Drehschneidwerkzeuge sind Spezialinstrumente, die auf Drehmaschinen – ob manuell, holzbearbeitend oder CNC – zum Formen und Schneiden montiert sind , oder rotierende Werkstücke fertigbearbeiten. Diese Werkzeuge bestehen typischerweise aus einem Schaft, der am Werkzeughalter der Drehmaschine befestigt ist, und einer Schneidkante, die direkt mit dem Werkstück in Eingriff steht. Sie sind in verschiedenen Formen, Größen und Materialien erhältlich und können in Kombination mit verschiedenen Werkzeugwegen eine Reihe von Operationen wie Drehen, Plandrehen, Gewindeschneiden und Abstechen durchführen.
Die Wahl des richtigen Werkzeugs bestimmt die Präzision und Effizienz Ihrer Arbeit. In diesem Artikel besprechen wir gängige Schneidwerkzeuge für Drehmaschinen, erkunden deren Designs und Funktionen und helfen Ihnen bei der Auswahl des richtigen Werkzeugs für Ihr Projekt.
Verschiedene Arten von Drehschneidwerkzeugen verstehen
Bei der Erörterung der Arten von Drehschneidwerkzeugen gibt es verschiedene Klassifizierungsmethoden. Unabhängig davon, ob es sich um betriebliche Anforderungen, Werkzeuggeometrie, Materialien oder Vorschubrichtung handelt, das Ziel ist dasselbe: die Schneidwerkzeuge der Drehmaschine zu erkennen und zu klären, was sie können.
Trotz der großen Vielfalt an Drehwerkzeugen sollten wir komplexe Klassifizierungssysteme vorerst beiseite lassen. Stattdessen konzentrieren wir uns darauf, die Tools direkt vor uns zu verstehen – wie sie aussehen und was sie bewirken können. Wenn wir diese beiden Fragen beantworten können, sind wir auf einem guten Weg, ihre Verwendung zu meistern.
Wie sehen sie aus?
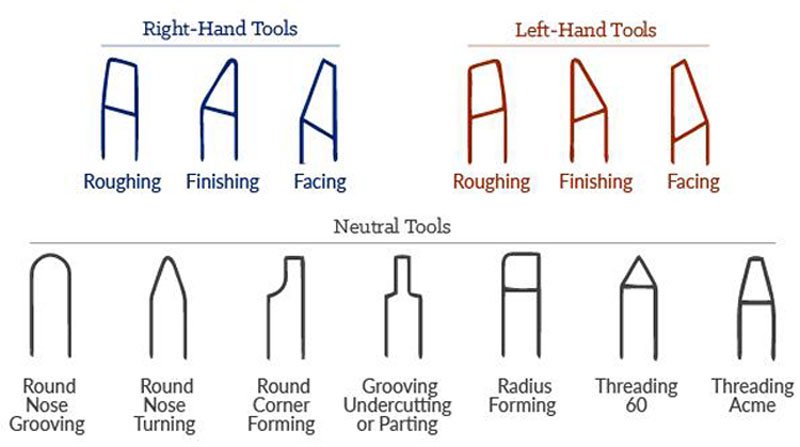
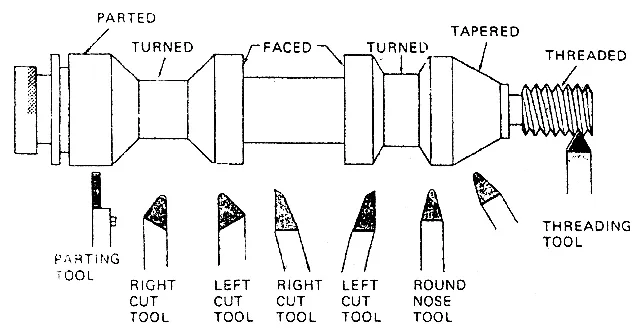
Die Bilder oben zeigen die drei Haupttypen von Drehschneidwerkzeugen basierend auf der Vorschubrichtung. Die Unterschiede zwischen diesen drei Typen sind deutlich sichtbar. Als nächstes geben wir eine detaillierte Einführung in das Aussehen und die Funktionen der einzelnen Tools, damit Sie deren Verwendung besser verstehen.
