विनिर्माण प्रक्रियाएं अक्सर उत्पाद की सतहों पर अनियमित बनावट छोड़ देती हैं। उच्च गुणवत्ता वाली फिनिश की बढ़ती मांग के साथ, सतह फिनिशिंग का महत्व तेजी से सर्वोपरि होता जा रहा है। सतही परिष्करण केवल सौंदर्यशास्त्र या एक चिकनी उपस्थिति प्राप्त करने के बारे में नहीं है; यह किसी उत्पाद की कार्यक्षमता, स्थायित्व और समग्र प्रदर्शन पर महत्वपूर्ण प्रभाव डालता है।
सतह परिष्करण के बारे में सब कुछ जानने के लिए हमारी मार्गदर्शिका देखें, और वांछित फिनिश प्राप्त करने और सीएनसी मशीनिंग।
सरफेस फ़िनिश क्या है?
सतही फिनिश, जिसे सतही बनावट या सतही स्थलाकृति के रूप में भी जाना जाता है, किसी हिस्से की सतह की समग्र चिकनाई, बनावट और गुणवत्ता को संदर्भित करता है। यह विनिर्माण और इंजीनियरिंग में एक महत्वपूर्ण कारक है, क्योंकि यह न केवल उपस्थिति बल्कि उत्पाद के प्रदर्शन और कार्यक्षमता को भी प्रभावित करता है।
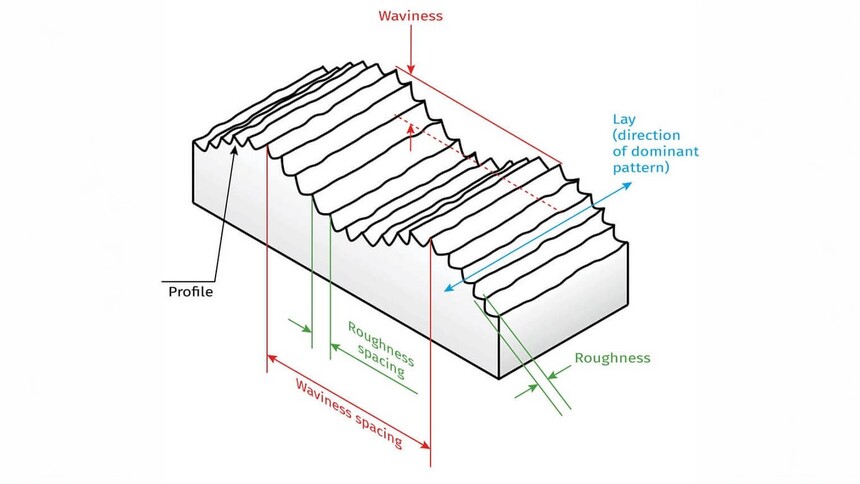
सतही फिनिश की प्रमुख विशेषताओं में मुख्य रूप से निम्नलिखित तीन पहलू शामिल हैं:
सतह का खुरदरापन
सतह का खुरदरापन सतह पर छोटी, बारीक दूरी वाली अनियमितताओं को संदर्भित करता है जो नग्न आंखों को दिखाई नहीं दे सकती हैं लेकिन अगर आप सतह पर अपनी उंगली फिराते हैं तो महसूस किया जा सकता है।
खुरदरापन अक्सर रा (औसत खुरदरापन) जैसे मापदंडों का उपयोग करके मापा जाता है। कम रा मान कम और छोटी अनियमितताओं को इंगित करता है, जिसके परिणामस्वरूप एक चिकनी सतह बनती है जो घर्षण और घिसाव को कम करती है। जब पेशेवर सतह फिनिश का उल्लेख करते हैं, तो उनका मतलब अक्सर विशेष रूप से सतह खुरदरापन होता है।
लहरता
लहरदारता सतह के खुरदरेपन से भिन्न होती है क्योंकि इसमें सतह पर बड़ी, अधिक व्यापक रूप से फैली हुई अनियमितताएँ शामिल होती हैं। ये विनिर्माण प्रक्रिया के दौरान मशीन के कंपन, विक्षेपण या विकृति जैसे कारकों के कारण हो सकते हैं। सतह की लहरता भागों के एक साथ फिट होने और उनकी सीलिंग क्षमता को महत्वपूर्ण रूप से प्रभावित कर सकती है।
रखना (सतह पैटर्न दिशा)
ले सतह पैटर्न की प्रमुख दिशा है, जो आम तौर पर प्रयुक्त विनिर्माण प्रक्रिया से उत्पन्न होती है और समानांतर, लंबवत, गोलाकार, क्रॉसहैच्ड, रेडियल, बहु-दिशात्मक, या आइसोट्रोपिक (गैर-दिशात्मक) हो सकती है।
बिछाने की दिशा घर्षण, स्नेहन और सौंदर्यशास्त्र को प्रभावित करती है। ऑप्टिकल घटकों में, एक विशिष्ट दिशा प्रकाश के बिखरने को कम कर सकती है और स्पष्टता में सुधार कर सकती है।
विनिर्माण प्रक्रियाओं में सतही फिनिश क्यों महत्वपूर्ण है?
