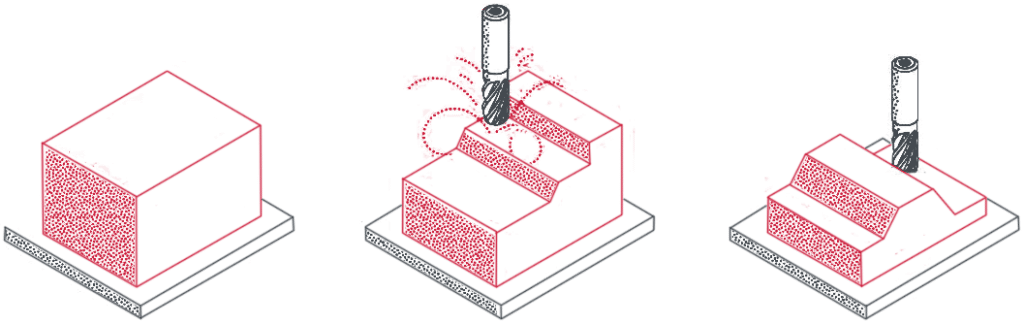
सीएनसी मशीनिंग एक घटाव विनिर्माण विधि है, जिसका अर्थ है कि यह विभिन्न कटिंग टूल का उपयोग करके एक ठोस ब्लॉक (एक रिक्त या वर्कपीस के रूप में जाना जाता है) से सामग्री को हटा देता है। यह एडिटिव (3 डी प्रिंटिंग) या फॉर्मेटिव (इंजेक्शन मोल्डिंग) प्रौद्योगिकियों की तुलना में निर्माण का एक मौलिक रूप से अलग तरीका है। सामग्री हटाने के तंत्र के सीएनसी के लाभों, सीमाओं और डिजाइन प्रतिबंधों पर महत्वपूर्ण निहितार्थ हैं। हमारे गाइड में इस पर अधिक।
CNC मशीनिंग क्या है?
CNC (कंप्यूटर न्यूमेरिकल कंट्रोल) मशीनिंग एक विनिर्माण प्रक्रिया है जिसमें एक कंप्यूटर वांछित भाग में एक वर्कपीस को काटने और आकार देने के लिए प्रीप्रोग्राम किए गए निर्देशों के अनुसार मशीन टूल्स को नियंत्रित करता है।
अपने उच्च स्तर के स्वचालन के कारण, सीएनसी प्रतिस्पर्धी लागत पर असाधारण सटीकता, बहुमुखी प्रतिभा और दक्षता के साथ भागों का उत्पादन कर सकता है। यह आज के विनिर्माण क्षेत्र में एक लोकप्रिय विकल्प बनाता है, जहां श्रम लागत बढ़ रही है और सटीक आवश्यकताएं भी बढ़ रही हैं।
सीएनसी मशीनिंग का एक अन्य प्रमुख लाभ लगभग किसी भी सामग्री के साथ काम करने की क्षमता है। सबसे आमसीएनसी मशीनिंग सामग्रीधातुओं (एल्यूमीनियम और स्टील मिश्र, पीतल, आदि) और शामिल करेंप्लास्टिक(एबीएस, डेल्रिन, नायलॉन, आदि)। सीएनसी मशीनें फोम, कंपोजिट और लकड़ी को भी संभाल सकती हैं।
हालाँकि, CNC मशीनिंग की कुछ सीमाएँ हैं जो इसकी घटती प्रकृति से जुड़ी हैं। उदाहरण के लिए, कुछ आंतरिक संरचनाएं या बहुत जटिल ज्यामिति को प्राप्त करना मुश्किल या असंभव हो सकता है। यही कारण है कि सीएनसी की तुलना अक्सर एडिटिव मैन्युफैक्चरिंग (3 डी प्रिंटिंग) के साथ की जाती है और सबसे उपयुक्त उत्पादन विधि का चयन करते समय प्रौद्योगिकियों (इंजेक्शन मोल्डिंग) का गठन किया जाता है। (हम इस गाइड में बाद में इस पर चर्चा करेंगे।)
सीएनसी मशीनिंग का इतिहास
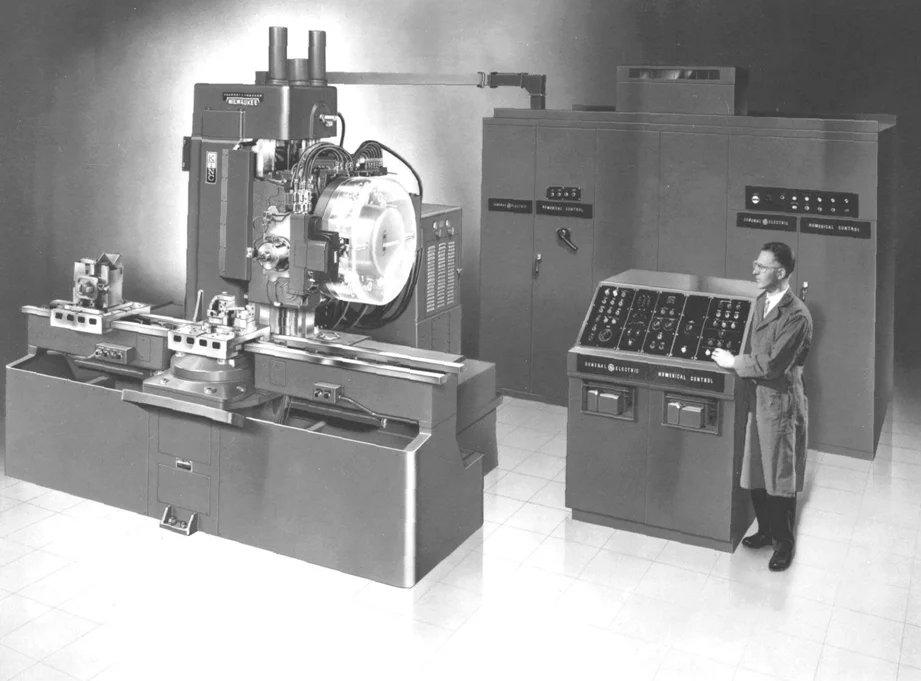
सीएनसी मशीनिंग की उत्पत्ति 1940 के दशक के उत्तरार्ध में है, जो एयरोस्पेस उद्योग की उच्च सटीक, जटिल भागों के लिए तत्काल आवश्यकता है। चूंकि विमान के डिजाइन अधिक परिष्कृत हो गए, मैनुअल मशीनिंग अब सटीकता या दक्षता मांगों को पूरा नहीं कर सकता है। इसे संबोधित करने के लिए, अमेरिकन इंजीनियर जॉन टी। पार्सन्स ने 1949 में एमआईटी के साथ भागीदारी की, ताकि दुनिया के पहले संख्यात्मक नियंत्रण (नेकां) प्रणाली को विकसित किया जा सके, मशीन आंदोलनों को गाइड करने के लिए छिद्रित टेप का उपयोग करके - विनिर्माण स्वचालन की शुरुआत को चिह्नित किया।
1950 और 1960 के दशक के दौरान, प्रारंभिक कंप्यूटर के रूप में परिपक्व होने वाले संख्यात्मक नियंत्रण प्रौद्योगिकी को नियंत्रण सटीकता और प्रोग्रामिंग लचीलेपन को बढ़ाने के लिए एकीकृत किया गया था। 1970 के दशक की शुरुआत में, डिजिटल माइक्रोप्रोसेसर्स के आगमन ने एनालॉग कंट्रोलर्स को बदल दिया, जिससे आधुनिक सीएनसी को जन्म दिया गया। सीएनसी ने मिलिंग से परे विस्तार किया और पीस और इलेक्ट्रिकल डिस्चार्ज मशीनिंग (ईडीएम) को शामिल करने के लिए मोड़, अधिक विविध और उच्च परिशुद्धता विनिर्माण को सक्षम किया।
1980 के दशक में CAD/CAM के आगमन ने पार्ट प्रोग्रामिंग को बदल दिया: डिजाइनर CAD सॉफ़्टवेयर में एक मॉडल बना सकते हैं और स्वचालित रूप से CNC टूलपैथ उत्पन्न कर सकते हैं। 1990 के दशक में, नियंत्रण अधिक कॉम्पैक्ट हो गया, स्पिंडल तेजी से चला, और उपयोगकर्ता इंटरफेस कभी अधिक सहज हो गए। जैसा कि डिजाइनरों ने सख्त सहिष्णुता और अधिक जटिलता की मांग की, बहु-अक्ष प्रणालियों-विशेष रूप से 5-अक्ष मशीनों-द्वारा प्रमुखता के लिए, पूरे भागों को एक ही सेटअप में मशीनीकृत किया जा सकता है। 2000 के दशक की शुरुआत में, उच्च-प्रदर्शन सामग्री के उद्भव और अनुकूलित उत्पादन की मांग ने उन्नत बहु-अक्ष केंद्रों को अपनाने को आगे बढ़ाया।
