Wie Aluminium oder CNC-Bearbeitungsmaterialien in der modernen Herstellung. Dies ist hauptsächlich auf die hervorragende elektrische und thermische Leitfähigkeit von Kupfer, eine hohe Korrosionsbeständigkeit, gute Festigkeit und Müdigkeitsbeständigkeit und eine charakteristische Farbe zurückzuführen. Darüber hinaus kann es leicht bearbeitet, geflochten, gelötet und geschweißt werden.
Wir müssen die Eigenschaften von Kupfer und seine Bearbeitungsdetails verstehen, um eine Kupfer -CNC -Bearbeitung effektiv durchzuführen. Lesen Sie weiter - Dieser Artikel enthält das, was Sie wissen möchten.
Was ist Kupfer -CNC -Bearbeitung?
Die Kupfer-CNC-Bearbeitung ist eine Präzision Herstellungsprozess , die Tools und Maschinen mit Computer Numerical Control (Computer Numerical Control) und Maschinen für Kupfermaterialien in die gewünschten Formen verwandeln. Dieser Prozess erzeugt hochwertige, zuverlässige Kupferteile mit komplizierten Geometrien und präzisen Dimensionen, was in Branchen wie Elektronik, Luft- und Raumfahrt, Automobil- und medizinischer Herstellung von entscheidender Bedeutung ist.
Kupfer ist als Cu mit Atomzahl 29 auf der Periodenzüchter markiert. Es hat ein charakteristisches rotes Orangenaussehen und ist nur das Silber (AG) in thermischer und elektrischer Leitfähigkeit an zweiter Stelle. Wenn wir über "Kupfer" sprechen, meinen wir oft sowohl Kupfer- als auch Kupferlegierungen. Die häufigste Art, sie zu klassifizieren, besteht in sechs Familien: Coppers, Verdünnungsschupper (oder High-Copper) Legierungen, Messing, Bronzen, Kupfer-Nickels und Nickel-Silvers.
Kupfer are essentially commercially pure copper, with up to approximately 0.7% total impurities. Based on impurity levels and alloying additions, these materials are designated by UNS numbers C10100 to C13000. Due to their excellent electrical and thermal conductivity, they are primarily used in electrical and heat dissipation applications, such as electrical wiring, fittings, busbars, and heat exchangers. These coppers are soft, highly ductile, and can be easily formed, brazed, or welded. However, they are moderately difficult to machine, with a standard machinability rating of approximately 20% (with free-cutting brass rated at 100).
Verdünnungs-Kopier- (oder High-Copper-) Legierungencontain small amounts of various alloying elements such as beryllium, chromium, zirconium, tin, silver, sulphur, or iron. These elements modify one or more of the basic properties of copper, such as strength, creep resistance, machinability, or weldability, while preserving as much of copper's conductivity and corrosion resistance as possible. Most of their applications are similar to those given above for coppers, but dilute-copper alloys are used in more extreme conditions.
Messing are copper-zinc alloys containing up to about 45% zinc or more, often with small additions of lead for improved machinability and tin for increased strength. In addition to offering good corrosion resistance and machinability, brass also has an attractive appearance. Typical applications include architectural elements, radiator cores and tanks, electrical terminals, plugs and lamp fittings, locks, door handles, plumbing hardware, cartridge cases, and cylinder liners for pumps.
Bronzen are alloys of copper with tin, plus at least one of phosphorus, aluminium, silicon, manganese, and nickel. These alloys offer high strength along with excellent corrosion and wear resistance. They are used for springs and fixtures, metal forming dies, bearings, bushes, terminals, contacts and connectors, architectural fittings and features. The use of cast bronze for statuary is well known.
Kupfer -Nickel, commonly known as cupronickel alloys, are primarily composed of copper and nickel—typically containing about 70–90% copper and 10–30% nickel—with small additions of elements like iron or manganese to further enhance their properties. These alloys are highly resistant to corrosion, especially in seawater and other harsh, saline environments. They are widely used in marine hardware, condenser tubes for power plants, heat exchangers, and piping systems in desalination plants and other maritime applications.
Nickel Silvers contain 55–65% copper alloyed with nickel and zinc, and sometimes include a small addition of lead to promote machinability. These alloys derive their misleading name from their appearance, which is similar to pure silver, even though they contain no silver. They are used for jewelry, name plates, musical instruments, cutlery, and as a base for silver plating (EPNS).
