Nur wenige Materialien haben so viel historische Bedeutung wie Bronze. Diese kupferbasierte Legierung, die vor über 5.000 Jahren in der Bronzezeit erstmals entwickelt wurde, revolutionierte Werkzeuge, Waffen und Kunst, die eine neue Ära der menschlichen Handwerkskunst einleiteten. Obwohl Bronze häufig mit Gießen und Handschmieden in der modernen Fertigung verbunden ist, wird sie in den Lagern, Buchsen, Zahnrädern und Ventilkomponenten, in denen Gussteile fertiggestellt werden, häufig verwendetPräzisionsbearbeitungenge Toleranzen zu treffen.
In diesem Leitfaden wird diskutiert, was die Bronze -CNC -Bearbeitung, welche Arten von Bronze, die Bearbeitungsprozesse, gemeinsame Herausforderungen und wie sie überwinden können, erörtert.
Was ist die Bronze -CNC -Bearbeitung?
Die Bronze -CNC -Bearbeitung ist ein Prozess, bei dem CNC -Maschinen aus Bronze hergestellt werden - eine Kupferlegierung mit typischerweise 5–12% Zinn. Kleine Mengen anderer Elemente wie Aluminium, Phosphor, Mangan oder Blei werden häufig hinzugefügt, um eine spezifische Leistung zu erzielen.
Bronze, wieMessingund andereKupferlegierungenhat eine Reihe wichtiger elektrischer, thermischer und Korrosionsbeständigkeitseigenschaften. Aber seine mechanische Festigkeit ist im Allgemeinen niedriger als die von vielen anderen maschinenablen Metallen (wenn auch höher als die von Kupfer und Messing). Obwohl es nicht mit der außergewöhnlichen Bearbeitbarkeit von frei schneidenden Messing (100%) übereinstimmt, bieten viele Bronzebereich immer noch eine gute Bearbeitbarkeit. Typische leitende Blechbronzen haben eine Bearbeitbarkeit zwischen 60 und 75%, daher werden sie am besten bei niedriger Stress verwendetCNC-Maschinenkomponenten. Es hat auch eine geringe Reibung und eine hervorragende Verschleißfestigkeit, wodurch es gut geeignet ist, Teile zu schieben.
Arten von Bronze für CNC -Bearbeitung erhältlich
Bronze bezieht sich auf eine Familie von Kupfer-Tin-Legierungen, deren Leistung aufgrund ihrer spezifischen Legierungselemente variiert. Im Folgenden werden wir die am häufigsten bei der CNC -Bearbeitung verwendeten Bronzebereich untersuchen.
Bleizinnbronze (Bronze tragen)
Bleizinnbronze enthält typischerweise 83–92 % Kupfer, 7–12 % Zinn und 4–8 % Blei. Es ist eine der einfachsten Bronzen für Maschinen-die Führung wirkt als eingebautes Schmiermittel und fördert den Chip Breakage erheblich. Die Dose bietet feste Festigkeit und Korrosionsbeständigkeit.
Seine Zugfestigkeit und Härte liegen jedoch unter denen von Hoch- oder Aluminiumbronzen, und ihre Bleiphase schmilzt über ~ 300 ° C, wodurch es für heiße oder stark beladene Teile ungeeignet ist. Es kann auch nicht mit der Müdigkeitsresistenz von Phosphorbronzen oder der extremen Verschleißresistenz von Hochtunklassen übereinstimmen, und seine Korrosionsbeständigkeit ist in aggressiven Medien wie Meerwasser oder sauren oder alkalischen Umgebungen begrenzt. Darüber hinaus ist Bleizinnbronze aufgrund von Blei-Toxizität für Lebensmittel- oder Trinkwasseranwendungen nicht geeignet.
Phosphorbronze ist eine Kupferlegierung mit typischerweise 4–6% Zinn und eine kleine Zugabe von Phosphor (etwa 0,01–0,35%). Der Phosphor verbessert die Verschleißresistenz, die Steifheit und wirkt während der Legierung als Desoxidisator, was zu sauberen Kornstrukturen führt. Diese Legierung bietet eine hohe Ermüdungsfestigkeit und eine hervorragende Korrosionsbeständigkeit. Historisch gesehen wurde Phosphorbronze in Marine -Hardware verwendet - zum Beispiel wurden einige Schiffspropeller für seine Meerwasserdauer daraus gemacht. Heute ist es am häufigsten in Federn, elektrischen Anschlüssen, Buchsen, Lagern und Bolzen zu finden, in denen eine Kombination aus Zähigkeit und Verschleißfestigkeit erforderlich ist. Es ist jedoch besonders schwieriger zu maschine: Eine häufige Klasse wie C51000 (5% Zinn, 0,2% Phosphor) hat eine maßgeschneiderte Bewertung von nur etwa 20% im Vergleich zu freien Messingmessing.