जैसा कि पहले उल्लेख किया गया है, सतह की फिनिश किसी उत्पाद की उपस्थिति, प्रदर्शन, स्थायित्व और समग्र गुणवत्ता पर महत्वपूर्ण प्रभाव डालती है। यही कारण है कि विनिर्माण प्रक्रियाओं में सतही फिनिश एक महत्वपूर्ण भूमिका निभाती है। आइए यहां उन कारणों पर चर्चा करें कि क्यों सतही फिनिश इतनी महत्वपूर्ण भूमिका निभाती है।
सौंदर्यशास्त्र: किसी उत्पाद की पहली छाप अक्सर उसके स्वरूप और स्पर्श अनुभव पर आधारित होती है। उच्च गुणवत्ता वाली सतह फिनिश दृश्य अपील को बढ़ाती है और विशेष रूप से उपभोक्ता वस्तुओं के साथ आपकी धारणा और संतुष्टि को महत्वपूर्ण रूप से प्रभावित कर सकती है।
घर्षण और घिसाव: विशेष रूप से यांत्रिक अनुप्रयोगों में, एक चिकनी सतह खत्म होने से चलती भागों के बीच घर्षण और घिसाव कम हो जाता है, जिससे गर्मी उत्पादन कम हो जाता है और घटकों की दक्षता और जीवनकाल बढ़ जाता है।
सीलिंग और फिटिंग: उचित सतह फिनिश भागों की बेहतर सीलिंग और फिटिंग सुनिश्चित करती है, लीक को रोकती है और सटीक असेंबली सुनिश्चित करती है।
थकान शक्ति: एक चिकनी सतह तनाव सांद्रता और दरार की शुरुआत की संभावना को कम करके थकान शक्ति में सुधार करती है।
संक्षारण प्रतिरोध: बेहतर सतह फिनिश उन दरारों को कम करके संक्षारण प्रतिरोध को बढ़ाती है जहां संक्षारक एजेंट जमा हो सकते हैं।
कोटिंग्स का चिपकना: सतह की बनावट इस बात पर असर डाल सकती है कि कोटिंग्स या पेंट उत्पाद पर कितनी अच्छी तरह चिपकते हैं।
बेहतर चालकता और गर्मी अपव्यय: इलेक्ट्रॉनिक और थर्मल अनुप्रयोगों में, एक उच्च गुणवत्ता वाली सतह फिनिश चालकता को बढ़ाती है और गर्मी अपव्यय में सहायता करती है।
प्रकाश परावर्तन और प्रकीर्णन का नियंत्रण: ऑप्टिकल अनुप्रयोगों में, सतह की फिनिश प्रकाश के परावर्तित और प्रकीर्णित होने के तरीके को प्रभावित करती है।
सतह की खुरदरापन कैसे मापें?
विनिर्माण पर सतही फिनिश के महत्वपूर्ण प्रभाव को देखते हुए, उत्पादन प्रक्रियाओं में सतह की खुरदरापन को मापना आवश्यक है। यह हमें उत्पादों की वास्तविक सतह विशेषताओं को सटीक रूप से समझने में सक्षम बनाता है, जिससे यह सुनिश्चित होता है कि वे डिजाइन और कार्यात्मक आवश्यकताओं को पूरा करते हैं।
