Typ I: Chromsäure-Anodisierung bildet mit Chromsäure einen dünnen Oxidfilm (0,5–2,5 Mikrometer). Dieses Verfahren bietet eine hervorragende Korrosionsbeständigkeit, ohne die Abmessungen der Teile wesentlich zu verändern oder Oberflächenspannungen einzuführen. Es trägt auch dazu bei, die Ausbreitung von Rissen in empfindlichen Anwendungen zu verhindern, was sich gut für empfindliche Teile eignet. Die Farbstoffabsorption ist jedoch begrenzt und erfordert strenge Umweltkontrollen.
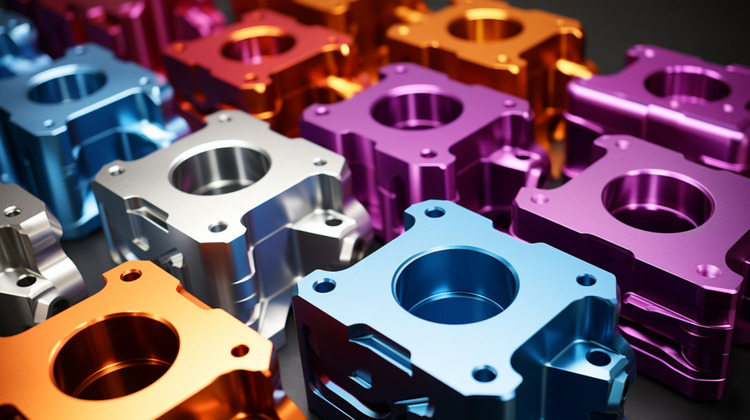
Typ II: Anodisieren mit Schwefelsäure ist die am häufigsten verwendete Methode, bei der Schwefelsäure anstelle von Chromsäure verwendet wird. Durch diese Änderung entstehen dickere Oxidschichten (2,5–25 Mikrometer) mit tieferen Poren, wodurch Typ II eine hervorragende Farbretention für die Farbabsorption erhält und das Auftragen anderer Lackierungen erleichtert.
Typ III: Hartanodisieren (Hardcoat) verwendet ebenfalls Elektrolyte auf Schwefelsäurebasis, arbeitet jedoch mit höheren Spannungen und niedrigeren Temperaturen (typischerweise 0–5 °C). Dieser Prozess erzeugt eine sehr dicke (25–150 Mikrometer), dichte und harte Beschichtung. Es bietet hervorragende Verschleißfestigkeit, ausgezeichnete Korrosionsbeständigkeit und elektrische Isolierung. Dadurch ist es besonders für den Einsatz unter extremen Bedingungen geeignet.
Wie viel kostet es, Aluminium zu eloxieren?
Verschiedene Eloxierungsarten haben einen direkten Einfluss auf die Kosten von eloxiertem Aluminium. In der Regel liegt der Mindestpreis für das Eloxieren zwischen 65 und 125 US-Dollar. Dies gilt für das Eloxieren vom Typ II und nur für Farben, die Ihr Eloxalgerät bereits verwendet, z. B. durchsichtig oder schwarz.
Beim Eloxieren vom Typ I wird teure und giftige Chromsäure verwendet, was zu höheren Kosten für die Abfallentsorgung und Sicherheitsmaßnahmen für die Mitarbeiter führt. Darüber hinaus erhöht die extrem dünne Oxidschicht die Komplexität des Prozesses. Es wird typischerweise in hochpräzisen Bereichen wie der Luft- und Raumfahrt eingesetzt, wo die Bestellmengen gering sind und es schwierig ist, die Kosten durch Massenproduktion zu senken.
Das Harteloxieren vom Typ III ist am teuersten und erfordert längere Maschinenlaufzeiten, einen höheren Stromverbrauch und komplexere Prozesskontrollen.
Zusätzlich zu den Eloxierungsarten wirken sich auch Faktoren wie die Abmessungen und Form der Teile, Anforderungen an die Oberflächenbeschaffenheit, die Losgröße und die Notwendigkeit spezieller Behandlungen (z. B. Maskieren oder Versiegeln) auf die Kosten aus. Wir werden diese Aspekte im folgenden Abschnitt weiter diskutieren.