आज, CNC मशीनिंग AI, IoT और वास्तविक समय की निगरानी प्रणालियों के साथ अपने एकीकरण के माध्यम से तेजी से विकसित हो रही है। उद्योग 4.0 की आधारशिला के रूप में अपनी भूमिका के रूप में अपनी भूमिका से अपनी भूमिका में, सीएनसी मशीनिंग एक उल्लेखनीय यात्रा से गुजरा है और आगे बढ़ना जारी है।
CNC मशीनिंग कैसे काम करता है?
यद्यपि आप पाएंगे कि प्रत्येक CNC मशीन संचालित होती है और इसे थोड़ा अलग तरीके से प्रोग्राम किया जाता है, वे सभी इन चार बुनियादी चरणों का पालन करते हैं:
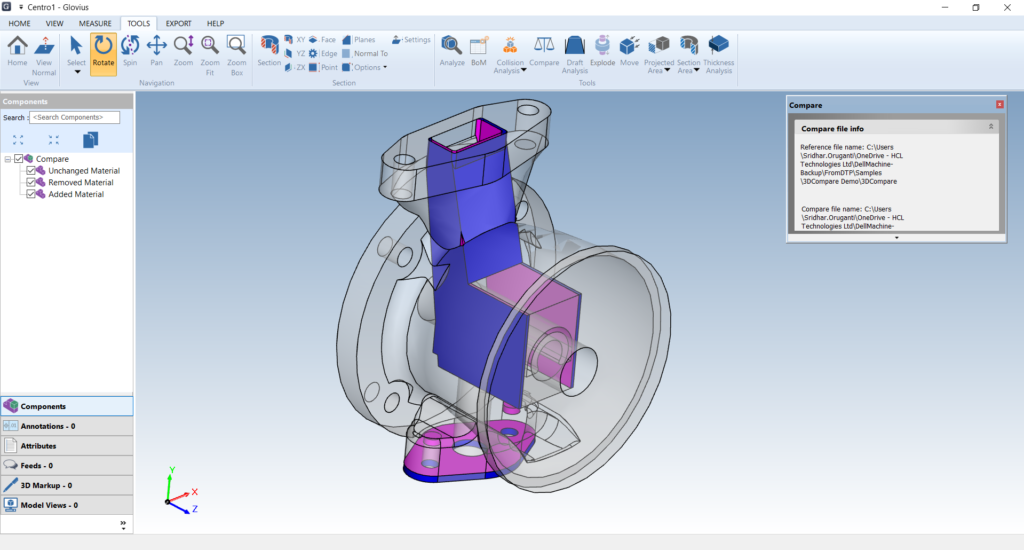
चरण 1: एक सीएडी मॉडल तैयार करें
इसमें सॉफ़्टवेयर में आपके हिस्से का पूरी तरह से विस्तृत 3 डी सीएडी (कंप्यूटर-एडेड डिज़ाइन) मॉडल बनाना शामिल है जैसे कि सॉलिडवर्क्स, फ्यूजन 360, या इसी तरह। सुनिश्चित करें कि मॉडल में सभी महत्वपूर्ण ज्यामिति शामिल हैं- घटाव, सहिष्णुता, छेद पैटर्न, थ्रेड्स, फ़िललेट्स - और किसी भी विनिर्माण नोट।
चरण 2 CAD CAD मॉडल को CNC रेडी G कोड में बदलें
CNC मशीनें सीधे CAD मॉडल नहीं पढ़ सकती हैं। इसलिए, आपको मॉडल को जी-कोड नामक एक सीएनसी-पठनीय फ़ाइल में बदलना होगा। आप इसे CAD/CAM सॉफ़्टवेयर जैसे कि फ्यूजन 360 में कर सकते हैं, जिसमें एकल क्लिक के साथ G-Code को निर्यात करने के लिए अंतर्निहित CAM (कंप्यूटर-एडेड मैन्युफैक्चरिंग) टूल हैं, या अधिक उन्नत टूलपैथ जेनरेशन के लिए मास्टरकैम या Edgecam जैसे समर्पित CAM पैकेज में हैं। परिणामस्वरूप जी-कोड में सब कुछ होता है, जिसमें सीएनसी नियंत्रक की आवश्यकता होती है-जिसमें टूलपैथ, स्पिंडल गति, फ़ीड दरों और अक्ष आंदोलनों को शामिल किया जाता है-अपने हिस्से को सटीक रूप से मशीन करने के लिए।
चरण 3: सीएनसी मशीन तैयार करना
इसके बाद, ऑपरेटर अपनी समग्र स्थिति की जाँच करके मशीन को तैयार करता है - यह बताते हुए कि सभी कुल्हाड़ियों को ठीक से चिकनाई दी जाती है और पहनने या क्षति के लिए लीड शिकंजा और गाइडवे का निरीक्षण किया जाता है। फिर वे आवश्यक टूल (या तो मैन्युअल रूप से या स्वचालित टूल चेंजर के माध्यम से) लोड करते हैं, वर्कपीस को सुरक्षित रूप से जगह में बंद कर देते हैं, और यदि आवश्यक हो, तो काटने से पहले टूलपैथ को सत्यापित करने के लिए एक सूखा चक्र चलाएं।
चरण 4: मशीनिंग ऑपरेशन को निष्पादित करना
ऑपरेटर CNC कंट्रोल पैनल पर G-CODE प्रोग्राम का चयन करके और "साइकिल स्टार्ट" दबाकर मशीनिंग चक्र शुरू करता है। मशीन उन निर्देशों का अनुसरण करती है - टूल (या वर्कपीस) को मवेश करना, कूलेंट को सक्रिय करना, और आवश्यकतानुसार उपकरण बदलना - जब तक कि चक्र पूरा नहीं हो जाता है या रोक नहीं जाता है। एक बार जब यह समाप्त हो जाता है, तो ऑपरेटर निरीक्षण के लिए तैयार भाग को हटा देता है।
सीएनसी मशीनिंग प्रक्रियाओं के सामान्य प्रकार और उपयोग की जाने वाली मशीनें
CNC मशीनिंग विभिन्न मशीन टूल्स पर किए गए कंप्यूटर-नियंत्रित कटिंग प्रक्रियाओं के एक परिवार को संदर्भित करता है। प्रत्येक ऑपरेशन विशिष्ट भाग ज्यामितीय, सामग्री, सहिष्णुता और कार्यात्मक आवश्यकताओं के अनुरूप है। सरल भागों को अक्सर एकल ऑपरेशन के साथ उत्पादित किया जा सकता है, जबकि जटिल भागों को आमतौर पर कई संचालन के संयोजन की आवश्यकता होती है।
सीएनसी मिलिंग
सीएनसी मिलिंगसबसे आम CNC मशीनिंग प्रक्रिया है, और कई दुकानों में "CNC मशीनिंग" और "CNC मिलिंग" का उपयोग परस्पर उपयोग किया जाता है। CNC मिलिंग में, एक घूर्णन, बहु-बिंदु काटने वाला उपकरणमिलिंग कटरसामग्री को हटाने के लिए वर्कपीस के सापेक्ष चलते हैं। काटने की आसानी CNC मिल के परिष्कार पर निर्भर करती है।
सबसे आम प्रकार 3-, 4-, और 5-अक्ष मिलिंग मशीन हैं।
3-अक्ष मिलिंग मशीनें
