من الأدوات المنزلية اليومية إلى المكونات الصناعية عالية الأداء ، يساهم تصنيع البلاستيك بشكل كبير في تشكيل العالم من حولنا. يتم إنتاج الأشكال والوظائف المتنوعة لهذه المكونات باستخدام مجموعة من
صب الحقن
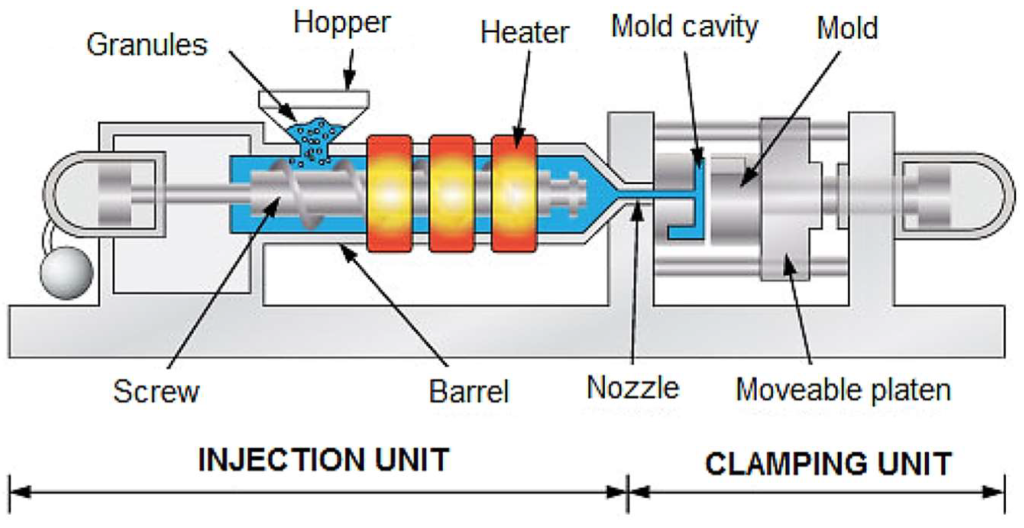
صب الحقن هو واحد من أكثر طرق معالجة البلاستيك شيوعا. إنه يعمل عن طريق تسخين الكريات البلاستيكية (البوليمرات بالحرارة في المقام الأول ، وبعض المواد الحرارية) ثم حقن المادة المنصهرة في تجويف القالب باستخدام نظام المسمار المتبادل عالي الضغط. غالبًا ما تتضمن القوالب الحديثة قنوات تبريد متكاملة ، والتي تسرع عملية التبريد وتضمن أن البلاستيك يلتقط بشكل موحد ودقة التفاصيل المعقدة للأسطح الداخلية للقالب. بعد تبريد البلاستيك وتصلبه ، يفتح القالب ، ويتم طرد الجزء الصلب.
عادةً ما يتم تصنيع قوالب صب الحقن من الفولاذ المتصلبة ، والتي تم تصميمها لتحمل الضغوط ودرجات الحرارة العالية ، وكذلك الاستخدام المتكرر في الإنتاج الضخم. تعتبر قوالب الألمنيوم الأكثر ليونة بديلاً أقل تكلفة ولكنها تلبس بشكل أسرع ، وبالتالي ، فهي تستخدم عادةً في عمليات الإنتاج الأكثر اعتدالًا.
يمكن أن ينتج قولبة الحقن أجزاء معقدة للغاية ، لكن بعض الأشكال الهندسية - مثل الثقوب العميقة أو الميزات المعقدة أو الهياكل الداخلية - ستزيد من تكاليف تصميم العفن وإنتاجها. سيساعد إرشادات التصميم التالي للتصنيع (DFM) في الحفاظ على تكاليف الأدوات قابلة للإدارة. قد يستغرق إنشاء قوالب جديدة لقولبة الحقن أشهرًا لإكمالها ، ويمكن أن تصل تكاليفها إلى مئات الآلاف أو أكثر. بمجرد استخدام القوالب ، تكون أوقات الدورات لالتقاط الحقن قصيرة جدًا ، مما يسمح بإنتاج كميات كبيرة من الأجزاء عالية الجودة في فترة زمنية قصيرة ، مع تكاليف الوحدة أقل بكثير من عمليات التصنيع الأخرى.