Verschiedene Kupferquoten, die in der CNC -Bearbeitung verwendet werden
Als nächstes werden wir mehrere gängige Arten von Kupfer- und Verdünnungs-Kupfer-Legierungen einführen, die bei der Bearbeitung verwendet werden.
C10100 ist das Kupfer mit der höchsten Purity-Klasse mit einem Kupfergehalt über 99,99% und einem Sauerstoffgehalt von nur 0,0005% (mit Silber als Unreinheit). Diese Note hat eine ausgezeichnete elektrische Leitfähigkeit (mindestens 101% IACs - International analer Kupferstandard ) und thermische Leitfähigkeit. Sein sehr niedriger Sauerstoffgehalt minimiert das Risiko einer Hochwasserstoffverspritzung, ermöglicht eine tiefe Zeichnung oder Hochschulabzeichnung ohne Knacken und ermöglicht es, durch ein herkömmliches Verfahren verbunden zu werden-wie Lichtbogenschweißen, Widerstandsschweißen, Löschen und Löten-auch bei Verringerung oder Vakuumbedingungen. C10100 wird hauptsächlich für Vakuumkammerkomponenten, Halbleiterverbindungen, Einführungsdrähte, Glas-zu-Metall-Dichtungen und Wellenleiter verwendet.
C10200 (Sauerstofffreies Kupfer, Kupfer)
C10200 ist auch ein sauerstofffreies Kupfer, aber etwas weniger rein als C10100 mit einem minimalen Kupfergehalt von 99,95% (einschließlich Silber) und einem Sauerstoffgehalt auf maximal 0,001%. Es bietet nahezu identische funktionelle Vorteile wie C10100 (keine Wasserstoffschäden usw.) und ist in vielen Anwendungen häufig austauschbar. Im Wesentlichen kann C10200 als niedrigere Version von C10100 angesehen werden, die den Bedarf an sauerstofffreiem Kupfer in allgemeinen Anwendungen zu geringeren Kosten erfüllt.
ETP -Kupfer ist das häufigste Kupfer. Es muss mindestens 99,9% rein sein und hat typischerweise 0,02% bis 0,04% Sauerstoff. Wie bei Kupfer wird der Silber (AG) -Halt bei der Bestimmung der Reinheit als Kupfer (CU) gezählt. In Bezug auf die elektrische und thermische Leitfähigkeit entspricht C11000 im Wesentlichen der praktischen Leistung C10100 und C10200. Die meisten heute verkauften C11000 trifft oder übersteigt 101% IACs für die elektrische Leitfähigkeit und bieten eine thermische Leitfähigkeit von rund 390 W/m · k. Darüber hinaus ist C11000 wirtschaftlicher und gilt als Branchenstandard für allgemeine elektrische Anwendungen.
Obwohl C11000 unter normalen Bedingungen sehr duktil ist, kann es Verspritzung erleiden, wenn es in einer wasserstoffreichen Umgebung erhitzt wird. Dies liegt daran, dass der Sauerstoff in C11000 als Cu₂o existiert, das sich typischerweise an Korngrenzen befindet. Bei erhöhten Temperaturen kann Wasserstoff in das Material diffundieren und mit Cu₂o reagieren, um Wasserdampf (H₂O) zu bilden. Diese Reaktion erzeugt innere Hohlräume oder Risse, ein Phänomen, das als Wasserstoffverspräche oder "Wasserstoffkrankheit" bekannt ist. Infolgedessen ist C11000 für Gasschweißen und Hochtemperaturen nicht geeignet. Wenn das Schweißen benötigt werden muss, wird es normalerweise durch Lichtbogenschweißen (TIG, MIG) in einem inerten Gasschutz oder durch Widerstandsschweißen durchgeführt, um eine Wasserstoffaufnahme zu verhindern.
C12200 ist auch als Phosphor-desoxidiertes Kupfer oder hochauflösendes Phosphorkupfer bezeichnet und ist mechanisch ähnlich wie C11000, umfasst jedoch eine geringe Menge an Phosphor (0,015-0,04%). Diese Zugabe hilft, Sauerstoff aus dem Metall zu entfernen und seine Schweißbarkeits- und Lötkapazitäten zu verbessern und gleichzeitig Wasserstoffverspräche zu verhindern. C12200 kann auch leicht heiß und kaltgebildet sein und ist eine ausgezeichnete Wahl für Transformatorwicklungen, Bushaaren und andere elektrische Komponenten, die zuverlässige Herstellung erfordern.
