مثل الألومنيوم أو مواد تصنيع CNC في التصنيع الحديث. ويرجع ذلك بشكل أساسي إلى الموصلية الكهربائية والحرارية الممتازة للنحاس ، ومقاومة التآكل العالية ، والقوة الجيدة ومقاومة التعب ، واللون المميز. بالإضافة إلى ذلك ، يمكن العمل بسهولة ، ناضحة ، لحام ، ولحام.
نحتاج إلى فهم خصائص النحاس وتفاصيل الآلات الخاصة به لأداء الآلات CNC النحاسية بشكل فعال. تابع القراءة - توفر هذه المقالة ما تريد معرفته.
ما هو تصنيع CNC النحاس؟
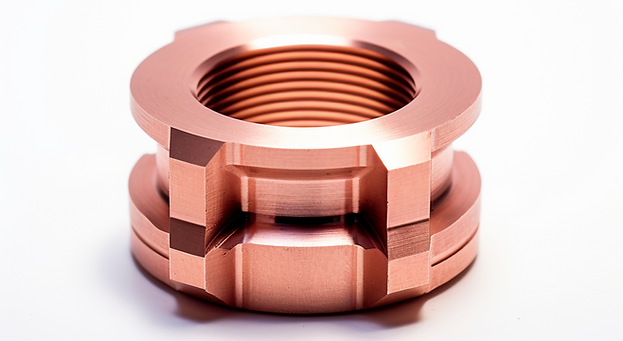
يعد Machining CNC COPPER دقة عملية التصنيع التي تستخدم أدوات التحكم العددية للكمبيوتر (CNC) لتشكيل مواد نحاسية في الأشكال المطلوبة. تنتج هذه العملية أجزاء نحاسية عالية الجودة وموثوقة مع الهندسة المعقدة والأبعاد الدقيقة ، وهو أمر بالغ الأهمية في الصناعات مثل الإلكترونيات والفضاء والسيارات والتصنيع الطبي.
يتم تصنيف النحاس على أنه CU مع الرقم الذري 29 على الجدول الدوري. له مظهر مميز للبرتقالي المحمر والثاني فقط إلى الفضة (AG) في الموصلية الحرارية والكهربائية. عندما نتحدث عن "النحاس" ، فإننا نعني غالبًا كل من سبائك النحاس والنحاس. الطريقة الأكثر شيوعًا لتصنيفها هي في ست عائلات: سبائك Coppers ، وسبائك المخففة (أو العالية) ، والنحاس ، والبرونز ، والنحاس النيكل ، والفضة النيكل.
coppers are essentially commercially pure copper, with up to approximately 0.7% total impurities. Based on impurity levels and alloying additions, these materials are designated by UNS numbers C10100 to C13000. Due to their excellent electrical and thermal conductivity, they are primarily used in electrical and heat dissipation applications, such as electrical wiring, fittings, busbars, and heat exchangers. These coppers are soft, highly ductile, and can be easily formed, brazed, or welded. However, they are moderately difficult to machine, with a standard machinability rating of approximately 20% (with free-cutting brass rated at 100).
سبيكة مخففة (أو عالي السقوط)contain small amounts of various alloying elements such as beryllium, chromium, zirconium, tin, silver, sulphur, or iron. These elements modify one or more of the basic properties of copper, such as strength, creep resistance, machinability, or weldability, while preserving as much of copper's conductivity and corrosion resistance as possible. Most of their applications are similar to those given above for coppers, but dilute-copper alloys are used in more extreme conditions.
النحاس are copper-zinc alloys containing up to about 45% zinc or more, often with small additions of lead for improved machinability and tin for increased strength. In addition to offering good corrosion resistance and machinability, brass also has an attractive appearance. Typical applications include architectural elements, radiator cores and tanks, electrical terminals, plugs and lamp fittings, locks, door handles, plumbing hardware, cartridge cases, and cylinder liners for pumps.