3-एक्सिस मिल्स वर्कपीस के सापेक्ष तीन रैखिक अक्षों के साथ कटिंग टूल को स्थानांतरित करते हैं (एक्स: लेफ्ट-राइट, वाई: फ्रंट-बैक, जेड: अप-टाउन)। वे सबसे आम सीएनसी मशीनें हैं क्योंकि वे लगभग सभी बुनियादी ज्यामितीय का उत्पादन कर सकते हैं। वे अपेक्षाकृत कम स्टार्ट अप लागत के साथ कार्यक्रम और संचालित करने के लिए आसान हैं। हालांकि, टूल एक्सेस सीमित है are कुछ क्षेत्रों में पहुंचना असंभव हो सकता है या भाग के मैनुअल री इंडेक्सिंग की आवश्यकता हो सकती है, जो समग्र सटीकता को कम कर सकती है।
4-अक्ष मिलिंग मशीनें
एक 4-अक्ष मिल एक रोटरी चौथी अक्ष जोड़ता है-जिसे आमतौर पर एक अक्ष कहा जाता है-जो कि रैखिक अक्षों में से एक के चारों ओर वर्कपीस को घुमाता है (सबसे अधिक बार एक्स अक्ष)। यह एक सेटअप में बेलनाकार भागों (जैसे शाफ्ट, बांसुरी, पेचदार खांचे) के आसपास मशीनिंग को सक्षम करता है, रिपोजिशनिंग और फिक्सिंग समय को कम करता है। हालांकि, अधिकांश 4-अक्ष (3+1) मशीनों पर, एक अक्ष केवल काटने के दौरान लगातार घूमने के बजाय निश्चित कोणों को अनुक्रमित करता है।
5-अक्ष मिलिंग मशीनें
एपूर्ण 5-अक्ष मिलदो अतिरिक्त रोटरी कुल्हाड़ियों (आमतौर पर ए और बी, या ए और सी) जोड़ता है, जिससे मेज या सिर को काटने की अनुमति मिलती है ताकि कटर को लगभग किसी भी कोण से वर्कपीस से संपर्क किया जा सके। भिन्न3+2-अक्ष मशीनें, एक पूर्ण 5-अक्ष मशीन प्रत्येक कटिंग ऑपरेशन के दौरान सभी पांच कुल्हाड़ियों को एक साथ ले जाती है, जो एक सटीकता और सतह खत्म के साथ जटिल, मुक्त-रूप ज्यामिति के उत्पादन को सक्षम करती है जो कोई अन्य तकनीक मेल नहीं खा सकती है। स्वाभाविक रूप से, ये उन्नत क्षमताएं उच्च लागत के साथ आती हैं - दोनों मशीनरी के लिए और आवश्यक उच्च प्रशिक्षित ऑपरेटरों के लिए।
सीएनसी मोड़
टर्निंग में, वर्कपीस को उच्च गति घूर्णन स्पिंडल पर आयोजित किया जाता है। काटने का उपकरण नहीं घूमता है और भाग को आकार देने के लिए रेडियल (x) और अक्षीय (z) दिशाओं में चलता है।सीएनसी मोड़आमतौर पर बेलनाकार भागों के लिए उपयोग किया जाता है और CNC मिलिंग की तुलना में प्रति यूनिट उच्च थ्रूपुट और कम लागत का बचाव करता है।
सीएनसी टर्निंग मशीनों के दो मुख्य प्रकार हैं:
सीएनसी लाथेस
सीएनसी लाथे आमतौर पर 2 अक्ष टर्निंग मशीनों को संदर्भित करते हैं। वे जेड अक्ष (स्पिंडल की लंबाई के साथ) और एक्स अक्ष पर काम करते हैं (वर्कपीस के केंद्र से रेडियल या दूर या दूर)। सीएनसी टर्निंग मशीन के सबसे सरल प्रकार के रूप में, वे बुनियादी संचालन कर सकते हैं - व्यास का मुड़ना, अंत सतहों का सामना करना, और केंद्र के साथ उबाऊ या ड्रिलिंग - उच्च परिशुद्धता के साथ। हालाँकि, वे केंद्रीय अक्ष से ऑफसेट मिल या ड्रिल नहीं कर सकते।
सीएनसी टर्निंग सेंटर
एक सीएनसी टर्निंग सेंटर अतिरिक्त कुल्हाड़ियों (अक्सर 3 से 5 में 3 से 5) और लाइव टूलींग क्षमताओं के साथ बढ़ाया जाता है। दूसरे शब्दों में, दो से अधिक कुल्हाड़ियों के साथ या मिलिंग क्षमता के साथ किसी भी सीएनसी टर्निंग मशीन को "टर्निंग सेंटर" कहा जाता है।
टर्निंग सेंटर एक सेटअप में कॉम्प्लेक्स रोटेटिंग पार्ट्स को मशीन कर सकते हैं: भाग जो ज्यादातर घूर्णी रूप से सममित होते हैं, लेकिन ऑफ-सेंटर छेद, मिल्ड फ्लैट्स, ड्रिल क्रॉस-होल, टैप थ्रेड्स, या कई मशीनीकृत पक्षों जैसी विशेषताएं हैं। व्यापार बंद उच्च उपकरण लागत और अधिक शामिल सीएएम प्रोग्रामिंग है।
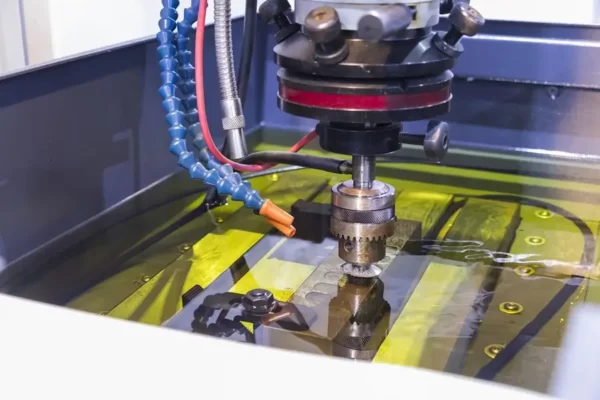
सीएनसी ड्रिलिंग और टैपिंग
सीएनसी ड्रिलिंग स्वचालित रूप से प्रोग्राम किए गए पदों, स्पिंडल गति और फ़ीड दरों पर वर्कपीस में एक घूर्णन ड्रिल बिट खिलाता है। एक टैपिंग हेड तब उसी सेटअप में आंतरिक थ्रेड्स को काटता है। ये छेद बनाने वाले कार्यों को अक्सर CNC मिलों या टर्निंग सेंटरों में बनाया जाता है।
सीएनसी पीस
मिलिंग या मोड़ के बाद पीस आमतौर पर एक माध्यमिक ऑपरेशन है। एक घूर्णन अपघर्षक पहिया अल्ट्रा-तंग सहिष्णुता (एक इंच के मिलियन से नीचे) और दर्पण जैसे खत्म होने के लिए मिनट की मात्रा को हटा देता है। सतह ग्राइंडर समतल भागों, जबकि बेलनाकार ग्राइंडर गोल शाफ्ट या बोर को खत्म करते हैं।
