Designing plays a pivotal role in CNC machining as it lays the foundation for the entire manufacturing process. As is known, CNC machining uses computer-controlled machines to precisely remove material from a workpiece. The process is highly versatile, repeatable, and accurate — plus, it is compatible with a broad range of materials, from foam and plastic to wood and metal.
Achieving these capabilities relies heavily on the design for CNC machining. Effective design not only ensures the quality of the part but also saves production costs and time associated with CNC machined parts.
In this guide, we will discuss design restrictions and provide actionable design rules and recommended values for the most common features encountered in CNC machining. These guidelines will help you achieve the best results for your parts.
Design Restrictions for CNC Machining
In order to properly design parts for CNC machining, we must first have a clear understanding of the various design restrictions inherent in the process. These restrictions arise naturally from the mechanics of the cutting process and mainly concern the following aspects:
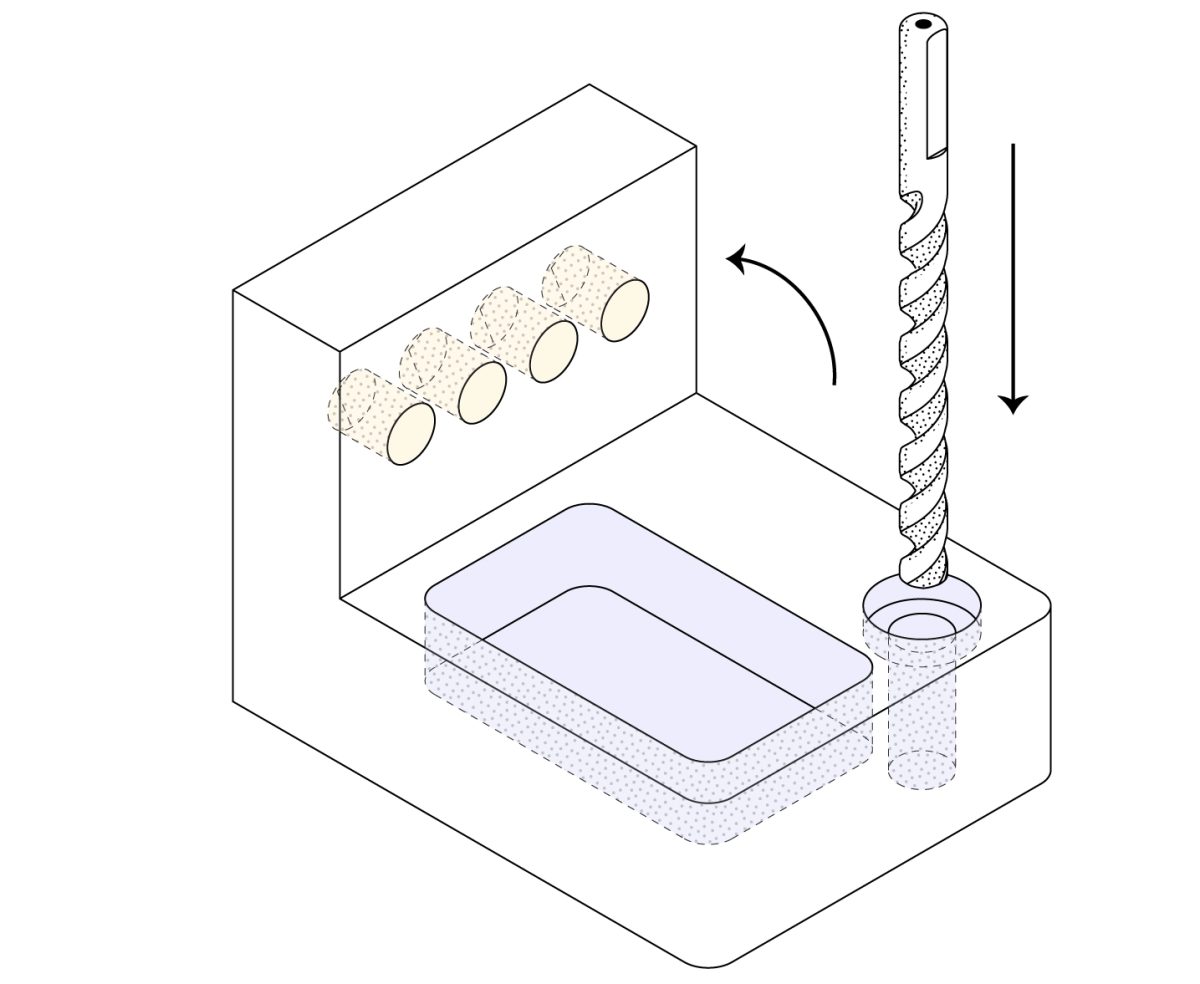
Tool Geometry
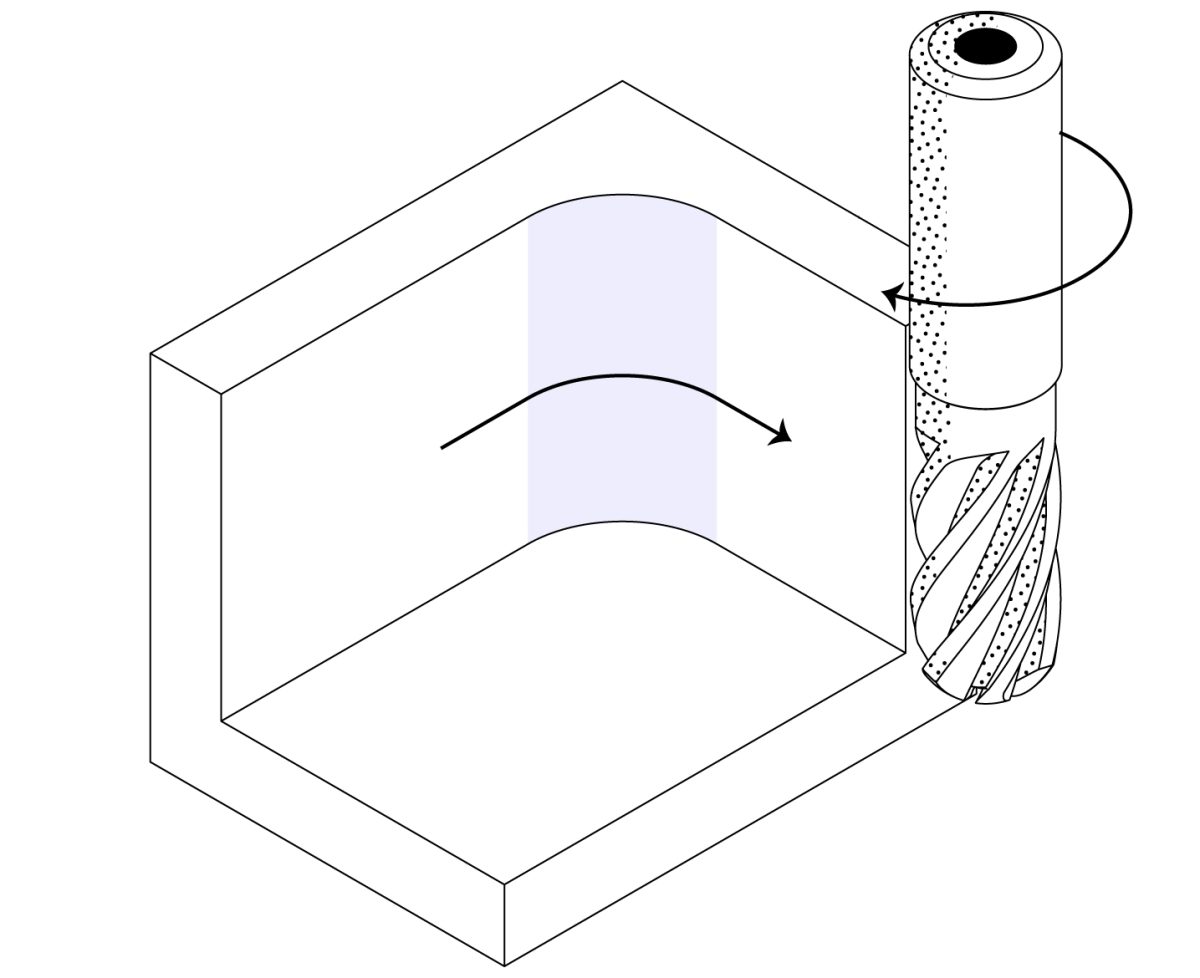
Most CNC machining cutting tools have a cylindrical shape and a limited cutting length. When removing material from a workpiece, these cutting tools transfer their geometry to the part. This means that internal corners of a CNC part will