Snap fit joints are fastening mechanisms that connect two or more components using interlocking features. They are one of the most efficient and simplest ways to assemble parts and are commonly found in everyday items around us, such as plastic bottle caps, battery covers, smartphone cases, pen caps, food storage lids, and many plastic toy parts.
In this article, we will explore snap fit joints in detail, discussing their different types, the benefits and limitations of each, and offering design tips to avoid common issues.
What Are Snap Fit Joints?
To better understand the concept of “snap fit joints”, let's break down the term. “Snap fit” refers to a type of mechanical fastening technique where a flexible feature, such as a hook, bead, or protrusion, on one part interlocks with a receiving feature (like a groove or hole) on the mating part to create a secure connection. The connection is formed by the elastic deformation of the flexible feature, which snaps back into place once properly aligned with the mating part.
Snap fit joints are a practical application of this snap-fit technique, designed to join parts without the need for additional fasteners such as screws or adhesives. Since flexibility is a crucial property for materials used in snap-fit components, plastics become the primary choice, as their elasticity enable them to withstand repeated deformation during the snapping process without damage.
These joints can be either permanent or detachable, depending on the type of undercut and assembly method. They offer significant advantages in time and cost savings by reducing material usage and eliminating the need for specialized tools or equipment. With parts that can be connected by a simple press or push, snap fit joints are especially suited for automated assembly lines.
Injection molding has traditionally been an effective method for producing snap fit joints in large quantities, while 3D printing has opened up new possibilities for rapid design testing and functional verification, enhancing the development process for snap fit joints.
Types of Snap Fit Joints
Snap fit joints come in various designs, each suited for specific applications based on the shape, direction of the snap, and mechanical properties required. Below are the most common types:
Cantilever Snap Fit Joints
Cantilever snap fit joints are the most widely used among snap fit types, characterized by a cantilever beam structure that is fixed at one end, and free to move at the other. The beam can be straight, L-shaped, or have other specific shapes, often with a protrusion at the free end to interlock with a corresponding groove or hole on the mating part.
During engagement, the beam bends to accommodate the corresponding part and then returns to its original position, ensuring a secure lock. This elastic deformation allows for quick assembly and, in some cases, disassembly through reverse deformation.
Benefits: This type of joints is generally simpler to design and easier to manufacture, especially using injection molding. With high flexibility, they accommodate a wider range of deformation during assembly without damage. This makes them suitable for both permanent and detachable connections.
Limitations: They often experience stress concentration at the base of the beam, which can lead to material fatigue, especially under high loads or frequent use.
Applications: These joints are the go-to choice for plastic enclosures in consumer electronics, battery covers in electronic devices, snap-on caps and lids for packaging, automotive interior components like dashboard panels, toy assemblies, and lightweight components where simple, secure, and often temporary connections are needed.
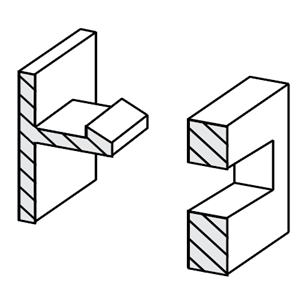
U-shaped and L-shaped snap joints are specialized forms of cantilever snap fits.They share the same fundamental advantages and disadvantages but offer additional benefits in specific contexts, For example, U-shaped snap joints allow for longer beam lengths within compact spaces, which reduces assembly forces and minimizes stress concentration—ideal for tight design spaces where material flexibility is a concern. L-shaped snap joints, on the other hand, provide directional locking and enhanced rigidity in specific orientations, making them suitable for applications where parts are assembled from the side or need to resist forces in particular directions.
These designs enable the creation of snap fit joints without complex undercuts, which reduces the need for additional mold components, such as sliders, during injection molding. This makes the production process simpler and more cost-effective.