البرونز are alloys of copper with tin, plus at least one of phosphorus, aluminium, silicon, manganese, and nickel. These alloys offer high strength along with excellent corrosion and wear resistance. They are used for springs and fixtures, metal forming dies, bearings, bushes, terminals, contacts and connectors, architectural fittings and features. The use of cast bronze for statuary is well known.
النيكل النحاس, commonly known as cupronickel alloys, are primarily composed of copper and nickel—typically containing about 70–90% copper and 10–30% nickel—with small additions of elements like iron or manganese to further enhance their properties. These alloys are highly resistant to corrosion, especially in seawater and other harsh, saline environments. They are widely used in marine hardware, condenser tubes for power plants, heat exchangers, and piping systems in desalination plants and other maritime applications.
الفضة النيكل contain 55–65% copper alloyed with nickel and zinc, and sometimes include a small addition of lead to promote machinability. These alloys derive their misleading name from their appearance, which is similar to pure silver, even though they contain no silver. They are used for jewelry, name plates, musical instruments, cutlery, and as a base for silver plating (EPNS).
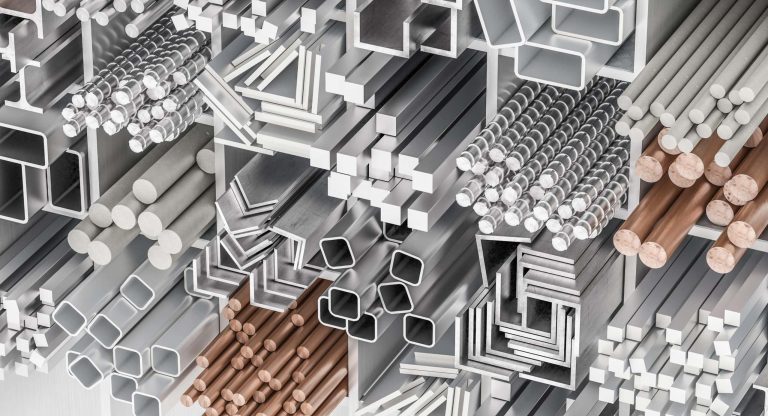
درجات مختلفة من النحاس المستخدمة في تصنيع CNC
بعد ذلك ، سنقدم عدة أنواع شائعة من سبائك النحاس والكسر المخففة المستخدمة في الآلات.
C10100 (النحاس الإلكتروني الخالي من الأكسجين ، من النحاس)
C10100 هو النحاس الأعلى درجة ، مع محتوى نحاسي يزيد عن 99.99 ٪ ومستوى الأكسجين يصل إلى 0.0005 ٪ (مع تعامل الفضة على أنها شوائب). تحتوي هذه الصف على الموصلية الكهربائية الممتازة (على الأقل 101 ٪ IACS - معيار النحاس الدولي الصلب ) والتوصيل الحراري. يقلل محتوى الأكسجين المنخفض للغاية من خطر احتضان الهيدروجين ، مما يتيح الرسم العميق أو الرسم العالي التقليل دون تكسير ، والسماح له بالانضمام إلى أي عملية تقليدية-مثل لحام القوس ، واللحام المقاومة ، والبلاط ، واللحام-حتى في الظروف أو الفراغ. يستخدم C10100 بشكل أساسي لمكونات غرفة الفراغ ، واتصالات أشباه الموصلات ، والأسلاك الرصاص ، والأختام من الزجاج إلى المعدن ، وأدلة الموجات.
C10200 (النحاس الخالي من الأكسجين ، من النحاس)
يعد C10200 أيضًا نحاسًا خاليًا من الأكسجين ، لكنه أقل بقليل من C10100 ، مع الحد الأدنى من المحتوى النحاسي بنسبة 99.95 ٪ (بما في ذلك الفضة) ومحتوى الأكسجين يقتصر على حوالي 0.001 ٪ كحد أقصى. إنه يوفر مزايا وظيفية متطابقة تقريبًا مثل C10100 (بدون تلف الهيدروجين ، وما إلى ذلك) وغالبًا ما يكون قابلاً للتبديل في العديد من التطبيقات. في الأساس ، يمكن اعتبار C10200 إصدارًا أقل من C10100 ، مما يلبي الحاجة إلى النحاس الخالي من الأكسجين في التطبيقات العامة بتكلفة أقل قليلاً.