always have a radius, no matter how small the cutting tool is. Additionally, the length of the tool limits the maximum depth that can be machined. Longer tools generally have reduced rigidity, which can lead to vibration or deformation.
Tool Access
To remove material, the cutting tool must approach the workpiece directly. Surfaces or features that can't be reached by a cutting tool cannot be CNC machined. For example, complex internal structures, especially when there are multiple angles or features within a part being blocked by another feature or when there is a large depth-to-width ratio, may make it difficult for the tool to reach certain areas. Five-axis CNC machines can alleviate some of these tool access limitations by rotating and tilting the workpiece, but they cannot completely eliminate all restrictions, especially issues like tool vibration.
Tool Stiffness
Like the workpiece, the cutting tool can deform or vibrate during machining. This can result in looser tolerances, increased surface roughness, and even tool breakage during the manufacturing process. This issue becomes more pronounced when the ratio of the tool's length to its diameter increases or when cutting high-hardness materials.
Workpiece Stiffness
Due to the significant amount of heat generated during the machining process and the strong cutting forces involved, materials with low rigidity (such as certain plastics or soft metals) and thin-walled structures are prone to deformation during machining.
Workholding
The geometry of a part determines how it will be held on the CNC machine and the number of setups required. Complex or irregularly shaped workpieces can be challenging to clamp and may require special fixtures, which can drive up costs and machining time. Additionally, when manually repositioning workholding, there is a risk of introducing small but non-negligible positional errors.
CNC Machining Design Guidelines
Now, it's time to translate those restrictions into actionable design rules. There is no universally accepted standard in the CNC machining world, primarily because the industry and the machines used are always evolving. However, long-term processing practices have accumulated sufficient experience and data. The following guidelines summarize the recommended and feasible values for the most common features of CNC machined parts.
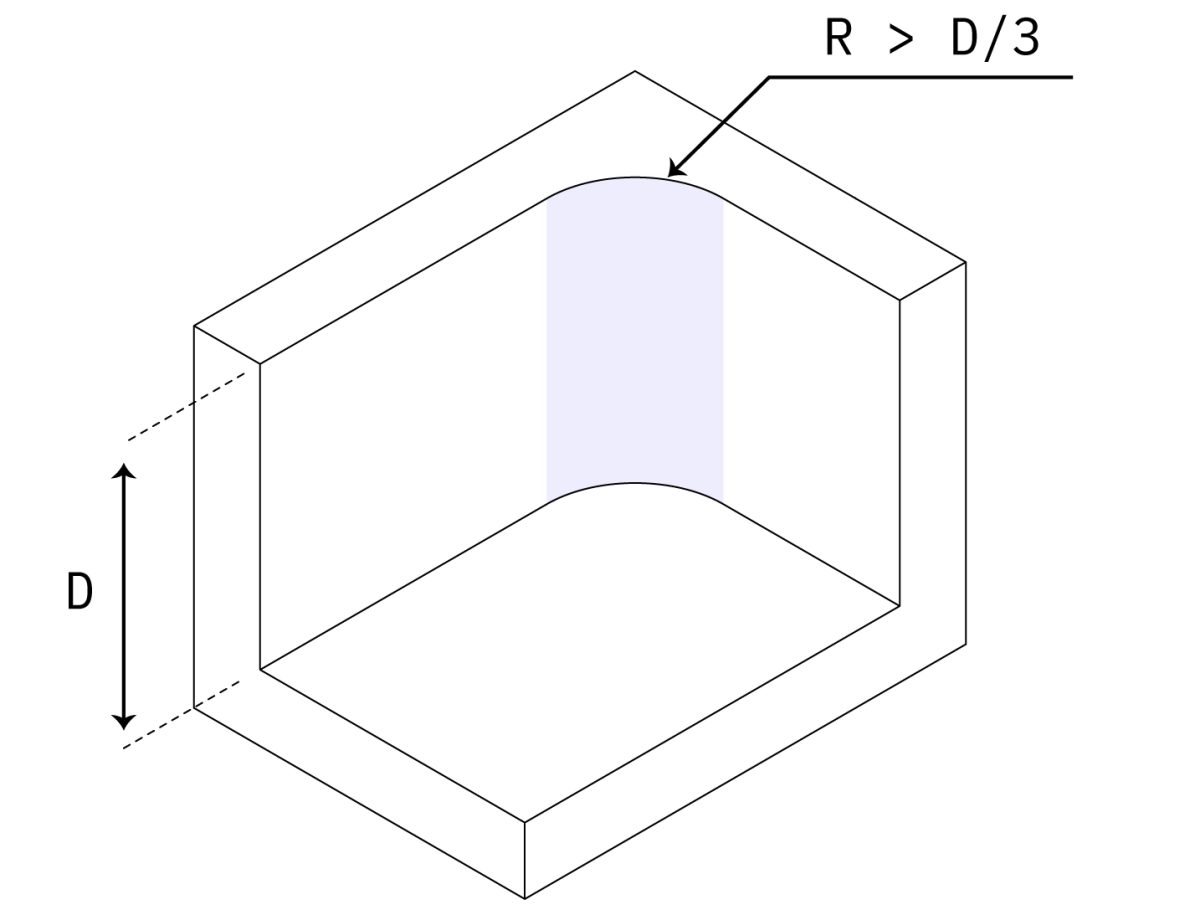
Internal Edges
Recommended Vertical Corner Radius: ⅓ times cavity depth (or larger)
It is generally advisable to avoid sharp internal corners. Most CNC tools are cylindrical, making it difficult to achieve sharp internal angles. Using the recommended internal corner radii allows the tool to follow a circular path, which reduces stress concentration points and machining marks, resulting in a better surface finish. This also ensures that appropriately sized tools are used, preventing them from being too large or too small, thereby maintaining machining accuracy and efficiency. For sharp 90-degree angles, it is recommended to use T-slot cutters or wire cutting rather than reducing corner radii.