Gemeinsame Noten:C51000, C52100 Typische Verwendung:Federn, elektrische Anschlüsse, Schrauben, kleine Buchsen
Aluminiumbronze
Aluminiumbronze enthält im Allgemeinen etwa 5–12 % AL, wobei das Gleichgewicht Kupfer (~ 85–92 %) plus 3–5 % Fe und bis zu 1,5 % NI (mit geringfügigem Mn, Si) für zusätzliche Festigkeit und Korrosionsresistenz enthält. Es ist die stärkste der üblichen Bronzen, wobei die Zugfestigkeit bei hitzebehandelten Gemütern 500–620 MPa beträgt, vergleichbar mit mittelgroßen Stahl. Es hat auch eine ausgezeichnete Korrosionsbeständigkeit, insbesondere in marinen und chemischen Umgebungen, da Aluminium in der Legierung ein Schutzoxid auf der Oberfläche bildet.
In Bezug auf die Bearbeitung ist Aluminiumbronze mäßig messbar. C95400 beispielsweise hat eine maßgeschneiderte Bewertung von rund 60%. Aufgrund seiner hohen Härte und Tendenz zur Arbeitskräfte benötigt die CNC-Bearbeitung von Aluminiumbronze starre Einstellungen, scharfe Carbid-Werkzeuge und eine präzise Futtermittelkontrolle, um die Genauigkeit und die Lebensdauer des Werkzeugs aufrechtzuerhalten.
Die Siliziumbronze besteht im Allgemeinen aus ungefähr 96% Kupfer und 2–4% Silizium mit kleinen Zink- oder Manganerzug. Diese Legierung bietet ein gutes Gleichgewicht zwischen mittelschwerer Festigkeit, hervorragender Korrosionsbeständigkeit und guter Schweißbarkeit. Es hat auch ein warmes, goldenes Aussehen, das oft für architektonische oder künstlerische Anwendungen bevorzugt wird.
In der CNC-Bearbeitung hat Siliziumbronze eine angemessene Verarbeitbarkeit, etwa 30% im Verhältnis zu frei schneidenden Messing. Es erzeugt saubere Chips und gute Oberflächenoberflächen, wenn sie unter mäßigen Schneidgeschwindigkeiten und -feeds bearbeitet werden. Obwohl es leicht gummiartig ist, bleibt es mit scharfen Werkzeugen und einer effektiven Chipsteuerung überschaubar.
High-Tin-Bronze, oft historisch als Gunmetal bezeichnet, ist eine Bronzelegierung mit erhöhtem Blechgehalt und minimaler oder gar keinem Blei. Eine typische Zusammensetzung beträgt 88–90 % Kupfer und 10–12 % Zinn mit Spurenzink oder Nickel. Diese Formulierung erzeugt eine harte, starke Legierung, die bekanntermaßen zum Besetzen von Kanonenfässern verwendet wurde - daher der Name „Gunmetal“. High-Tin-Bronze hat eine hervorragende Verschleißfestigkeit und trägt schwere Lasten ohne Verformung. Damit ist es ideal für Hochleistungskomponenten. Es dient vielen der gleichen Rollen wie Aluminiumbronze, wenn auch mit etwas niedrigerer Korrosionsbeständigkeit, aber gutem Gussqualitäten.
Seine Bearbeitbarkeit liegt bei etwa 30 % (ähnlich wie bei Siliziumbronze). Das Fehlen von Blei bedeutet, dass die Legierung weniger frei schneidet, so
Eine Schritt-für-Schritt-Anleitung zum Bronze-CNC-Bearbeitungsprozess
Die Bronze -CNC -Bearbeitung verwandelt Rohbronze -Bestand in Präzisionsteile durch eine Reihe kontrollierter Schritte. Von der Konstruktion bis zur Endinspektion muss jede Stufe für das Materialverhalten, das Werkzeugverschleiß und die Oberflächenbeschaffung von Bronze optimiert werden. Hier ist ein prägnanter Überblick über den Prozess:
1. Materialauswahl und -vorbereitung
Der Prozess beginnt mit der Auswahl der rechten Bronzelegierung basierend auf mechanischen Festigkeit, Verschleißfestigkeit und Korrosionsanforderungen. Zum Beispiel wird Bleizinnbronze für Buchsen aufgrund seiner hervorragenden maßgas- und selbstlubrizierenden Eigenschaften bevorzugt, während die Aluminiumbronze für hochfeste, marinen Komponenten ausgewählt wird.