التطبيقات النموذجية:
المنتجات الاستهلاكية (الألعاب ، الحاويات ، العلب الإلكترونية).
قطع غيار السيارات (لوحات المعلومات ، مصدات).
الأجهزة الطبية (المحاقن ، أغلفة).
صب الضغط
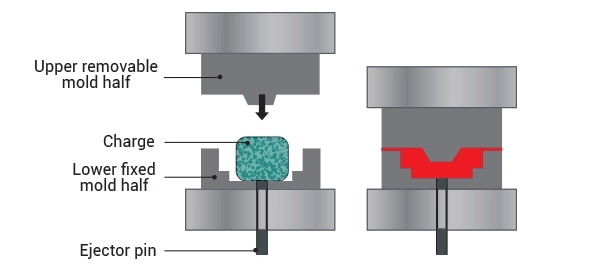
في صب الضغط ، يتم تسخين المادة الخام ، وعادة ما يتم تسخين البوليمر الحراري أو المطاط مثل المطاط السيليكون ، ووضعه في تجويف قالب مفتوح. ثم تغلق الضغط الهيدروليكي القالب ، وتطبق الحرارة والضغط لإجبار المادة على التوافق مع التجويف وعلاجها في شكله النهائي.
بالمقارنة مع صب الحقن ، فإن صب الضغط له بنية قالب أبسط وتكاليف التصنيع المنخفضة ، مما يجعله مناسبًا للإنتاج المنخفض إلى المتوسط وأجزاء كبيرة. على عكس قوالب الحقن ، لا يتطلب أي بوابات أو عداء أو هياكل فيضان ، مما يزيد من استخدام المواد وتقليل النفايات. تخضع المواد البلاستيكية الحرارية وبعض المركبات لتفاعل معالجة لا رجعة فيه ، مما يمنحهم أعلى مقاومة للحرارة والقوة الهيكلية.
ومع ذلك ، فإن صب الضغط له دورة إنتاج أطول من صب الحقن ، حيث تستغرق عملية المعالجة وقتًا أطول. بالإضافة إلى ذلك ، يمكن أن يكون الحفاظ على الاتساق في المنتج النهائي وإدارة الوميض (المواد الزائدة التي تهرب من القالب) أمرًا صعبًا ، ويجب اتخاذ الكثير من الرعاية في إعداد تصميم القالب الأولي.
التطبيقات النموذجية:
مكونات المطاط (حشيات ، حلقات O ، ولشلات المفاتيح).
قطع غيار السيارات (أغطية ، مصدات ، مجارف ، المفسدين ، ومنصات الفرامل).
المكونات الكهربائية (العوازل الكهربائية ، قواطع الدائرة).
أجزاء المواد المركبة (الألياف الزجاجية التي تعززها البلاستيك).
تهب القولبة
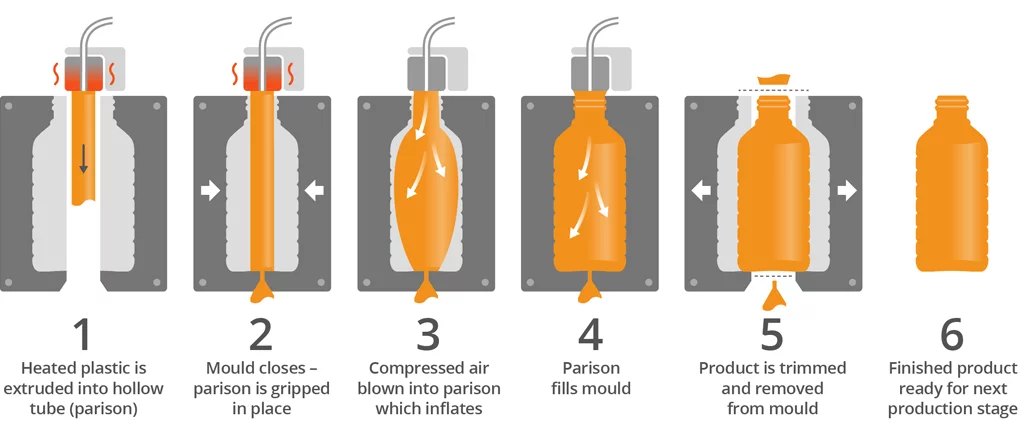
يتم استخدام هذه الطريقة لإنتاج أجزاء بلاستيكية مجوفة ورقيقة الجدران عن طريق نفخ الهواء لتضخيم أنبوب بلاستيكي مخفف ، يسمى باريسون (بنية مستمرة ، تشبه الأكمام) ، أو التشكيل. عندما يدخل الهواء المضغوط إلى باريسون ، فإنه يجبر أنبوب البلاستيك الحراري المنصهر على توسيع وأخذ شكل داخل القالب. بمجرد تبريدها ، يتم إخراج البلاستيك المكون.
