Da in verschiedenen Branchen zunehmend komplexe Formen und hochpräzise Komponenten sowie der Einsatz neuer Materialien gefordert werden, kann die herkömmliche 3-Achsen-Bearbeitung diesen Anforderungen nicht mehr gerecht werden. Folglich hat sich die CNC (Computer Numerical Control) Mehrachsen-Bearbeitungstechnologie rasant weiterentwickelt. Heutzutage können die modernsten CNC-Maschinen bis zu 12 Achsen gleichzeitig steuern. Unter diesen sind 5-Achsen-Maschinen die beliebtesten und am weitesten verbreiteten Maschinen.
Es gibt zwei Haupttypen von 5-Achsen-CNC-Maschinen: 3+2-Achsen-Maschinen und simultane 5-Achsen-Maschinen. Allerdings verwechseln manche Maschinisten und Konstrukteure sie oft. Sind ihre Mechanismen identisch? Wenn nicht, was sind die Unterschiede zwischen ihnen? In diesem Artikel finden Sie die Antworten. Lassen Sie uns zunächst auf die Konzepte dieser beiden Bearbeitungsansätze eingehen.
Was ist simultane 5-Achsen-Bearbeitung?
Um simultane 5-Achsen-Bearbeitung besser zu verstehen, Lassen Sie uns zunächst erklären, was eine Achsenanzahl bei der CNC-Bearbeitung bedeutet. Eine Achsenanzahl bezieht sich auf die Anzahl der Richtungen, in die sich