Recommended Floor Radius: 0.5 mm, 1 mm or no radius
Feasible Floor Radius: Any radius
End mill tools typically have flat or slightly rounded lower cutting edges. If the designed bottom radius aligns with the recommended value, standard end mills can be used for machining. This design is preferred by machinists because it allows the use of widely available and easy-to-use tools, which helps balance processing costs and quality in most cases. While ball end mills can accommodate any bottom radius, they may increase machining time and costs due to their shape.
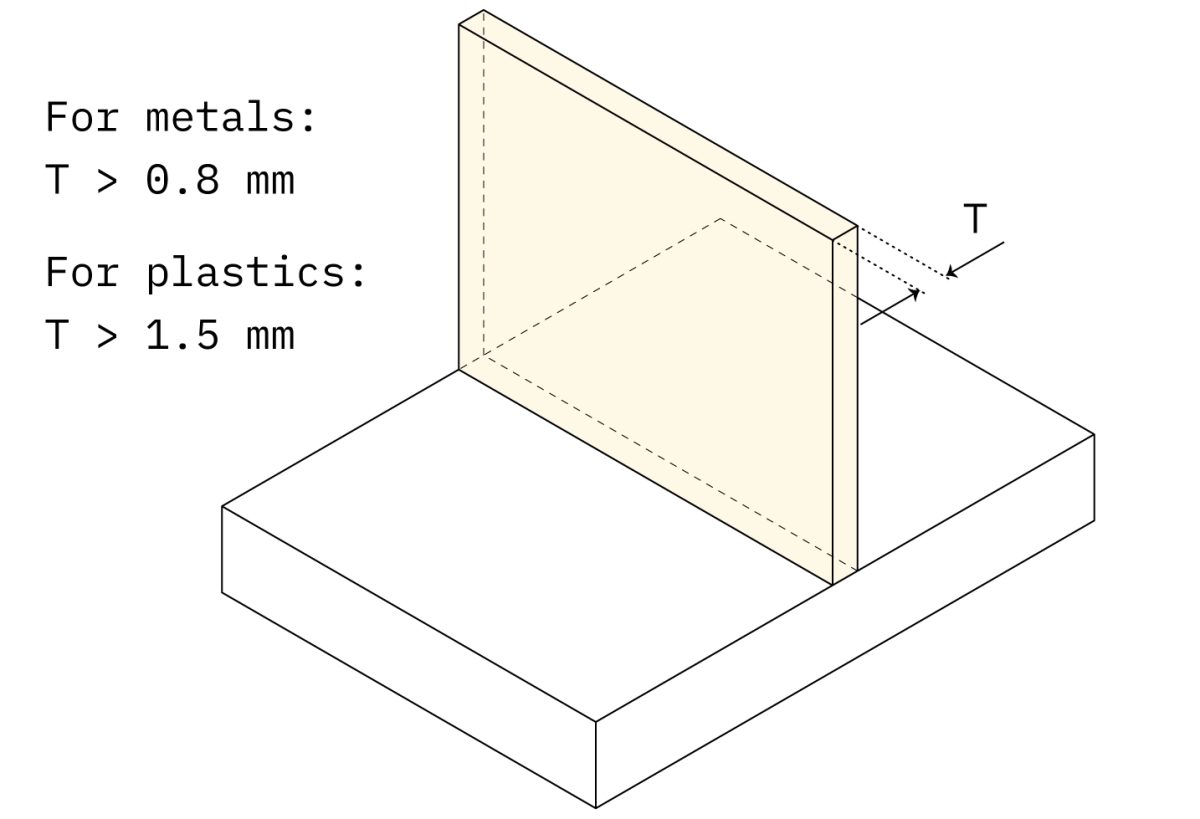
Thin Walls
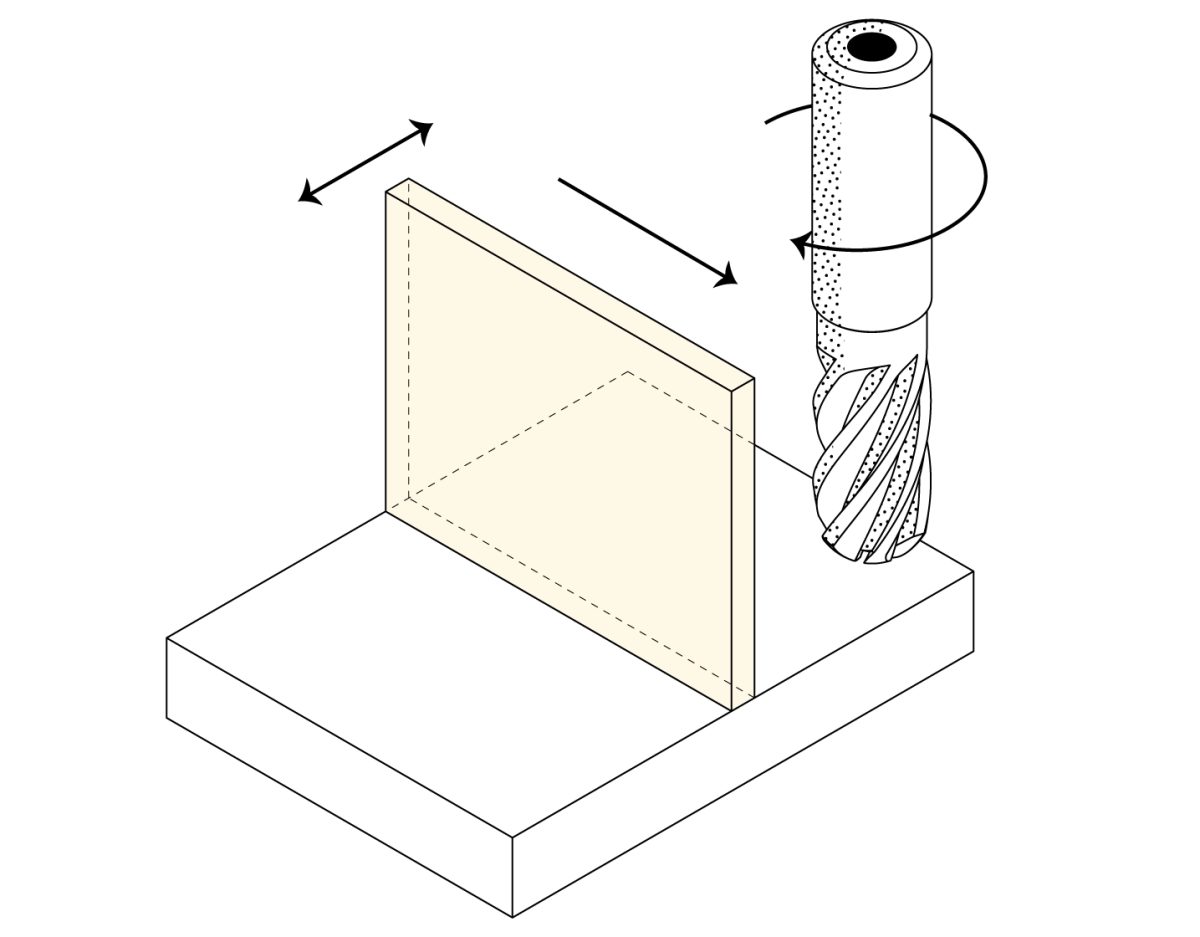
Recommended Minimum Wall Thickness: 0.8 mm (metals), 1.5 mm (plastics)
Feasible Minimum Wall Thickness: 0.5 mm (metals), 1.0 mm (plastics)
CNC machines have limits for machining very thin walls, because decreasing the wall thickness affects the stiffness of the material and reduces achievable accuracy, potentially causing increased vibrations during machining. The recommended and feasible values mentioned above should be carefully evaluated on a case-by-case basis, as materials differ in hardness and mechanical properties. For thinner walls, alternative processes such as sheet metal fabrication might be preferable.
Holes
Recommended Hole Diameter: Standard drill bit