Andere Faktoren, die sich auf die Kosten für eloxiertes Aluminium auswirken
Abmessungen und Anzahl der Komponenten
Das Erzielen einer gleichmäßigen Oxidschicht auf größeren Bauteilen ist aufgrund der größeren Oberfläche schwieriger, was zusätzliche Materialien, Verarbeitungsressourcen und eine präzise Prozesssteuerung erfordert – was alles zu höheren Kosten führt.
Darüber hinaus kann eine Erhöhung der Anzahl der Komponenten zunächst den gesamten Arbeits- und Zeitaufwand erhöhen. Größere Mengen profitieren jedoch in der Regel von Skaleneffekten, da feste Rüstkosten auf mehr Teile verteilt werden und die Stapelverarbeitung die Effizienz verbessert. Dies führt bei Großbestellungen zu niedrigeren Kosten pro Einheit. Beispielsweise können Artikel wie Kameraadapter oder kleine elektronische Halterungen bei Mengen über 200 nur 2 US-Dollar pro Teil kosten.
Beschichtungsdicke
Die Auswahl einer Grunddicke (typischerweise Typ II mit einer Dicke von 10–25 Mikrometern) ist die kostengünstigste Wahl, die völlig verständlich ist und in den meisten Fällen gut funktioniert.
Im Allgemeinen führt eine dünnere oder dickere Beschichtung zu einem höheren Preis. Beispielsweise ist eine Dicke von 0,001 Zoll kostengünstiger als eine Dicke von 0,0001 Zoll, da sich eine dickere Oxidschicht leichter kontrollieren lässt. Um dieses Maß an Kontrolle zu erreichen, sind Erfahrung und Professionalität erforderlich, was direkt zu höheren Eloxierungskosten führt.
Andererseits erfordern dickere Beschichtungen, wie sie für das Hartanodisieren vom Typ III erforderlich sind, längere Verarbeitungszeiten, einen höheren Energieverbrauch und spezielle Ausrüstung, was allesamt die Kosten in die Höhe treibt.
Kundenspezifische Farbe aus eloxiertem Aluminium
Ähnlich wie bei der Dicke ist die Auswahl standardisierter Farben in der Regel kostengünstiger. Diese Farben sind leicht verfügbar und passen zu den etablierten Arbeitsabläufen der meisten Anodisierer, sodass nur minimale Spezialmaterialien oder Anpassungen erforderlich sind.
Im Gegensatz dazu erfordern kundenspezifische Farben spezielle Farbstoffe, die zusätzliche Forschung und Entwicklung oder die Beschaffung von Farbstoffen in kleinen Mengen erfordern können, was zu höheren Materialkosten führt. Darüber hinaus müssen häufig Prozessparameter angepasst werden (z. B. Farbstoffadsorptionszeit, Temperaturkontrolle), was die Prozesskomplexität und den Zeitaufwand erhöht.
Möglichkeiten zur Regalaufstellung
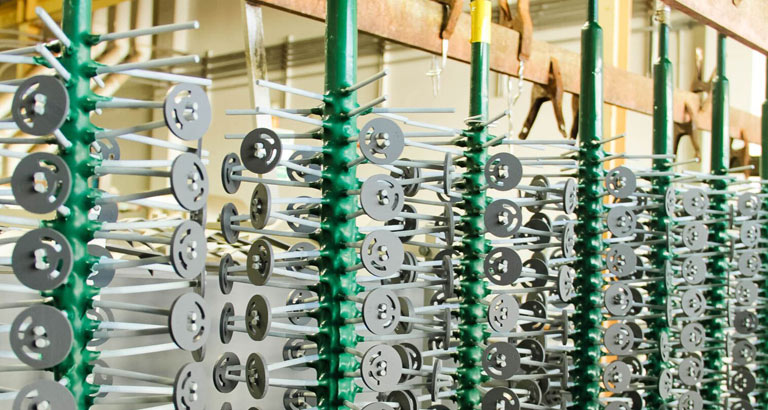
Das Racking ist ein entscheidender Prozess beim Eloxieren von Aluminium, der Teile stabilisiert, eine sichere elektrische Verbindung gewährleistet und sich direkt auf die Beschichtungsqualität und die Gesamtkosten auswirkt.