das Schneidwerkzeug (oder der Arbeitstisch) bewegen kann, um das gewünschte Produkt herzustellen. Grundsätzlich gilt: Je mehr Achsen eine Maschine besitzt, desto größer wird der Bewegungs- und Drehbereich für Werkzeug und Arbeitstisch, was letztendlich die Herstellung komplexerer und präziserer Bauteile ermöglicht.
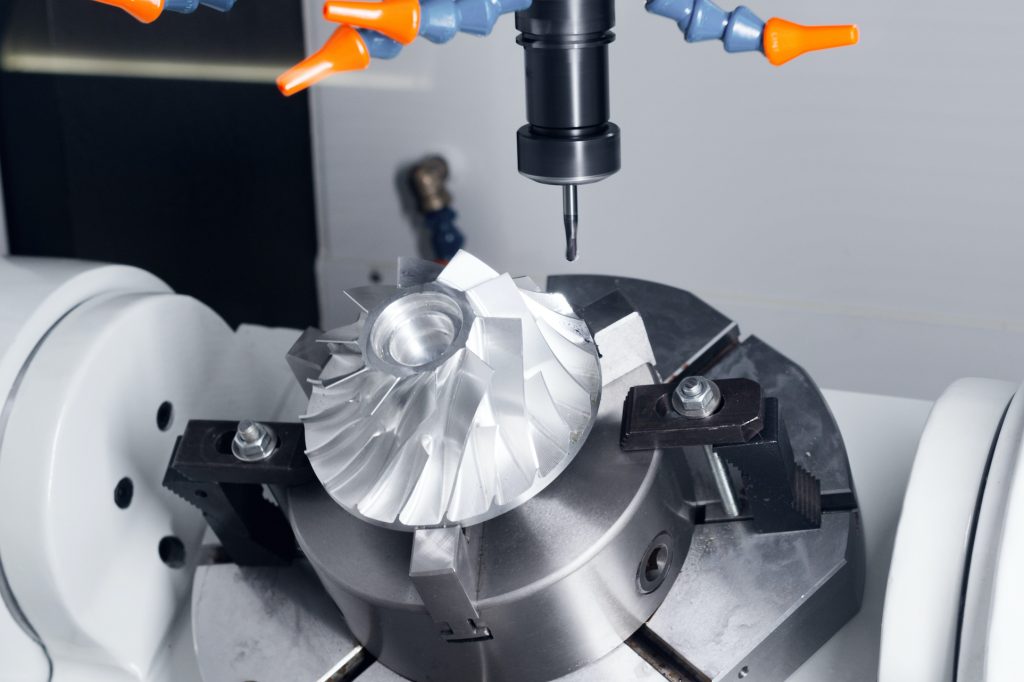
Die simultane 5-Achsen-Bearbeitung, auch als vollkontinuierliche 5-Achsen-Bearbeitung bekannt, ist eine fortschrittliche Form der CNC-Bearbeitung, bei der drei lineare Achsen gleichzeitig mit zwei Rotationsachsen verwendet werden, um komplizierte Teile mit hoher Präzision und Effizienz herzustellen. Die fünf Achsen sind:
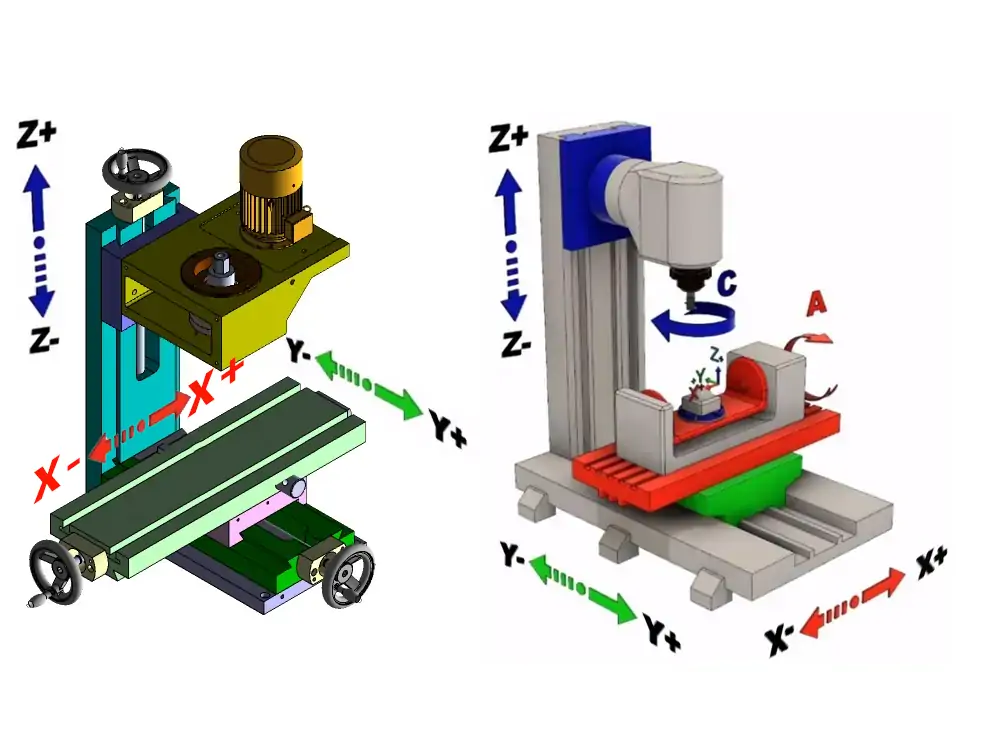
X-, Y- und Z-Achsen (Linearachsen):
Dies sind die drei primären linearen Achsen, entlang derer sich das Schneidwerkzeug oder Werkstück bewegen kann.
X-Achse: Horizontale Bewegung (links und rechts)Y-Achse: Horizontale Bewegung (vorwärts und rückwärts)Z-Achse: Vertikale Bewegung (auf und ab)
A- und B-Achsen (Rotationsachsen):
Dies sind die beiden zusätzlichen Drehachsen, die das Kippen oder Schwenken des Werkstücks oder Schneidwerkzeugs ermöglichen.
