Abrasive blasting is a cost-effective surface finishing technique widely used in manufacturing processes. It involves propelling various types of media,such as sand, glass beads, aluminum oxide, or steel shot/ grit , to smooth, clean, or finish the surfaces of 3D printed or custom machined parts.
This article focuses on one of the most common media blasting methods — bead blasting. You’ll learn what bead blasting is, how it works, its pros and cons, practical tips, and more.
What Is Bead Blasting?
Bead blasting is a process in which small spherical abrasives—most commonly glass or ceramic beads—are propelled at high pressure against a surface. Unlike more aggressive abrasive blasting methods, which use jagged or angular media that rapidly remove thick layers of paint or rust and leave a rough finish, bead blasting usually produces a smooth, uniform, satin matte appearance with minimal material removal or surface damage.
How Does Bead Blasting Work?
Bead blasting works similarly to other abrasive blasting techniques. Here’s how Chiggo bead blasts your custom parts:
Preparation: Start by degreasing, removing rust, and pre cleaning each part to eliminate all contaminants. Then choose the right bead media and set your blasting parameters—pressure, nozzle to part distance, and angle—based on the part’s material and the finish you want.
Setting Up: Place the part in the blast chamber, seal it tightly, and bring the chamber up to the required pressure.
Blasting: Feed the beads through the nozzle; pressurized air accelerates them against the surface to clean or finish it.
Post-Cleaning: When blasting is complete, clear away any remaining beads and residue using compressed air, a soft brush, or an ultrasonic cleaner.
Tools Used for a Bead Blast Finish
To achieve the best results, it's crucial to use the most effective tooling. Now, let's take a look at the tools you’ll need to achieve top quality outcomes.
Bead Blasting Media
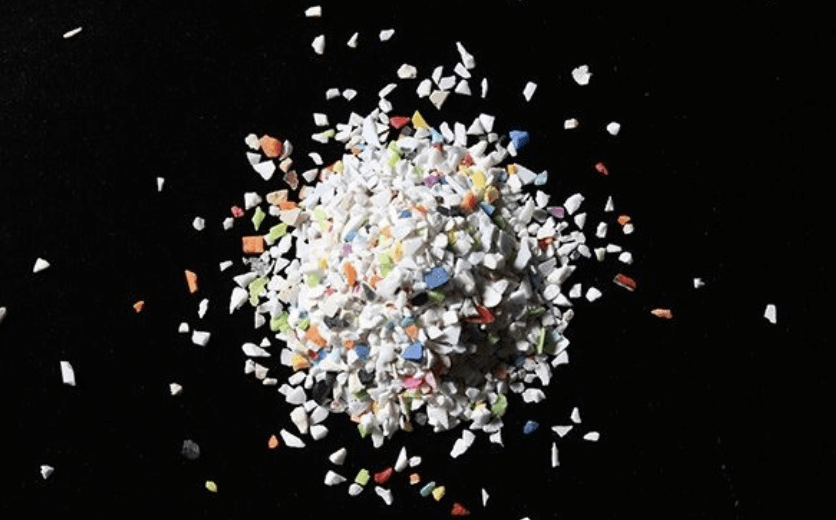
Glass Bead
Bead blasting media is the core of the process, and glass beads are the most common type. Made from lead free soda lime glass, they are chemically inert and contain no free silica, making them environmentally friendly and safe to use. When used appropriately, these beads can be reused up to 20–30 times. Because they leave no discoloration on impact, glass beads help maintain the material’s base color. Moreover, they are available in various mesh sizes, with #40–60, #60–100, #100–170, and #170–325 being the most common.
With their gentle, controllable impact, glass beads are ideal for light surface cleaning , semi polishing, and even light shot peening to introduce compressive stresses. However, they’re not well suited to extremely tough materials and are less effective at etching a surface for paint preparation or handling heavy paint and rust removal.