Feasible Hole Diameter:At least 1mm
Holes are machined using either a drill bit or an end mill tool. Drill bits are available in well-defined standard sizes in both metric and imperial units. Designers typically specify hole sizes based on these standard diameters to ensure that suitable tools are readily available. This practice avoids the need for custom tooling and can result in significant cost savings, especially for high-accuracy holes with diameters smaller than 20 mm, where using a standard diameter is strongly recommended.
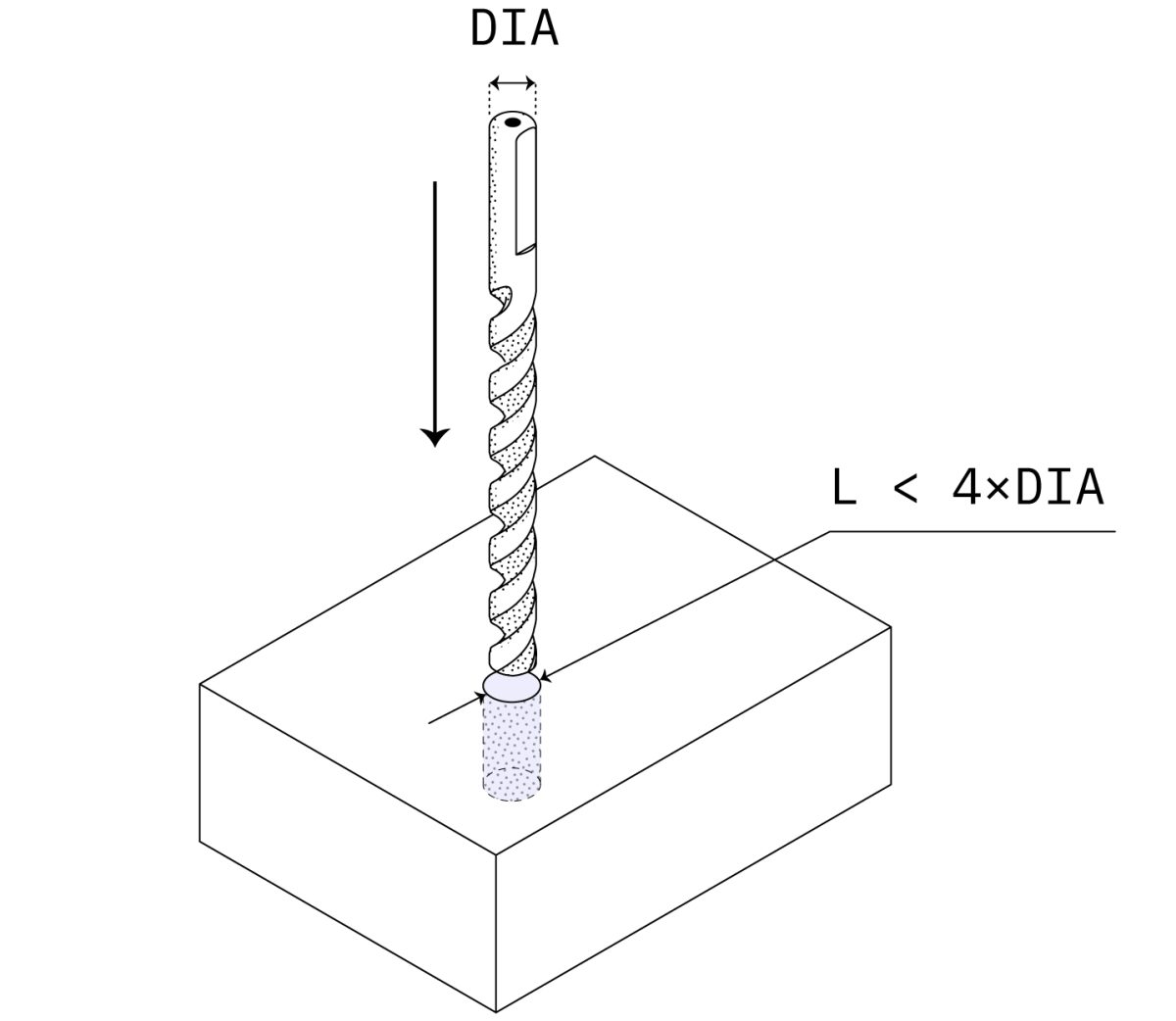
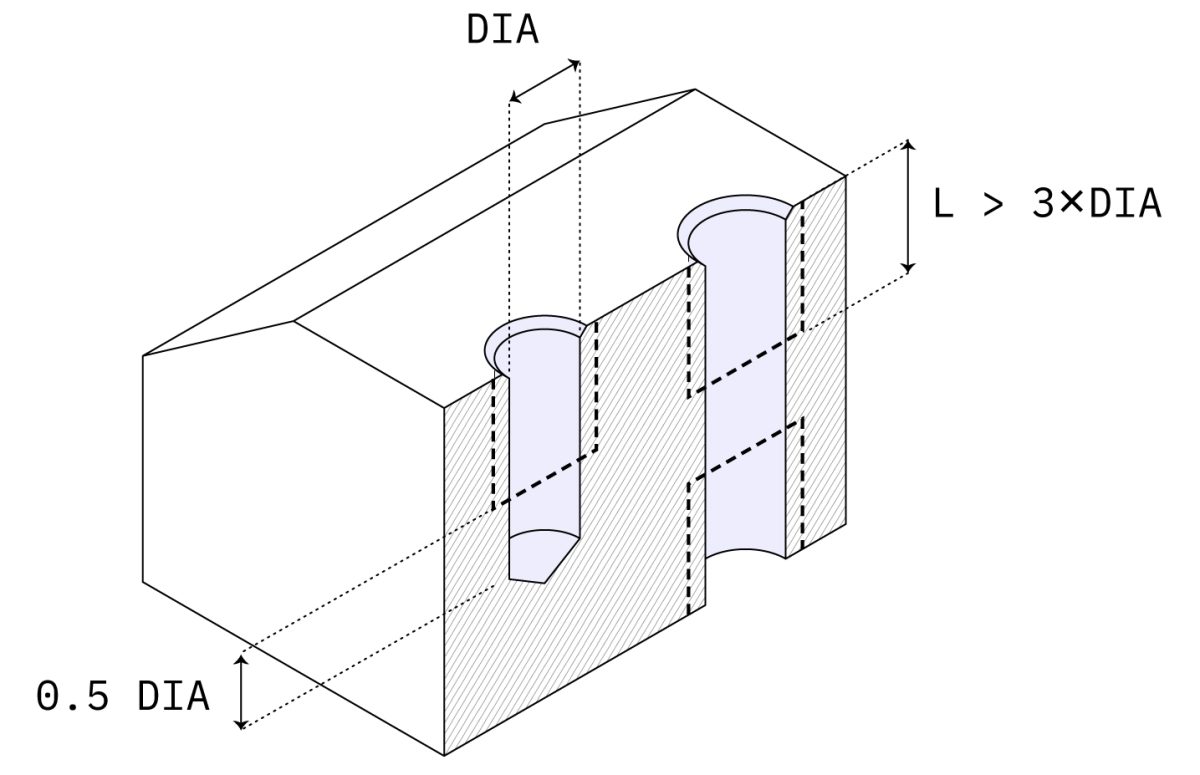
Recommended Maximum Depth: 4 times nominal diameter
When a hole's diameter does not align with a standard drill bit size, an end mill tool is used instead. However, when machining non-standard holes with an end mill, it is important to follow the recommended maximum cavity depth to ensure the stability and quality of the machining process. If the hole depth exceeds the recommended maximum, specialized drill bits may be necessary. 10 times the nominal diameter is typical, and 40 times the nominal diameter is feasible.
Drill bits typically create blind holes with a conical floor (at a 135-degree angle), while holes machined with an end mill have a flat bottom. In CNC machining, there is generally no preference between through holes and blind holes, which means designers choose the hole type based on specific design needs or functionality.