A-Achse: Drehung um die X-Achse (Vorwärts- und Rückwärtsneigung) C-Achse: Drehung um die Z-Achse (Drehung im und gegen den Uhrzeigersinn)
Die spezifische Konfiguration dieser Achsen kann je nach Typ der 5-Achsen-CNC-Maschine variieren. In einigen Fällen verwendet die Maschine möglicherweise die B-Achse (Rotation entlang der Z-Achse) anstelle der C-Achse (Rotation entlang der Z-Achse). Unabhängig von der Konfiguration ermöglicht die vollkontinuierliche 5-Achsen-Bearbeitung die gleichzeitige Bewegung der Werkzeuge und des Werkstücks und ermöglicht so die Bearbeitung von fünf Flächen eines Werkstücks in einer einzigen Aufspannung. Dadurch entfällt die Notwendigkeit, Werkstücke über mehrere Arbeitsstationen oder Geräteteile zu bewegen, was zu kürzeren Zykluszeiten und höherer Genauigkeit führt.
Was ist 3+2-Achsen-Bearbeitung?
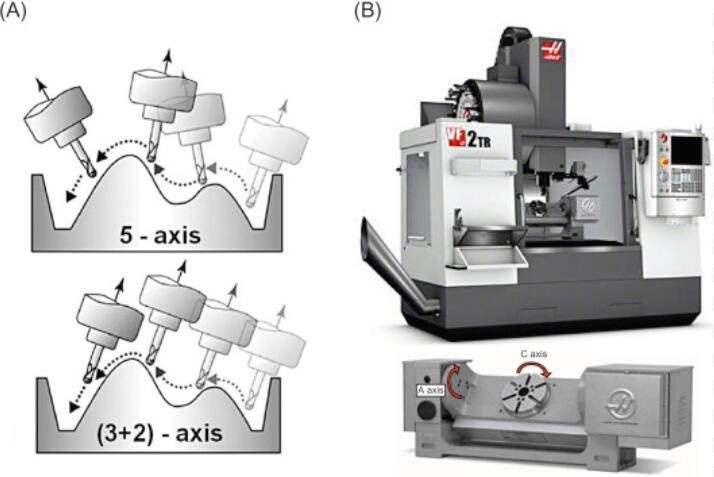
Bei der 3+2-Achsen-Bearbeitung, auch bekannt als positionelle 5-Achsen-Bearbeitung, wird eine 5-Achsen-Maschine verwendet, deren volle 5-Achsen-Simultanbewegungsfähigkeit jedoch nicht vollständig ausgenutzt wird. Bei der 3+2-Achsen-Bearbeitung werden die beiden Rotationsachsen (ausgewählt aus der A-, B- und C-Achse) verwendet, um das Werkstück in die gewünschte Position zu neigen und zu drehen. Nach der Positionierung kann die typische 3-Achsen-Bearbeitung durchgeführt werden, wobei nur die X-, Y- und Z-Achsen verwendet werden.
Dadurch ähnelt die 3+2-Achsen-Bearbeitung eher der herkömmlichen 3-Achsen-Bearbeitung. Obwohl die Hardware einer 5-Achsen-Maschine verwendet wird, sind die beiden Rotationsachsen für die Positionierung während des Bearbeitungsprozesses fixiert, sodass die Schneidphase der 3+2-Achsen-Bearbeitung eher der herkömmlichen 3-Achsen-Bearbeitung ähnelt.
Es ist jedoch zu beachten, dass die 3+2-Achsen-Bearbeitung im Vergleich zur herkömmlichen 3-Achsen-Bearbeitung oder der gleichzeitigen 5-Achsen-Bearbeitung den Einsatz kürzerer, steiferer Schneidwerkzeuge ermöglicht, die zur Werkstückoberfläche abgewinkelt werden können. Diese Fähigkeit bietet erhebliche Vorteile beim Schruppen und bei der Hochgeschwindigkeitsbearbeitung, da sie den schnellen Abtrag großer Materialmengen ermöglicht. Darüber hinaus können die kürzeren Werkzeuge schwierigere Bereiche wie das Innere von Hohlräumen und steilen Wänden leichter erreichen. Dadurch eignet sich die 3+2-Bearbeitung besonders gut für den Formenbau und andere Anwendungen mit Kurven oder abgewinkelten Rohrformen.