ETP النحاس هو النحاس الأكثر شيوعا. يجب أن يكون ما لا يقل عن 99.9 ٪ نقية وعادة ما يكون لديه 0.02 ٪ إلى 0.04 ٪ من الأكسجين. كما هو الحال مع النحاس ، يتم احتساب محتوى الفضة (AG) كنحاس (CU) عند تحديد النقاء. فيما يتعلق بالتوصيل الكهربائي والحراري ، فإن C11000 يساوي بشكل أساسي C10100 و C10200 في الأداء العملي. معظم C11000 المباعة اليوم يجتمع أو يتجاوز 101 ٪ IACs للتوصيل الكهربائي وتوفر الموصلية الحرارية حوالي 390 واط/م · ك. بالإضافة إلى ذلك ، يعد C11000 أكثر اقتصادًا ويعتبر معيار الصناعة للتطبيقات الكهربائية العامة.
على الرغم من أن C11000 هو الدكتايل للغاية في ظل الظروف العادية ، إلا أنه يمكن أن يعاني من التسلل إذا تم تسخينه في بيئة غنية بالهيدروجين. وذلك لأن الأكسجين في C11000 موجود كرواسب cu₂o ، عادة ما تكون موجودة في حدود الحبوب. في درجات حرارة مرتفعة ، يمكن للهيدروجين أن ينتشر في المادة ويتفاعل مع cu₂o لتشكيل بخار الماء (H₂O). يخلق هذا التفاعل فراغات أو تشققات داخلية ، وهي ظاهرة تعرف باسم تحضرة الهيدروجين أو "مرض الهيدروجين". ونتيجة لذلك ، فإن C11000 غير مناسب للحام الغاز والطيور ذات درجة الحرارة العالية. إذا كان هناك حاجة إلى اللحام ، فعادة ما يتم ذلك عن طريق اللحام القوس (TIG ، MIG) في درع الغاز الخامل ، أو عن طريق اللحام بالمقاومة ، لمنع التقاط الهيدروجين.
C12200 (النحاس الفوسفور العالي غير الأكسدة ، النحاس DHP)
المعروف أيضًا باسم النحاس الفوسفوري النحاسي أو النحاس الفوسفوري عالي المقاوم ، يشبه C12200 ميكانيكياً مع C11000 ولكنه يشمل كمية صغيرة من الفسفور (0.015-0.04 ٪). تساعد هذه الإضافة على إزالة الأكسجين من المعدن ، مما يحسن قدراته في اللحام وقدرات النحاس مع منع تحضرة الهيدروجين. يمكن أيضًا أن يكون C12200 ساخنًا وباردًا بسهولة ويكون اختيارًا ممتازًا للفات المحولات ، وأشرطة البوس ، وغيرها من المكونات الكهربائية التي تتطلب تصنيع موثوق بها.
C14500 (Tellurium Copper)
C14500 هي سبيكة نحاسية مخففة تحتوي على 0.4-0.7 ٪ من الفوسفور و 0.004-0.12 ٪. أشكال التيلوريوم ترسبات مشتتة بدقة داخل مصفوفة النحاس ، والتي تعمل كقواصات رقاقة أثناء الآلات. هذا يرفع تصنيف قابلية الآلات إلى حوالي 80-90 ٪ (مع النحاس النحاس الحرة بنسبة 100 ٪) ، مقارنة بتصنيف قابلية النحاس القياسية حوالي 20 ٪. يقابل انخفاض طفيف في الموصلية من خلال قدرته على التشكيل بسرعة ودقيقة.
نظرًا لقابليتها الممتازة وجودة السطح العالية ، يتم استخدامها بشكل شائع في المكونات الكهربائية والموصلات التي تتطلب قطعًا عالي الدقة والتشطيبات السطحية الأملسية ، مثل مفاتيح الدقة والموصلات والمكونات الإلكترونية. ومع ذلك ، فإن وجود التيلوريوم يؤثر سلبا على استقرار مفصل اللحام. لذلك ، فإن عمليات مثل اللحام الأوكسي-أسيتيلين ، ولحام البقع ، ولحام القوس المعدني المطلي غير مناسب بشكل عام لـ C14500.