सीएनसी रूटिंग
CNC राउटर्स मिलिंग मशीनों की तरह काम करते हैं, सामग्री को हटाने के लिए X-, y-, और z-axes के साथ एक कटिंग टूल को स्थानांतरित करते हैं। वे हल्के, उच्च गति वाले स्पिंडल और बड़े काम के बेड का उपयोग करते हैं जो नरम सामग्री (लकड़ी, प्लास्टिक, कंपोजिट) के लिए अनुकूलित होते हैं, जिससे कठोरता और सटीकता की कीमत पर तेजी से मोटे कटौती को सक्षम किया जाता है।
विद्युत निर्वहन मशीनिंग
EDM पारंपरिक अर्थों में "कट" नहीं करता है; इसके बजाय, नियंत्रित विद्युत निर्वहन हार्ड-टू-मशीन धातुओं से सामग्री को मिटा देता है। ईडीएम मशीनों के दो मुख्य प्रकार हैं:
वायर एडम:सटीक, जटिल आकृतियों को मिटाने के लिए एक पतली, लगातार खिलाया तार का उपयोग करता है।
सिंकर (डाई-सिंकर) ईडीएम:गुहाओं और गहरे विवरण बनाने के लिए एक आकार के इलेक्ट्रोड का उपयोग करता है।
सीएनसी लेजर/प्लाज्मा/वॉटरजेट कटिंग
ये गैर-संपर्क काटने की प्रक्रियाएं हैं जो विभिन्न ऊर्जा स्रोतों का उपयोग शीट या प्लेट सामग्री को स्लाइस करने के लिए करते हैं: लेजर कटर पतली धातुओं और गैर-धातुओं में अल्ट्रा-सटीक कटौती के लिए एक केंद्रित प्रकाश बीम को निर्देशित करते हैं; प्लाज्मा टेबल एक आयनित-गैस चाप उत्पन्न करते हैं ताकि मोटे प्रवाहकीय धातुओं को जल्दी और लागत-प्रभावी रूप से काटने के लिए; और वाटरजेट कटर गर्मी प्रभावित क्षेत्र के बिना किसी भी सामग्री को काटने के लिए अपघर्षक कणों के साथ मिश्रित पानी के एक उच्च दबाव धारा को विस्फोट करते हैं, हालांकि उनके पास उच्च परिचालन लागत है।
सीएनसी मशीनिंग के लाभ और सीमाएं
यहाँ CNC मशीनिंग के प्रमुख लाभ और सीमाएं हैं। यह तय करने के लिए इनका उपयोग करें कि यह आपके आवेदन के लिए सही तकनीक है या नहीं।
सीएनसी मशीनिंग का लाभ
सटीकता और परिशुद्धता
CNC मशीनें प्रोग्राम किए गए निर्देशों के आधार पर सटीक टूलपैथ का पालन करती हैं, जिससे अत्यधिक सटीक सामग्री हटाने में सक्षम होता है। मानक सहिष्णुता लगभग ± 0.125 मिमी (± 0.005 इंच) होती है, जबकि सहिष्णुता ± 0.050 मिमी (± 0.002 इंच) और यहां तक कि ± 0.025 मिमी (± 0.001 इंच) के रूप में तंग के रूप में प्राप्त करने योग्य हैं। इसके अलावा, सटीकता का यह स्तर उत्पादन बैचों के अनुरूप है।
संगत सामग्री की विस्तृत श्रृंखला सीएनसी मशीनिंग लगभग पर्याप्त कठोरता की किसी भी सामग्री के साथ काम करता है- मेटाल, प्लास्टिक, कंपोजिट, यहां तक कि लकड़ी और फोम सभी को मशीनीकृत किया जा सकता है। यह इंजीनियरों को प्रत्येक एप्लिकेशन के लिए इष्टतम सामग्री चुनने के लिए लचीलापन देता है। इसके अलावा, क्योंकि सामग्री को बदलने के बजाय हटा दिया जाता है,सीएनसी ने भागों को मशीनीकृत कियाआधार सामग्री के मूल भौतिक गुणों को बनाए रखें।
उपवास और कुशल
आधुनिक सीएनसी सिस्टम, सीएएम सॉफ्टवेयर और डिजिटल आपूर्ति श्रृंखलाओं में अग्रिमों ने उत्पादन लीड समय को बहुत कम कर दिया है। एक बार प्रोग्राम किए जाने के बाद, एक सीएनसी मशीन न्यूनतम मानव हस्तक्षेप के साथ घड़ी के चारों ओर चल सकती है। आप अक्सर कुछ दिनों में एक समाप्त CNC मशीनीकृत भाग प्राप्त कर सकते हैं, जो SLS जैसी औद्योगिक 3D प्रिंटिंग प्रक्रियाओं के बदलाव के बराबर है। हालांकि, समग्र गति और दक्षता अभी भी विशिष्ट सीएनसी मशीन और भाग की जटिलता पर निर्भर करती है।
स्केलेबल उत्पादन
फॉर्मेटिव विधियों (इंजेक्शन मोल्डिंग) के विपरीत, सीएनसी मशीनिंग के लिए किसी विशेष टूलिंग की आवश्यकता नहीं होती है, जिससे यह विशेष रूप से कस्टम भागों और प्रोटोटाइप के लिए प्रासंगिक हो जाता है जहां अपफ्रंट लागत मायने रखता है। सीएनसी भी छोटे से मध्यम बैच रन (दसियों से सैकड़ों इकाइयों) के लिए एक बहुत मूल्य प्रतिस्पर्धी विकल्प है। इसके विपरीत, एडिटिव टेक्नोलॉजीज (3 डी प्रिंटिंग) के रूप में अच्छी तरह से स्केल नहीं करते हैं - आईएनआईटी की कीमतें मात्रा की परवाह किए बिना अपेक्षाकृत स्थिर रहती हैं - जबकि प्रारंभिक तरीके (इंजेक्शन मोल्डिंग या निवेश कास्टिंग) केवल उच्च मात्रा में (आमतौर पर हजारों भागों) में उच्च टूलिंग खर्चों के कारण किफायती हो जाते हैं।