Simultane 5-Achsen- vs. 3+2-Achsen-Bearbeitung: Ihre Vor- und Nachteile
Basierend auf der vorherigen Einführung liegt der Hauptunterschied zwischen der simultanen 5-Achsen-Bearbeitung und der 3+2-Achsen-Bearbeitung in der Art und Weise, wie die Achsen während des Bearbeitungsprozesses verwendet werden. Im Gegensatz zur simultanen 5-Achsen-Bearbeitung, bei der sich alle fünf Achsen während des Bearbeitungsprozesses kontinuierlich bewegen, umfasst die 3+2-Achsen-Bearbeitung die Positionierung des Werkstücks in festen Winkeln und die anschließende Bearbeitung mit den drei Linearachsen.
Während die simultane 5-Achsen-Bearbeitung nahezu alle Funktionen der 3+2-Achsen-Bearbeitung ausführen kann, bedeutet dies nicht, dass alle Projekte eine vollständige kontinuierliche 5-Achsen-CNC-Bearbeitung erfordern. In manchen Fällen kann die 3+2-Achsen-Bearbeitung effizienter sein. Um die beste Wahl zwischen 5-Achsen- und 3+2-Bearbeitung zu treffen, ist es wichtig, ihre jeweiligen Vor- und Nachteile zu verstehen.
Vorteile der simultanen 5-Achsen-CNC-Bearbeitung
Die 5-Achsen-CNC-Bearbeitung bietet zahlreiche Vorteile und ist daher eine bevorzugte Wahl für verschiedene hochpräzise und hochkomplexe Fertigungsanwendungen. Hier sind einige der wichtigsten Vorteile:
Fähigkeit, komplexe Geometrie zu erstellen
Die Möglichkeit, alle fünf Achsen gleichzeitig zu bewegen, ermöglicht eine dynamische Anpassung des Winkels und der Position des Werkzeugs und ermöglicht so einen besseren Zugang zu schwer zugänglichen Bereichen des Werkstücks. Dies ermöglicht die Bearbeitung hochkomplexer Geometrien wie tiefe Hohlräume, Hinterschnitte, Freiformflächen und komplizierte Konturen, die mit anderen Methoden nur sehr schwierig oder gar nicht möglich wären.
Hohe Effizienz (einschließlich kürzerer Rüstzeit und weniger Werkzeugwechsel)
5-Achsen-Maschinen minimieren den Bedarf an mehreren Aufspannungen und Neupositionierungen, indem sie die Bearbeitung mehrerer Seiten eines Teils in einer einzigen Aufspannung ermöglichen. Dieser unterbrechungsfreie Prozess reduziert Ausfallzeiten, erhöht den Gesamtdurchsatz und führt zu schnelleren Produktionszyklen. Darüber hinaus reduzieren optimierte Werkzeugwege die Belastung und Hitze des Schneidwerkzeugs und verlängern dessen Lebensdauer. Eine längere Werkzeuglebensdauer bedeutet weniger Unterbrechungen für den Werkzeugwechsel oder die Wartung, was zu kontinuierlicheren und effizienteren Bearbeitungsvorgängen führt.
Verbesserte Oberflächenbeschaffenheit und Genauigkeit
Die kontinuierliche Bewegung des Werkzeugs über das Werkstück sorgt für glattere Oberflächen mit weniger Werkzeugspuren. Darüber hinaus werden durch die Bearbeitung von Teilen in einer einzigen Aufspannung Fehler durch mehrfaches Neupositionieren vermieden, was die Gesamtpräzision erheblich verbessert.
Größeres Innovationspotenzial
Die erweiterten Möglichkeiten der 5-Achsen-Bearbeitung eröffnen neue Möglichkeiten für Design und Innovation. Ingenieure und Designer können die Grenzen des Möglichen erweitern und komplexere und anspruchsvollere Teile schaffen, die den sich wandelnden Anforderungen verschiedener Branchen gerecht werden.