Zu den gängigen Arten von Regalen gehören Klammer-, Schweiß- und Bolzenregale. In den meisten Fällen entscheiden sich Hersteller für kostengünstige Regalmethoden, um die Effizienz zu maximieren und die Kosten zu minimieren, insbesondere wenn keine spezielle Regalmethode erforderlich ist. Spezifische Regalanforderungen, wie z. B. kundenspezifische Vorrichtungen oder Einschränkungen bei der Anzahl der Teile pro Charge, können jedoch die Kosten erheblich beeinflussen. Weniger Teile pro Rack bedeuten eine geringere Ausbeute und damit höhere Kosten pro Teil.
Auch die Wahl des Rackmaterials hat Einfluss auf die Kosten. Titan-Gepäckträger sind zwar langlebig, aber teurer, während Aluminium-Gepäckträger erschwinglich sind, aber eine kürzere Lebensdauer haben. Darüber hinaus ist der richtige Abstand der Teile auf dem Gestell für eine gleichbleibende Beschichtungsqualität von entscheidender Bedeutung. Überfüllung kann aufgrund einer schlechten Stromverteilung zu ungleichmäßigen Beschichtungen führen, was möglicherweise Nacharbeiten erforderlich macht und die Kosten erhöht.
Zusätzliche Dienste
Kunden, die die Funktionalität oder das Erscheinungsbild ihrer Produkte verbessern möchten, sollten sich darüber im Klaren sein, dass diese zusätzlichen Prozesse die Kosten erhöhen können. Vorbearbeitungsschritte wie Perlenstrahlen, Polieren oder Reinigen sind oft unerlässlich, um das gewünschte Finish zu erzielen, tragen aber zu den Gesamtkosten bei. Ebenso können Nachbearbeitungsanforderungen, einschließlich Maskierung, Versiegelung oder kundenspezifische Verpackung, den Endpreis weiter erhöhen.
Tipps für die Produktion von hochwertigem eloxiertem Aluminium
Das ultimative Ziel jedes Eloxalprojekts ist die Erzielung von Kosteneffizienz bei gleichzeitiger Beibehaltung hochwertiger Ergebnisse. Hier sind einige Tipps, die Ihnen helfen, den Prozess optimal zu nutzen.
1. Wählen Sie den geeigneten Anodisierungstyp
Dies ist ein wesentlicher Schritt bei der Auswahl des geeigneten Eloxaltyps für Ihre spezifische Anwendung, um Kosten und Leistung in Einklang zu bringen. Jeder Typ – ob Typ I für enge Toleranzen, Typ II für vielseitigen Einsatz oder Typ III für maximale Haltbarkeit – hat unterschiedliche Eigenschaften. Wenn Sie diese Unterschiede verstehen (wie bereits erwähnt), können Sie eine fundierte Entscheidung treffen, die Ihren Anforderungen entspricht, ohne zu viel für unnötige Funktionen zu bezahlen.
2. Wählen Sie die richtige Aluminiumlegierung
Verschiedene Aluminiumqualitäten reagieren unterschiedlich auf das Eloxieren. Hochreines Aluminium wie die 1100er-Serie eignet sich am besten zum Eloxieren, während Aluminium-Kupfer-Legierungen wie die 2000er-Serie zusätzliche Oberflächenvorbehandlungsschritte erfordern, um den Eloxierungseffekt zu verstärken, und im Allgemeinen nicht zum dekorativen Eloxieren empfohlen werden. Bestimmte Legierungen wie 6061 und 6063 zeichnen sich durch ihre Fähigkeit aus, gleichmäßige Oberflächen zu erzielen und gleichzeitig zusätzliche Verarbeitungskosten zu minimieren.