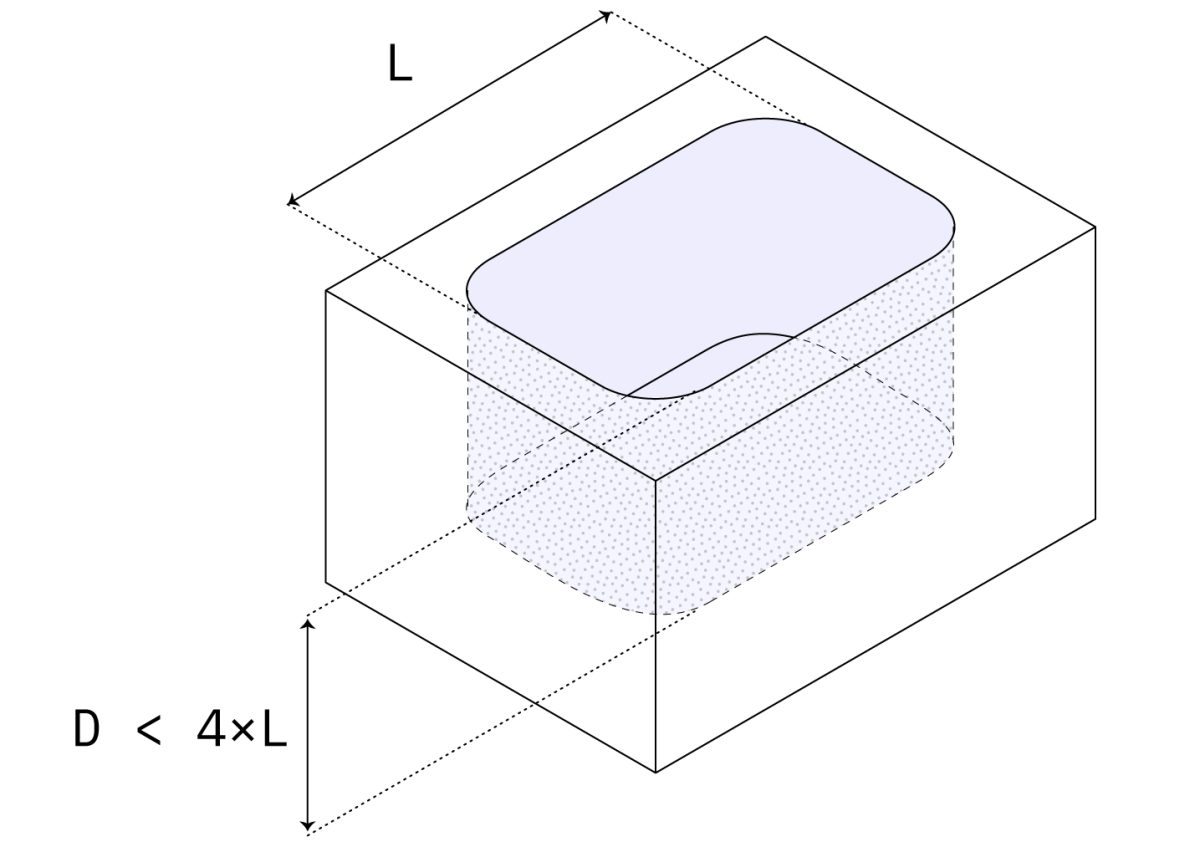
Cavities and Pockets
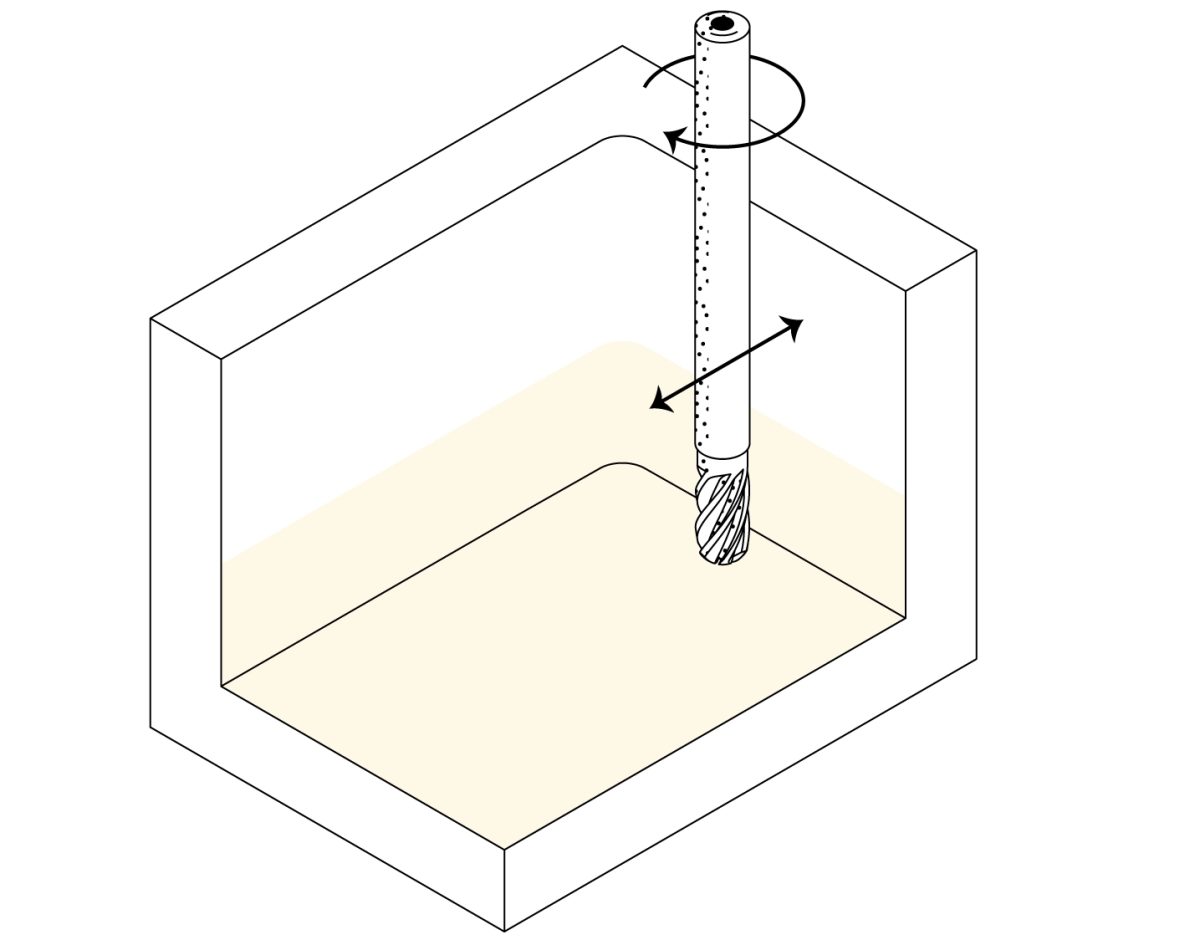
Recommended Cavity Depth: No more than 4 times cavity width
For optimal machining, cavity depths should not exceed four times their width. Cavities deeper than six times the tool diameter are considered deep and can complicate the machining process. These challenges may include tool deflection, poor chip evacuation, and even tool breakage. If greater depths are necessary, it is advisable to design parts with variable cavity depths.