Torsion Snap Fit Joints
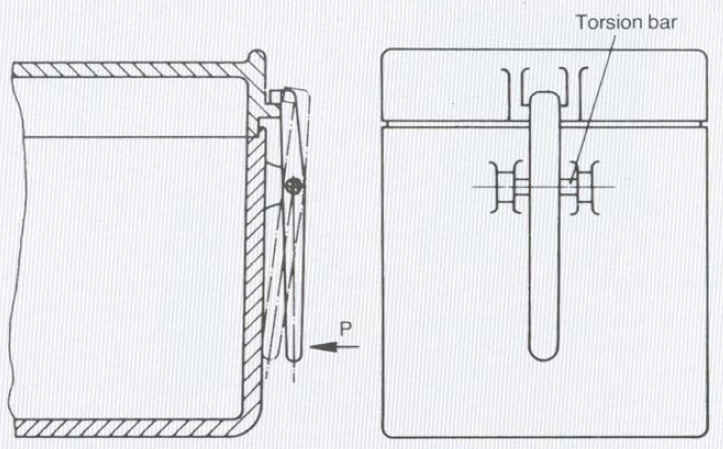
Unlike cantilever snap fit joints, torsion snap fit joints rely on the twisting (torsional deformation) of a bar or shaft to achieve the deflection instead of linear bending. In a torsion snap fit, a torsional arm or lever rotates around a pivot point when assembly force is applied. This rotation allows the locking feature to engage with the mating part. After engagement, the torsional arm returns to its original position due to the material's elastic torsion, securing the joint. This mechanism enables quick assembly and, if designed for reversible rotation, can also allow for easy disassembly.
Benefits: Because of relying on twisting rather than linear bending, torsion snap fits can be incorporated into designs with limited linear space, offering compact assembly solutions. Additionally, the twisting motion distributes stress more evenly, reducing the likelihood of material fatigue compared to linear deflection in cantilever designs.
Limitations: Torsion snap fits are primarily suited for rotational connections, limiting their use to applications requiring a twisting mechanism. The design can be more complex, as the torsional element must maintain a precise balance of flexibility and strength for reliable performance. Over time, repeated twisting action may cause wear, especially in high-use or high-stress scenarios.
Applications: These joints are widely used in hinged covers and doors, like glove boxes and access panels, as well as latch mechanisms like suitcase locks. They are also found in foldable devices, such as flip phones, and in interactive toys with rotating parts.
Annular Snap Fit Joints
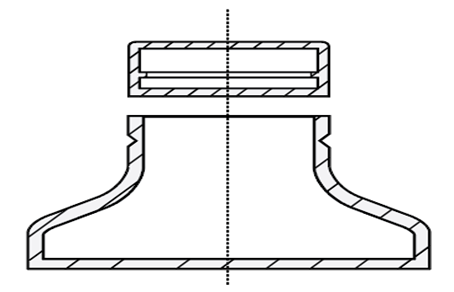
Annular snap fit joints feature a ring-like protrusion that snaps into a corresponding groove on the mating part, creating a 360° engagement that provides a strong and uniform connection around a cylindrical component.
Benefits: The even engagement around the circumference of the part provides uniform stress distribution, which reduces stress concentration and enhances joint strength compared to cantilever snap fits. This design also offers better sealing capabilities and high retention force.
Limitations: Compared to cantilever snap fits, annular snap fits exhibit less flexibility during assembly since the ring-shaped protrusion must deform uniformly, which can be challenging for harder materials. Once engaged, they are often difficult to disassemble, especially if designed for a tight fit, making them more suitable for permanent connections. The circular and continuous nature of the fit also requires more complex molds and tighter tolerances, increasing manufacturing complexity.
Applications: They are commonly used in bottle closures, plumbing connectors, and medical device closures where fluid or gas-tight seals are essential, as well as pen caps, marker lids, and automotive cylindrical parts such as hose connectors, filters, and fluid reservoirs, where a tight and 360-degree connection is critical.
How to Design Snap Fit Joints - Design Calculations
Design calculations for snap fit joints are crucial for determining permissible deflection, strain limits, and mating forces. Conducting these calculations early in the design phase allows for adjustments to dimensions, materials, and geometry, ensuring optimal performance before prototyping or manufacturing. If you want to go through a complete informative study about snap fit joint design, you can visit here.