Steel Shot
Steel shot is another common blasting media, typically made from high carbon or alloy steel. It’s available in hardness ranges from 40 HRC up to 62 HRC, making it highly durable and reusable for hundreds to thousands of cycles. Particle sizes commonly range from #16 to #80 mesh.
Best suited for heavy duty applications, steel shot is most often used to rapidly remove rust, scale, and old coatings from industrial parts such as steel and cast iron, and to deburr and profile surfaces. When used for shot peening, it can induce compressive stresses in metal surfaces—stress relieving and hardening them to help prevent metal fatigue.
Ceramic Bead
Ceramic beads are typically made from aluminum oxide (Al₂O₃), zirconium oxide (ZrO₂), or a sintered composite of both. They are chemically inert and resist chemical attack. Their hardness lies between that of glass beads and steel shot, and they can be reused for 50–150 cycles. With excellent sphericity, they are suited for applications requiring tightly controlled surface finishes.
Plastic Media
There are multiple types of plastic blasting media, including acrylic, nylon, and polyester. They are much gentler than most other abrasives, highly reusable, and lightweight. This makes them a good choice for surface cleaning, deburring, and pretreatment of soft, brittle materials, delicate parts — without scratching or deforming the substrate.
Bead Blasting Cabinet
A bead blasting cabinet is where the blasting process takes place(For large or high volume parts, this often happens in a dedicated blast room).
When choosing equipment, select a high quality cabinet that delivers consistent blast results and guarantees operator safety. A good bead blasting cabinet should include the following key features:
Robust Construction with Stable Support
For a bead blasting cabinet, sturdy construction is key. Heavy-gauge steel is a great choice because it is durable and maintains its strength even under intense blasting pressure over time. Equally important is a solid support structure—whether legs or a frame—that carries the weight of the cabinet, media, and workpieces while damping the vibration generated during blasting. Insufficient support can lead to wobbling, increased wear, and safety hazards.
Seamless Cabinet Sealing with Efficient Ventilation
A well-designed cabinet must have an airtight seal that prevents dust, debris, and abrasive media from escaping, thereby protecting the operator and the surrounding workspace. It should also include a robust dust collection and extraction system to remove airborne particles quickly, keep the viewing window clear, and incorporate safety interlocks that disable blasting whenever the door is opened.
View Window Protection and Lighting
A clear, sizable, and durable viewing window is indispensable for real-time monitoring of the blasting process. However, it is prone to fogging, scratching, or pitting over time. To overcome this, replaceable protective films should be used to preserve clarity. Proper lighting inside the cabinet is also important. The lighting should be bright enough to highlight every detail of the workpiece, yet strategically positioned to avoid glare and shadows.
Blasting Gloves
Blasting gloves are typically integrated into the cabinet. They protect your hands from abrasions caused by high speed abrasive media and sharp edges during the blasting process. They also dampen the vibrations generated by blasting, reducing hand fatigue over prolonged use. Additionally, their textured design offers a strong grip, enhancing both control and precision.
Bead Blasting Gun
The bead blaster gun is another crucial component, much like a paintbrush is essential for a painter. Depending on the application, you can choose from several types: pressure blast guns for high efficiency and deep cleaning, or suction/gravity feed guns for lighter, more precise work.
No matter which type you choose, durability, operator comfort, and safety remain essential requirements. Bead blasting guns are also classified by operation mode into hand operated and foot operated models. Hand-operated guns are invaluable for precision work, while foot-operated guns are better suited for tasks that require prolonged operation or the use of both hands to manipulate the workpiece.
Applications of Bead Blasting
Functional Applications
Peening – Helps metals resist fatigue and prevents cracking.
Deburring – Smooths rough edges or ridges on metals after parts are cut or stamped.
Cosmetic Finishing – Improves surface aesthetics or removes machining marks from machined parts.
Surface Preparation – Effectively cleans the substrate and creates a controlled texture that enhances paint adhesion, preparing surfaces for secondary finishes like powder coating and painting.
Polishing – While it generally produces a matte finish rather than a mirror-like shine, the process provides a subtle polish that is effective on materials such as aluminum, stainless steel, and cast iron.
