アルミニウムの陽極酸化の詳細ガイドで学んだように、アルミニウムの陽極酸化には主に 3 つのタイプがあります。プロセス:
タイプⅠ: クロム酸陽極酸化は、クロム酸を用いて薄い酸化皮膜(0.5~2.5ミクロン)を形成します。このプロセスは、部品の寸法を大きく変えたり、表面応力を導入したりすることなく、優れた耐食性を実現します。また、繊細な用途での亀裂の伝播を防ぐのにも役立ち、繊細な部品に適しています。ただし、染料の吸収には限界があり、厳格な環境管理が必要です。
タイプ II: 硫酸陽極酸化は、クロム酸の代わりに硫酸を使用する最も一般的に使用される方法です。この変更により、より深い細孔を備えたより厚い酸化層 (2.5 ~ 25 ミクロン) が形成され、タイプ II に色の吸収に対する優れた塗料保持力が与えられ、他の仕上げの塗布が容易になります。
タイプ III: 硬質陽極酸化処理 (ハードコート) も硫酸ベースの電解質を使用しますが、より高い電圧とより低い温度 (通常 0 ~ 5°C) で動作します。このプロセスにより、非常に厚く (25 ~ 150 ミクロン)、緻密で硬いコーティングが生成されます。耐摩耗性、耐食性、電気絶縁性に優れています。そのため、極端な条件下での使用に特に適しています。
アルミニウムの陽極酸化にはどれくらいの費用がかかりますか?

陽極酸化の種類の違いは、陽極酸化アルミニウムのコストに直接影響します。通常、 陽極酸化処理の最低料金は 65 ドルから 125 ドル の範囲で、これは タイプ II 陽極酸化処理に適用され、陽極酸化処理がすでに実行されている色(クリアやブラックなど)にのみ適用されます。
タイプ I 陽極酸化では高価で有毒なクロム酸が使用されるため、廃棄物処理や従業員の安全対策のコストが高くなります。さらに、酸化物層が非常に薄いため、プロセスが複雑になります。航空宇宙などの高精度分野で使用されることが多いが、受注数量が少なく、量産によるコストダウンが難しい。
タイプ III ハードコート陽極酸化処理は最も高価であり、より長い機械稼働時間、より高い電力消費、より複雑なプロセス制御を必要とします。
陽極酸化の種類に加えて、部品の寸法と形状、表面仕上げの要件、バッチサイズ、特別な処理(マスキングやシーリングなど)の必要性などの要因もコストに影響します。これらの側面については、次の文章で引き続き説明します。
陽極酸化アルミニウムのコストに影響を与えるその他の要因
大型コンポーネント上に均一な酸化膜を形成することは、その表面積が大きいためより困難であり、追加の材料、処理リソース、正確なプロセス制御が必要となり、これらすべてが費用の増加につながります。
さらに、コンポーネントの数が増加すると、最初は必要な全体的な労力と時間が増加する可能性があります。ただし、固定セットアップコストがより多くの部品に分散され、バッチ処理により効率が向上するため、数量が多くなると通常、規模の経済の恩恵を受けることができます。これにより、大量注文の場合のユニットあたりのコストが削減されます。たとえば、カメラ アダプターや小型の電子マウントなどのアイテムは、数量が 200 を超える場合、1 部品あたりのコストがわずか 2 ドルになる可能性があります。
基本的な厚さ (通常はタイプ II、厚さ 10 ~ 25 ミクロン) を選択するのが最もコスト効率の高い選択であり、これは完全に理解でき、ほとんどの場合にうまく機能します。
一般に、コーティングを薄くしたり厚くしたりすると価格は高くなります。たとえば、厚さが 0.001 インチの場合は、酸化物層を厚くすると制御が容易になるため、厚さが 0.0001 インチよりも安価になります。このレベルの制御を達成するには経験と専門性が必要であり、陽極酸化コストの上昇に直接つながります。
一方で、タイプ III 硬質陽極酸化処理に必要なコーティングのような厚いコーティングには、より長い処理時間、より高いエネルギー消費、および特殊な装置が必要となり、これらすべてが集合的にコストを押し上げます。
厚さと同様に、標準化された色を選択すると、通常はコスト効率が高くなります。これらの色はすぐに入手でき、ほとんどの陽極酸化処理剤の確立されたワークフローに適合しており、必要な特殊な材料や調整は最小限です。
対照的に、カスタムカラーには特別な染料が必要であり、追加の研究開発や少量の染料の調達が必要となり、材料費が追加される場合があります。さらに、プロセスパラメータの調整(例:色素の吸着時間、温度制御など)が必要になることが多く、プロセスの複雑さと時間関連の出費が増加します。
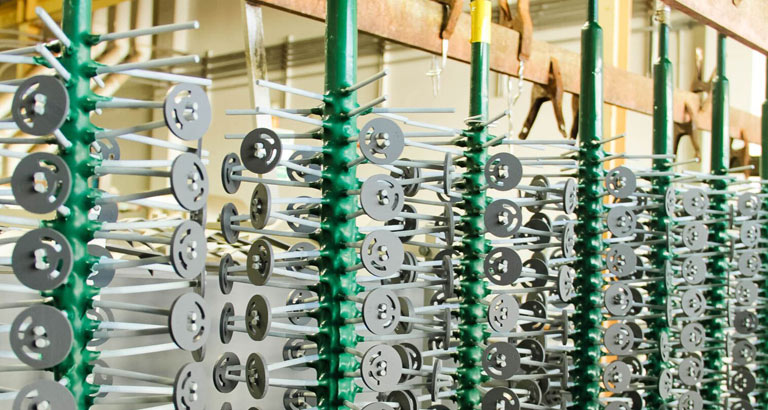
ラッキングはアルミニウムの陽極酸化処理において重要なプロセスであり、部品を安定させ、確実な電気接続を確保し、コーティングの品質と全体のコストに直接影響します。
一般的なラッキング タイプには、クランプ、溶接、ボルト ラッキングなどがあります。ほとんどの場合、特に特定のラック方法が必要ない場合、メーカーは効率を最大化し、経費を最小限に抑えるために、コスト効率の高いラック方法を選択します。ただし、カスタム治具やバッチあたりの部品数の制限など、特定のラックのニーズがコストに大きく影響する可能性があります。ラックあたりの部品数が少ないと歩留まりが低下し、部品あたりのコストが高くなります。