Cantilever Snap Joints
Key Parameters and Formulas
Maximum Bending Stress (σmax):
where: M= Maximum bending moment c = Distance between outer fiber and neutral fiber I = Moment of inertia of the cross-section
Maximum Strain (ε) :
where: E = Young’s modulus of the material
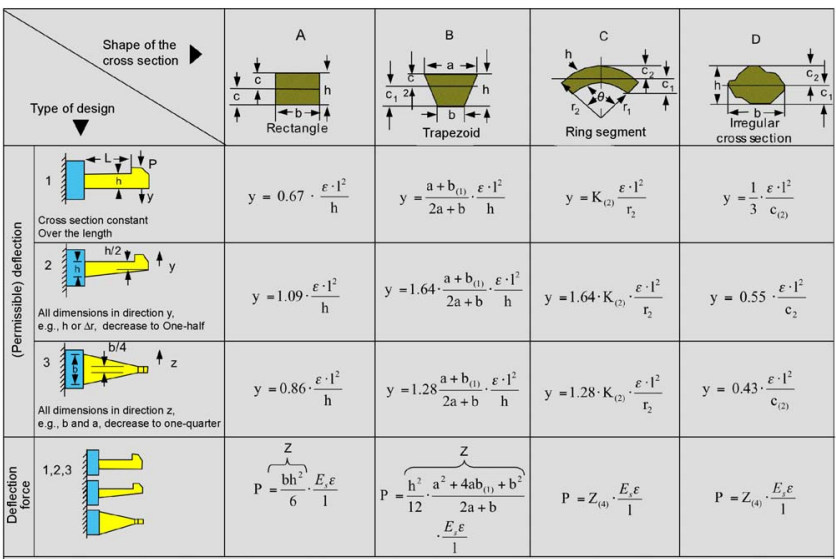
Deflection (y) for constant cross-section :
where: l = Length of the beam h = Thickness at the root of the beam
Deflection Force (P) :
where: b= Width of the beam Eₛ = Secant modulus ε = Permissible strain
Design Considerations
Use smooth transitions and add fillets to reduce stress concentrations.
Ensure that deflection and strain remain within permissible limits to avoid material fatigue or failure.
Select materials with appropriate modulus of elasticity and strain capacity to accommodate bending without permanent deformation.
Torsion Snap Joints
Key Parameters and Formulas
Angle of Twist (φ) :
where: y = Deflection l = Length of the lever arm
Maximum Permissible Shear Strain (γₘₐₓ) :
where: ν = Poisson’s ratio (~0.35 for most plastics) εₘₐₓ = Permissible strain for the material
Deflection Force (P) :
where: G = Shear modulus (derived from the secant modulus) Iₚ = Polar moment of inertia r = Radius of the torsion bar
Design Considerations
Select materials with high shear strength and good torsional elasticity.
Ensure the torsion bar's length and radius are optimized to manage the deflection force and prevent overstressing.
Include a return angle to facilitate disengagement if the joint is designed to be separable.
Annular Snap Joints
Key Parameters and Formulas
Permissible Undercut (yₘₐₓ) :
where: d = Joint diameter εₘₐₓ = Maximum permissible strain for the material
Deflection Force (P) :
where: X = Geometric factor based on the relative rigidity of the tube and shaft
Mating Force (W) :
where: μ = Friction coefficient α = Lead angle
Design Considerations
Design for multiaxial stress distribution to maintain secure engagement.
Adjust the undercut based on material strain capacity and the specific flexibility of the joint parts.
Use materials that are capable of handling large deformations without permanent damage, especially when both parts are elastic.
Common Snap Fit Design Problems and Best Practices
Snap fit designs, even after calculations, are often not fully refined and can encounter common issues that may lead to failure. Below are some of these issues and best practices to address them:
Common Issues in Snap Fit Design
Stress Concentration: Stress concentration often occurs at sharp corners or areas where the snap feature transitions abruptly, such as the base of a cantilever beam. These concentrated stresses can lead to cracking or material failure over time.