C14700 (الكبريت تحمل النحاس)
C14700 عبارة عن سبيكة نحاسية حرة ، على غرار C14500 ، مصممة لتعزيز قابلية النحاس النقي بشكل كبير. أنه يحتوي على 0.2-0.5 ٪ من الكبريت ، مما يشكل رواسب الكبريتيد التي تختلف في التشكل والتوزيع من رواسب تيلورايد في C14500.
في حين أن بعض الشركات المصنعة تفضل C14500 للتطبيقات المهمة التي تتطلب التحكم الأمثل للرقائق والتشطيب السطحي ، فإن التغذية المرتدة تبين أنه في ظل ظروف لحام معينة ، فإن الكبريتيد يترسب في C14700 يؤثر على استقرار مفصل اللحام أقل من رواسب Telluride في C14500. ومع ذلك ، كلاهما غير مناسب للحام التقليدي. يوصى باستخدام لحام القوس المحمي منخفضة الحرارة أو خاملة الغاز (TIG أو MIG). علاوة على ذلك ، بالنسبة لتطبيقات الآلات الحساسة للتكاليف أو أقل تطلبًا ، فإن C14700 يوفر فوائد كبيرة وقد يكون أكثر اقتصادا.
العمليات الشائعة لآلات CNC النحاسية
تستخدم عملية تصنيع CNC النحاسية أجهزة معقدة مثل المطاحن والطاحن والمخارط لإنشاء ميزات دقيقة ومعقدة على أجزاء النحاس. فيما يلي التقنيات الأكثر شيوعًا:
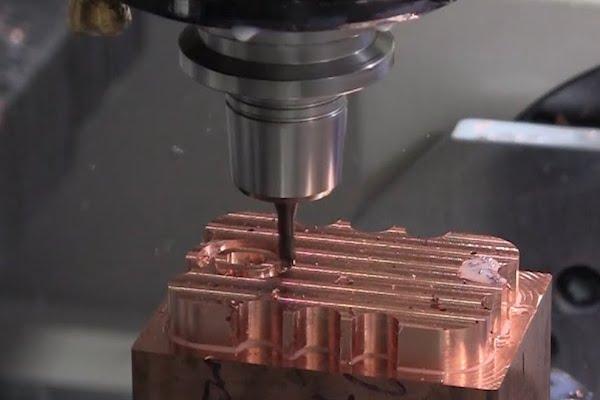
طحن CNC
طحن CNC يتم أتمتة سرعة القطع ، معدل التغذية ، وحركة الأدوات ، مما يتيح تشكيلًا دقيقًا من أعمال الشغل النحاسية. باستخدام أدوات القطع الدوارة متعددة النقاط ، فإنه يزيل المواد تدريجياً لإنشاء ميزات تصميم متنوعة بما في ذلك الأخاديد ، والطائرات ، والشقوق ، والأسطح المسطحة ، والثقوب ، والجيوب. نظرًا لنعومة النحاس ، تُستخدم مصانع نهاية كربيد ثنائية الشهية لمنع تراكم الرقائق والحفاظ على الدقة.