सीएनसी मशीनिंग की सीमाएँ
भौतिक अपशिष्ट
क्योंकि CNC मशीनिंग एक घटाव प्रक्रिया है, यह आम तौर पर मूल स्टॉक से 30 % -60 % स्क्रैप उत्पन्न करता है। व्यवहार में, दुकानें स्टॉक में भाग अभिविन्यास का अनुकूलन करके, निकट-आकार या जाली रिक्त स्थान का उपयोग करके, मल्टी-पार्ट घोंसले की योजना बनाकर, और रीसाइक्लिंग चिप्स की योजना बनाकर कचरे को कम करती हैं। इन रणनीतियों के साथ, अच्छी तरह से नियोजित नौकरियों से स्क्रैप दरों में लगभग 20 %-30 %की कटौती हो सकती है। फिर भी, फॉर्मेटिव या एडिटिव प्रक्रियाओं की तुलना में, सीएनसी मशीनिंग अभी भी काफी अधिक सामग्री अपशिष्ट पैदा करती है।
टूल एक्सेस और वर्कहोल्डिंग प्रतिबंध
क्योंकि CNC मशीनिंग एक ठोस ब्लॉक से सामग्री को हटा देती है, प्रत्येक सतह को उचित आकार और कठोरता के साथ एक उपकरण द्वारा पहुंच योग्य होना चाहिए। गहरी गुहाओं, तंग आंतरिक कोनों, और खड़ी अंडरकट्स अक्सर विशेष लंबे समय तक पहुंच, तुला, या 5-अक्ष कटरों के बिना चक्की के लिए असंभव होते हैं-और फिर भी, टकराव के जोखिम में वृद्धि होती है और सतह खत्म हो सकती है।
इस बीच, वर्कपीस को मजबूती से जकड़ लिया जाना चाहिए; पतली दीवारों या जटिल आकृति को कंपन और विक्षेपण को रोकने के लिए कस्टम जुड़नार या समर्थन की आवश्यकता हो सकती है।
एक उच्च लागत के साथ ज्यामितीय जटिलता
जब किसी हिस्से की ज्यामिति बहुत जटिल हो जाती है - मुक्त सतह, खड़ी अंडरकट्स, या कई झुके हुए चेहरे - CNC मशीनिंग लागत तेजी से बढ़ती है। जटिल आकृतियों को अधिक जटिल सीएएम प्रोग्रामिंग, लंबे टूलपैथ और महीन कदम ओवरों की आवश्यकता होती है, जो चक्र समय का विस्तार करते हैं। कई सेटअप या कस्टम जुड़नार की आवश्यकता होती है, इसलिए कटर हर कोण तक पहुंच सकते हैं, श्रम और मशीन डाउनटाइम जोड़ सकते हैं। विशेष टूलींग से खर्च बढ़ता है।
उच्च प्रारंभिक निवेश
सीएनसी मशीनिंग में एक उच्च प्रारंभिक निवेश शामिल है, इसकी कई अग्रिम लागत तय की जाती हैं और उन्हें कम भागों में फैलाया जाना चाहिए। इन लागतों में प्रोग्रामिंग, सेटअप, मशीन अंशांकन और टूलिंग तैयारी शामिल हैं, जिनमें से सभी को उत्पादित मात्रा की परवाह किए बिना महत्वपूर्ण समय और कुशल श्रम की आवश्यकता होती है।
कोई भौतिक संपत्ति ग्रेडेशन नहीं
सीएनसी मशीनिंग हमेशा एक एकल सजातीय स्टॉक से शुरू होती है - तैयार भाग में हर बिंदु समान भौतिक गुणों (घनत्व, कठोरता, आदि) को साझा करता है। कुछ 3 डी-प्रिंटिंग तरीकों के विपरीत, जो परत द्वारा संरचना या पोरसिटी लेयर को भिन्न करते हैं, आप सीएनसी मिल या खराद पर अलग-अलग लोच, कठोरता या घनत्व के क्षेत्र नहीं बना सकते हैं। यह CNC मशीनिंग को सीमित करता है जब एक डिज़ाइन को भौतिक व्यवहार में क्रमिक संक्रमण की आवश्यकता होती है (उदाहरण के लिए, एक लचीले कोर में एक कठोर बाहरी सम्मिश्रण)।
सीएनसी मशीनिंग के लिए वैकल्पिक विनिर्माण प्रक्रियाएं
CNC मशीनिंग एक बहुमुखी प्रक्रिया है जो व्यापक रूप से भाग और उत्पाद निर्माण में उपयोग की जाती है। हालाँकि, यह हमेशा इष्टतम विधि नहीं है। 3 डी प्रिंटिंग और इंजेक्शन मोल्डिंग दो सबसे आम विकल्प हैं।
तालिका 1 आपके संबंधित लाभों और सीमाओं को जल्दी से समझने में मदद करने के लिए सभी तीन प्रक्रियाओं की एक संक्षिप्त तुलना प्रदान करती है।
मुख्य घटक
सीएनसी मशीनिंग
3 डी मुद्रण
अंतः क्षेपण ढलाई
बैच आकार
1-5000 पीसी
1-500 पीसी
≥1000pcs
ज्यामिति जटिलता
मध्यम-उच्च (3-अक्ष बुनियादी बाहरी आकृतियों को संभालता है; 4/5-अक्ष अंडरकट जोड़ता है; गहरी गुहा या चैनल चैनलों को जुड़नार/ईडीएम की आवश्यकता है)