▪ Rechtsschneidende Werkzeuge
Rechtsschneidende Werkzeuge haben ihre Hauptschneide auf der linken Seite und sind so konzipiert, dass sie schneiden, während sie sich von rechts nach links in Richtung Spindelstock bewegen. Da bei den meisten Drehmaschinen das Werkzeug in diese Richtung vorgeschoben wird, werden diese bei Dreharbeiten am häufigsten verwendet. Sie werden in der Regel für allgemeine Drehaufgaben wie das Reduzieren des Werkstückdurchmessers, das Plandrehen von Enden und das Erzielen glatter Oberflächen eingesetzt.
▪ Linksschneidende Werkzeuge
Im Gegensatz zur Rechtsausführung haben die Linksschneidwerkzeuge ihre Hauptschneide auf der rechten Seite und schneiden, während sie sich von links nach rechts vom Spindelstock weg bewegen. Diese Werkzeuge sind besonders nützlich für Bearbeitungsvorgänge in der Nähe des Reitstocks oder wenn Hindernisse auf der linken Seite des Werkstücks einen Vorschub des Werkzeugs in die entgegengesetzte Richtung erfordern.
▪ Neutrale Schneidwerkzeuge
Neutrale Schneidwerkzeuge verfügen über eine symmetrisch positionierte Schneidkante entlang der Mittellinie des Werkzeugs, sodass sie in beide Richtungen schneiden können, ohne dass die Ausrichtung geändert werden muss. Sie werden häufig für Endbearbeitungsvorgänge oder Anwendungen verwendet, bei denen eine gleichmäßige Schnittleistung in beide Vorschubrichtungen erforderlich ist. Allerdings werden sie im Vergleich zu Rechts- oder Linkshänder-Werkzeugen seltener für schwere oder spezielle Aufgaben eingesetzt.
Welche Operationen können sie erreichen?
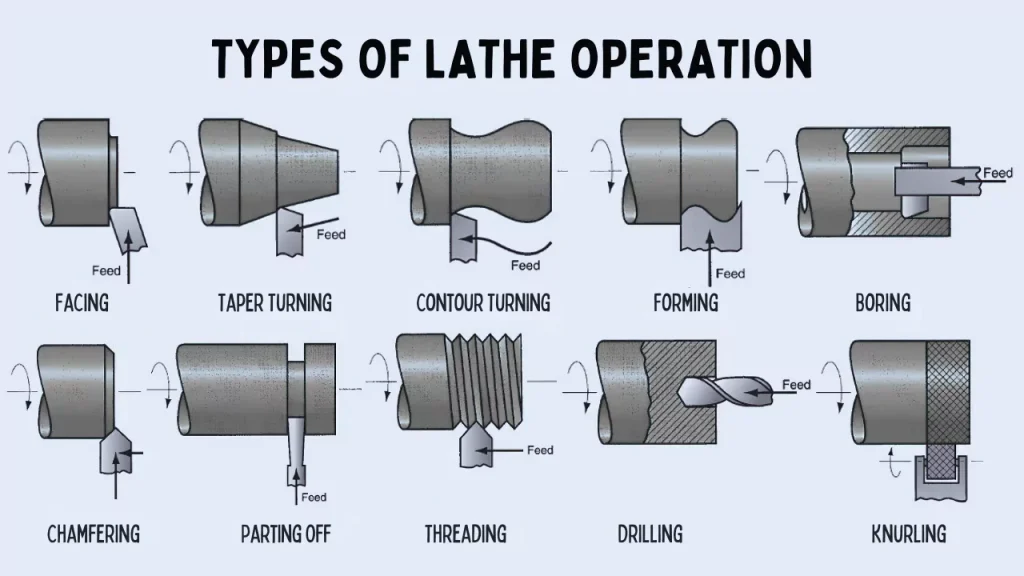
Nachdem wir nun die grundlegende Geometrie verstanden haben, wollen wir untersuchen, welche Operationen diese Werkzeuge ausführen sollen. Drehschneidwerkzeuge werden so konstruiert, dass sie die spezifischen Anforderungen verschiedener Dreharbeiten erfüllen, und ihr Design spiegelt die Funktionalität wider, die sie erreichen sollen.