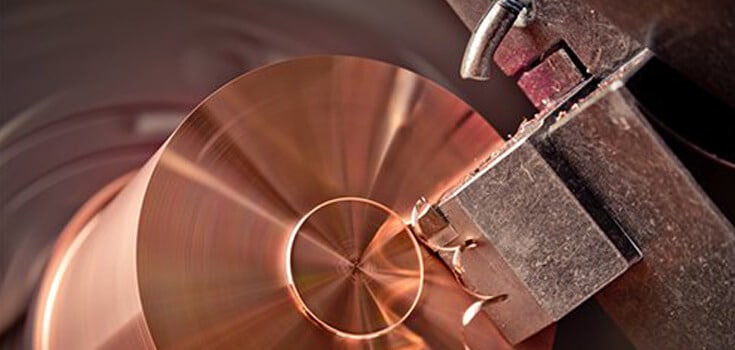
تحول CNC
في تحول CNC ، يتم تشكيل قطعة عمل نحاسية دوارة بواسطة أداة قطع ثابتة. تنتج هذه العملية بكفاءة أجزاء أسطوانية وخيوط وعالية الدقة مع التحمل الضيق. تستخدم إدراج السيراميك أو CBN في بعض الأحيان لزيادة عمر الأداة ومقاومة التآكل. نظرًا لسرعتها وقدرتها على التكيف ، فإن تحول CNC مناسب تمامًا للإنتاج ذو الحجم العالي. هذه الطريقة فعالة من حيث التكلفة نسبيًا ، وهي مناسبة لتصنيع العديد من المكونات الإلكترونية والميكانيكية مثل موصلات الأسلاك الكهربائية ، والصمامات ، وأشرطة الحافلات ، والمشروع.
الحفر CNC
حفر CNC يخلق ثقوب دقيقة ونظيفة في أجزاء النحاس. على الرغم من أن طحن CNC يمكن أن يخلق أيضًا ثقوبًا ، إلا أن حفر CNC متخصص في حفر الثقب العميق أو تكوين ثقب عالي الدقة. لمنع النحاس من الالتزام بتثبيت الحفر والتسبب في انسداد ، يتم استخدام أجزاء الحفر الحادة مع زوايا القطع المحسنة لتحسين إخلاء الرقائق. بالإضافة إلى ذلك ، غالبًا ما يتم اختيار بتات الحفر المطلية بالقصدير لتقليل الاحتكاك وتحسين عمر الأداة.
طحن CNC
تعمل طحن CNC على تحسين التشطيبات السطحية ودقة الأبعاد في تصنيع النحاس. إنه يستخدم عجلات كاشطة لتحقيق التحمل الضيق والأسطح السلسة ، مما يجعلها مناسبة للغاية للإلكترونيات أو الأجهزة الطبية المتطورة. بسبب ميل النحاس إلى اللطخة ، يتم استخدام كاشطات دقيقة والضغط المتحكم فيها لمنع تشوه المواد.
تصنيع التفريغ الكهربائي (EDM)
EDM هي طريقة تصنيع غير متوفرة تزيل المواد من خلال التصريفات الكهربائية التي يتم التحكم فيها. إنه خيار ممتاز لتصميمات النحاس المعقدة التي يصعب تجميعها مع الأدوات التقليدية. هذه التقنية مفيدة بشكل خاص لتصنيع الأقسام ذات الجدران الرفيعة ، والتجويف التفصيلي ، والمكونات عالية الدقة في الفضاء والإلكترونيات. Wire EDM و Sink EDM هما النوعان الرئيسيان. يتم استخدام الأول لتخفيضات دقيقة في ملف تعريف ثنائي الأبعاد (أو الأشكال المسطحة) باستخدام سلك رفيع كقطب ، بينما يتم استخدام هذا الأخير لتشويه التجويف ثلاثي الأبعاد والثقوب العميقة ، حيث يتم تشكيل القطب لتتناسب مع الهندسة المطلوبة. على الرغم من أن EDM أبطأ من الطرق التقليدية ، إلا أنه يمكن أن يخلق تصميمات دقيقة ومعقدة مع الحد الأدنى من الإجهاد الميكانيكي.
المكملات الغذائية: عمليات ما بعد المعالجة للأجزاء المعنية CNC النحاسية
بعد تصنيع CNC ، عادةً ما تخضع أجزاء النحاس التشطيب السطحي لتحسين الوظائف والجمال عن طريق إزالة علامات الآلات ، وتقليل الأكسدة ، وتقليل مقاومة التآكل.
تفجير وسائل الإعلام:Uses abrasive materials such as sand, glass beads, or aluminum oxide to clean and texture copper surfaces. It effectively removes oxidation, machining marks, and surface contaminants, providing a uniform matte or satin finish.