Sobald die Legierung ausgewählt ist, wird der Rohstoff - typischerweise Stäbe, Stangen oder Platten - zu Größe geschnitten, deburiert und auf Oberflächenqualität inspiziert. Es wird dann sicher an die Arbeitstabelle der CNC -Maschine unter Verwendung eines Präzisions -Leuchtens geklemmt, um die Stabilität während der Bearbeitung zu gewährleisten.
2. CAD/CAM -Programmierung
Der digitale Workflow beginnt damit, ein detailliertes CAD -Modell des Teils zu erstellen. Dieses Modell wird in eine CAM -Software importiert, bei der Toolpaths für die gewählte Bronzelegierung und die Geometrie des Teils erzeugt und optimiert werden. Das resultierende CNC -Programm gibt dann Werkzeugbewegungen, Spindelgeschwindigkeiten, Futterraten und Schnittsequenzen an - die auf die maßgeschneiderte und thermische Eigenschaften des Materials abgestimmt.
3.. Bearbeitungsvorgänge
Wenn die CAM-erzeugten Werkzeugwege geladen wurden, wird die CNC-Maschine eingerichtet-Tools wie Endmühlen, Bohrer und Einsätze werden ausgewählt, installiert und für die spezifische Bronzegelung und die erforderlichen Schnitte kalibriert. Sobald die Maschine fertig ist, beginnt die tatsächliche Bearbeitung. Abhängig vom Teil der Teiledesign und des Bronzetyps umfassen gemeinsame Operationen::
Mahlen:Mahlen Bronze verwendet rotierende Schneider, um Material zu entfernen und Slots, Taschen und komplexe Konturen zu erstellen. Da Bronze arbeitshärzt werden kann, wenn der Cutter wohnt, ist es am besten, leichte radiale Schnitte (≤ 0,5 × Cutterdurchmesser) mit moderatem axialen Engagement zu nehmen.
Drehung:Beim Drehen der Bronze dreht das Werkstück gegen ein stationäres Schneidwerkzeug, um zylindrische Merkmale wie Wellen, Ärmel, Stifte oder Buchsen zu erzeugen. Die geringe Reibung von Bronze und eine gute thermische Leitfähigkeit ermöglichen höhere Spindelgeschwindigkeiten (bis zu 400 m/min) als Stahl, aber seine Tendenz, Arbeitshärden zu verwenden, sollten Sie scharfe Carbid- oder PVD-beschichtete Einsätze mit leicht positivem Rechen (7–10 °) verwenden und Lichtverkleidung (≤ 0,5 mm Tiefe des Schnitts) nehmen.
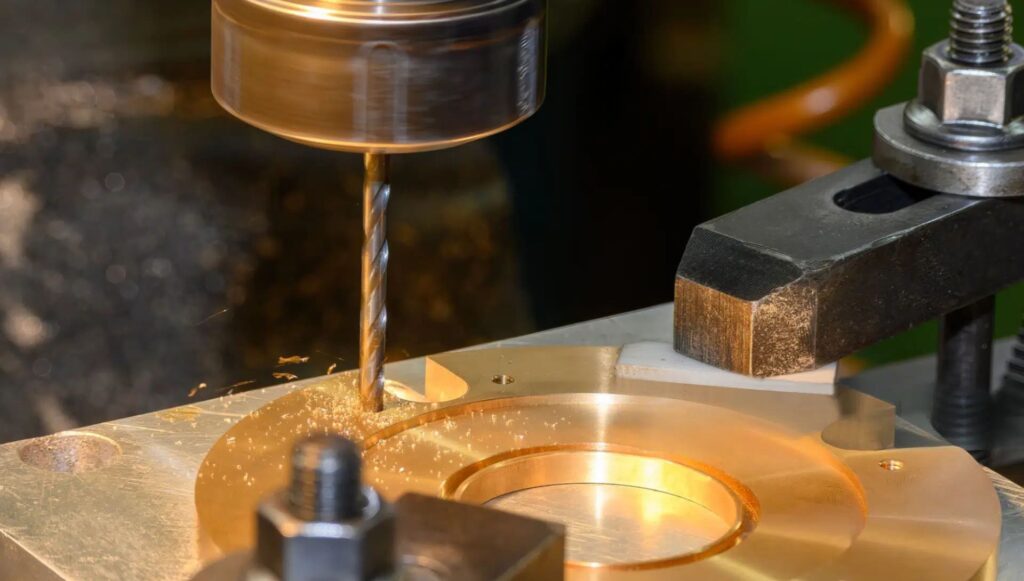
Bohren und Klopfen:Bohrungen erzeugen runde Löcher in Bronze. Die Weichheit von Bronze ermöglicht schnellere Bohrgeschwindigkeiten als härtere Metalle, aber es muss darauf geachtet werden, dass Überhitzung vorhanden und saubere Lochwände sichergestellt werden. Sobald das Loch gebohrt ist, wechseln Sie zu einem Hahn, um passende Gewinde zu schneiden. Verwenden Sie für blinde Löcher einen Bottoming -Tipp, um Fäden ohne Grat rechts nach unten zu bringen.
