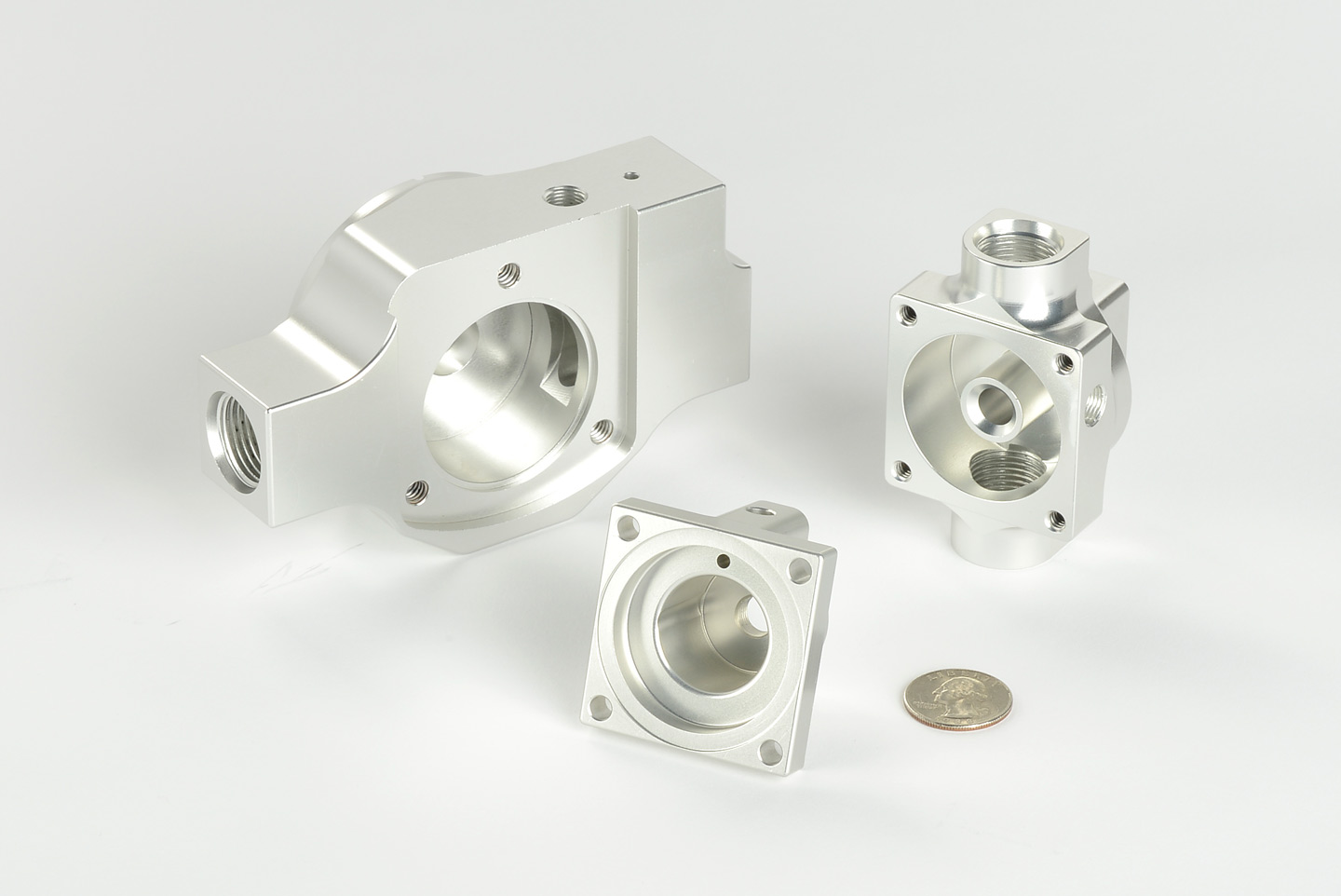
機械加工されたアルミニウム部品は、スマートフォン、ラップトップ、タブレット、フラットスクリーン TV などの家電製品で特に人気があります。これは、その強度と軽量性だけでなく、その美しさによるものでもあります。アルミニウムは本来、滑らかな銀色の表面を備えており、塗料や色合いを非常によく受け入れます。さらに重要なことは、アルミニウムは、部品上の保護酸化物層を厚くするプロセスである陽極酸化に最適であるということです。
柔らかさと強さ: Softer alloys (1000, 3000, 4000 series) are easier to machine but require careful chip management. Harder alloys (2000, 7000 series) demand slower speeds, rigid setups, and advanced tooling.
耐食性: The 5000 series alloys have excellent corrosion resistance, widely used in marine environments. The 7000 series and 2000 series alloys are more susceptible to corrosion and typically require additional protective coatings when exposed to harsh environments.
特殊なアプリケーション:The 4000 series is often used in niche applications that require a precise surface finish or specific properties for welding, cladding, or construction. The 8000 series is more commonly associated with packaging (like aluminum foil and coils) and electrical applications.
多用途性:The 6000 series alloys are among the most versatile and widely used aluminum alloys due to their balance of strength, corrosion resistance, and machinability. These alloys are ideal for a wide variety of applications, from structural components to consumer goods.
CNC 加工で使用される一般的なアルミニウム合金
アルミニウム 6061: It’s one of the most popular aluminum alloys due to its excellent balance of strength, machinability, and corrosion resistance. As a heat-treatable alloy, 6061 can be significantly strengthened through heat treatment, with the T6 temper being the most common for structural applications. It also has good workability and can be welded using most common methods such as TIG and MIG welding. While not as corrosion-resistant as 5000 series, 6061 still offers good to excellent corrosion resistance in many environments. Additionally, it takes anodizing very well, which can enhances both its corrosion resistance and aesthetic finish.
アルミニウム 6063: Unlike 6061, which is commonly used in structural applications like aerospace components, frames, and high-load-bearing parts, the strength of 6063 is lower. However, it still offers sufficient strength for applications such as window frames, doors, and furniture. It can be easily formed into complex shapes, such as profiles, tubes, and bars. Often referred to as "extrusion aluminum", which helps lower production costs and makes it more suitable for mass production. Additionally, 6063 is preferred over 6061 for anodizing.
アルミニウム 7075: 7075 is often considered one of the strongest aluminum alloys, with a tensile strength comparable to that of some steels. This strength can be further enhanced (approximately 83,000 psi) when heat-treated to the T6 condition. As a result, 7075 is commonly used in parts that require maximum strength while remaining lightweight, such as in aerospace, military vehicles, and weaponry. However, it has lower corrosion resistance compared to other alloys, and it is difficult to machine and poorly weldable.
アルミニウム 2024: Like 7075, 2024 is one of the highest-strength aluminum alloys available, but it generally performs better than 7075 in long-term fatigue testing. However, in high-stress applications where ultimate strength is more important than fatigue resistance, 7075 is often preferred due to its superior strength.
アルミニウム 5052: It's one of the most corrosion-resistant alloys in the aluminum family, even in extreme conditions like saltwater and chemical exposure. 5052 offers a good balance of strength and formability, with excellent weldability. It's a go-to alloy for applications that require 深絞り加工or 曲げ.