STEP ファイルは、エンジニアリングおよび設計における 3D モデルの共通言語です。異なるソフトウェア プログラム間で複雑な CAD モデルを共有する必要がある場合は、おそらく STEP ファイルに出会ったことがあるでしょう。 この記事では、STEP ファイルの定義、形式の歴史、利点と欠点、他の形式との比較、一般的な使用例、これらのファイルを開いたり変換したりするために利用できるソフトウェアについて説明します。
STEP ファイルの定義と履歴
STEP ファイルは、異なるシステム間で 3D モデルを交換するための標準化された中立的な CAD 形式です。 STEP は、Standard for the Exchange of Product model data の略で、ISO 10303 ファミリーの標準規格によって定義されています。第 21 部で指定されているクリアテキスト ファイルは、通常、.step または .stp として保存されます。 P21 または単に「STEP ファイル」とも呼ばれます。開発は 1980 年代に ISO 技術委員会内で始まり、1994 年に初版がリリースされ、2002 年と 2016 年に改訂が行われました。
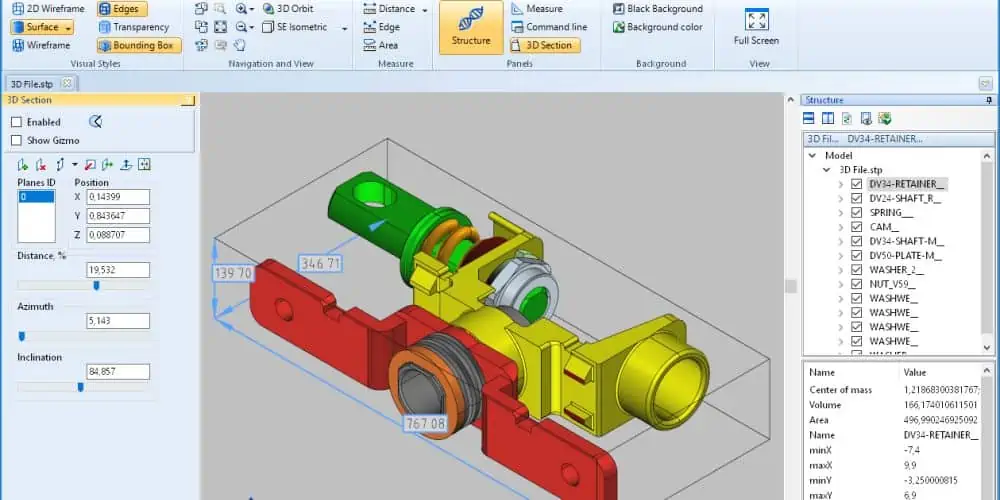
基本的な形状のみをキャプチャする単純な 3D 形式とは異なり、STEP ファイルはモデルの完全なジオメトリを高精度で保存できます。大まかな近似ではなく、曲線、サーフェス、構造、多くの場合パーツまたはアセンブリ全体が保存されます。目的は単純明快で、さまざまなソフトウェア間で正確かつ簡単に共有できるようにすることです。エンジニアがある CAD プログラムでコンポーネントを設計し、別のエンジニアがそれを別のプログラムで開く必要がある場合、STEP にエクスポートすると、モデルの形状と詳細がそのまま維持されます。つまり、STEP は、作成したソフトウェアに関係なく完全な詳細を保持する、普遍的に読み取り可能な形式である「3D モデル用の PDF」と考えてください。
内部では、STEP ファイルは ISO 10303-21 で定義されたプレーンテキスト ファイルです。これらには、メタデータを含むヘッダーと、構造化された方法でジオメトリをリストするデータ セクションが含まれています。コードを自分で読む必要はありませんが、この構造により CAD プログラム間での精度が保証されます。
STEP ファイルの主な利点
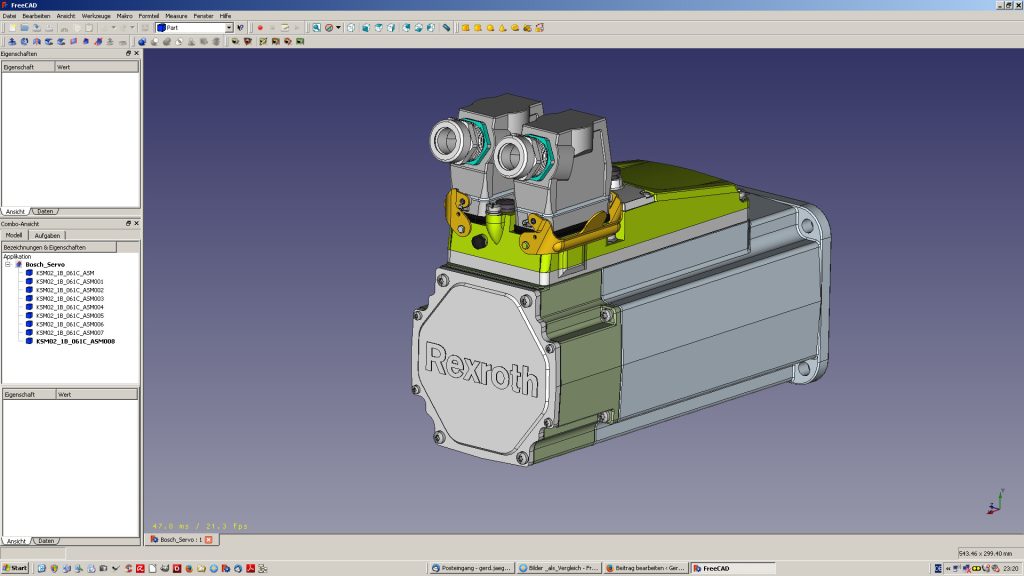
クロスプラットフォーム互換性: STEP ファイルは、Autodesk Fusion 360、CATIA、PTC Creo、Siemens NX、SolidWorks などのほぼすべての主要な CAD プログラム、および FreeCAD などの無料ツールでサポートされています。これにより、異なるソフトウェアを使用しているチームが、変換に悩むことなく同じ設計で共同作業できるようになります。
完全な形状と高精度: STEP ファイルには、NURBS などの数学ベースのサーフェスを使用して正確なジオメトリが保存されます。曲線パーツは面取りされた三角形ではなく滑らかなままであるため、寸法とフィット感は正確なままです。
豊富なデータと完全性: STEP ファイルは単なる形状以上のものを保持できます。アセンブリ、ユニット、材料、さらには公差データも含めることができ、完全な製品定義の共有に役立ちます。
編集可能性と再利用性: STEP ファイルを CAD で開くと、測定や修正が可能なソリッド モデルになります。元のパラメトリック履歴は失われますが、変更が難しい STL メッシュとは異なり、ジオメトリはクリーンで編集可能です。
業界での受け入れ: STEP は ISO 標準であるため、航空宇宙や自動車などの業界で必須または好まれています。その長い歴史は、長期アーカイブにとって信頼できるオプションであることも示しています。
効率的な圧縮: STEP ファイルは大きくなる可能性がありますが、非常によく圧縮されます。圧縮ファイルのサイズは通常、元のサイズの約 20% にすぎないため、共有が容易になります。