सतह के खुरदरेपन को मापने में उत्पाद की सतह प्रोफ़ाइल की सापेक्ष चिकनाई का आकलन करने के लिए विभिन्न माप तकनीकों और डेटा विश्लेषण का उपयोग करना शामिल है। इस खुरदरापन को मापने के लिए सबसे अधिक इस्तेमाल किया जाने वाला संख्यात्मक पैरामीटर रा है।
सतह की खुरदरापन मापने के लिए कई विधियाँ उपलब्ध हैं। माप तकनीकों के प्रमुख प्रकार इस प्रकार हैं:
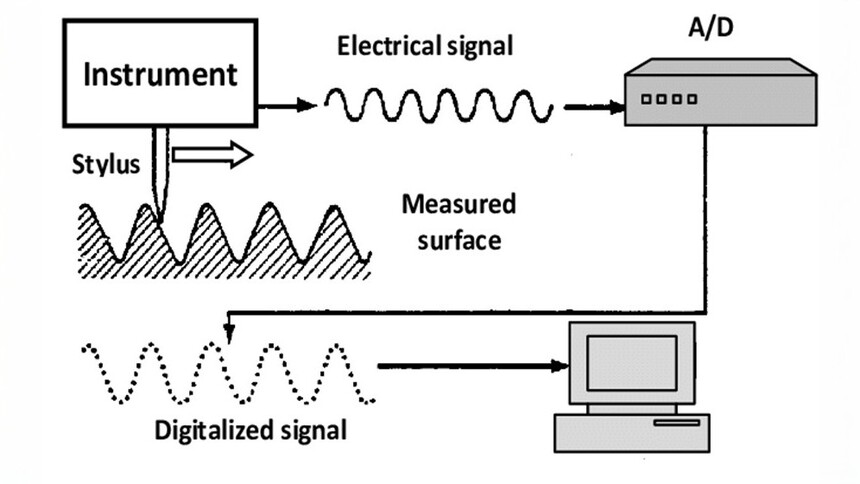
संपर्क विधियाँ (स्टाइलस जांच उपकरण)
संपर्क विधियों में स्टाइलस जांच उपकरण जैसे किसी उपकरण से सतह को भौतिक रूप से छूना शामिल है। यह उपकरण सतह प्रोफ़ाइल का पता लगाने के लिए सतह बिछाने की दिशा के संबंध में लंबवत चलता है। जांच की गति एक विस्तृत सतह समोच्च मानचित्र उत्पन्न करती है, जो सतह खुरदरापन पर सटीक डेटा प्रदान करती है।
इन विधियों का उपयोग मुख्य रूप से विनिर्माण सेटिंग्स में किया जाता है जहां सतह के साथ सीधे संपर्क से क्षति नहीं होगी। हालाँकि, वे नाजुक या नरम सतहों के लिए उपयुक्त नहीं हो सकते हैं जो जांच कार्रवाई से विकृत हो सकती हैं।
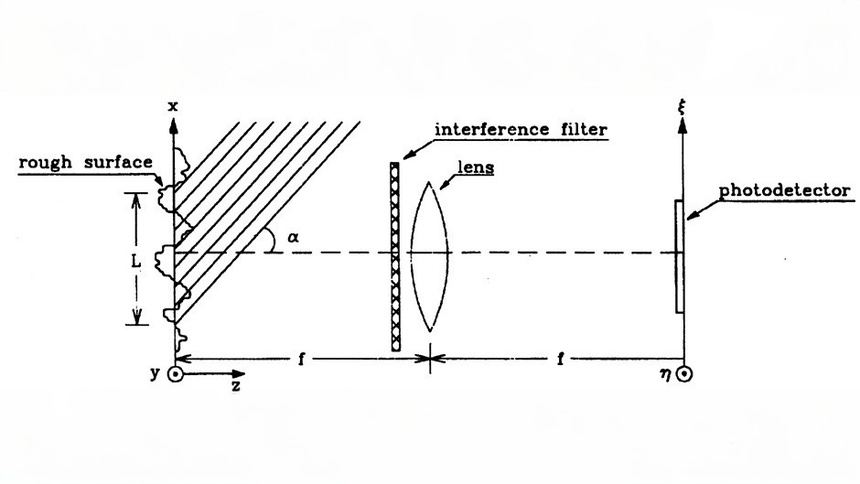
गैर-संपर्क विधियाँ (ऑप्टिकल लाइट, लेजर)
ऑप्टिकल प्रोफिलोमीटर/व्हाइट लाइट इंटरफेरोमीटर: इस तकनीक में सतह पर एक प्रकाश किरण को प्रक्षेपित करना और सतह की ऊंचाई में भिन्नता को सटीक रूप से निर्धारित करने के लिए परावर्तित प्रकाश के पैटर्न को मापना शामिल है, जिससे एक विस्तृत 3डी सतह प्रोफ़ाइल तैयार होती है। यह इसके लिए उपयुक्त है सटीक इंजीनियरिंग, सेमीकंडक्टर और ऑप्टिकल उद्योगों में नाजुक या मुलायम सतहें। हालाँकि, इसके लिए अच्छे परावर्तक गुणों वाली सतहों की आवश्यकता होती है, और उपकरण महंगे हो सकते हैं।
लेजर स्कैनिंग कन्फोकल माइक्रोस्कोपी:यह विधि एक केंद्रित लेजर का उपयोग करती है सतह को स्कैन करने के लिए बीम, स्थलाकृति की उच्च-रिज़ॉल्यूशन वाली 3डी छवियां उत्पन्न करता है। यह बायोमेडिकल अनुसंधान, सामग्री विज्ञान और सटीक इंजीनियरिंग में जटिल 3डी सतहों का विश्लेषण करने के लिए आदर्श है। हालाँकि, इसे संचालित करना महंगा और जटिल है।