Nachteile der 5-Achsen-CNC-Bearbeitung
Trotz ihrer Vorteile weist die 5-Achsen-CNC-Bearbeitung auch bestimmte Einschränkungen auf:
Hohe Kosten
Simultane 5-Achsen-CNC-Maschinen sind deutlich teurer als herkömmliche 3-Achsen- oder sogar 3+2-Achsen-Maschinen. Darüber hinaus sind die Wartungskosten dieser Maschinen aufgrund ihrer zahlreichen beweglichen Teile und hochentwickelten Steuerungssysteme, die eine regelmäßige Wartung und Kalibrierung erfordern, höher. Darüber hinaus benötigen Bediener eine spezielle Schulung, um 5-Achsen-CNC-Maschinen effektiv bedienen zu können.
Komplexe Programmierung
Die Programmierung für die 5-Achsen-Bearbeitung ist komplexer und erfordert spezielle CAM-Software (Computer-Aided Manufacturing) und hochqualifizierte Bediener. Darüber hinaus ist der Prozess zeitaufwändig und erfordert eine detaillierte Planung und Überprüfung, um genaue und effiziente Werkzeugwege sicherzustellen. Diese Komplexität kann zu erhöhten Schulungskosten und längeren Rüstzeiten führen.
Einschränkungen bei bestimmten Anwendungen
Bei geneigtem Schneidwerkzeug wirkt die Schnittkraft nicht mehr direkt entlang der Werkzeugachse, sondern in einem bestimmten Winkel zum Werkzeug. Dies führt zu einer ungleichmäßigen Kraftverteilung und erhöht die Wahrscheinlichkeit von Werkzeugvibrationen. Wenn der Werkzeughalter außerdem zu breit ist, schränkt er die Freiheit des Werkzeugs in einem geneigten Winkel ein, wodurch sich das Risiko einer Interferenz zwischen dem Werkzeug und dem Werkstück oder der Vorrichtung erhöht. Ein zu breiter Werkzeughalter kann auch dazu führen, dass sich der Schwerpunkt des Werkzeugs verschiebt, wodurch es beim Schrägschneiden anfälliger für seitliche Kräfte wird, was zu mehr Vibration und Instabilität führt. In solchen Fällen kann eine 3-Achsen-Bearbeitung besser geeignet sein.
Vorteile der 3+2-Achsen-CNC-Bearbeitung
Die 3+2-Achsen-CNC-Bearbeitung bietet mehrere einzigartige Vorteile, die sie zu einer wertvollen Option in der Präzisionsfertigung machen:
Generieren Sie relativ komplexe Features
Die 3+2-Achsen-Bearbeitung ermöglicht kürzere, steifere Schneidwerkzeuge und eignet sich daher besonders für die Herstellung von steilen Wänden, Hinterschneidungen in Hohlräumen und anderen komplizierten Merkmalen. Die Möglichkeit, das Werkstück in bestimmten Winkeln zu positionieren, ermöglicht die Erstellung komplexerer Geometrien als bei der 3-Achsen-CNC-Bearbeitung.
Vereinfachte Programmierung
Die Programmierung für die 3+2-Achsen-Bearbeitung ist im Allgemeinen einfacher als für die simultane 5-Achsen-Bearbeitung, da die Werkzeugwege im Allgemeinen linear sind, sobald die Rotationsachsen positioniert sind. Programmierer können die Werkzeugwege intuitiver verstehen und planen, ohne sich mit komplexen geometrischen Transformationen und Drehwinkeln auseinandersetzen zu müssen.
Reduzierte Rüstzeiten
Wenn Sie bei der herkömmlichen 3-Achsen-Bearbeitung fünf oder mehr Flächen bearbeiten müssen, müssen Sie die Spindel aufgrund häufiger Werkzeugwechsel und Neupositionierungen mehrmals anhalten. Die 3+2-Achsen-Bearbeitung kann diese Herausforderung jedoch meistern. Durch ein einziges Setup ist die 3+2-Achsen-Bearbeitung in der Lage, den Prozess für fünf verschiedene Seiten eines Teils gleichzeitig abzuschließen, was die Gesamtrüstzeiten deutlich reduziert.