STEP ファイルの制限事項
ファイルサイズが大きく複雑: STEP ファイルはテキストで正確な曲線とアセンブリを記述するため、モデルが重くなる可能性があります。非常に大規模なアセンブリは、開いたり保存したりするのに時間がかかる場合があります。
ネイティブのレンダリングまたは視覚化データがない: STEPはエンジニアリング情報に重点を置いています。これにはエンジニアリング材料名 (アルミニウム 6061 や ABS プラスチックなど) が含まれる場合がありますが、色、テクスチャ、光沢、透明度、照明、カメラ ビューなどの視覚的な材料の外観は保存されません。ほとんどの CAD プログラムは、シーンをセットアップしなくても中間色のソリッドを表示します。レンダリングまたはゲーム エンジンの場合、通常はモデルを最初にポリゴンにテッセレーションする必要があります。
ダイレクト 3D プリントには最適ではありません: ほとんどのスライサーと 3D プリンターは STL または同様のメッシュ ファイルを想定しています。一部のソフトウェアでは STEP をインポートして内部で変換できますが、印刷ワークフローの場合は通常、STL の方が便利です。
ストレージ効率: zip 圧縮した場合でも、プレーン テキスト STEP はコンパクトなバイナリ形式よりもスペース効率が低くなります。リポジトリ規模では、数千のファイルまたは非常に大規模なモデルがすぐに増加する可能性があります。
相互運用性の特徴: STEP は標準ですが、CAD プログラムが異なれば、特定の高度なエンティティやカスタム メタデータの解釈が異なる場合があります。形状と基本的なアセンブリ構造は一般的に信頼できます。問題が発生する場合、通常は注釈またはその他の非幾何学的データが関係します。
STEP の一般的な使用例と業界
STEP ファイルを使用するのは誰ですか? 3D デザインと製造に携わるほぼ全員。 STEP は、その精度と幅広い互換性により、多くの日常のワークフローに適合します。
機械工学と製品設計
エンジニアは、さまざまな CAD ツールを使用するサプライヤー、クライアント、チームメイトと部品やアセンブリを共有します。たとえば、あるプログラムで設計された自動車部品が STEP ファイルとしてサプライヤーに送信され、サプライヤーは別のプログラムを使用してその部品を分析または製造する場合があります。ジェット エンジン メーカーは、エンジン サブアセンブリの STEP モデルを機体パートナーに提供して、CAD 環境にきれいに統合できるようにする場合があります。
製造、CNC 加工、射出成形
デジタル設計から機械加工を介して物理部品に移行する場合、多くの場合、STEP が優先される入力となります。 CAM ソフトウェアは STEP を読み取り、正確なカーブとサーフェスからツールパスを生成し、純粋なメッシュ ファイルによくあるファセットの問題を回避します。金型メーカーは形状を忠実に捉えるためのキャビティ設計もSTEPに依頼します。
3D プリントとラピッド プロトタイピング
STL は通常の印刷ファイルですが、STEP は事前の確認と調整に役立ちます。一部のスライサーは、インポート時に STEP をロードしてテッセレーションできます。実際には、設計者は STEP を設計記録として保存し、印刷用に CAD から STL をエクスポートします。変更が必要な場合は、STEP またはネイティブ モデルを編集して再エクスポートします。
建築と建設
IFC などの BIM 形式は建築ワークフローの主流を占めていますが、STEP はプロジェクト内で HVAC ユニット、エスカレーター、機械 CAD でモデル化されたその他の機器などの機械コンポーネントを交換するために使用されます。ジオメトリは正確に表示され、必要に応じて視覚化フォーマットに変換できます。
シミュレーションと分析
FEA および CFD ツールは STEP をインポートし、解析のためにジオメトリをメッシュします。リバース エンジニアリング作業では、さらに CAD 編集や文書化を行うために、スキャンされた表面が STEP に変換されることがよくあります。