Die Oxidschichtstruktur verschiedener Legierungen beeinflusst auch deren Fähigkeit zur Farbstoffaufnahme. Beispielsweise eignen sich reines Aluminium und die 5000er-Serie hervorragend zum Färben, während Legierungen, die Silizium oder Kupfer enthalten, tendenziell weniger gute Ergebnisse liefern.
3. Sorgen Sie für eine ordnungsgemäße Oberflächenbehandlung
Um beim Eloxieren gleichbleibende und qualitativ hochwertige Ergebnisse zu erzielen, ist es wichtig, Aluminiumkomponenten richtig zu behandeln und zu pflegen. Auf der Oberfläche verbleibende Öle, Ablagerungen und Fingerabdrücke können zu Verarbeitungsfehlern führen. Eine gründliche Inspektion und sorgfältige Reinigung der Materialien sind wichtige Schritte zur Beseitigung dieser Verunreinigungen und zur Gewährleistung eines erfolgreichen Eloxierungsprozesses.
4. Design für Eloxierungseffizienz
Um konsistente Eloxierungsergebnisse zu erzielen, konzentrieren Sie sich auf einfache Formen mit glatten Übergängen und abgerundeten Kanten, die eine gleichmäßige Beschichtung fördern. Merkmale wie tiefe Aussparungen, Sacklöcher und scharfe Kanten können den Stromfluss stören und möglicherweise zu örtlicher Ausdünnung oder Verfärbung führen.
5. Kontrollieren Sie den Anodisierungstank
Eine effektive Anodisierung erfordert eine präzise Kontrolle der Tankparameter, einschließlich Temperatur, Zeit, Rühren und Qualität der Kathode. Regelmäßige Überwachung und Anpassung des Gleichrichters (Stromversorgung) tragen dazu bei, die richtige Stromdichte zu erreichen, während die Aufrechterhaltung der Elektrolytzusammensetzung und der Sauberkeit des Tanks Defekte verhindert und dauerhafte und gleichmäßige Oberflächen gewährleistet.
6. Arbeiten Sie mit erfahrenen Fachleuten zusammen
Die Zusammenarbeit mit erfahrenen Eloxaltechnikern ist der Schlüssel zur Erzielung qualitativ hochwertiger Ergebnisse. Aber wie? Hier sind einige Ideen, die Sie für eine reibungslose und kostengünstige Zusammenarbeit berücksichtigen sollten:
Suchen Sie nach einem Partner mit Erfahrung in der Abwicklung ähnlicher Projekte wie Ihres. Ihre Erfolgsbilanz gewährleistet zuverlässige Ergebnisse und gleichbleibende Qualität.
Stellen Sie sicher, dass sie Ihre spezifischen Anforderungen erfüllen, von der Beschichtungsdicke und den Farboptionen bis hin zu individuellen Oberflächen. Die Flexibilität, die Anforderungen Ihres Projekts zu erfüllen, ist von unschätzbarem Wert.
Überprüfen Sie die typischen Vorlaufzeiten und die Fähigkeit, bei Bedarf Eilaufträge zu bearbeiten oder den Zeitplan anzupassen.
Stellen Sie sicher, dass die Mindestbestellmengen zu Ihrem Projekt passen, und verhandeln Sie Konditionen, die zu Ihrem Umfang und Budget passen.
Wählen Sie einen Anbieter, der Vorabpreise ohne versteckte Gebühren bietet. Besprechen Sie Möglichkeiten zur Kosteneinsparung bei gleichzeitiger Beibehaltung Ihrer gewünschten Qualitätsstandards.
Ein zuverlässiger Partner sorgt für regelmäßige Updates und geht umgehend auf Herausforderungen ein, sodass der Prozess auf Kurs bleibt.
Warum Chiggo wählen?
Bei Chiggo kombinieren wir Fachwissen, Effizienz und kundenorientierten Service, um herausragende Lösungen aus eloxiertem Aluminium zu liefern. Egal, ob Sie maßgeschneiderte Endbearbeitungen, schnelle Bearbeitungszeiten oder kostengünstige Preise benötigen, wir sind hier, um Ihnen zu helfen. Fangen wir an!