3डी लेजर स्कैनिंग: यह तकनीक किसी सतह की स्थलाकृति को पकड़ने और एक 3डी मॉडल बनाने के लिए लेजर का उपयोग करती है। इसका उपयोग आम तौर पर बड़ी सतहों के लिए किया जाता है और यह तुरंत एक व्यापक सतह प्रोफ़ाइल तैयार कर सकता है। यह ऑटोमोटिव, एयरोस्पेस और वास्तुशिल्प अनुप्रयोगों में बड़ी या जटिल सतहों के लिए उपयुक्त है। यद्यपि यह बड़े क्षेत्रों को कुशलतापूर्वक संभाल सकता है, लेकिन अन्य तरीकों की तुलना में इसका रिज़ॉल्यूशन कम है और यह उच्च-सटीक माप या बहुत छोटी सतह सुविधाओं के लिए उपयुक्त नहीं है।
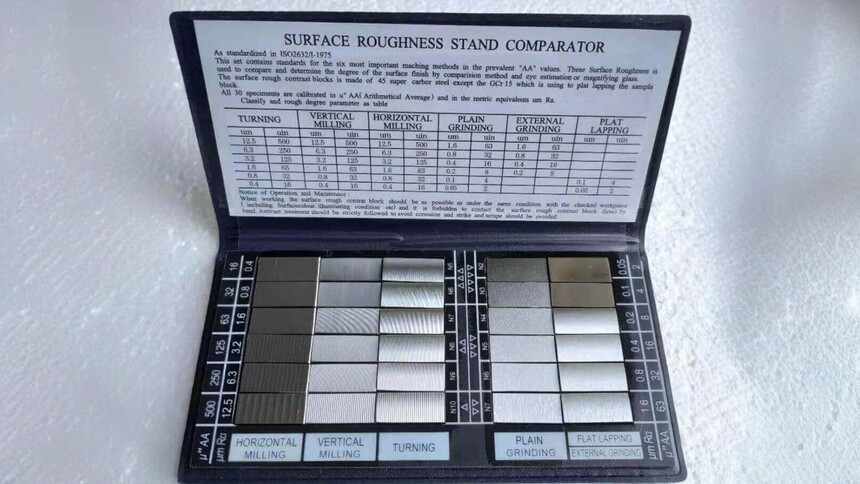
तुलना के तरीके
तुलना विधियों में संबंधित सतह की तुलना उन नमूनों के मानक सेट से करना शामिल है जिनमें खुरदरापन ज्ञात है।
ये विधियां त्वरित और लागत प्रभावी हैं, जो उत्पादन वातावरण में नियमित जांच के लिए उपयुक्त हैं। हालाँकि, वे अधिक व्यक्तिपरक हैं और उच्च परिशुद्धता की आवश्यकता वाले अनुप्रयोगों के लिए कम उपयुक्त हैं।
प्रक्रियाधीन विधियाँ
इन-प्रोसेस विधियाँ सतह खुरदरापन माप को सीधे विनिर्माण प्रक्रिया में एकीकृत करती हैं। सीएनसी मशीनों में इन-लाइन प्रोफिलोमीटर या एकीकृत सेंसर जैसे उपकरणों का उपयोग किया जाता है। ये उपकरण सतह की फिनिश पर वास्तविक समय का डेटा प्रदान करते हैं, जिससे तत्काल समायोजन की अनुमति मिलती है।
यह दृष्टिकोण निरंतर उत्पादन लाइनों और स्वचालित विनिर्माण प्रणालियों में वास्तविक समय की निगरानी और गुणवत्ता नियंत्रण के लिए विशेष रूप से उपयोगी है। हालाँकि, यह उन स्थितियों में सीमित हो सकता है जहां स्थान, लागत या जटिलता की कमी के कारण माप प्रणालियों को प्रक्रिया में एकीकृत करना संभव नहीं है।
ऊपर उल्लिखित सभी माप विधियों के लिए, रिकॉर्ड बनाते समय कृपया माप इकाई पर ध्यान दें। संयुक्त राज्य अमेरिका में खुरदरापन मापने के लिए माइक्रो-इंच का उपयोग किया जाता है, जिसे आमतौर पर µin के रूप में लिखा जाता है, जबकि माइक्रोमीटर का उपयोग अंतरराष्ट्रीय स्तर पर (SI) किया जाता है, जिसे µm या um के रूप में लिखा जाता है। यहाँ एक संक्षिप्त रूपांतरण है:
1 µm (माइक्रोमीटर) 0.000001 m (मीटर) के बराबर है।