コラボレーションとアーカイブ
多くの企業では、元のソフトウェアが変更された場合でも、長期間アクセスできるよう、STEP ファイルをネイティブ ファイルと一緒に保存しています。さまざまな CAD システムを使用するチームも、設計の反復中に中立的なハンドオフとして STEP を使用し、ロックインを回避し、長期にわたってデータにアクセスできるようにします。
STEPファイルを開いたり変換したりできるソフトウェア
STEP ファイルを開いたり編集するには、CAD モデルを読み取ることができるプログラムが必要です。さまざまなニーズに対応したオプションをいくつか紹介します。
プロフェッショナル向け CAD ソフトウェア
無料かつオープンソース
インポートする前に、設定を確認してください。ソフトウェアが単位を自動検出しない場合は単位を確認し、サーフェスをソリッドにステッチする必要があるかどうかを確認してください (一部のツールは、最初に STEP をサーフェスとしてインポートします)。最新の CAD プログラムのほとんどは、これらの手順を自動的に処理します。
STEP ファイルを変換するには、CAD または変換ツールでファイルを開き、次のコマンドを使用します。名前を付けて保存 または輸出 ターゲット形式 (STL、IGES、OBJ など) に変換します。ネイティブ モデルから STEP への変換も同じ方法で行われます。変換後は、モデルを簡単にレビューして、ジオメトリと詳細が正しく反映されていることを確認します。
STEP ファイル、STL ファイル、IGES ファイル、OBJ ファイル、3MF ファイルの違いは何ですか?
以下の表は、最も一般的な 3D CAD モデル タイプの主な違いを示しています。
形式 ジオメトリ データの内容 精度/編集性 最適な用途 主な制限事項 ステップ (.step、.stp)正確な B-rep ソリッドと NURBS ユニット、アセンブリ、PMI/GD&T、エンジニアリング材料名 高い忠実度。ソリッドとして編集可能 (パラメトリック履歴なし) CAD交換、加工、製造、アーカイブ ファイルが大きい、インポート/エクスポートが遅い、ビジュアルテクスチャがない STL (.stl)三角メッシュ ベアサーフェスメッシュのみ 近似;メッシュのみの編集、正確ではない 3D プリント、簡単な形状共有 ユニット、メタデータ、アセンブリはありません。ファセットカーブ IGES (.igs、.iges)曲線と曲面 (NURBS);限られた固体 一部のユニット、限定されたメタデータ 表面は正確ですが、一貫性がありません。縫合が必要な場合が多い レガシー システム、自由曲面 時代遅れ、STEP よりもサポートが少なく、ソリッドの処理が弱い OBJ (.obj)ポリゴン メッシュ (トライ/クアッド) 法線、UV、テクスチャ (.mtl 経由) STLと同じ精度(メッシュ密度)。不十分なCAD編集 ビジュアライゼーション、ゲーム、テクスチャ付き 3D モデル ユニット、アセンブリ、エンジニアリングデータはありません 3MF (.3mf)メッシュベース メッシュ + カラー、マテリアル、ビルド情報 メッシュレベルの忠実度。 CAD編集不可 色/材料による積層造形 パラメトリックではなく、CAD ツールでは汎用的ではありません
Chiggo で次のプロジェクトを始めましょう
Chiggo では、お客様が慎重に設計した STEP ファイルからすべてのカスタム パーツを調達し、製造するお手伝いをします。 CNC 加工プロトタイプ、射出成形部品、またはすぐに生産可能なアセンブリが必要な場合でも、当社のチームは、設計から完成品への迅速かつ確実な移行を支援します。
Chiggo は、即時の見積り、製造可能性を考慮した設計のフィードバック、および一連の製造サービスを提供する、カスタム生産の信頼できるパートナーです。今すぐ CAD モデルをアップロードしてください 製造がどれほど速く、正確で、シームレスに行えるかを確認してください。