C14500 (Tellurium Kupfer)
C14500 ist eine verdünnte Kupferlegierung, die 0,4–0,7% Tellurium und 0,004–0,12% Phosphor enthält. Das Tellur bildet fein dispergierte fällt innerhalb der Kupfermatrix aus, die während der Bearbeitung als Chipbrecher fungieren. Dies erhöht die Bewertung der Bearbeitbarkeit auf rund 80–90%(mit freien Messing-Messing-Set bei 100%), verglichen mit einer Standard-Kupfer-Maschinierbarkeits-Bewertung von etwa 20%. Die leichte Verringerung der Leitfähigkeit wird durch seine Fähigkeit ausgeglichen, schnell und genau bearbeitet zu werden.
Aufgrund seiner ausgezeichneten Bearbeitbarkeit und hohen Oberflächenqualität wird es häufig in elektrischen Komponenten und Anschlüssen verwendet, für die hochpräzise Schnitt- und glatte Oberflächenoberflächen wie Präzisionsschalter, Anschlüsse und elektronische Komponenten erforderlich sind. Das Vorhandensein von Tellur beeinflusst jedoch negativ die Schweißverbindungsstabilität; Daher sind Prozesse wie Oxy-Acetylen-Schweißen, Spotschweißen und beschichtetes Metallbogenschweißen für C14500 im Allgemeinen nicht geeignet.
C14700 (Schwefelkupfer)
C14700 ist eine Kupferlegierung mit freiem Maschinen, die dem C14500 ähnelt und die die Bearbeitbarkeit von reinem Kupfer drastisch verbessern soll. Es enthält 0,2–0,5% Schwefel und bildet Sulfidniederschläge, die sich in Morphologie und Verteilung von den Tellurid -Niederschlägen in C14500 unterscheiden.
Während einige Hersteller C14500 für kritische Anwendungen bevorzugen, die optimale Chipkontrolle und Oberflächenbeschaffung benötigen, zeigt Feedback, dass unter bestimmten Schweißbedingungen der Sulfid in C14700 die Schweißverbindungsstabilität weniger beeinträchtigt als die Tellurid in C14500 ausfällt. Trotzdem sind beide für konventionelles Schweißen ungeeignet. Es wird empfohlen, niedrige Temperatur- oder Inert-Gas-abgeschirmte Lichtbogenschweißen (TIG oder MIG) zu verwenden. Darüber hinaus bietet C14700 für kostengünstige oder weniger anspruchsvolle Bearbeitungsanwendungen erhebliche Vorteile und kann wirtschaftlicher sein.
Gemeinsame Prozesse für die kupferische CNC -Bearbeitung
Kupfer -CNC -Bearbeitungsprozess verwendet komplexe Geräte wie Mühlen, Mahlen und Drehmaschinen, um präzise und komplizierte Merkmale für Kupferteile zu erzeugen. Im Folgenden finden Sie die häufigsten Techniken:
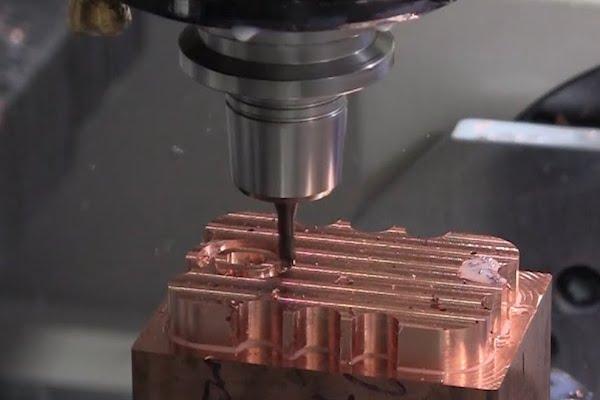
CNC -Fräsen
CNC-Fräste Automatisiert Schneidgeschwindigkeit, Futterrate und Werkzeugbewegung und ermöglicht eine präzise Gestaltung von Kupferarbeitsmitteln. Unter Verwendung von Multi-Point-Rotations-Schneidwerkzeugen entfernt es das Material nach und nach, um verschiedene Designmerkmale wie Rillen, Konturen, Kerben, flache Oberflächen, Löcher und Taschen zu erstellen. Aufgrund der Weichheit von Kupfer werden häufig 2-Flute-Carbid-Endmühlen verwendet, um den Aufbau von Chips zu verhindern und die Genauigkeit aufrechtzuerhalten.