Cleaning and Restoration – Removes paint, rust, scale, and other contaminants from metal surfaces ,and is suitable for preparing used parts for refurbishment.
Industries Applications
Automotive: Bead blasting prepares car body panels and frames for new paint.
Aerospace: Engine casings are blasted for high-performance coatings that protect against extreme operating conditions.
Manufacturing: Tools like wrenches are blasted for a uniform, matte finish that enhances grip and appearance.
Electronics: Metal casings for devices like phones are blasted for a desirable texture.
Medical Manufacturing: Surgical instruments are blasted to achieve non-reflectivity, reducing glare in operating rooms and enhancing visual clarity during procedures.
Military & Defense: Firearm parts are cleaned and refurbished with blasting.
Pros and Cons of Bead Blast Finish
Despite its usefulness and versatility, bead blasting has a few drawbacks. Next, let’s summarize the advantages and disadvantages of using it for your project:
Pros
Uses round media, removing only a thin surface layer with minimal impact on part dimensions or shape.
Produces a uniform, matte finish without sharp profiles or embedded grit.
Does not alter the workpiece’s base color, often resulting in a brighter finish.
Many bead blasting processes use media that is recyclable, reducing waste and and lowering finishing costs.
Generates less airborne dust than many other abrasives, improving workplace safety.
Ideal for intricate geometries, small bores, and thin‐wall where aggressive media would damage the part.
Allows for selective masking of certain areas of the component to remain untouched by the blasting process.
Cons
Take longer for blasting tougher materials and may be ineffective for heavy rust or thick paint.
Often requires manual operation, increasing labor and cycle time.
May not be suitable for applications that require very tight tolerances.
Glass beads may not produce the anchor profile required for strong coating adhesion.
Best Practices Tips for Quality Bead Blast Finishes
To achieve your desired surface finish, here are some practical tips to consider:
Thorough Surface Preparation before Bead Blasting
Any dirt or coating left on the surface will interfere with the blasting media and lead to an uneven finish. For example, residual oils or grease cause the media to stick, creating blotches or preventing the abrasive from reaching some areas. Similarly, scrub or blow off loose debris so it doesn’t get embedded in the substrate during blasting.
Bead blasting—especially with fine media like glass beads—is not effective at cutting through heavy rust, mill scale, or thick paint. If the part shows heavy corrosion or a tough coating, remove it first using a more aggressive method or media (e.g., aluminum oxide grit, garnet, or a sand paper step) before bead blasting.
Avoid Tight Surface Roughness Callouts
Regardless of how fine the bead‑blasting media may be, the process inevitably introduces tiny surface irregularities that impact the final roughness. Achieving very tight surface roughness requirements can be challenging in practice. For most applications, it is recommended to specify a surface roughness no lower than 32 µin Ra.
Add Masking Notes for Critical Features
Mask any areas that should not be exposed to the abrasive. This includes threaded holes or shafts, bearing surfaces, polished or high tolerance surfaces, seal areas, and more. Use suitable masking materials—common choices include high strength tapes (e.g., duct tape, Gorilla® tape), rubber or silicone plugs for holes, screw on caps for threads, or purpose made blast masking films. Make sure the mask can withstand blast impact: thick rubber or vinyl tapes hold up well, while thin paint masking tape may tear under heavy blasting.
For delicate or precision surfaces, start with a gentle adhesive layer (such as blue painter’s tape), then apply a stronger tape over it. That way, when you remove the outer tape, it peels off cleanly without leaving residue or lifting the underlying surface.
Set Blast Pressure According to Material and Media
Harder metals or heavy duty cleaning require higher pressure, while softer materials or fine finishing need lower pressure. For example, delicate aluminum or plastic parts can be blasted at 30–40 PSI, whereas removing mill scale from steel may require 80+ PSI. Always err on the side of the lowest pressure that still gets the job done effectively.