▪ Drehwerkzeuge
Drehwerkzeuge sind die am häufigsten verwendeten Schneidwerkzeuge für Drehmaschinen. Sie dienen dazu, Material entlang der Länge eines Werkstücks abzutragen, um dessen Durchmesser zu verringern. Zu dieser Kategorie gehören Schruppwerkzeuge zum Abtragen großer Materialmengen und Schlichtwerkzeuge für präzise, feine Schnitte.
▪ Planwerkzeuge
Planwerkzeuge schneiden senkrecht zur Drehachse und erzeugen so eine ebene, glatte Oberfläche am Ende des Werkstücks. Dieser Planbearbeitungsvorgang wird häufig durchgeführt, um das Werkstück für nachfolgende Bearbeitungsprozesse wie Bohren oder Gewindeschneiden vorzubereiten oder um das Ende eines Teils auf präzise Abmessungen zu fertigen.
▪ Trennwerkzeuge (Cut-Off)
Trennwerkzeuge haben typischerweise eine dünne, gerade Klinge mit einer scharfen Schneidkante. Sie werden typischerweise verwendet, um den Durchmesser eines rotierenden Werkstücks zu durchtrennen und einen Teil vom Rest zu trennen. Zusätzlich zu ihrer Hauptfunktion können diese Werkzeuge bei Bedarf auch zum Einbringen von Nuten in das Werkstück verwendet werden.
▪ Anfaswerkzeuge
Anfaswerkzeuge werden verwendet, um eine abgeschrägte Kante, typischerweise in einem 45-Grad-Winkel, an den Kanten eines Werkstücks zu schneiden. Dieser Vorgang wird häufig durchgeführt, um aus Sicherheits- oder Ästhetikgründen scharfe Kanten zu entfernen, um das Werkstück für die weitere Bearbeitung (z. B. Gewindeschneiden) vorzubereiten oder um den richtigen Sitz während der Montage sicherzustellen.
▪ Gewindewerkzeuge
Gewindeschneidwerkzeuge werden auf Drehmaschinen zum Schneiden von spiralförmigen Gewinden eingesetzt. Der Nasenwinkel des Werkzeugs bestimmt die Gewindeform, beispielsweise V-Gewinde oder Vierkantgewinde. Diese Werkzeuge werden typischerweise in Außen- und Innengewindeschneidwerkzeuge eingeteilt. Außengewindeschneidwerkzeuge schneiden Gewinde an der Außenfläche eines Werkstücks, wie z. B. Bolzen oder Schrauben. Innengewindeschneidwerkzeuge werden verwendet, um Gewinde in einem Loch zu erzeugen, wie man es bei Muttern oder Gewindebohrungen sieht.
▪ Nutwerkzeuge
Nutwerkzeuge dienen zum Schneiden schmaler Nuten in die Oberfläche eines Werkstücks. Diese Nuten können außen sein, für Anwendungen wie Wellenschultern oder Sicherungsringnuten, oder innen, innerhalb eines Lochs oder einer Bohrung, für Merkmale wie innere Sicherungsringe. Darüber hinaus können Nutwerkzeuge an der Endfläche eines Werkstücks verwendet werden, um Nuten senkrecht zur Rotationsachse zu erzeugen, üblicherweise für Gleitringdichtungsanwendungen.
▪ Rändelwerkzeuge
Rändelwerkzeuge sind eine weitere Art von Schneidwerkzeugen für Drehmaschinen, mit denen ein strukturiertes Muster auf der Oberfläche des Werkstücks erzeugt wird, typischerweise zur besseren Griffigkeit oder zu dekorativen Zwecken. Im Gegensatz zu anderen Schneidwerkzeugen wird bei Rändelwerkzeugen kein Material abgetragen. Stattdessen drücken sie durch Druck gerade oder rautenförmige Muster in die Oberfläche ein.
Zusätzliche Schneidwerkzeuge
Bei den folgenden Werkzeugen handelt es sich nicht um herkömmliche Schneidwerkzeuge für Drehmaschinen, es handelt sich jedoch um drehmaschinenkompatible Werkzeuge, die häufig bestimmte Vorgänge auf einer Drehmaschine ausführen:
▪ Bohrwerkzeuge
Bohrwerkzeuge erzeugen Löcher entlang der Mittelachse eines rotierenden Werkstücks. Ein Bohrer ist im Reitstock der Drehmaschine montiert und wird beim Drehen in das Werkstück eingeführt. Bohren ist oft der erste Schritt vor präziseren Innenbearbeitungsvorgängen wie Bohren oder Gewindeschneiden.