مثل صب الحقن ، يمكن أن يكون صب الانفجار مؤتمراً بالكامل ، مما يؤدي إلى ارتفاع معدلات الإنتاج وتكاليف الوحدة المنخفضة. لكن قولبة النفخ تعمل في ضغوط أقل بكثير من صب الحقن ، مما يقلل من تكاليف الأدوات. هناك ثلاثة أنواع أولية من صب الضربة:
صب انفجار القذف (EBM) is the most common method. In this process, a molten plastic tube (parison) is continuously extruded, clamped into a mold, and then inflated with compressed air. EBM supports large, complex hollow parts like fuel tanks and industrial containers and works with various thermoplastics. However, inconsistencies in wall thickness may occur. Flashing often forms at the mold joints, requiring post-trimming to remove excess material, which leads to higher material waste.
صب ضربة الحقن (IBM) follows a two-step process, where a preform is first injection molded, then reheated and inflated in a blow mold. It offers high precision, uniform wall thickness, and a smooth finish, which is perfect for producing small, detailed parts.IBM produces less waste than EBM but is less efficient for large containers.
قولبة ضربة التمدد الحقن (ISBM) adds a stretching step before blowing, aligning polymer chains to enhance strength, clarity, and barrier properties. This method is ideal for thin-walled, impact-resistant containers, though commonly applied to materials like PET and PP and requires more processing steps than other blow molding techniques.
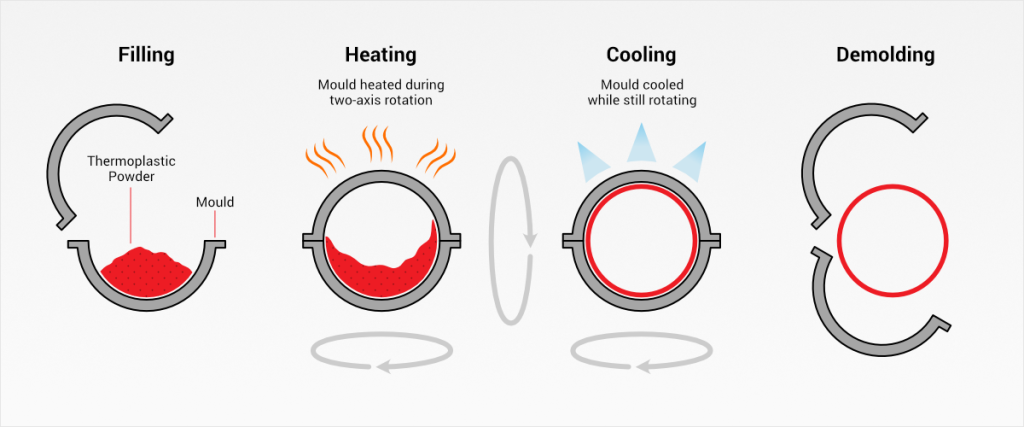
القولبة الدورانية ، أو Rotomolding ، هي عملية أخرى تستخدم لإنتاج أجزاء بلاستيكية مجوفة ، لكنها مختلفة تمامًا عن صب الضرب. في صب الدوران ، يتم وضع مسحوق بلاستيكي أو راتنج سائل داخل قالب جوفاء ، ثم يتم تسخينه وتدويره على طول محورين (أو أكثر). يضمن هذا الدوران البطيء والمستمر أن البلاستيك المنصهر معاطفًا بالتساوي في الجزء الداخلي بالكامل من القالب ، ويتوافق مع شكل التجويف. أخيرًا ، يتم تبريد القالب ببطء ، ويتم إزالة الجزء ، مما يؤدي إلى مكون مجوف بسمك جدار موحد.