4. Nachbearbeitung
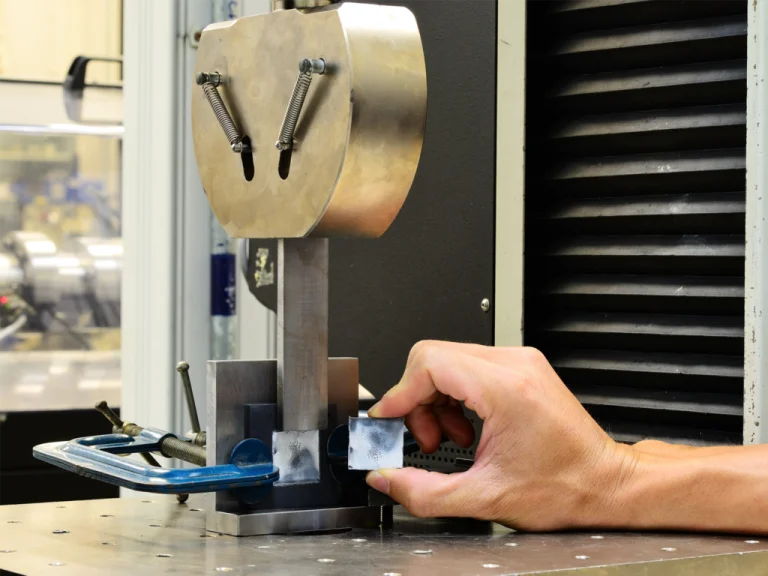
Nach der CNC -Bearbeitung werden Bronzeteile entblößt und abgraben, um Grat und scharfe Kanten zu entfernen. Bei Bedarf durch Teilgeometrie- oder Toleranzanforderungen stabilisiert ein Stressrelief die Abmessungen und lindert Bearbeitungspannungen. Jeder Teil durchläuft dann durch Inspektion und Test (CMM, Messgeräte, Oberflächenraug-Überprüfungen), um die dimensionale und Oberflächenqualität zu überprüfen. Abhängig von der Endverwendung können eine oder mehrere Oberflächenbeanspruchungen auf Bronze -bearbeitete Teile angewendet werden.
AS ASMACHINIERT
Dies ist die natürliche Bronzfläche direkt von der CNC -Maschine. Es zeigt typischerweise sichtbare Werkzeugpfadlinien und hat eine Rauheit von RA 1,6–3,2 μm. Dieses Finish ist kostengünstig und für interne Buchsen, verborgene Strukturteile oder eine Komponente geeignet, in der das Aussehen nicht kritisch ist. Beachten Sie, dass kleinere Werkzeugmarken oder Burrs bestehen bleiben können, was die Leistung in sehr engen Anpassungen oder Anträgen mit hoher Ausnahme beeinträchtigen kann.
Mechanisches Polieren
PolierenVerwendet aufeinanderfolgende Schleifmittel oder Büschelräder, um die Oberfläche zu glätten und ein helles, reflektierendes Finish zu erzeugen. Es kann die Oberflächenrauheit von etwa RA 1,6–3,2 µm auf unterhalb von RA 0,2 µm reduzieren und die Gleitleistung in beweglichen Baugruppen verbessern. Polierte Bronze wird üblicherweise für dekorative Hardware, sichtbare Armaturen und dynamische Komponenten verwendet, die einen geringen Luftwiderstand erfordern. Das Polieren kann jedoch arbeitsintensiv sein und die Produktionszeit und -kosten erhöhen, insbesondere wenn bei komplexen Geometrien einheitlicher Glanz erforderlich ist.