Reduzierte Vibrationen
Bei der 3+2-Achs-Bearbeitung sind die Rotationsachsen während des Schneidens gesperrt, was bedeutet, dass die Werkzeugausrichtung fest ist und sich während des Bearbeitungsprozesses nicht dynamisch ändert. Dies reduziert das Risiko von Vibrationen, die auftreten können, wenn sich die Werkzeugausrichtung bei der gleichzeitigen 5-Achsen-Bearbeitung kontinuierlich anpasst. Die reduzierten Vibrationen verbessern die Bearbeitungsgenauigkeit und -stabilität.
Relativ kostengünstig
Die 3+2-Achsen-Bearbeitung ist im Allgemeinen kostengünstiger als die gleichzeitige 5-Achsen-Bearbeitung, da sie eine einfachere Programmierung, geringere Maschinenkosten und einen geringeren Wartungsaufwand mit sich bringt. Trotz dieser Kostenvorteile bietet die 3+2-Achsen-Bearbeitung immer noch erhebliche Flexibilität und die Möglichkeit, komplexe Geometrien durch Positionierung des Werkstücks in bestimmten Winkeln zu bearbeiten.
Nachteile der 3+2-Achsen-Bearbeitung
Einschränkungen des Werkzeugzugriffs
Bei der 3+2-Achsen-Bearbeitung wird das Werkstück in eine bestimmte Ausrichtung gedreht, um Zugang zu bestimmten Oberflächen zu erhalten. Dies schränkt den Zugang des Werkzeugs zu einigen Bereichen ein, insbesondere zu solchen, die durch die Form des Werkstücks vertieft oder verdeckt sind. Komplexe Innengeometrien erfordern möglicherweise zusätzliche Setups oder alternative Bearbeitungsstrategien.
Erhöhte Bearbeitungszeit
Um unterschiedliche Oberflächen komplexer Teile bei der 3+2-Achsen-Bearbeitung zu bearbeiten, wird die Werkzeugspindel häufig in bestimmten Winkeln eingestellt und festgehalten. Um alle erforderlichen Flächen abzudecken, sind möglicherweise mehrere Neigungsausrichtungen erforderlich, was zu überlappenden Werkzeugwegen und einer längeren Bearbeitungszeit führen kann.
Zusätzliche Nachbearbeitung erforderlich
In einigen Fällen können bei der 3+2-Achsen-Bearbeitung raue Oberflächen zurückbleiben und es können Übergangslinien zwischen einzelnen Werkzeugwegsegmenten entstehen. Daher sind zusätzliche Nachbearbeitungsvorgänge erforderlich, um die gewünschte Oberflächenqualität zu erreichen.
Vollständige 5-Achsen- oder 3+2-Achsen-Bearbeitung: Welche ist besser?
Beide Technologien haben ihre einzigartigen Vorteile und Einschränkungen. Die Wahl zwischen simultaner 5-Achs-Bearbeitung und 3+2-Achs-Bearbeitung hängt weitgehend von den konkreten Szenarien ab. Um es intuitiver zu machen, haben wir ihre Eigenschaften als Referenz in der folgenden Tabelle zusammengefasst:
Simultane 5-Achsen-Bearbeitung
3+2-Achsen-Bearbeitung
Vorteile
▪Unparalleled production efficiency ▪Capable of machining more complex shapes and accuracy ▪No special fixture is needed ▪Reduce special cutting tools ▪Eliminate blend lines, no polishing required
▪Shorter, more rigid cutting tools can be used. ▪Simplified programming ▪Reduced vibrations ▪Relatively more cost-effective
Einschränkungen
▪Programming complexity ▪High machine cost ▪Specialized training for operators ▪Not available in certain applications
▪Tool access limitations ▪Increased machining time ▪Post-processing finishing required
Hier sind einige hilfreiche Überlegungen, wenn Sie die Wahl treffen:
1. Wenn die Kosten im Vordergrund stehen, können Sie der 3+2-Achsen-Bearbeitung den Vorzug geben. Denn die 3+2-Achsen-Bearbeitung kombiniert die Flexibilität von 5-Achsen-Maschinen mit der Kosteneffizienz und Programmiereinfachheit von 3-Achsen-Maschinen und bietet, wie bereits erwähnt, eine Reihe bemerkenswerter Vorteile.
