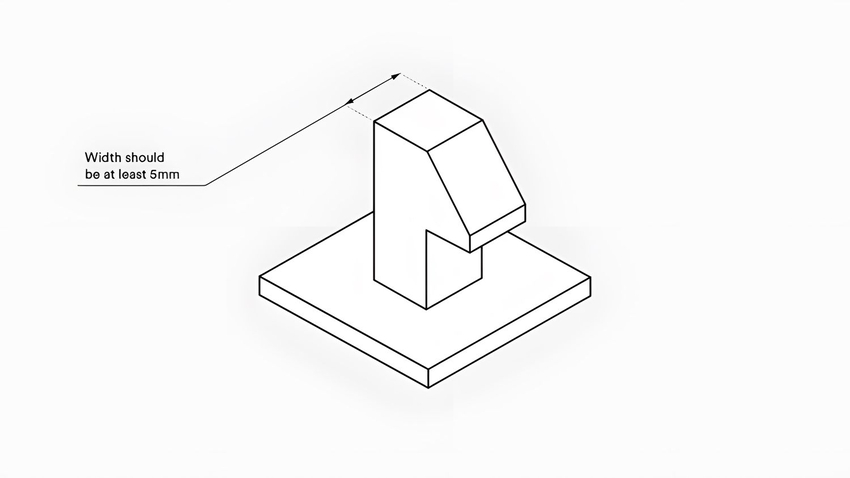
Aumentar a largura do clipe (ou gancho)
Aumentar a largura do clipe ou gancho de encaixe rápido pode ajudar a distribuir a carga por uma área maior, reduzindo a pressão em qualquer ponto único e, assim, minimizando o risco de fadiga ou falha do material. Um clipe mais largo também oferece maior resistência e estabilidade, tornando a junta mais robusta. No entanto, a largura deve ser otimizada para manter a flexibilidade sem sacrificar a resistência.
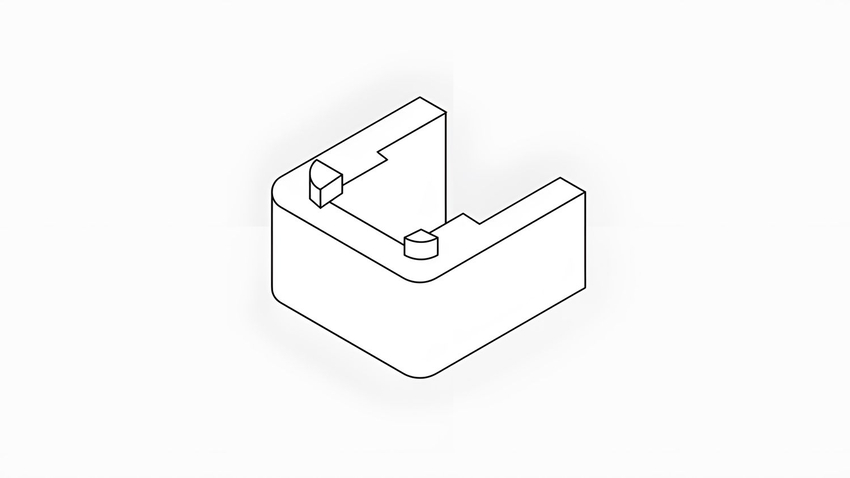
Considere adicionar alças
As saliências podem ser adicionadas aos designs de encaixe rápido para ajudar a guiar os componentes no lugar durante a montagem e melhorar o alinhamento. Ao fornecer pontos de contato adicionais, as alças podem reduzir o risco de desalinhamento e garantir que as peças se encaixem corretamente, mesmo sob condições difíceis de montagem. Eles também melhoram a resistência geral da conexão, oferecendo suporte secundário, reduzindo a dependência apenas do recurso de encaixe para manter a junta.
Trabalhe com a Chiggo para projetar juntas de encaixe duráveis
As juntas de encaixe instantâneo são altamente consideradas em vários setores por sua facilidade de montagem, reutilização e economia. Um design bem executado não só aumenta a resistência do produto, mas também melhora a experiência do usuário, garantindo que os componentes se encaixem com segurança e ao mesmo tempo sejam fáceis de montar e desmontar.
A Chiggo é um fabricante confiável de juntas de encaixe de plástico e metal de alta qualidade, atendendo diversos setores há quase duas décadas. Oferecemos serviços de fabricação personalizados, incluindousinagem CNC, moldagem por injeção e impressão 3D. Nossos engenheiros experientes estão aqui para ajudá-lo a melhorar o desempenho do seu produto e reduzir custos. Envie seu arquivo de design hoje e vamos começar seu próximo projeto!