Perlenstrahlung
PerlenstrahlungBronze verwendet einen unter Druck stehenden Strom von feinen Medien - häufige Glasperlen -, um die Oberfläche vorsichtig zu treiben und ein einheitliches mattes Finish zu erzeugen. Es entfernt sichtbare Werkzeugmarken und glättet die Kämme, die durch Mahlen von Pässen übrig sind, wodurch die Haftung für Beschichtungen oder Patinas verbessert wird. Da die abgerundeten Perlen eher die Oberfläche passen, anstatt die Oberfläche zu schneiden, ist das Ergebnis eine konsistente Satintextur, die sich ideal für architektonische Hardware und dekorative Ausstattung befindet. Der Vorgang kann jedoch winzige Grübchen hinterlassen, die Trümmer fangen oder die Dichtflächen beeinträchtigen können, sodass Teile der Toleranz häufig eine leichte Politur oder das Läper anschließend erfordern.
Patination (chemische Beschichtung)
Die Patination verwendet kontrollierte Oxidation oder chemische Mittel, um die Farbe und den Ton der Bronzeoberfläche zu verändern. Gemeinsame Patina -Farbtöne - Brown, Grün und Schwarz - geben Sie ein antikes oder künstlerisches Finish. Obwohl dieser Prozess in erster Linie ästhetisch ist, kann er einen Grad des Oberflächenschutzes bieten. Patinas sind bei Beschilderungen, dekorativen Panels und Periodenleuchten beliebt. Patination erfordert jedoch eine qualifizierte Handhabung, um konsistente Ergebnisse zu erzielen, und es ist möglicherweise nicht für funktionelle Oberflächen oder mechanische Teile mit hoher kontaktischer Teile geeignet.
Anodisierung (Bronzekonvertierungsbeschichtung)
Obwohl die Anodisierung am häufigsten auf Aluminium verwendet wird, können bestimmte Bronzlegierungen einem ähnlichen Elektrolytumwandlungsprozess durchlaufen. In dieser Behandlung wirkt die Bronze als Anode in einem speziellen Bad und bildet eine dünne, poröse Oxidschicht, die versiegelt oder sogar gefärbt werden kann, um dekorative Farben zu erzeugen. Dieser Oxidfilm verbessert die Korrosionsbeständigkeit, verbessert die Adhäsion für Farben oder Beschichtungen und verleiht einen bescheidenen Anstieg der Oberflächenhärte. Da es benutzerdefinierte Elektrolyte und enge Prozesssteuerung erfordert, ist die Anodierung von Bronze kein Standarddienst und ist tendenziell teurer und weniger weit verbreitet alsAluminium -Anodisierung. Bei der Anwendung liefert es einzigartige visuelle Effekte und einen leichten Schutz für dekorative oder korrosionsgefährdete Anwendungen.
Elektroplierend
ElektroplierendEntlastet eine dünne Schicht eines anderen Metalls wie Nickel, Silber, Gold oder Chrom auf die Bronzeoberfläche. Dies verbessert die Korrosionsbeständigkeit, die elektrische Leitfähigkeit und die visuelle Anziehungskraft. Elektroplierte Oberflächen sind in hohen und dekorativen Teilen üblich, erfordern jedoch eine enge Prozessregelung und ergänzen die Kosten und die Vorlaufzeit.
Gemeinsame CNC -Bearbeitungsherausforderungen und Lösungen für Bronze
Bronze hat viele wünschenswerte Eigenschaften, aber ihre maßgasspunkte kann zwischen Legierungen stark variieren. Im Folgenden finden Sie fünf Herausforderungen, denen Sie bei der Bearbeitung von Bronze der CNC zusammen mit praktischen Lösungen begegnen können.
Härtung arbeiten
Bestimmte Bronzetypen (z. B. Aluminiumbronze, Phosphorbronze) neigen dazu, unter unsachgemäßen Schnittbedingungen zu arbeiten. Wenn das Werkzeug eine gehärtete Oberfläche wohnt oder erneut schneidet, steigt die Werkzeugspannung und ein Ausfallrisiko an. Um dies zu verhindern:
Halten Sie die radialen Tiefen aus geschnittenem Licht, typischerweise nicht mehr als 0,5 × den Werkzeugdurchmesser, um die Werkzeuglast zu reduzieren.