Threads
Recommended Thread Size: M6 or larger
Internal threads are cut with taps and external threads with dies. Taps and dies can be used to cut threads down to M2. However,CNC threading tools are common and are preferred by machinists, as they limit the risk of tap breakage. CNC threading tools can be used to cut threads down to M6.
Recommended Thread Length: 3 times nominal diameter
The majority of the load applied to the thread is taken by the first few teeth (up to 1.5 times the nominal diameter). Threads three times longer than the nominal diameter are generally unnecessary.
For taps cutting threads (such as M6 and below), a non-threaded length equivalent to 1.5 times the nominal diameter of the thread is usually left. This ensures that the primary load-bearing portion of the thread is fully formed without risking damage to the tool.
For large threads processed with CNC threading tools, due to the high precision and better control of CNC tools, sometimes the threads can be processed close to the bottom of the hole, but usually a small amount of non-threaded part is still left to ensure machining quality and tool safety.
Recommended Thread Depth: 1.5 times nominal diameter
Proper thread engagement depth can ensure the strength and reliability of the connection while avoiding over-processing or material waste. If the engagement depth is too shallow, it may cause the thread to be unable to withstand the expected load; if it is too deep, it may increase the processing difficulty and cost. A depth of 1.5D is generally considered a safe choice that can provide sufficient strength, especially in general mechanical applications.
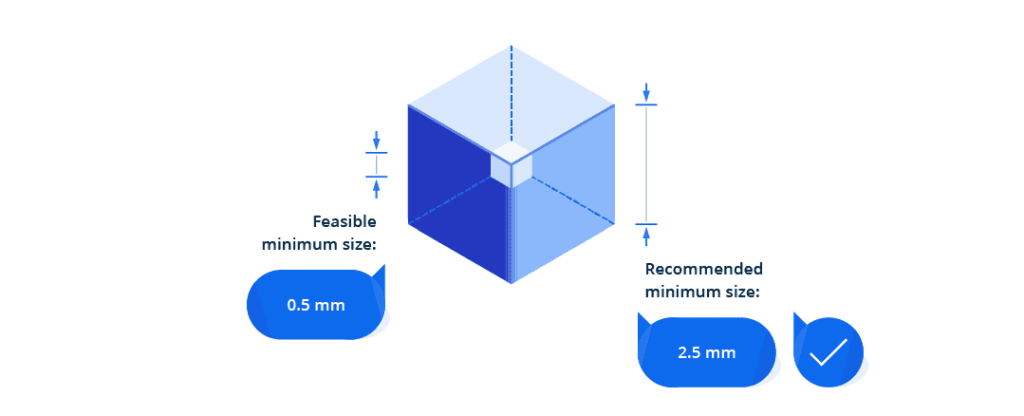
Small Features
Recommended minimum size:2.5 mm
Feasible minimum size:0.5 mm
Most CNC machines have a minimum tool diameter of 2.5 mm, meaning any feature smaller than 2.5 mm would be difficult to machine. For example, to machine a small feature of 0.5 mm, very small micro-tools or specific machining methods, such as micromilling or electrical discharge machining (EDM), are typically required. While these methods can achieve very small features, they significantly increase machining time and impose higher demands on equipment and operational techniques, which in turn raises machining costs.
Text and Lettering
Recommended: Font size 20 (or larger), with 5 mm engraving depth
Engraved text is preferred over embossed text because it requires the removal of less material, which reduces machining time and material waste. Simple sans-serif fonts, such as Arial or Helvetica, with a depth of 5 mm, typically offer good readability and machining results. Additionally, many CNC machines come pre-programmed with these common fonts, making the machining process easier without requiring additional programming or complex setup.
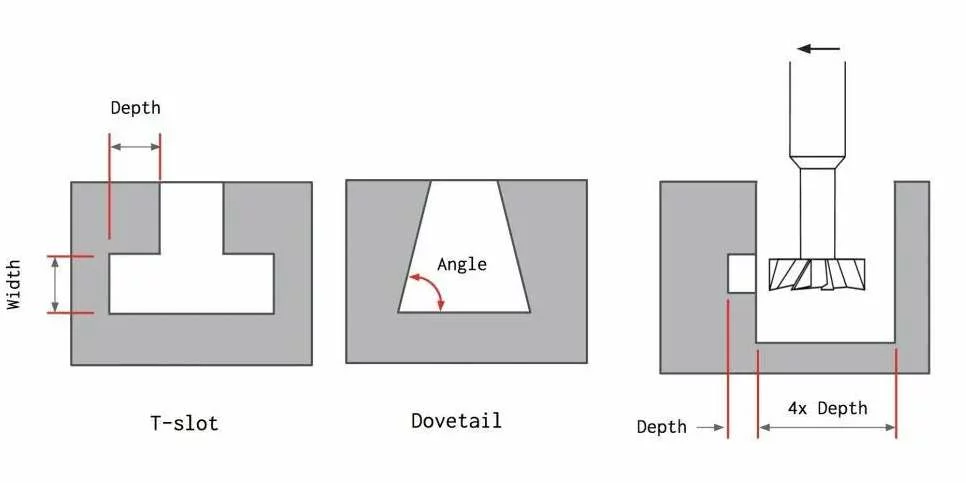
Undercuts
An undercut is a feature on a workpiece that standard vertical cutting tools can't reach directly, often because parts of the surface are blocked. These areas require specialized tools for machining. There are two main types of undercuts: T-slots and dovetails.
A T-slot is a common undercut shape that resembles the letter "T." The tools used to machine T-slots consist of horizontal cutting edges and a vertical shaft, allowing them to effectively cut the undercut section in confined spaces. The width of the undercut typically ranges from 3mm to 40mm. It is advisable to use standard sizes (such as whole millimeters or common fractional inches) since these are more likely to match readily available tools, avoiding the extra cost and time associated with custom tooling.