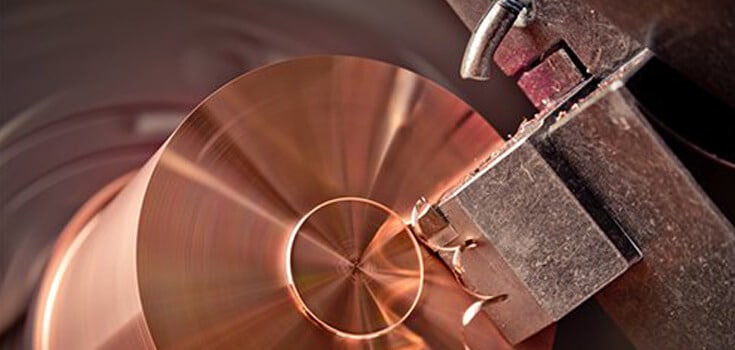
CNC drehen sich
In CNC Drehung Ein rotierendes Kupferwerkstück wird von einem stationären Schneidwerkzeug geformt. Dieser Prozess erzeugt effizient zylindrische, eingefädelte und hochpräzise Teile mit engen Toleranzen. Keramik- oder CBN -Einsätze werden manchmal für eine erhöhte Lebensdauer und Verschleißfestigkeit verwendet. Aufgrund seiner Geschwindigkeit und Anpassungsfähigkeit ist das CNC-Drehen für die Produktion mit hoher Volumen gut geeignet. Diese Methode ist relativ kostengünstig und ist geeignet, um viele elektronische und mechanische Komponenten wie elektrische Kabelverbinder, Ventile, Bushaltestellen und Kühler zu bearbeiten.
CNC -Bohrungen
CNC -Bohrungen erzeugen präzise und saubere Löcher in Kupferteilen. Während das CNC-Fräsen auch Löcher erzeugen kann, ist CNC-Bohrungen auf tiefe Lochbohrungen oder die Bildung von hochpräzisetztem Loch spezialisiert. Um zu verhindern, dass Kupfer am Bohrbit haftet und Verstopfung verursacht, werden scharfe Bohrer mit optimierten Schneidwinkel verwendet, um die Evakuierung der Chip zu verbessern. Darüber hinaus werden häufig Zinnbeschichtungs-Bohrer ausgewählt, um die Reibung zu reduzieren und die Werkzeuglebensdauer zu verbessern.
CNC -Schleifen
Das CNC -Schleifen verfeinert Oberflächen und die dimensionale Genauigkeit bei Kupferbearbeitung. Es setzt Schleifräder ein, um enge Toleranzen und glatte Oberflächen zu erreichen, was es für High-End-Elektronik oder medizinische Geräte sehr geeignet ist. Aufgrund der Tendenz von Kupfer zu verschmieren, werden feine Schleifmittel und kontrollierter Druck verwendet, um eine Materialverformung zu verhindern.
Elektrische Entladungsbearbeitung (EDM)
EDM ist ein nichtkontaktes Bearbeitungsmethode, das Material durch kontrollierte elektrische Entladungen entfernt. Es ist eine ausgezeichnete Wahl für komplexe Kupferdesigns, die mit herkömmlichen Werkzeugen schwer zu maschinellen sind. Diese Technik ist besonders nützlich für die Bearbeitung von dünnwandigen Abschnitten, detaillierten Hohlräumen und hochpräzisen Komponenten in Luft- und Raumfahrt und Elektronik. Wire EDM und Sink EDM sind die beiden Haupttypen. Ersteres wird für präzise Schnitte in einem zweidimensionalen Profil (oder flachen Formen) verwendet, indem ein dünner Draht als Elektrode verwendet wird, während letztere zum Maschinen von dreidimensionalen Hohlräumen und tiefen Löchern verwendet wird, wobei die Elektrode zu der gewünschten Geometrie geformt ist. Obwohl EDM langsamer als herkömmliche Methoden ist, kann es präzise, komplizierte Designs mit minimalem mechanischen Spannung erzeugen.
Ergänzungen: Nachbearbeitungsprozesse für kupfergefertigte CNC-Teile
Nach der CNC-Bearbeitung werden Kupferteile normalerweise oberflächengeschenkt , um die Funktionalität und die Ästhetik durch Entfernen von Bearbeitungsmarken zu verbessern und die Oxidation zu verringern und den Korrosionsfestigkeit zu verbessern.
Mediensprengung:Uses abrasive materials such as sand, glass beads, or aluminum oxide to clean and texture copper surfaces. It effectively removes oxidation, machining marks, and surface contaminants, providing a uniform matte or satin finish.