▪ Bohrwerkzeuge
Bohrwerkzeuge werden verwendet, um ein vorhandenes Loch im Werkstück zu vergrößern. Diese Werkzeuge sind typischerweise als Einpunktwerkzeuge konzipiert, deren Hauptzweck darin besteht, den Lochdurchmesser zu vergrößern und zu korrigieren.
▪ Reibwerkzeuge
Beim Reiben wird ein mehrschneidiges Werkzeug verwendet, um ein vorgebohrtes oder vorgebohrtes Loch fertigzustellen, wodurch sowohl die Maßhaltigkeit als auch die Oberflächengüte verbessert werden. Reibahlen verändern die Lochgröße nicht wesentlich, passen sie jedoch für eine höhere Präzision an.
▪ Tippen Sie auf Werkzeuge
Im Gegensatz zu Gewindeschneidwerkzeugen werden Gewindeschneidwerkzeuge verwendet, um Innengewinde in einem Arbeitsgang direkt in ein vorgebohrtes Loch zu schneiden. Ein Gewindebohrer erzeugt Gewinde, die das Einführen von Schrauben oder Bolzen ermöglichen. Es eignet sich am besten für schnelles, hochproduktives Gewindeschneiden kleinerer Löcher, bei denen Geschwindigkeit wichtiger ist als feine Kontrolle.
Wichtige Ergänzungen zu Werkzeugmaterialien
Drehschneidwerkzeuge werden aus Materialien hergestellt, die weitgehend denen von Fräswerkzeugen ähneln . Beispielsweise werden häufig Schnellarbeitsstahl (HSS), Hartmetall, Keramik und kubisches Bornitrid (CBN) verwendet. Diese Materialien werden aufgrund ihrer hervorragenden Härte, Verschleißfestigkeit und Hitzebeständigkeit häufig sowohl in Dreh- als auch in Fräswerkzeugen eingesetzt.
Bemerkenswerterweise werden Diamantwerkzeuge auch beim Drehschneiden verwendet. Dies liegt vor allem daran, dass es sich beim Drehen um einen kontinuierlichen Schneidprozess handelt und sich Diamantwerkzeuge aufgrund ihrer hohen Härte und Verschleißfestigkeit gut für diese Art von Bearbeitung eignen. Im Gegensatz dazu handelt es sich beim Fräsen um einen intermittierenden Schnitt mit höherer Schlagbelastung, wodurch die Schnittbedingungen für Diamantwerkzeuge ungeeignet sind. Daher werden Diamantwerkzeuge vorzugsweise in der Drehbearbeitung eingesetzt, seltener jedoch in der Fräsbearbeitung.
Komponenten eines Drehschneidwerkzeugs
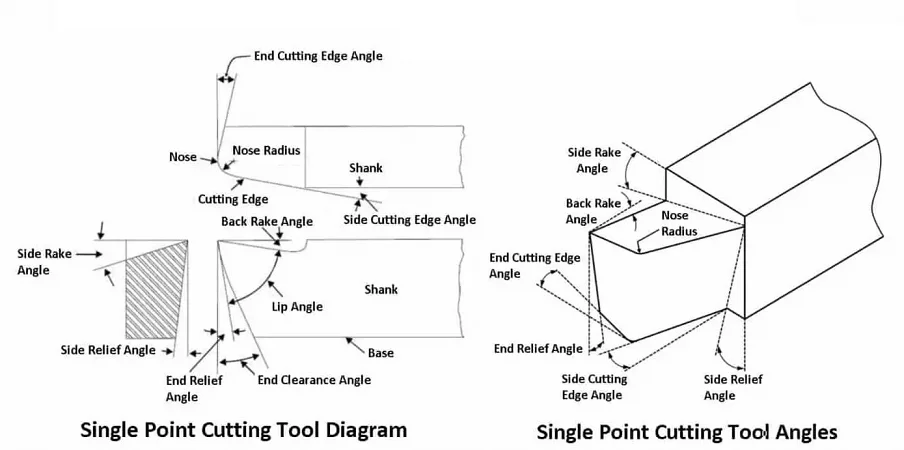
Obwohl es viele verschiedene Arten von Schneidwerkzeugen für Drehmaschinen gibt, bestehen sie fast alle aus mehreren Schlüsselkomponenten, die jeweils Einfluss darauf haben, wie das Werkzeug während des Schneidvorgangs mit dem Werkstück interagiert. Nehmen wir nun das Einzelpunkt-Schneidwerkzeug als Beispiel, um uns mit den Details dieser Elemente zu befassen.