When designing T-slots, a good rule of thumb is to provide clearance equivalent to four times the depth of the undercut, ensuring the tool has sufficient operating space. It's important to note that the cutting depth of standard undercut tools is often constrained by the tool design, as the typical ratio between the cutting diameter and shaft diameter is 2:1. This means the machining depth of the undercut is limited, and this should be taken into account during the design process.
Dovetail slots are shaped like a swallow’s tail and have a slight angle, typically used in applications requiring strong mechanical interlocking. Although tools with various angles (ranging from 5 degrees to 120 degrees) are available on the market, 45-degree and 60-degree tools are standard and commonly used.
Other Rules for CNC Machining Design
Use Tools with Large or Standard Diameters: Design parts that can be machined with large or standard diameter tools to ensure faster processing and avoid the need for specialized tools.
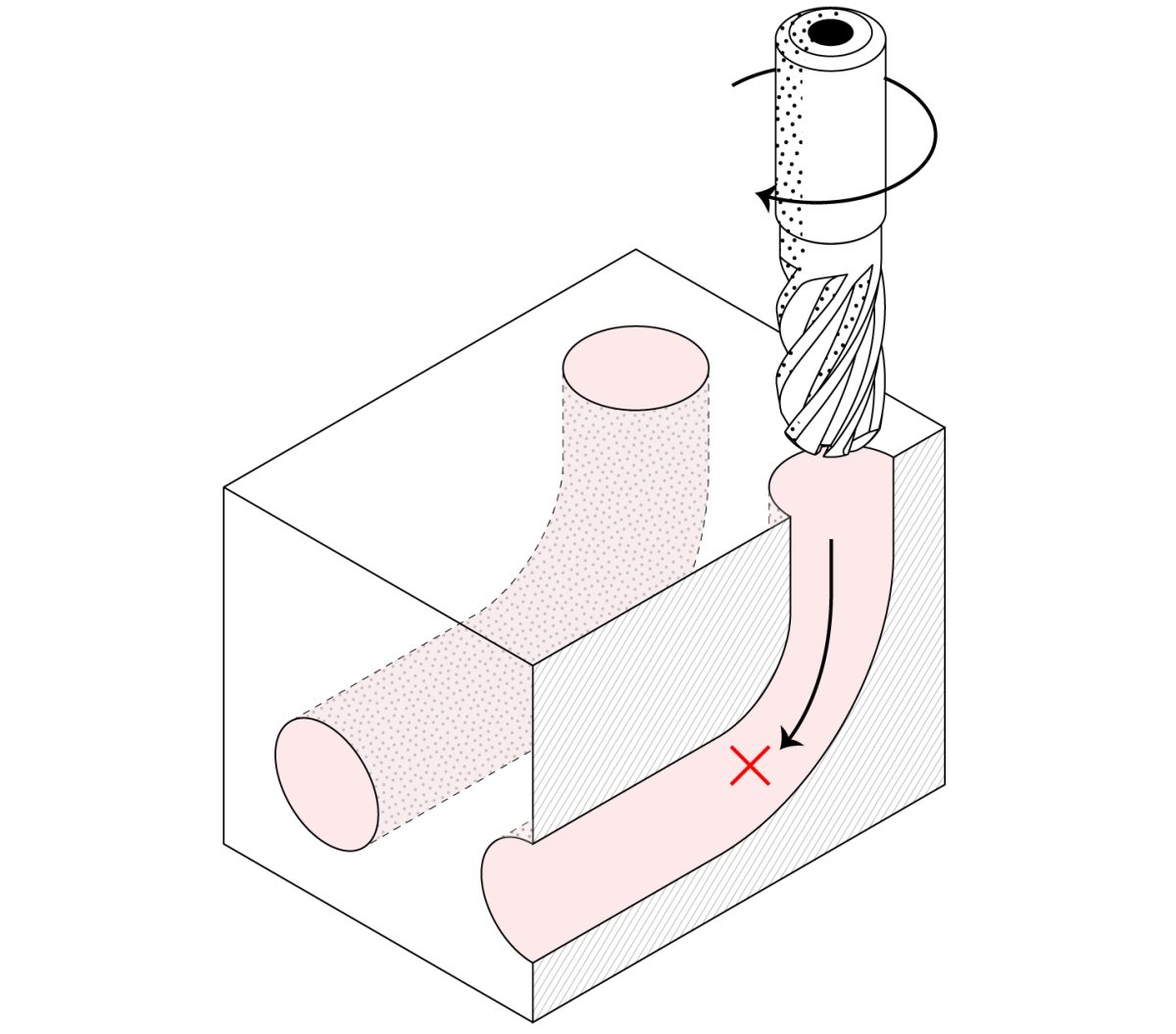
Avoid Unmachinable Features: Certain features, like curved holes, cannot be produced by standard CNC mills, lathes, or drills. If your design requires such features, consider using electrical discharge machining (EDM) instead.
Specify Tolerances Thoughtfully: If you don't specify tolerances in your design, manufacturers will typically use the standard ISO 2768 grade. While modern CNC machines can achieve tighter tolerances than those specified by ISO 2768, avoid unnecessary tight tolerances as they increase both time and cost.
Prioritize Function Over Aesthetics: Focus on the accuracy of essential features rather than aesthetics. Aesthetic enhancements are best achieved through post-machining processes.
Avoid Flat-Bottomed Holes: Flat-bottomed holes require advanced machining and can cause issues in subsequent operations like reaming.
Ensure Perpendicularity for Holes: When drilling, ensure that the entry and exit surfaces are perpendicular to the drill axis. This prevents the drill tip from wandering and reduces the difficulty of burr removal around the hole exit.
Transform Your CNC Design into Machined Parts with Chiggo
CNC machining offers incredible versatility, but not every design can be easily transformed into a physical product. Every detail in the design process requires careful consideration and verification. When you're ready to bring your idea to life, Chiggo is here to help!
We are a CNC machining design and manufacturing company with over ten years of experience creating products and components for various industries. Our team of expert designers, engineers, and machinists not only optimizes your design but also streamlines the manufacturing process, ensuring faster lead times and competitive pricing. Simply upload your design, and you'll quickly receive a free DFM (Design for Manufacturability) report.