Darüber hinaus verfügen viele Betriebe bereits über 3-Achsen-Maschinen, die mit minimalen Investitionen, wie z. B. der Installation von Drehachsen und der Aktualisierung der Steuerungssoftware, für die 3+2-Achsen-Bearbeitung aufgerüstet werden können, was sie zu einer attraktiven Option für diejenigen macht, die ihre Fähigkeiten erweitern möchten, ohne eine neue zu kaufen Ausrüstung.
2. In den folgenden Situationen ist die vollständige 5-Achsen-Bearbeitung die bessere Wahl.
Flexibilität und Produktionseffizienz stehen im Vordergrund. Die 5-Achsen-Bearbeitung bietet beispiellose Flexibilität bei der Bearbeitung komplexer Geometrien wie Hinterschnitte, unregelmäßige Formen und enge Ecken. Dadurch entfällt die Notwendigkeit mehrerer Setups oder Vorrichtungen, was die Bearbeitungszeit und potenzielle Fehler reduziert. Durch die Fertigstellung von Teilen in einer einzigen Aufspannung kann die 5-Achsen-Bearbeitung die Produktionszeit erheblich verkürzen und den Durchsatz erhöhen. Dies ist besonders vorteilhaft für die Produktion von Großserien, Kleinserien oder Prototypen.
Bei besonders komplexen Oberflächen oder Bearbeitungsaufgaben, die kontinuierliche Änderungen der Werkzeugrichtung erfordern, kann die 3+2-Achsen-Bearbeitung unzureichend sein. Obwohl die 3+2-Achsen-Bearbeitung eine hohe Effizienz und Präzision bietet, sind ihre Bearbeitungsmöglichkeiten durch die feste Werkzeugausrichtung begrenzt. Im Gegensatz dazu ist die 5-Achsen-Bearbeitung in der Lage, diese Herausforderungen zu meistern, da sie es dem Werkzeug ermöglicht, seine Richtung und seinen Winkel während des Prozesses kontinuierlich anzupassen und sich so an die Schwankungen der Werkstückoberfläche anzupassen.
Sie benötigen eine hervorragende Oberflächengüte und lehnen eine Nachbearbeitung der Oberflächen ab. Die kontinuierliche Schnittbewegung und die verringerten Werkzeugeingriffswinkel bei der 5-Achsen-Bearbeitung führen häufig zu glatteren Oberflächengüten, wodurch die Notwendigkeit sekundärer Endbearbeitungsvorgänge verringert wird. Im Gegensatz dazu kann die 3+2-Achsen-Bearbeitung in manchen Fällen raue Oberflächen hinterlassen oder zusätzliche Nachbearbeitungsvorgänge erfordern, um die gewünschte Oberflächenqualität zu erreichen.
Arbeiten Sie mit Chiggo für 5-Achsen-CNC-bearbeitete Teile zusammen
Nachdem Sie ein umfassendes Verständnis der Unterschiede zwischen der simultanen 5-Achsen-CNC-Bearbeitung und der 3+2-CNC-Bearbeitung gewonnen haben, ist es an der Zeit, mit einem zuverlässigen CNC-Bearbeitungsunternehmen zusammenzuarbeiten. Suchen Sie nicht weiter als Chiggo!
Unsere hochmodernen Anlagen verfügen über fortschrittliche 3-Achsen-, 4-Achsen- und 5-Achsen-Maschinen, die es uns ermöglichen, komplizierte Bearbeitungsherausforderungen mit Präzision und Effizienz zu bewältigen. Unser Engineering-Team verfügt über mehr als 10 Jahre Branchenerfahrung und ist bereit, eng mit Ihnen zusammenzuarbeiten, um die Design- und Herstellungsprozesse für Ihr Projekt zu optimieren.
Laden Sie jetzt Ihr Design hoch und Sie erhalten so schnell wie möglich ein Angebot zusammen mit einer kostenlosen Design for Manufacturability (DFM)-Analyse. Wählen Sie Chiggo! Wir sind bestrebt, erstklassige Ergebnisse, wettbewerbsfähige Preise und schnelle Bearbeitungszeiten zu liefern.