Elektroplieren:Deposits a thin metallic layer onto copper parts to improve corrosion resistance, conductivity, and wear resistance. Common plating materials include nickel (for durability), silver and gold (for high conductivity), and tin (for solderability and oxidation resistance).
Elektropolisch: An electrochemical process that removes a thin oxide layer from the copper surface, especially suitable for high-purity copper and oxygen-free copper. It helps to reduce friction, improves oxidation resistance, and provides a shiny, reflective surface.
Anodisierung:While not as common for copper as for aluminum, Anodisierungcan be applied to certain copper alloys. This process thickens the oxide layer on the surface, enhancing corrosion resistance and providing a decorative finish in various colors.
Herausforderungen im Copper CNC -Bearbeitungsprozess
Obwohl Kupfer für seine hervorragende Verarbeitbarkeit und thermische Eigenschaften weit verbreitet ist, stellt es mehrere einzigartige Herausforderungen bei der CNC -Bearbeitung vor. Im Folgenden finden Sie die Hauptschwierigkeiten, die im Copper CNC -Bearbeitungsprozess auftreten.
Schlechte Verwirrbarkeit von reinem Kupfer
Reines Kupfer haftet leicht an Schneiden von Werkzeugen und Formularen, die auf den Werkzeugoberflächen aufgebaute Kanten (BUE-Kanten) (BURED-Kanten) zu schneiden, und beschleunigen das Abbau von Werkzeugen. Dies führt zur Bearbeitung von Ineffizienzen und zur Bildung von Burrs auf der Werkstückoberfläche. Im Gegensatz zu Kupferlegierungen, die eine bessere Chipbildung und -bearbeitung bieten, erfordert die Bearbeitung reiner Kupfer spezialisierte Werkzeuge und Prozessanpassungen, um eine dimensionale Genauigkeit und glatte Oberflächenveranstalter zu gewährleisten.
Härtung arbeiten
Die hohe Duktilität von Kupfer bedeutet, dass sie leicht unter Bearbeitungsspannungen verformt. Wenn es sich um eine plastische Verformung (insbesondere während der Kältearbeit) unterzieht, setzt seine Kristallstruktur Versetzungen an und erhöht seine Stärke und Härte - ein Phänomen, das als Härtung bekannt ist. Die verhärtete Oberfläche erfordert höhere Schnittkräfte und ist für das Werkzeug abrasive, betont die Maschine und beeinflusst die dimensionale Genauigkeit. Um dies zu mildern, werden optimierte Schneidparameter, effektive Kühlung und Schmierung sowie scharfe, hochwertige Werkzeuge verwendet.
Wärmeausdehnung
Kupfer hat die Fähigkeit, Wärme schnell durchzuführen und zu lindern, aber schnelle, lokalisierte Temperaturänderungen können zu einer ungleichmäßigen thermischen Expansion oder Kontraktion führen, was zu einer Verfälschung für Werkstücke führt. Darüber hinaus kann übermäßige Wärmeerzeugung Schneidwerkzeuge abbauen. Um diese Probleme zu verhindern, ist es wichtig, die Wärmeerzeugung zu verwalten und eine effektive Wärmeableitung während der Bearbeitung zu gewährleisten.
Hilfreiche Überlegungen zur kupfersäure CNC -Bearbeitung
Um die oben genannten Herausforderungen zu bewältigen, finden Sie nachstehend wichtige Überlegungen, um eine effiziente und kostengünstige Bearbeitung von Kupfer zu gewährleisten.
Wählen Sie die richtige Kupferqualität
Vor der Bearbeitung ist es entscheidend, die am besten geeignete Kupfermaterialqualität für Ihre Anwendung auszuwählen. Reines Kupfer ist teuer und herausfordernd zu maschinell. Wenn Sie die Eigenschaften von reinem Kupfer benötigen, aber ein Material benötigen, das leichter zu verarbeiten ist, sind kostenlose Kupferlegierungen-wie Telluriumkupfer und schwefelhaltiges Kupfer-besser für eine effiziente Bearbeitung und sind kostengünstiger. Wenn jedoch auch eine höhere mechanische Festigkeit und Verschleißresistenz erforderlich sind, ist Phosphor Bronze oder Beryllium kupfer sein.