बहुत अधिक (आंतरिक चैनल, जाली, फ्रीफॉर्म सतहों)
मध्यम से उच्च (मध्यम अंडरकट्स, साइड होल, और ढाले-इन आवेषण जैसे भाग सुविधाओं का समर्थन करता है; बेहद जटिल आंतरिक सुविधाओं को महंगे मोल्ड घटकों की आवश्यकता होती है)
प्रारंभिक लागत
मध्यम से उच्च (सीएएम प्रोग्रामिंग, जुड़नार, टूलींग)
कम-मेडियम (बुनियादी प्लास्टिक/रेजिन को केवल एक निर्माण की आवश्यकता है; धातु या उच्च अंत रेजिन औरपोस्ट-प्रोसेसिंग लागत अधिक)
उच्च (हार्ड-टूल मोल्ड्स कम-पांच-फिगर यूएसडी में शुरू होते हैं; जटिलता, साइड कोर, हॉट रनर लागत बढ़ाते हैं; सॉफ्ट मोल्ड्स ~ $ 1 000–2 000)
सामग्री विकल्प
धातु, प्लास्टिक, लकड़ी, कंपोजिट, फोम
प्लास्टिक, कुछ धातु, सिरेमिक, कंपोजिट
थर्माप्लास्टिक्स, कुछ थर्मोसेट
उत्पादन गति
प्रोग्रामिंग/फिक्सिंग: 1-3 दिन; मशीनिंग समय: मिनट -घंटे प्रति भाग; सैकड़ों का बैच: 3–7 दिन
प्रति भाग प्रिंट समय: मिनट-घंटे; समग्र लीड समय: 1-3 दिन (बैच का आकार, पोस्ट-प्रोसेसिंग अलग-अलग); धातु/उच्च-परिशुद्धता राल: ~ 1 सप्ताह
मोल्ड बिल्ड: 2-6 सप्ताह; मोल्ड ट्यूनिंग: दिन -1 सप्ताह; चक्र समय: 10-60 एस; उत्पादन दर: 500–2 000 पीसी/दिन
इकाई लागत
एकल-भाग: कुछ डॉलर- $ 20-200; मिड-वॉल्यूम (सैकड़ों): 10-30% लागत में कमी
प्लास्टिक: $ 5- $ 50 प्रत्येक; धातु: of $ 100 प्रत्येक
परिशोधन के बाद: $ 0.20- $ 5 प्रत्येक; उच्च मात्रा (लाखों): $ 0.05 से नीचे
के लिए सबसे अच्छा
सटीक भाग, उच्च शक्ति या गर्मी प्रतिरोधी सामग्री, धातु प्रोटोटाइप
एक-बंद और छोटे-बैच कस्टम कॉम्प्लेक्स पार्ट्स; रैपिड प्रोटोटाइपिंग
उच्च मात्रा, मानकीकृत प्लास्टिक भागों
सीएनसी बनाम 3 डी प्रिंटिंग बनाम इंजेक्शन मोल्डिंग
तालिका 2 तब आवेदन उदाहरण प्रस्तुत करती है, जो सबसे उपयुक्त प्रक्रिया का चयन करने का तरीका बताती है।
मामला
उत्पाद का प्रकार
प्रमुख आवश्यकताएँ
अनुशंसित प्रक्रिया
चयन का कारण
1
आंतरिक जाली के साथ चिकित्सा प्रोटोटाइप
जटिल आंतरिक ज्यामिति, प्लास्टिक सामग्री, तेजी से बदलाव
3 डी मुद्रण
इंजेक्शन मोल्डिंग के लिए महंगे टूलींग की आवश्यकता होती है और आंतरिक जाली नहीं बन सकता है; CNC आंतरिक जाली संरचनाओं को मिल नहीं सकता है।
2
ड्रोन एल्यूमीनियम फ्रेम
उच्च शक्ति, तंग सहिष्णुता, 300-1,000 इकाइयों का बैच
सीएनसी मशीनिंग
इस वॉल्यूम में मेटल 3 डी प्रिंटिंग लागत निषेधात्मक है; CNC एल्यूमीनियम फ्रेम के लिए बेहतर अर्थशास्त्र और भौतिक गुण प्रदान करता है।
3
स्टील इंजेक्शन मोल्ड कोर
उच्च परिशुद्धता, कम मात्रा
सीएनसी मशीनिंग
इंजेक्शन मोल्डिंग प्लास्टिक के हिस्सों का उत्पादन करता है, न कि स्टील के नए साँचे; जबकि कई धातु एएम प्रक्रियाएं (एसएलएम/डीएमएल) गर्मी उपचार के बाद जाली ताकत के पास प्राप्त कर सकती हैं, सीएनसी मशीनिंग के बाद गर्मी उपचार और पीसना लंबे जीवन मोल्ड कोर के लिए अधिक विश्वसनीय रहता है।
4
कस्टम कलात्मक मामला
कार्बनिक आकार, एकल इकाई, प्लास्टिक
3 डी मुद्रण
CNC जटिल कार्बनिक घटता के साथ संघर्ष करता है और कस्टम जुड़नार की आवश्यकता होगी; 3 डी प्रिंटिंग के लिए किसी भी टूलिंग की आवश्यकता नहीं है।
5
छोटे प्लास्टिक इलेक्ट्रॉनिक बाड़े
स्नैप फिट सुविधाएँ, आंतरिक समर्थन, लगभग 100 इकाइयाँ
3 डी मुद्रण
CNC जटिल आंतरिक सुविधाओं के लिए धीमा और बेकार है; इंजेक्शन मोल्डिंग टूलिंग केवल 100 इकाइयों के लिए बहुत महंगा है।
6
बड़े पैमाने पर उत्पादन प्लास्टिक आवास
एबीएस/पीसी प्लास्टिक, 10,000+ इकाइयाँ
अंतः क्षेपण ढलाई
उच्च अपफ्रंट मोल्ड लागत को बड़ी मात्रा में परिशोधन किया जाता है
7
सटीक आधार प्लेट
सरल ज्यामिति, धातु, बड़े आकार, तंग सहिष्णुता
सीएनसी मशीनिंग
धातु 3 डी मुद्रण बड़े भागों के लिए महंगा है; CNC मशीनिंग आवश्यक सहिष्णुता को अधिक आर्थिक रूप से प्राप्त करता है।
8
हवा का हल्का टाइटेनियमब्रेक्ट
जटिल जाली संरचना, कम मात्रा
धातु 3 डी मुद्रण