ラックの材質の選択もコストに影響します。チタン製ラックは耐久性がありますが高価であり、アルミニウム製ラックは手頃な価格ですが寿命が短くなります。さらに、安定したコーティング品質には、ラック上の部品の適切な間隔が不可欠です。過密な場合は、電流分布が不十分なためにコーティングが不均一になる可能性があり、再作業が必要になり、費用が増加する可能性があります。
製品の機能や外観を強化したいお客様は、これらの追加プロセスによりコストが増加する可能性があることに注意してください。ビードブラスト、研磨、洗浄などの前処理ステップは、多くの場合、希望の仕上げを実現するために不可欠ですが、全体的な出費の原因となります。同様に、マスキング、シーリング、カスタムパッケージなどの後処理要件により、最終価格がさらに高くなる可能性があります。
高品質なアルマイト製造のヒント
陽極酸化プロジェクトの最終目標は、高品質の結果を維持しながらコスト効率を達成することです。このプロセスを最大限に活用するためのヒントをいくつか紹介します。
1.適切な陽極酸化処理の種類を選択してください
コストとパフォーマンスのバランスをとるために、特定の用途に適した陽極酸化処理のタイプを選択することは重要なステップです。厳しい公差を求めるタイプ I、多用途に使用するタイプ II、最大の耐久性を求めるタイプ III など、各タイプには明確な特徴があります。 (前述したように) これらの違いを理解することで、不必要な機能に過剰な費用を支払うことなく、情報に基づいてニーズを満たす選択を行うことができます。
2.適切なアルミニウム合金を選択してください
アルミニウムのグレードが異なると、陽極酸化に対する反応も異なります。 1100 シリーズなどの高純度アルミニウムは陽極酸化に最適ですが、2000 シリーズなどのアルミニウム - 銅合金は陽極酸化効果を高めるために追加の表面前処理手順が必要であり、装飾陽極酸化には通常推奨されません。 6061 や 6063 などの特定の合金は、追加の加工コストを最小限に抑えながら、一貫した仕上げを実現する能力が際立っています。
さまざまな合金の酸化物層構造も、染料の吸収能力に影響を与えます。たとえば、純アルミニウムと 5000 シリーズは染色に優れていますが、シリコンや銅を含む合金はあまり好ましい結果が得られない傾向があります。
3.適切な表面処理を確保してください。
陽極酸化処理中に一貫した高品質の結果を達成するには、アルミニウム部品を適切に処理し、メンテナンスすることが不可欠です。表面に油、破片、指紋が残っていると、仕上げに欠陥が生じる可能性があります。材料の徹底的な検査と入念な洗浄は、これらの汚染物質を除去し、陽極酸化プロセスを確実に成功させるための重要なステップです。
4.陽極酸化効率を考慮した設計
一貫した陽極酸化処理の結果を得るには、均一なコーティングを促進する滑らかな移行と丸みを帯びたエッジを備えたシンプルな形状に焦点を当てます。深い凹み、止まり穴、鋭いエッジなどの形状は電流の流れを妨げ、局所的な薄化や変色を引き起こす可能性があります。
5.陽極酸化タンクを制御します。
効果的な陽極酸化には、温度、時間、撹拌、陰極の品質などのタンクパラメータを正確に制御する必要があります。整流器 (電源) を定期的に監視して調整することで、正しい電流密度を達成できると同時に、電解液組成とタンクの清浄度を維持することで欠陥を防ぎ、耐久性と一貫性のある仕上がりを保証します。
6.経験豊富な専門家と協力する
高品質の結果を達成するには、熟練した陽極酸化技術者との協力が重要です。しかし、どうやって?スムーズで費用対効果の高い協力のために考慮すべきいくつかのアイデアを次に示します。
- あなたと同様のプロジェクトを扱った経験を持つパートナーを探してください。その実績により、信頼できる結果と一貫した品質が保証されます。
- コーティングの厚さや色のオプションからカスタム仕上げに至るまで、お客様の特定のニーズを確実に満たすことができます。プロジェクトが必要とするものを提供する柔軟性は非常に貴重です。
- 通常のリードタイムと、必要に応じて急ぎの注文やスケジュール調整に対応できるかどうかを確認してください。
- 最小注文数量がプロジェクトに適合していることを確認し、規模と予算に合わせて条件を交渉します。
- 隠れた手数料のない前払い料金を提供するプロバイダーを選択してください。望ましい品質基準を維持しながら、コスト削減のオプションについて話し合います。
- 信頼できるパートナーは定期的に最新情報を提供し、課題に迅速に対処し、プロセスを順調に進めます。
チゴを選ぶ理由
Chiggo では、専門知識、効率性、顧客重視のサービスを組み合わせて、優れた陽極酸化アルミニウム ソリューションを提供しています。カスタム仕上げ、短納期、費用対効果の高い価格設定が必要な場合でも、こちらでお手伝いいたします。始めましょう!