الطلاء الكهربائي:Deposits a thin metallic layer onto copper parts to improve corrosion resistance, conductivity, and wear resistance. Common plating materials include nickel (for durability), silver and gold (for high conductivity), and tin (for solderability and oxidation resistance).
الصدمة الكهربائية: An electrochemical process that removes a thin oxide layer from the copper surface, especially suitable for high-purity copper and oxygen-free copper. It helps to reduce friction, improves oxidation resistance, and provides a shiny, reflective surface.
anodizing:While not as common for copper as for aluminum, الأنودcan be applied to certain copper alloys. This process thickens the oxide layer on the surface, enhancing corrosion resistance and providing a decorative finish in various colors.
التحديات في عملية تصنيع CNC النحاسية
على الرغم من أن النحاس يستخدم على نطاق واسع في قابلية عمله الممتازة وخصائصه الحرارية ، إلا أنه يمثل العديد من التحديات الفريدة في تصنيع CNC. فيما يلي الصعوبات الرئيسية التي تظهر في عملية تصنيع CNC النحاسية.
سوء القدرة على النحاس النقي
يلتصق النحاس النقي بسهولة بأدوات القطع والنماذج المدمجة (BUE) على أسطح الأدوات ، وتدهور الأدوات المتسارع. ينتج عن هذا عدم الكفاءة في تصنيع وتشكيل البورس على سطح الشغل. على عكس سبائك النحاس ، التي توفر تكوين رقائق أفضل وقابلية للآلات ، يتطلب تصنيع النحاس النقي أدوات وعملية متخصصة لضمان دقة الأبعاد والتشطيبات السطحية السلس.
تصلب العمل
ليونة النحاس العالية تعني أنها تشوه بسهولة تحت ضغوط الآلات. عندما يخضع تشوه البلاستيك (خاصة أثناء العمل البارد) ، يتراكم بنيةه البلورية الخلل ، مما يزيد من قوته وصلصته - ظاهرة تعرف باسم تصلب العمل. يتطلب السطح المتصلب قوى قطع أعلى وأكثر كاشطة للأداة ، مع التأكيد على الجهاز ويؤثر على دقة الأبعاد. للتخفيف من هذا ، يتم استخدام معلمات القطع المحسنة ، والتبريد والتزييت الفعال ، والأدوات الحادة عالية الجودة.
التمدد الحراري
يتمتع النحاس بالقدرة على إجراء الحرارة وتبديدها بسرعة ، ولكن يمكن أن تسبب التغيرات في درجات الحرارة السريعة والمتجمدة توسعًا حراريًا غير متساوٍ أو تقلص ، مما يؤدي إلى تشويه الشغل. بالإضافة إلى ذلك ، يمكن أن يؤدي توليد الحرارة المفرط إلى تحطيم أدوات القطع. لمنع هذه المشكلات ، من المهم إدارة توليد الحرارة وضمان تبديد حرارة فعال أثناء الآلات.
اعتبارات مفيدة لآلات CNC النحاسية
لمواجهة التحديات أعلاه ، فيما يلي اعتبارات رئيسية لضمان تصنيع النحاس الفعال والفعال من حيث التكلفة.
اختر درجة النحاس الصحيحة
قبل الآلات ، من الأهمية بمكان تحديد درجة المواد النحاسية الأنسب لتطبيقك. النحاس النقي مكلف ويتحدى الآلة. إذا كنت بحاجة إلى خصائص النحاس النقي ولكنك تحتاج إلى مادة أسهل في معالجتها ، فإن سبائك النحاس الحرة-مثل النحاس النحاسي النحاسي والنحاس الحامل للكبريت-أفضل للآلات الفعالة وأكثر فعالية من حيث التكلفة. ومع ذلك ، إذا كانت هناك حاجة أيضًا إلى قوة ميكانيكية أعلى ومقاومة للارتداء ،
تصميم للتصنيع
هناك اعتبار مهم آخر هو مراجعة متطلبات تصميم أجزاء النحاس ومواصفاتها في وقت مبكر من العملية. من خلال مواءمة التصميم مع قدرات التصنيع ، يمكنك تقليل الأخطاء وإعادة صياغة وتأكد من أن الجزء النهائي يفي بالوظائف المقصودة. فيما يلي بعض اقتراحات التصميم:
الحفاظ على سمك الجدار الكافي: For aesthetic or decorative parts, a thickness of at least 0.5 mm is sufficient. For structural components that require additional strength, thicker walls should be used to prevent deformation.