Vermeiden Sie das Wohnen, indem Sie kontinuierliche, ununterbrochene Werkzeugwege verwenden.
Wenden Sie sich nach Möglichkeit das Mahlen des Aufstiegs an, da es Chips von der Schneidzone weg leitet und das Reiben minimiert.
Verwenden Sie scharfe Carbid-Werkzeuge oder PVD-beschichtete Einsätze (z. B. Tialn), um den Wärmeaufbau zu minimieren und den Verschleiß in härtungsanfälligen Legierungen zu widersetzen.
Werkzeugkleidung
Härtere Bronze -Noten wie Aluminiumbronze und Siliziumbronze enthalten abrasive Oxide oder Härtungselemente, die den Schneidkanten des Kohlensaugens stumpfen können. Um die Werkzeugkleidung zu mildern:
Verwenden Sie Premium-Verschleiß-resistente Carbideinsätze mit TIALN oder ähnlichen Beschichtungen, um eine bessere Wärmefestigkeit und eine verlängerte Werkzeugdauer zu erhalten.
Überwachen Sie den Zustand regelmäßig und ersetzen Sie die Werkzeuge beim ersten Anzeichen von Verschleiß.
Gewährleisten Sie einen ausreichenden Kühlmittelfluss, um Wärme abzuleiten und abrasive Partikel wegzuspülen.
Bei stark abrasiven Noten reduzieren Sie die Schneidgeschwindigkeiten leicht, um die Wärmebelastung und den Abbau der Werkzeuge zu steuern.
Chipsteuerung und eingebaute Kante
Viele Bronzlegierungen produzieren lange, fadenkräftige Chips oder bilden eine aufgebaute Kante (BUE), die das Werkzeug schweißt, die Oberflächen verderbt und den Werkzeugbruch verursacht. Verbesserung der Chipkontrolle und zur Vorbeugung von BUE:
Wählen Sie Werkzeuge mit einem positiven Rechenwinkel und polierten Flöten, um saubere Chip -Locken zu fördern.
Passen Sie die Vorschubraten an, damit die Chips eher abteilen als dehnen.
Führen Sie die Hochwasserkühlmittel oder die Luftsexte, um die Chips sofort wegzuspülen.
Wärmeausdehnung
Bronze leitet Wärme gut, aber übermäßige Schnitttemperaturen können die Wärmeausdehnung im Werkstück verursachen und die Schneidkanten abnutzen. Um die dimensionale Stabilität aufrechtzuerhalten:
Verwenden Sie Hochwasserkühlmittel oder Nebelschmierung, um Wärme von der Schneidzone wegzutragen.
Reduzieren Sie die Schneidgeschwindigkeiten bei langen Läufen oder Aufgaben mit enger Toleranz, um die thermische Aufteilung zu begrenzen.
Lassen Sie eine kleine Endzertifikat und führen Sie einen endgültigen Lichtpass durch-dies korrigiert jede Wärme induzierte Verzerrung und verbessert die Oberflächenpräzision.
Arbeitsholz und Vibration
Aufgrund der relativ geringen Steifheit und Weichheit von Bronze kann eine unangemessene Klemme eine Teilablenkung, das Geschwätz oder die Oberflächenverformung verursachen. Stabilität und Genauigkeit aufrechtzuerhalten:
Verwenden Sie starres Leuchten mit weichen Kiefern oder benutzerdefinierten konturierten Klemmen, um den Druck gleichmäßig zu verteilen und das Marring zu verhindern.
Minimieren Sie das Werkzeugüberhang, um die Ablenkung und Vibration zu verringern.
Verwenden Sie gegebenenfalls Dual-Klemm- oder Vakuum-Chuck-Systeme, um die Steifigkeit zu verbessern, insbesondere für dünnwandige oder hochpräzise Teile.
Abschluss
Die Bronze -CNC -Bearbeitung liefert Teile mit Haltbarkeit, Korrosionsbeständigkeit und elektrischer Leitfähigkeit, um eine Vielzahl von Anwendungen zu erfüllen. Mit über einem Jahrzehnt der Fertigungsexpertise ist Chiggo Ihr vertrauenswürdiger Anbieter des Bronze -CNC -Bearbeitungsdienstes für Präzision, Effizienz und Konsistenz.Kontaktieren Sie uns noch heutefür ein benutzerdefiniertes Zitat und um mehr über unsere zu erfahrenCNC -Bearbeitungsservice.