Occurrence of Creep: Creep is a phenomenon where a material gradually deforms over a long period of time under continuous load. It typically occurs in materials like thermoplastics and can cause the joint to loosen over time, compromising its integrity.
Fatigue: It refers to the gradual deterioration of a material due to cyclic or repetitive loading, often leading to crack formation and growth. Repeated engagement and disengagement can induce fatigue, particularly in materials that lack fatigue resistance, reducing snap fit reliability and potentially leading to failure.
Tolerance Issues: Inaccurate manufacturing tolerances can lead to misaligned alignment of snap features, resulting in poor connections or assembly difficulty.
Essential Tips for Designing Snap Fit Joints
Set Appropriate Tolerance
Too tight a tolerance can cause excessive stress during assembly, potentially damaging the parts, while too loose a tolerance can result in weak or unreliable connections. Achieving the right balance between a snug fit and ease of assembly is essential. In practice, it’s important to consider material shrinkage, temperature variations, and wear over time to maintain the joint’s integrity throughout its lifespan.
Add Fillets at the Base of the Cantilever
Adding fillets at the base of the cantilever beam is a common practice to reducing stress concentrations that typically occur at sharp corners. A rounded fillet helps distribute the stress more evenly, enhancing the durability and fatigue resistance of the snap fit joint.
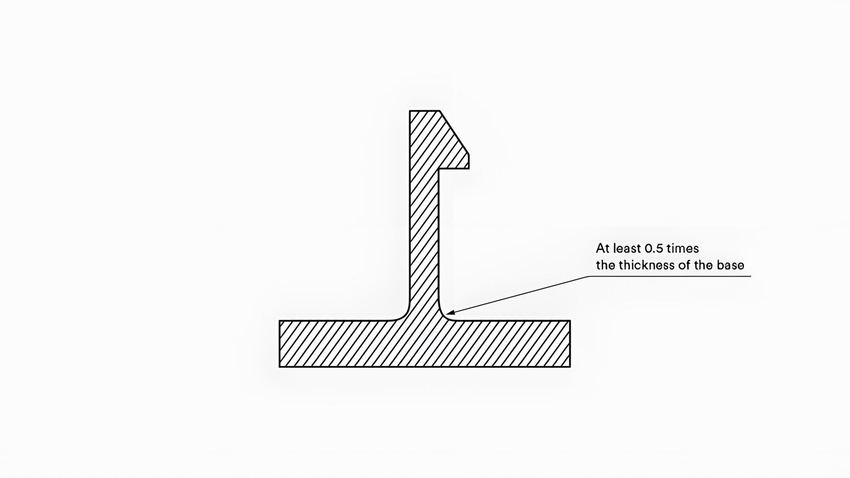
Below diagram shows the effect of increased root thickness on stress concentration. Although the optimum root radius/height ratio appears to be 0.6 (since only a marginal reduction occurs after this point), using this radius may create a thick area at the intersection of the beam and the part wall, potentially causing sink marks or voids. To prevent this, the root thickness should be limited to 50~70% of the nominal wall thickness. Additionally, testing suggests that the radius should be no less than 0.38 mm (0.015 inches).
Effect of ratio of root radius to beam thickness on stress concentration in a cantilever beam
Taper the Snap Fit Design
Stress contours of cantilever beams obtained from finite element analysis: (a) beam of constant thickness, (b) tapered beam.
Tapering involves gradually reducing the cross-sectional height or width of the cantilever beam along its length. As shown in the figure, in a constant cross-section cantilever beam, stress is not equally distributed but is concentrated at the root. By tapering the beam, stress distribution becomes more uniform, enabling the beam to bend more gradually during deflection.