केवल 3 डी प्रिंटिंग एक ही बिल्ड में जटिल टाइटेनियम जाली डिजाइन का उत्पादन कर सकती है।
9
मध्य-वॉल्यूम प्लास्टिक कनेक्टर
सरल ज्यामिति, लागत नियंत्रण of 1000 इकाइयाँ
अंतः क्षेपण ढलाई
मोल्ड की लागत 1,000 इकाइयों में फैली जा सकती है, जो CNC या 3D प्रिंटिंग की तुलना में कम प्रति टुकड़ा मूल्य का उत्पादन करती है।
अनुप्रयोग उदाहरण: सही प्रक्रिया चुनना
5 सीएनसी मशीनिंग लागत और कमी युक्तियों को प्रभावित करने वाले प्रमुख कारक
CNC मशीनिंग लागत को नियंत्रित करना केवल कम कीमतों पर बातचीत करने के बारे में नहीं है - यह स्मार्ट के बारे में हैसीएनसी मशीनिंग डिजाइन, कुशल सामग्री विकल्प, और रणनीतिक उत्पादन योजना। सही दृष्टिकोण के साथ, आप उच्च गुणवत्ता और लागत-प्रभावशीलता दोनों को प्राप्त कर सकते हैं। इस खंड में, हम संक्षेप में चर्चा करेंगे कि सीएनसी मशीनिंग में क्या ड्राइव की लागत है और साबित किया गया हैअपने CNC प्रोजेक्ट की लागत को कम करने के लिए टिप्सटी।
भाग ज्यामिति जटिलता
भाग ज्यामिति जटिलता की लागत लागत होती है क्योंकि जटिल आकृतियों को अधिक मशीन समय, अतिरिक्त उपकरण परिवर्तन और कई सेटअप की आवश्यकता होती है। गहरी जेब, खड़ी अंडरकट्स, एंगल्ड होल, और पतली दीवारों को छोटी या विस्तारित-लंबाई वाले उपकरणों की आवश्यकता होती है, जो अधिक धीरे-धीरे काटते हैं और विक्षेपण के लिए प्रवण होते हैं। लंबे टूलपैथ और लगातार रिपोजिशनिंग चक्र समय में वृद्धि करते हैं और त्रुटियों या स्क्रैप के जोखिम को बढ़ाते हैं।
✅सुझावों:
तेज आंतरिक कोनों में फ़िललेट्स जोड़ें ताकि आप बड़े व्यास के अंत मिलों का उपयोग कर सकें और कस्टम टूलिंग से बच सकें।
पॉकेट की गहराई को उनकी चौड़ाई (गहराई × 4 × चौड़ाई) से चार गुना से अधिक न रखें ताकि मानक लंबाई कटर तक पहुंच सकें।
कंपनियों के लिए कम से कम 0.8 मिमी और प्लास्टिक के लिए 1.5 मिमी की दीवार की मोटाई बनाए रखें ताकि कंपन और कई प्रकाश पास की आवश्यकता हो।
अनावश्यक एंगल्ड या एक्सिस होल को हटा दें; यदि एक एंगल्ड फीचर आवश्यक है, तो भाग को सरल उपकेंद्रों में विभाजित करने पर विचार करें।
मैन्युफैक्चरबिलिटी फीडबैक के लिए डिज़ाइन के लिए अपने मशीनिस्ट से पूछें, ताकि आप प्रोग्रामिंग से पहले महंगी सुविधाओं को पकड़ सकें और सही कर सकें।
सामग्री चयन
सही सामग्री का चयन कटिंग गति, उपकरण पहनने और स्क्रैप दरों का निर्धारण करके लागत को प्रभावित करता है। 6061 एल्यूमीनियम या पोम जैसे नरम मिश्र धातुओं को उच्च फ़ीड में जल्दी से काटते हैं और उपकरण जीवन को संरक्षित करते हैं। इसके विपरीत, स्टेनलेस स्टील, टाइटेनियम, और उच्च तापमान मिश्र धातुओं को धीमी गति, अधिक लगातार उपकरण परिवर्तन और मजबूत फिक्सिंग की आवश्यकता होती है। यहां तक कि एक भौतिक परिवार के भीतर, बेहतर मशीनबिलिटी के साथ ग्रेड चक्र समय को आधा कर सकते हैं।
✅सुझावों:
जब भी संभव हो, उच्च मशीनबिलिटी वाली एक सामग्री का चयन करें जो अभी भी आपकी ताकत या संक्षारण आवश्यकताओं को पूरा करता है
अपने विक्रेता से वैकल्पिक मिश्र या प्लास्टिक के बारे में पूछें जो कम खर्च कर सकते हैं और तेजी से कटौती कर सकते हैं।
सही आकार की दीवार वर्गों द्वारा महंगी धातुओं में अतिरिक्त मोटाई को कम करें जो केवल संरचनात्मक रूप से आवश्यक है।
महंगे मिश्र धातुओं के लिए नेट शेप रिक्त स्थान (जाली या कास्ट) के पास उपयोग करें ताकि आप प्रत्येक कट के दौरान कम सामग्री निकालें।
चिप रीसाइक्लिंग दरों में कारक; एल्यूमीनियम चिप्स में अक्सर पुनर्विक्रय मूल्य होता है, जबकि कठिन मिश्र धातु नहीं हो सकता है।
आदेश मात्रा
ऑर्डर की मात्रा प्रति टुकड़ा लागत क्योंकि निश्चित खर्च - जैसे सीएएम प्रोग्रामिंग, स्थिरता निर्माण, और मशीन सेटअप - प्रत्येक भाग पर फैल जाते हैं। जब आप केवल मुट्ठी भर टुकड़ों को चलाते हैं, तो वे एक बार निवेश इकाई मूल्य पर हावी होते हैं। जैसे -जैसे वॉल्यूम बढ़ता है, वे लागत कम महत्वपूर्ण हो जाती हैं, और सामग्री, चक्र समय मुख्य ड्राइवर बन जाते हैं।