يتطلب القولبة الدورانية أدوات أقل تكلفة من تقنيات التشكيل الأخرى لأنها تعتمد على قوة الطرد المركزي بدلاً من الضغط العالي لتشكيل البلاستيك. يمكن تصنيع القوالب ، أو مصببة CNC ، أو تصبحها ، أو تتشكل من الألومنيوم أو الايبوكسي ، مما يجعلها فعالة من حيث التكلفة وأسرع في الإنتاج ، وخاصة بالنسبة للأجزاء الكبيرة ذات الخدمة الشاقة. بالإضافة إلى ذلك ، يدعم Rotomolding دمج المكونات المسبقة ، مثل إدراج المعادن ، والأنابيب الداخلية ، وهياكل التعزيز ، مباشرة في القالب.
هذه العملية هي خيار ممتاز للإنتاج على المدى القصير ، أو كبديل لتفجير صب للتطبيقات ذات الحجم الأدنى. ومع ذلك ، فإنه لديه بعض قيود التصميم. عادةً ما يكون للأجزاء النهائية تحملات أكثر مرونة ، ودورات التدفئة والتبريد الطويلة تجعل العملية بطيئة وكثيفة العمالة ، مما يقلل من كفاءتها في التصنيع ذات الحجم العالي.
التطبيقات النموذجية:
حلول التخزين (خزانات تخزين المياه ، خزانات الوقود).
الحاويات الشاقة (الصناديق الصناعية ، حاويات بلاستيكية كبيرة).
صب فراغ
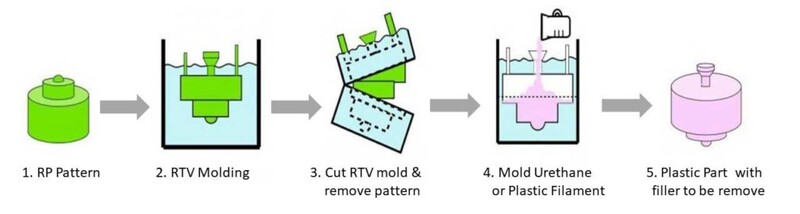
إن صب الفراغ ، الذي يطلق عليه أيضًا يوريتان ، هو تقنية أدوات ناعمة تستخدم قوالب السيليكون لالتقاط المواد البلاستيكية للبولي يوريثان والمرثر. غالبًا ما يتم استخدامه في النماذج الأولية السريعة عالية الجودة أو الإنتاج على نطاق صغير ، حيث يمكن أن يكون أسرع وأقل تكلفة من طرق مثل صب الحقن.
تبدأ العملية بإنشاء نموذج رئيسي عالي الدقة باستخدام تقنيات مثل CNC Machining أو طباعة ثلاثية الأبعاد. ثم يتم وضع هذا النموذج في صندوق صب ومغلف بالكامل مع السيليكون السائل. يتم نقل التجميع بأكمله إلى فرن مسخن مسبقًا ويتم علاجه عند 40 درجة ، عادةً لمدة 8-16 ساعة. بعد المعالجة ، يتم قطع قالب السيليكون المتصلب وفصله عن النموذج الرئيسي ، مما يعرض التجويف السلبي لصب الفراغ اللاحق.
بعد ذلك ، يتم وضع قالب السيليكون في غرفة فراغ ، ويتم سكب الراتينج السائل - المخلوط مع أصباغ أو مساحيق معدنية للخصائص الجمالية أو الوظيفية - في القالب. يزيل الفراغ فقاعات الهواء ، مما يضمن الانتهاء من العيوب. ثم يتم علاج الراتنج في فرن في درجات حرارة عالية ، وبعد ذلك يتم فتح قالب السيليكون لإزالة الجزء المصادق.