Schaft: Der Hauptkörper des Schneidwerkzeugs, der in den Werkzeughalter der Drehmaschine eingespannt wird. Es sichert das Werkzeug an Ort und Stelle, überträgt Schnittkräfte und sorgt gleichzeitig für strukturellen Halt.
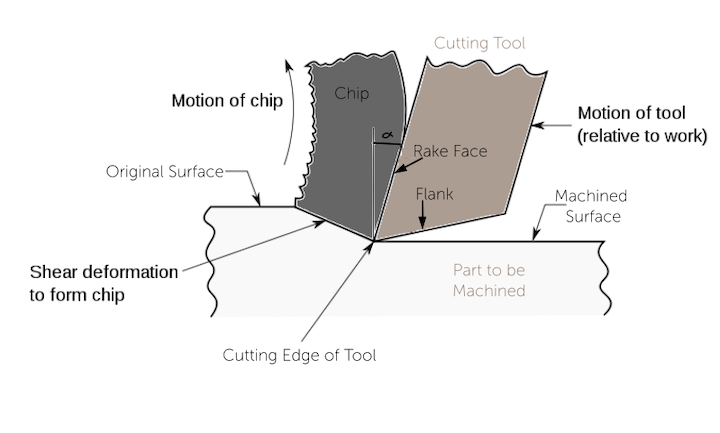
Schneidkante: Die Schneidkante ist der geschärfte Teil des Werkzeugs, der direkt mit dem Werkstück interagiert, um durch Scherwirkung Material zu entfernen. Bei Einschneidewerkzeugen besteht es aus der Seitenschneide und der Endschneide und bildet den Hauptpunkt für den Materialabtrag. Die Schneidkante kann ein integraler Bestandteil des Werkzeugs oder ein austauschbarer Einsatz aus Materialien wie Schnellarbeitsstahl (HSS), Hartmetall oder Keramik sein und sich auf die Leistung und Eignung des Werkzeugs für verschiedene Anwendungen auswirken.
Spanfläche: Die Spanfläche ist die Oberfläche eines Schneidwerkzeugs, die in direktem Kontakt mit dem zu schneidenden Material steht. Es ist für die Ableitung der Späne vom Werkstück während der Bearbeitung verantwortlich und spielt eine entscheidende Rolle bei der Bestimmung der Schnittleistung, der Spanbildung und des Werkzeugverschleißes. Der Winkel der Spanfläche, auch Spanwinkel genannt, kann die Schnittkräfte und die Qualität der bearbeiteten Oberfläche erheblich beeinflussen.
Flanke: Die Flanke eines Schneidwerkzeugs ist die Fläche gegenüber der Spanfläche, die der neu bearbeiteten Fläche zugewandt ist und keinen direkten Kontakt mit dem zu schneidenden Material hat. Es ist dafür verantwortlich, einen Freiraum zu schaffen, um Reibung zwischen Werkzeug und Werkstück zu verhindern, wodurch der Werkzeugverschleiß verringert und ein reibungsloser Schnitt ohne Störungen gewährleistet wird. Die Flanke besteht aus zwei Komponenten: der Seitenflanke und der Endflanke. Die Seitenflanke grenzt an die Seitenschneidkante an, während die Endflanke an die Endschneidkante angrenzt. Der Winkel zwischen jeder Flanke und dem Werkstück, bekannt als Seitenfreiwinkel bzw. Endfreiwinkel, trägt dazu bei, bei Schneidvorgängen den richtigen Freiraum aufrechtzuerhalten, Reibung zu verhindern und die Lebensdauer des Werkzeugs zu verlängern.
Werkzeugnase: Die Werkzeugnase ist die abgerundete Spitze, an der sich die Seitenschneidkante und die Endschneidkante treffen. Der Nasenradius beeinflusst die Oberflächenbeschaffenheit und Festigkeit der Schneidkante, wobei ein größerer Radius die Beschaffenheit verbessert, aber die Schärfe verringert.