1 µin (माइक्रो-इंच) 0.000001 इंच (इंच) के बराबर है।
1 µm (माइक्रोमीटर) 39.37 µin (माइक्रो-इंच) के बराबर है।
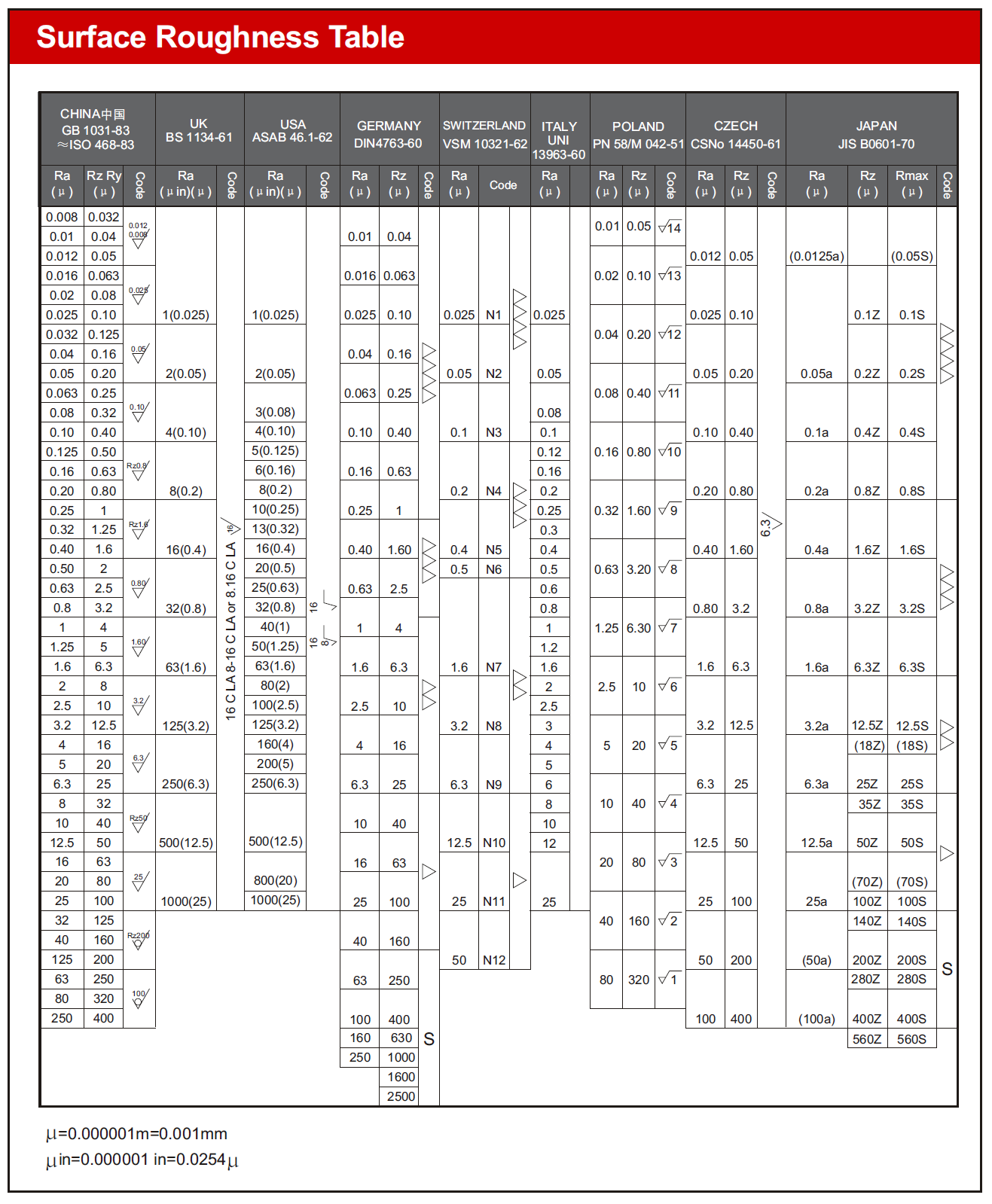
सतह के खुरदरेपन के मापदंडों और प्रतीकों को समझना
यदि उपरोक्त सतह खुरदरापन तालिका में प्रतीकों और मापदंडों को नहीं समझा गया, तो हम विनिर्माण के जटिल क्षेत्र में नुकसान में रहेंगे। ये संकेतक मानचित्र पर मार्करों की तरह हैं, जो हमें यह सुनिश्चित करने के लिए मार्गदर्शन करते हैं कि सतहों की गुणवत्ता, कार्यक्षमता और उपयुक्तता अपेक्षाओं को पूरा करती है।
खुरदरापन पैरामीटर
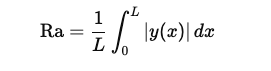
रा: औसत खुरदरापन
रा को माध्य रेखा से खुरदरापन प्रोफ़ाइल की औसत भिन्नता के रूप में परिभाषित किया गया है। गणितीय शब्दों में, यह मूल्यांकन लंबाई पर माध्य रेखा से मापी गई सतह की ऊंचाई के विचलन के निरपेक्ष मूल्यों का अंकगणितीय औसत है।
रा सतह खुरदरापन के लिए सबसे अधिक इस्तेमाल किया जाने वाला पैरामीटर है क्योंकि यह सतह की बनावट का एक सरल, सामान्य संकेत प्रदान करता है, जो अत्यधिक चोटियों या घाटियों से प्रभावित हुए बिना समग्र खुरदरापन का एक संतुलित दृश्य प्रदान करता है।
जहां :L माप की लंबाई है।y(x) सतह प्रोफ़ाइल पर दिए गए बिंदु से माध्य रेखा तक ऊर्ध्वाधर दूरी है।
इस औसत के कारण, रा मान खुरदरापन भिन्नताओं की वास्तविक ऊंचाई से कम है।
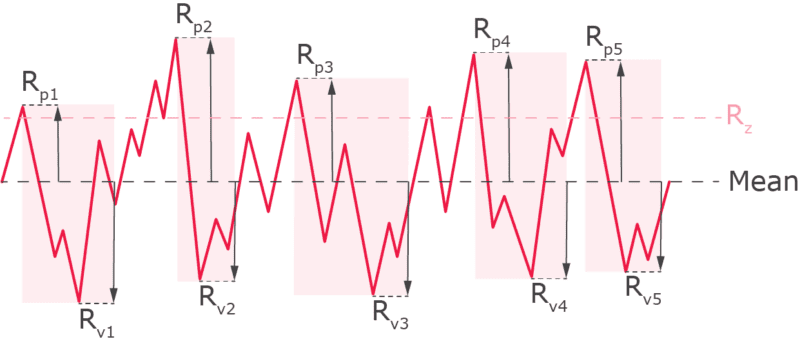
Rz: औसत अधिकतम ऊंचाई
Rz की गणना करने के लिए, मूल्यांकन लंबाई को पांच समान लंबाई में विभाजित किया गया है। Rz इन पांच समान नमूना लंबाई में से प्रत्येक के भीतर अधिकतम चोटी से घाटी की ऊंचाई का औसत है।
Rz, Ra की तुलना में सतह की खुरदरापन का अधिक विस्तृत प्रतिनिधित्व प्रदान करता है और सतह प्रोफ़ाइल की चोटियों और घाटियों के प्रति अधिक संवेदनशील है। इसका उपयोग अक्सर उन उद्योगों में किया जाता है जहां सतह की बनावट की चरम सीमा महत्वपूर्ण होती है, जैसे सीलिंग सतहों में, जहां सबसे ऊंची चोटियां और सबसे गहरी घाटियां सील और गास्केट के प्रदर्शन को प्रभावित कर सकती हैं।