تجنب الجيوب العميقة مع نصف قطر صغير:These features hinder chip evacuation and put additional strain on the cutting tools, which increases wear and affects surface quality.
التصميم مع وضع Deburring في الاعتبار:Copper tends to form burrs during machining. To reduce the need for post-machining deburring, use smooth transitions — such as rounded edges, chamfers, or fillets — rather than sharp edges. Also, design features with accessible tool paths and appropriate cutting force directions to further minimize burr formation and boost machining efficiency.
تصميم ميزات موحدة:Use standard dimensions and features whenever possible to simplify fixturing and tool path programming. Avoid overly tight tolerances, as these can increase machining difficulty, accelerate tool wear, and raise production costs.
اضبط معدل التغذية الصحيح
يصف معدل التغذية السرعة التي تتقدم بها أداة قطع CNC ضد الشغل. إنه يؤثر بشكل مباشر على عمر الأداة ، والتشطيب السطحي ، وكفاءة الآلات. يمكن أن يؤدي معدل التغذية المرتفع إلى ارتفاع درجة الحرارة بسرعة كبيرة ، مما يؤدي إلى مشكلات مثل الثرثرة ، وانحراف الأدوات ، وتقليل الدقة في النحاس. لمنع هذه المشكلات ، يُنصح بتطبيق معدلات التغذية المنخفضة إلى المعتدلة.
حدد مادة الأداة المناسبة
يعد اختيار اليمين أداة القطع أمرًا بالغ الأهمية في Machining CNC النحاسية. تفضل أدوات كربيد للآلات عالية السرعة لأنها تحافظ على صلابة في درجات حرارة مرتفعة ولديها مقاومة تآكل ممتازة. تعمل الأدوات المغطاة بالألماس بشكل أفضل للتطبيقات النحاسية والدقيقة ، لأنها تمنع تراكم الرقائق والالتصاق للمواد. يمكن استخدام أدوات الصلب ذات السرعة العالية (HSS) للعمليات منخفضة السرعة ولكن تميل إلى ارتداء أسرع. بالإضافة إلى ذلك ، تعمل مزامير الأدوات المصقولة على تحسين إخلاء الرقائق وتقليل تلطيخ المواد. تأكد من شحذ أدوات القطع الخاصة بك إلى حافة حادة قبل تصنيع النحاس للحصول على الأداء الأمثل.
آخر النظر في نصائح:
تطبيق المبردات المناسبة أو مواد التشحيم أثناء الآلات. للآلات عالية السرعة ، قد توفر المبردات القائمة على الزيت تزييتًا أفضل وتبديدًا للحرارة.
استخدم قواطع الرقائق وأدوات القطع زاوية العالية لتحكم أفضل في الرقاقة.
اعتماد تقنيات deburring مثل الانتهاء من الاهتزاز أو التنقل اليدوي لضمان أسطح ناعمة خالية من العيوب.
خاتمة
يتطلب تصنيع CNC النحاس الدقة والخبرة واختيار المواد الدقيقة لإنتاج عالي الجودة وفعال من حيث التكلفة. توفر هذه المقالة رؤى أساسية لتوجيه اختيارات المواد الخاصة بك وتساعدك على تجنب مشكلات الآلات الشائعة. ومع ذلك ، يعتمد التصنيع الناجح أيضًا على وجود شريك موثوق به مع تكنولوجيا CNC المتقدمة وخبرة الصناعة. من أجل تصنيع CNC الموثوق للنحاس وسبائكه ، chiggo هنا للمساعدة. اتصل بنا اليوم ودعنا نبدأ!