Seitenspanwinkel: Der Seitenspanwinkel ist der Winkel zwischen der Spanfläche und einer horizontalen Ebene parallel zur Werkstückoberfläche. Sie beeinflusst, wie der Span während der Bearbeitung aus der Schneidzone abfließt. Ein positiver Seitenspanwinkel reduziert die Schnittkräfte und hilft, die Spanabfuhr zu verbessern, während ein negativer oder Null-Seitenspanwinkel die Schnittkräfte erhöhen kann, der Schneidkante jedoch eine höhere Festigkeit verleihen kann.
Rückspanwinkel: Der Hinterspanwinkel ist der Winkel zwischen der Spanfläche und einer horizontalen Ebene parallel zur Werkstückoberfläche, gemessen entlang der Hauptschneidkante. Sie wirkt sich auf die Schnittkräfte und den Spanfluss aus und hat Einfluss darauf, wie leicht das Werkzeug in das Material schneiden kann. Die Einstellung des hinteren Spanwinkels ist entscheidend für die Optimierung der Werkzeugleistung basierend auf dem zu bearbeitenden Material.
Seitenfreiwinkel: Der Seitenfreiwinkel ist der Winkel zwischen der Freifläche und einer vertikalen Ebene senkrecht zur Werkstückoberfläche, gemessen entlang der seitlichen Schneidkante des Werkzeugs. Es bietet Spielraum, um Reibung und Reibung zwischen der Werkzeugseite und dem Werkstück beim Seitenschneiden zu verhindern und so ein gleichmäßigeres Schneiden und einen geringeren Werkzeugverschleiß zu gewährleisten. Ein richtig eingestellter Seitenfreiwinkel trägt dazu bei, den Werkzeugverschleiß zu reduzieren, die Schnittleistung zu verbessern und eine glatte Oberfläche des Werkstücks zu gewährleisten. Ist der Winkel zu klein, kann es zu Reibung kommen, während ein zu großer Winkel die Schneidkante schwächen kann.
Endfreiwinkel: Im Gegensatz dazu ist der Endfreiwinkel der Winkel zwischen der Freifläche und einer Ebene senkrecht zur Werkstückoberfläche, gemessen entlang der Endschneide des Werkzeugs. Dieser Winkel sorgt für Freiraum, um Reibung und Reibung zwischen dem Ende des Werkzeugs und dem Werkstück während der Endbearbeitung zu verhindern. Es erhöht die Schneideffizienz und verbessert die Oberflächengüte. Ein zu kleiner Endfreiwinkel kann zu übermäßiger Reibung und Hitze führen, während ein zu großer Winkel die Schneidkante schwächen kann.
Winkel der Endschneide: Der Winkel der Endschneide ist der Winkel zwischen der Endschneide des Werkzeugs und einer Linie senkrecht zur Werkstückoberfläche. Es beeinflusst die Spanflussrichtung und die Schnittkräfte. Ein größerer Winkel reduziert die Schnittkräfte und verbessert den Spanfluss, was die Standzeit des Werkzeugs erhöht, aber möglicherweise auch die Durchbiegung erhöht. Ein kleinerer Winkel stärkt die Schneidkante, kann jedoch die Schnittkräfte und den Verschleiß erhöhen.
Seitenschneidkantenwinkel: Der Seitenschneidkantenwinkel ist der Winkel zwischen der Seitenschneidkante des Werkzeugs und einer Linie parallel zur Werkstückoberfläche. Es beeinflusst die Schnittkraftrichtung, die Spanbildung, die Werkzeugfestigkeit und die Oberflächenbeschaffenheit. Ein größerer Winkel verteilt die Schnittlast, reduziert die Kräfte und verbessert die Oberflächengüte, kann jedoch die Schneide schwächen. Ein kleinerer Winkel konzentriert die Schnittkräfte, was möglicherweise den Verschleiß erhöht, in einigen Fällen jedoch auch den Materialabtrag verbessert.