व्यवहार में, सुविधा के लिए, कभी-कभी अनुमानित सूत्र "7.2 x Ra = Rz" का उपयोग किया जाता है। हालाँकि, यह एक मोटा अनुमान है और हमेशा सटीक नहीं होता है।
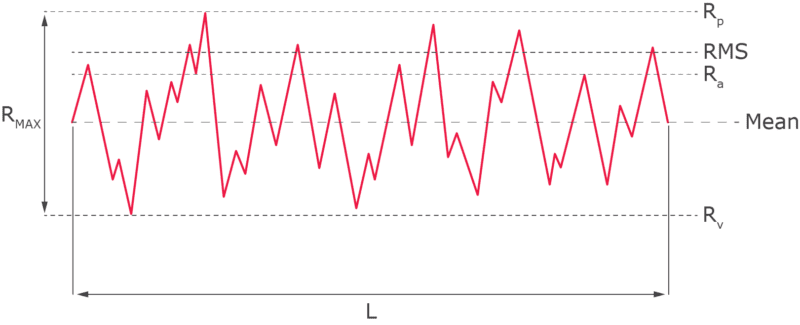
आरपी: अधिकतम प्रोफ़ाइल शिखर ऊंचाई
आरपी मूल्यांकन लंबाई के भीतर माध्य रेखा से मापी गई सतह प्रोफ़ाइल में उच्चतम एकल शिखर की ऊंचाई है।
आरवी: अधिकतम प्रोफ़ाइल घाटी गहराई
आरवी मूल्यांकन लंबाई के भीतर माध्य रेखा से मापी गई सतह प्रोफ़ाइल में सबसे गहरी एकल घाटी की गहराई है।
आरटी: पूर्ण खुरदरापन
आरटी संपूर्ण मूल्यांकन लंबाई के भीतर उच्चतम शिखर और सबसे निचली घाटी के बीच की कुल ऊर्ध्वाधर दूरी है।
यह समग्र गुणवत्ता नियंत्रण और यह सुनिश्चित करने के लिए उपयोगी है कि सतह में अत्यधिक विचलन न हो।
आरमैक्स: अधिकतम खुरदरापन गहराई
आरमैक्स मूल्यांकन लंबाई के भीतर सबसे बड़ी चोटी से घाटी की ऊंचाई है। यह अलग-अलग खंडों के भीतर सबसे बड़े शिखर से घाटी के अंतर को देखता है, और फिर उन खंडों में से अधिकतम को चुना जाता है।
आरमैक्स सबसे महत्वपूर्ण स्थानीयकृत खुरदरापन पर ध्यान केंद्रित करता है, जो उन अनुप्रयोगों के लिए उपयोगी है जहां सतह के विशिष्ट क्षेत्रों को अधिक कसकर नियंत्रित करने की आवश्यकता होती है, जैसे कि महत्वपूर्ण सीलिंग या संपर्क सतहों में।
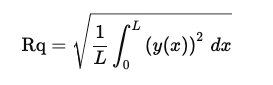
आरएमएस: मूल माध्य वर्ग खुरदरापन
आरएमएस, जिसे आरक्यू के रूप में भी जाना जाता है, मूल्यांकन लंबाई पर माध्य रेखा से सतह की ऊंचाई के विचलन का मूल माध्य वर्ग औसत है। यह रा की तुलना में बड़े विचलनों को अधिक महत्व देता है और सटीक इंजीनियरिंग और ऑप्टिकल अनुप्रयोगों जैसे बड़ी सतह विविधताओं के प्रति संवेदनशील अनुप्रयोगों के लिए विशेष रूप से उपयोगी है।
कहाँ:Rq RMS खुरदरापन मान है।L माप की लंबाई है।y(x) लंबवत है सतह प्रोफ़ाइल पर एक बिंदु से माध्य रेखा तक की दूरी।
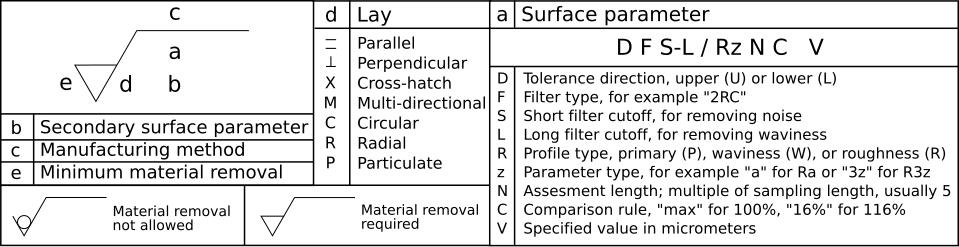
खुरदुरेपन के प्रतीक
खुरदरेपन के प्रतीक बिंदु के साथ चेक मार्क के रूप में हो सकते हैं निर्दिष्ट की जाने वाली सतह पर आराम का निशान लगाएं। कृपया अतिरिक्त निर्देशों के लिए नीचे दी गई तालिका देखें।
वांछित सतह फिनिश कैसे प्राप्त करें?