✅ टिप्स:
समान भागों को एकल उत्पादन रन में मिलाएं ताकि आप सेटअप, शून्य ऑफ़सेट और जुड़नार साझा करें।
यदि आपको बाद में अधिक भागों की आवश्यकता है, तो अधिक इकाइयों में प्रोग्रामिंग और फिक्सिंग को लागू करने के लिए एक बड़े बैच का ऑर्डर करें।
कचरे और सेटअप समय को कम करने के लिए एक खाली पर छोटे भागों की कई प्रतियों की व्यवस्था करते हुए, पारिवारिक प्लेटों या गैंग वाले भागों को ऑर्डर करने के अवसरों की तलाश करें।
शेड्यूल से संबंधित नौकरियों को बैक टू बैक ताकि एक ही टूलींग और वर्कहोल्डिंग का पुन: उपयोग किया जा सके।
अपनी दुकान के साथ वॉल्यूम छूट पर बातचीत करें यदि आप उच्च कुल मात्रा में प्रतिबद्ध हो सकते हैं।
प्रोग्रामिंग और सेटअप समय
प्रोग्रामिंग और सेटअप समय महत्वपूर्ण हो जाता है जब भागों में सजावटी चामफर्स, उत्कीर्ण लोगो, या असामान्य छेद आकार जैसे गैर -मानक विशेषताएं शामिल होती हैं। प्रत्येक अतिरिक्त चेहरे को फ़्लिपिंग की आवश्यकता होती है, प्रत्येक कस्टम फिक्सिंग की आवश्यकता होती है, और प्रत्येक गैर -मानक टूलपैथ कैम वर्क और मशीन डाउनटाइम के घंटे जोड़ता है। लंबे समय तक प्रोग्रामिंग और लगातार सूखे रन सीधे उच्च दुकान दरों में अनुवाद करते हैं।
✅ टिप्स:
शेल्फ ड्रिल और एंड मिल्स का लाभ उठाने के लिए मानक आकृतियों, सीधे पक्षीय सुविधाओं और सामान्य छेद व्यास (.1 मिमी या .5 मिमी वेतन वृद्धि) का उपयोग करने के लिए ज्यामिति को सरल बनाएं।
डिज़ाइन भागों तो सभी महत्वपूर्ण सुविधाओं को एक एकल अभिविन्यास (2.5D ज्यामिति) में एक्सेस किया जा सकता है, जिससे कई सेटअप की आवश्यकता को कम किया जा सकता है।
CAM क्लीनअप से बचने के लिए स्वच्छ, अच्छी तरह से निर्यात किए गए कदम या IGES फ़ाइलों को उचित चेहरे के नामकरण और कोई अतिव्यापी ज्यामिति के साथ साझा करें।
विशुद्ध रूप से कॉस्मेटिक सुविधाओं को हटा दें - जैसे कि उत्कीर्ण पाठ या chamfers - जो अनावश्यक उपकरण पथ जोड़ते हैं।
अपने मशीनिस्ट के साथ काम करें कि कौन सी सुविधाएँ अतिरिक्त प्रोग्रामिंग समय चला रही हैं और डिजाइन विकल्पों का पता लगा रही हैं।
पोस्ट-प्रोसेसिंग जरूरतें
पोस्ट प्रोसेसिंग की जरूरत है जैसे कि पॉलिशिंग, एनोडाइजिंग, चढ़ाना या पेंटिंग महत्वपूर्ण हैंडलिंग, मास्किंग और इलाज के चरणों को जोड़ सकती है। प्रत्येक फिनिश को अलग -अलग सेटअप, विभागों या विक्रेताओं के बीच आंदोलन की आवश्यकता होती है, और अक्सर रैक या स्थिरता में परिवर्तन होता है - लीड टाइम्स और ड्राइविंग लागत को बढ़ाना।
✅ टिप्स:
प्रश्न कि क्या कॉस्मेटिक फिनिश की आवश्यकता है; कई आंतरिक या कार्यात्मक भाग "मशीनीकृत" या सरल मनका ब्लास्टिंग के साथ अच्छा प्रदर्शन करते हैं।
यदि एक खत्म की आवश्यकता है, तो शिपिंग, हैंडलिंग और शेड्यूलिंग ओवरहेड को कम करने के लिए एक विक्रेता के तहत उपचार को समेकित करें।
केवल महत्वपूर्ण संभोग या उजागर सतहों पर सतह खत्म आवश्यकताओं को निर्दिष्ट करें; मानक मिल्ड फिनिश (ra1.6 s- 3.2) m) कहीं और स्वीकार करें।
ऐसे फिनिश चुनें जिन्हें एक एकल चरण में लागू किया जा सकता है - जैसे,, एनोडाइज़ प्लस पेंट के बजाय हार्ड एनोडाइज़ करें - जब भी संभव हो।
चढ़ाना या कोटिंग पर विचार करें जिसे व्यापक मास्किंग के बिना मशीनिंग के बाद सीधे लागू किया जा सकता है, जैसे कि चयनात्मक इलेक्ट्रोलस निकल चढ़ाना।
अपने CNC मशीनिंग प्रोजेक्ट के लिए CHIGGO के साथ काम करें
CHIGGO चीन में 10 वर्षों के विनिर्माण अनुभव के साथ एक प्रमुख सटीक सीएनसी मशीनिंग कंपनी है। हम अत्याधुनिक सीएनसी उपकरण संचालित करते हैं और इंजीनियरों की एक पेशेवर टीम है। एक मजबूत आपूर्ति-श्रृंखला नेटवर्क द्वारा समर्थित, हम प्रतिस्पर्धी मूल्य निर्धारण और विश्वसनीय वितरण समय प्रदान करते हैं।हमसे संपर्क करेंअब हमारा अनुभव करने के लिएसीएनसी मशीनिंग सेवाएंतू