Design für die Herstellung
Eine weitere wichtige Überlegung ist die Überprüfung der Entwurfsanforderungen und Spezifikationen Ihrer Kupferteile zu Beginn des Prozesses. Durch die Ausrichtung des Designs auf Fertigungsfunktionen können Sie Fehler reduzieren, überarbeiten und sicherstellen, dass der letzte Teil der beabsichtigten Funktionalität entspricht. Hier sind einige Designvorschläge:
Behalten Sie eine ausreichende Wandstärke bei: For aesthetic or decorative parts, a thickness of at least 0.5 mm is sufficient. For structural components that require additional strength, thicker walls should be used to prevent deformation.
Vermeiden Sie tiefe Taschen mit kleinen Radien:These features hinder chip evacuation and put additional strain on the cutting tools, which increases wear and affects surface quality.
Design unter Berücksichtigung des Entlassungs:Copper tends to form burrs during machining. To reduce the need for post-machining deburring, use smooth transitions — such as rounded edges, chamfers, or fillets — rather than sharp edges. Also, design features with accessible tool paths and appropriate cutting force directions to further minimize burr formation and boost machining efficiency.
Design standardisierte Funktionen:Use standard dimensions and features whenever possible to simplify fixturing and tool path programming. Avoid overly tight tolerances, as these can increase machining difficulty, accelerate tool wear, and raise production costs.
Legen Sie die richtige Futterrate fest
Die Futterrate beschreibt die Geschwindigkeit, mit der das CNC -Schneidwerkzeug gegen das Werkstück voranschreitet. Es wirkt sich direkt auf die Lebensdauer, Oberflächenfinish und Bearbeitungseffizienz aus. Eine hohe Futterrate kann dazu führen, dass die Temperatur zu schnell ansteigt und zu Problemen wie Chatter, Werkzeugablenkung und reduzierter Genauigkeit bei der Bearbeitung von Kupfer führt. Um diese Probleme zu vermeiden, ist es ratsam, niedrige bis mittelschwere Futterraten anzuwenden.
Wählen Sie das entsprechende Werkzeugmaterial aus
Die Auswahl des Rechts Schneidwerkzeug ist für die kupfelige CNC-Bearbeitung von entscheidender Bedeutung. Carbidwerkzeuge werden für Hochgeschwindigkeitsbearbeitung bevorzugt, da sie bei erhöhten Temperaturen die Härte aufrechterhalten und einen hervorragenden Verschleißfestigkeit aufweisen. Diamantbeschichtete Werkzeuge eignen sich am besten für reine Kupfer- und Präzisionsanwendungen, da sie Chip-Ansammlung und materielle Adhäsion verhindern. HSS-Werkzeuge (Kobalt-High-Schnell-Stahl) können für niedrige Geschwindigkeitsvorgänge verwendet werden, neigen jedoch dazu, schneller zu tragen. Zusätzlich verbessern polierte Werkzeugflöten die Chip -Evakuierung und reduzieren das Verschmieren von Material. Stellen Sie sicher, dass Sie Ihre Schneidwerkzeuge auf eine scharfe Schneidescheibe schärfen, bevor Sie Kupfer für eine optimale Leistung bearbeiten.
Andere Berücksichtigung von Tipps:
Tragen Sie während der Bearbeitung die richtigen Kühlmittel oder Schmiermittel auf. Für Hochgeschwindigkeitsbearbeitungen können Kühlmittel auf Ölbasis eine bessere Schmierung und eine Wärmeabteilung bieten.
Verwenden Sie Chip Breaker und High Clearance-Winkel-Schneidwerkzeuge, um eine bessere Chipsteuerung zu erhalten.
Übernehmen Sie Degrenzungstechniken wie Vibrationsfinish oder manuelles Entlassung, um reibungslose, fehlerfreie Oberflächen zu gewährleisten.
Abschluss
Kupfer-CNC-Bearbeitung erfordert Präzision, Fachwissen und sorgfältige Materialauswahl für eine qualitativ hochwertige, kostengünstige Produktion. Dieser Artikel enthält wichtige Erkenntnisse, um Ihre materiellen Auswahlmöglichkeiten zu leiten und Ihnen bei der Vermeidung von Problemen mit allgemeinen Bearbeitung zu vermeiden. Eine erfolgreiche Fertigung hängt jedoch auch von einem vertrauenswürdigen Partner mit fortschrittlicher CNC -Technologie und Branchenkenntnissen ab. Für eine zuverlässige CNC -Bearbeitung von Kupfer und seinen Legierungen ist chiggo hier, um zu helfen. Kontaktieren Sie uns noch heute und lassen Sie uns loslegen!