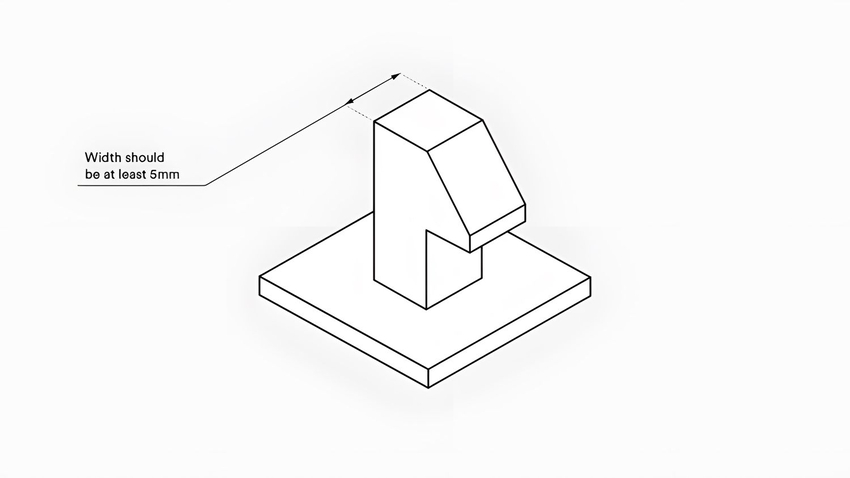
Increase the Width of the Clip (or Hook)
Increasing the width of the snap fit clip or hook can help distribute the load over a larger area, reducing the pressure on any single point and thereby minimizing the risk of material fatigue or failure. A wider clip also offers greater strength and stability, making the joint more robust. However, the width should be optimized to maintain flexibility without sacrificing strength.
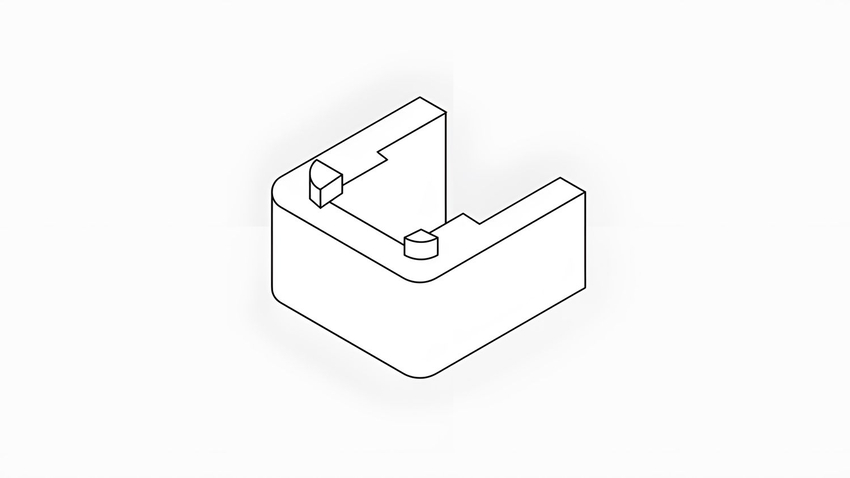
Consider Adding Lugs
Lugs can be added to snap fit designs to help guide the components into place during assembly and improve alignment. By providing additional contact points, lugs can reduce the risk of misalignment and ensure the parts mate correctly, even under difficult assembly conditions. They also enhance the overall strength of the connection by offering secondary support, reducing reliance on the snap feature alone for maintaining the joint.
Work with Chiggo for Designing Durable Snap Fit Joints
Snap fit joints are highly regarded across various industries for their ease of assembly, reusability, and cost-effectiveness. A well-executed design not only enhances product strength but also improves user experience, ensuring that components fit securely while remaining easy to assemble and disassemble.
Chiggo is a reliable manufacturer of high-quality plastic and metal snap fit joints, serving various industries for nearly two decades. We offer custom manufacturing services, including CNC machining, injection molding, and 3D printing. Our experienced engineers are here to help you improve your product’s performance and reduce costs. Submit your design file today, and let’s get started on your next project!