व्यवहार में, कच्चे माल से लेकर विशिष्ट प्रसंस्करण तकनीकों के चयन तक, और यहां तक कि उपकरण की स्थिति और मशीनिंग मापदंडों जैसी मशीनिंग स्थितियां, सभी भाग की सतह की गुणवत्ता को बहुत प्रभावित कर सकती हैं। इस शर्त के तहत कि प्रसंस्करण सामग्री निर्धारित की जाती है, एक आदर्श सतह फिनिश प्राप्त करने के लिए, हम निम्नलिखित पहलुओं पर विचार कर सकते हैं:
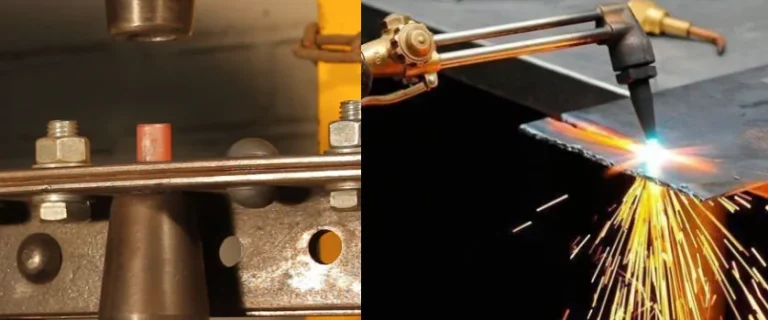
सतह की फिनिशिंग भाग के निर्माण के लिए उपयोग की जाने वाली प्रक्रिया पर अत्यधिक निर्भर है। विभिन्न विनिर्माण प्रक्रियाएं अलग-अलग सतह खुरदरापन परिणाम उत्पन्न कर सकती हैं, जैसा कि नीचे सतह खुरदरापन तुलना चार्ट में दिखाया गया है।
काटने के औजारों की धार बनाए रखने के लिए उच्च गुणवत्ता वाली उपकरण सामग्री जैसे कार्बाइड या हीरे का उपयोग करें। बकबक और बढ़े हुए घर्षण के कारण होने वाली खुरदुरी सतहों को रोकने के लिए घिसे-पिटे उपकरणों को नियमित रूप से बदलें।
Optimize cutting speeds to minimize the formation of built-up edges. Use lower feed rates and apply shallower cuts to achieve a finer surface finish.
Select appropriate coolants to reduce friction and heat at the cutting interface.
Choose us! चिग्गोcan provide various सतह परिष्करण सेवाएँ, including polishing, bead blasting, and grinding, to enhance the smoothness of the surface.
यह उल्लेखनीय है कि चूंकि अतिरिक्त प्रसंस्करण और चिकनी सतह पर अतिरिक्त लागत आएगी, इसलिए यह महत्वपूर्ण है कि इंजीनियर या डिजाइनर अनावश्यक रूप से कठोर खुरदरापन आवश्यकताओं को लागू न करें। जब भी संभव हो, खुरदरापन विनिर्देशों को प्राथमिक विनिर्माण प्रक्रिया की सीमाओं के भीतर निर्धारित किया जाना चाहिए।
सीएनसी मशीनिंग के लिए उपयुक्त सतह खुरदरापन का चयन कैसे करें?
जैसा कि पहले उल्लिखित सतह खुरदरापन तुलना चार्ट से संकेत मिलता है, सीएनसी मशीनिंग सतह खुरदरापन की एक बहुत विस्तृत श्रृंखला उत्पन्न कर सकती है। तो, आपके प्रोजेक्ट के लिए किस प्रकार की सतह खुरदरापन सबसे उपयुक्त है? आइए जानें.