In practice, bead blast processes typically run between 30 and 100 PSI (2–7 bar) depending on the application. Fine glass bead finishing is often done at 40–60 PSI to achieve a gentle satin matte finish. As a guideline, 50 PSI is a good starting point for glass bead blasting to get a clean polish without shattering the beads. Higher pressures (80–100 PSI) are used for more aggressive blasting with tougher media or for stripping coatings. When in doubt, start low and gradually increase the pressure until you achieve the desired finish.
Maintain Consistent Distance and Correct Angle
Keep the nozzle at a consistent standoff distance—typically 6 to 12 inches (15–30 cm). Holding the nozzle too close concentrates the blast on a small area and can dig in or over-peen the surface; too far away and the media loses effectiveness, giving a lighter finish.
The nozzle angle relative to the surface should also remain constant. Variations in angle can produce differences in roughness or brightness. For most high-quality finishes, a near-perpendicular (90°) angle is recommended.
Media Cleaning and Replacement
In a recyclable system, periodically sift the media to remove dust and broken particles—many cabinets even include a built in cyclone separator for this. Fine dust not only reduces blasting effectiveness but also can redeposit on the workpiece. Keeping the media clean ensures every abrasive particle does useful work.
When the abrasive media breaks down past a certain point, replace or refresh it with new or filtered media to maintain finish quality and processing speed.
Blasting Media Selection Chart
The choice of media is critical for achieving your desired finish. The blasting media selection chart below is provided as a general guide to help you choose the most suitable type for your project. However, Factors such as blast pressure, workpiece hardness, media shape, and the operator's technique can affect media performance beyond what the chart indicates.
Characteristic / Media
Glass Bead
Steel Shot
Ceramic Shot
Aluminum Oxide
Plastic Media
Garnet
Cleaning / Removal
✔️
✔️
✔️
✔️
✔️
✔️
Peening
✔️
✔️
✔️
--
✔️(Light)
--
Surface Etching
--
--
--
✔️
--
✔️
Recyclability / Media Life
Medium (20–30 cycles)
Very High (>500 cycles)
High (>150 cycles)
Med-High (50-100 cycles)
Medium (20-40 cycles)
Med–High (50–80 cycles)
Probability of Material Removal
Very Low
High
Med-High
Medium
Very Low
Medium
Mohs' Hardness
5.5
6-7
7
9
2-3
7-8
Typical Blast Pressure (PSI)
20-55
20-90
20-90
20-90
20-60
30-80
Media Shape
⬤
⬤
⬤
▲
▲
▲
✔️= Suitable ;⬤ = Spherical ;▲ = Angular
Conclusion
Bead blasting is a versatile surface finishing technique that works well on various materials and supports a wide range of manufacturing processes. It's cost-effective , eco-friendly and ideal for achieving semi-polished, satin-like finishes on your parts.
At Chiggo, we offer comprehensive surface finishing services to enhance your product’s quality and appearance at competitive prices. Contact us today for expert advice or a quote,and let’s make your next project a success!
Bead Blast Finish FAQs
What is the difference between bead blasting and sandblasting?
Sandblasting and bead blasting are both abrasive blasting techniques. The choice between them depends on the material and the desired effect. Key differences between them are:
Abrasive nature: Sandblasting is more abrasive and aggressive, suitable for heavy-duty cleaning tasks like removing rust or old paint. Bead blasting is gentler and does not damage the original surface.
Surface quality: Bead blasting typically results in a smoother finish compared to sandblasting.
Material suitability: Sandblasting is preferred for harder surfaces; bead blasting is better for softer or delicate materials such as aluminum and plastic.
Health and environmental impact: Sandblasting poses greater health risks due to silica exposure, necessitating stricter regulations and control measures.
Is glass bead blasting safe?
Glass bead blasting is generally considered safe, particularly when compared to abrasive blasting techniques that use silica sand—which can generate hazardous dust and lead to serious health issues. However, while glass bead blasting is a safer alternative, it still requires proper safety measures such as the use of personal protective equipment (PPE) and adequate ventilation to ensure operator protection.