Tipps zur Auswahl des richtigen Drehschneidwerkzeugs
Die Auswahl des richtigen Drehschneidwerkzeugs erfordert eine sorgfältige Berücksichtigung vieler Faktoren, wie z. B. des spezifischen Bearbeitungsvorgangs, der Werkzeuggeometrie, des Materials des Werkzeugs und des Werkstücks sowie der Schnittbedingungen. Hier sind einige praktische Tipps, die Ihnen helfen sollen, eine fundierte Entscheidung zu treffen:
1. Richten Sie die Werkzeugauswahl an der von Ihnen ausgeführten Drehbearbeitung aus. Beispielsweise werden Drehwerkzeuge verwendet, um Material entlang der Länge eines Werkstücks abzutragen; Für Umformvorgänge sind sie jedoch nicht geeignet. Weitere Überlegungen umfassen die Schnittrichtung.
2. Berücksichtigen Sie das Werkstück und das Werkzeugmaterial. Die mechanischen Eigenschaften des Werkstücks, insbesondere seine Härte, beeinflussen die Wahl des Werkzeugmaterials. Für weichere Materialien wie Aluminium können Werkzeuge aus Schnellarbeitsstahl (HSS) ausreichend sein. Für härtere Materialien wie Edelstahl oder gehärtete Legierungen sind Hartmetall- oder Keramikwerkzeuge besser geeignet. Das Schneidkantenmaterial muss den bei der Bearbeitung entstehenden mechanischen Belastungen und thermischen Bedingungen standhalten. Entscheiden Sie sich bei Bedarf für Beschichtungen, die die Lebensdauer und Leistung des Werkzeugs verbessern. Beschichtungen wie TiN (Titannitrid) oder TiAlN (Titanaluminiumnitrid) können für eine erhöhte Härte und Verschleißfestigkeit sorgen.
3. Auch die Werkzeuggeometrie spielt eine wesentliche Rolle. Die Span- und Freiwinkel müssen auf den Betrieb und das Werkstückmaterial abgestimmt sein, um Reibung und Verschleiß zu minimieren und gleichzeitig eine ordnungsgemäße Spanbildung und -abfuhr sicherzustellen. Beispielsweise verbessert ein hoher Spanwinkel den Spanfluss bei weicheren Materialien, während bei härteren Materialien möglicherweise ein neutralerer Winkel erforderlich ist, um den Werkzeugverschleiß zu reduzieren.
4. Auch Schnittgeschwindigkeit, Vorschubgeschwindigkeit und Schnitttiefe sollten Ihre Auswahl beeinflussen. Für Hochgeschwindigkeitsanwendungen konzipierte Werkzeuge wie Hartmetall- oder Keramikwerkzeuge können höhere Schnittgeschwindigkeiten ohne Leistungseinbußen bewältigen. Wenn bei Ihren Arbeiten hingegen eine langsamere Vorschubgeschwindigkeit oder flache Schnitte erforderlich sind, kann ein Werkzeug mit einem kleineren Spitzenradius oder einem höheren Spanwinkel die Endqualität verbessern.
5. Berücksichtigen Sie schließlich die Kosten und die Werkzeuglebensdauer. Während Hochleistungswerkzeuge wie Hartmetall und Diamant im Voraus teurer sein können, können ihre Haltbarkeit und die Fähigkeit, ein breiteres Spektrum an Materialien und Schnittbedingungen zu verarbeiten, auf lange Sicht Ausfallzeiten und Werkzeugwechsel reduzieren, was sie für den harten Produktionseinsatz kostengünstiger macht .
Abschluss
Drehschneidwerkzeuge sind für die Erzielung von Präzision und Effizienz bei verschiedenen Bearbeitungsvorgängen unverzichtbar. Das Verständnis der verschiedenen Werkzeugtypen, ihrer Komponenten und ihrer Ausrichtung auf bestimmte Drehmaschinenoperationen ermöglicht eine bessere Entscheidungsfindung bei der Werkzeugauswahl. Ob Sie drehen, planen, Gewinde schneiden oder bohren, das richtige Werkzeug hat erheblichen Einfluss auf die Qualität, Geschwindigkeit und Kosteneffizienz Ihres Projekts.
Bei Chiggo sind unsere erfahrenen Ingenieure für Sie da, um Sie bei der Auswahl der besten Drehschneidwerkzeuge für Ihre CNC Drehprojekte. Von schnellen Prototypen bis hin zu nach Bedarf bearbeiteten Teilen liefern wir hochwertige Lösungen, die auf Ihre Bedürfnisse zugeschnitten sind. Laden Sie einfach noch heute Ihre CAD-Dateien hoch, um ein sofortiges Angebot und eine kostenlose DFM-Analyse zu erhalten.