अनुमानित सतह खुरदरापन रूपांतरण चार्ट
खुरदरापन ग्रेड संख्या
अमेरिकी प्रणाली - रा (µin)
अमेरिकी प्रणाली - आरएमएस (μin)
मीट्रिक प्रणाली - रा (µm)
मीट्रिक प्रणाली - आरएमएस (µm)
एन12
2000
2200
50
55
एन11
1000
1100
25
27.5
एन10
500
550
12.5
13.75
एन9
250
275
8.3
9.13
एन 8
125
137.5
3.2
3.52
एन7
63
69.3
1.6
1.76
एन6
32
35.2
0.8
0.88
एन5
16
17.6
0.4
0.44
एन4
8
8.8
0.2
0.22
एन3
4
4.4
0.1
0.11
एन 2
2
2.2
0.05
0.055
एन 1
1
1.1
0.025
0.035
ऊपर दिए गए चार्ट में, खुरदरापन ग्रेड नंबर (N12, N11, N10, आदि) अक्सर ISO 1302 सतह खुरदरापन के विभिन्न स्तरों को इंगित करने के लिए। यहां सीएनसी मशीनिंग के लिए कुछ विशिष्ट खुरदरापन ग्रेड हैं:
रा 3.2 µm (N8)
Ra 3.2 µm सतह फिनिश एक मध्यम चिकनी सतह प्रदर्शित करती है, और आमतौर पर वाणिज्यिक मशीनरी के लिए एक मानक के रूप में उपयोग की जाती है। यह सतह फिनिश, हालांकि दृश्यमान लेकिन अत्यधिक काटने के निशान नहीं छोड़ती है, अधिकांश उपभोक्ता भागों के लिए स्वीकार्य है और कई अनुप्रयोगों के लिए पर्याप्त चिकनी सतह प्रदान करती है।
रा 1.6 µm (N7)
Ra 1.6 µm सतह फिनिश एक अपेक्षाकृत चिकनी सतह का प्रतिनिधित्व करती है जिसमें न्यूनतम काटने के निशान होते हैं जो मुश्किल से ध्यान देने योग्य होते हैं। यह फ़िनिश धीमी गति से चलने वाली और हल्की भार वहन करने वाली सतहों के लिए उपयुक्त है और पंप भागों और हाइड्रोलिक घटकों के लिए आदर्श है।
रा 0.8 µm (N6)
Ra 0.8 µm सतह फिनिश एक अत्यंत चिकनी और सटीक सतह का प्रतीक है। यह एयरोस्पेस और ऑटोमोटिव घटकों जैसे कई सटीक इंजीनियरिंग अनुप्रयोगों के लिए मानक है।
Ra 0.4 µm (N5)
Ra 0.4 µm सतह फिनिश लगभग दर्पण जैसी फिनिश प्रदान करती है। इस स्तर की सहजता को उत्पन्न करने के लिए महत्वपूर्ण प्रयास की आवश्यकता होती है और इसका अनुरोध केवल तभी किया जाना चाहिए जब यह सर्वोच्च प्राथमिकता हो। इसका उपयोग ऑप्टिकल घटकों, वैज्ञानिक उपकरणों और अन्य उच्च-परिशुद्धता अनुप्रयोगों में किया जाता है।
निष्कर्ष
सतही फिनिश विनिर्माण का एक अभिन्न पहलू है, जो सीधे उपयोग की जाने वाली प्रक्रियाओं से प्रभावित होता है। यह अंतिम उत्पाद की कार्यक्षमता, सौंदर्यशास्त्र और स्थायित्व पर महत्वपूर्ण प्रभाव डालता है। हालाँकि, यह ध्यान रखना महत्वपूर्ण है कि निचली सतह का खुरदरापन हमेशा बेहतर नहीं होता है, व्यावहारिक उपयोग और बजट पर विचार किया जाना चाहिए।
वन-स्टॉप प्रोसेसिंग निर्माता के रूप में, Chiggo सख्त सतह फिनिश मानकों को प्राप्त करने के लिए न केवल विनिर्माण प्रक्रियाओं और सतह परिष्करण सेवाओं की एक श्रृंखला लागू करता है, बल्कि आपकी विशिष्ट परियोजना आवश्यकताओं के अनुरूप लागत प्रभावी समाधान प्रदान करता है।
मुख्य बातें:
Surface finish is defined by three key characteristics: lay, waviness, and roughness. And technical drawings often specify roughness alone, because roughness value is the most representative parameter characterizing surface features.
Ra (average roughness) and Rz (mean roughness depth) are the most frequently specified roughness parameters. In most cases, Ra is less than Rz. A rough estimation for conversion is Rz ≈ 7.2 x Ra.
Don’t forget to pay attention to whether roughness is specified in SI units (micrometers) or English units (micro-inches).
Smoother surfaces are more expensive due to the additional manufacturing processes required. Therefore, specify the roughest acceptable finish to minimize costs.
When selecting surface roughness for CNC machining, you may consider the balance between functionality and cost. Ra 3.2 µm is standard for most commercial parts, Ra 1.6 µm suits precise, slow-moving components, Ra 0.8 µm is ideal for high-precision applications, and Ra 0.4 µm, the smoothest, is used only when top-level smoothness is essential due to its high cost.
In practice, surface roughness values are predetermined, meaning we adhere to a set of standards. ISO standards are widely recognized and applied globally across various industries, while ASME standards are primarily used in the United States. ISO 4287 and ASME B46.1 focus on the measurement and evaluation of surface roughness, whereas ISO 1302 and ASME Y14.36M emphasize the graphical representation on technical drawings.