بالمقارنة مع القوالب المعدنية ، والتي تكون باهظة الثمن وتستغرق وقتًا طويلاً للإنتاج ، فإن قوالب السيليكون أسرع وأكثر اقتصادا. ومع ذلك ، فإن قوالب السيليكون لها عمر محدود ، مما يسمح عادةً بـ 20-30 طوبًا ، مما يجعل العملية غير مناسبة للإنتاج الضخم. أيضًا ، تقتصر قوالب السيليكون على البولي يوريثان بالحرارة وتركيبات مماثلة ، حيث لا يمكنها تحمل درجات الحرارة المرتفعة أو تطبيقات التحميل الثقيل. بالإضافة إلى ذلك ، تعتمد جودة الجزء النهائي اعتمادًا كبيرًا على دقة وإنهاء النموذج الرئيسي.
التطبيقات النموذجية:
النماذج الأولية (النماذج الوظيفية للتحقق من صحة التصميم واختبارها).
إنتاج منخفض الحجم (دفعات صغيرة من الأجزاء للأسواق المتخصصة أو عمليات الإنتاج قبل الإنتاج).
CNC البلاستيكية (التحكم العددي للكمبيوتر) هي عملية تصنيع الطبق التي تستخدم أدوات يتم التحكم فيها بالكمبيوتر لقطع كتل بلاستيكية صلبة أو تدورها بدقة في الأشكال المطلوبة. وهو يدعم مجموعة واسعة من المواد البلاستيكية ، مثل ABS ، Nylon ، PE ، و PP ، ويمكن أن تنتج هندسة معقدة مثل الثقوب العميقة والخوض. على عكس طرق صب ، فإن تصنيع CNC أكثر ملاءمة للأجزاء ذات الجدران الكثيفة ويمكن أن يحقق التحملات الضيقة (± 0.005 ″) والتشطيبات السطحية الملساء دون الحاجة إلى القوالب.
يفضل Machining CNC لإنتاج حجم منخفض إلى متوسطة ، ونماذج أولية ، والأجزاء المخصصة ، مما يوفر المرونة والدقة. ومع ذلك ، فإنه يولد النفايات المادية أكثر من صب. تزداد التكلفة لكل جزء بالتعقيد ، حيث تتطلب ميزات مثل عمليات السحر والهندسة متعددة الوجهات والقنوات الداخلية وقتًا إضافيًا للآلات واعتبارات الوصول إلى الأدوات. من الصعب إنتاج بعض الأشكال الهندسية ، مثل القنوات الداخلية المنحنية ، بطرق الطبع التقليدية.
التطبيقات النموذجية:
مكونات الفضاء الخفيفة الوزن (قوسين والمقلبات).
أجزاء السيارات (التجهيزات المخصصة ، حوامل المستشعر ، والأجزاء الداخلية).
الأجهزة الطبية (الأدوات الجراحية ، والمباني ، والمعدات التشخيصية).
الأجزاء الصناعية (التروس والأختام ومكونات الآلات المخصصة).
طباعة ثلاثية الأبعاد
الطباعة ثلاثية الأبعاد ، أو التصنيع المضافة ، تبني طبقة الأجزاء البلاستيكية تلو الأخرى من النماذج الرقمية. على عكس التصنيع الطبق ، الذي يزيل المواد لتشكيل كائن ، تضيف الطباعة ثلاثية الأبعاد المواد بدقة عند الحاجة. نظرًا لأن الطابعات ثلاثية الأبعاد لا تتطلب أي أدوات وأدنى وقت للإعداد للتصميمات الجديدة ، فإن تكلفة الإنتاج للأجزاء المخصصة المفردة أو الصغيرة أقل نسبيًا مقارنة بطرق التصنيع التقليدية مثل صب الحقن أو تصنيع CNC.
ومع ذلك ، فإن الطباعة ثلاثية الأبعاد أبطأ عمومًا في سرعة الإنتاج وغالبًا ما تتطلب تدخلًا يدويًا في العمليات وما بعد المعالجة أكثر من عمليات تصنيع الإنتاج الضخم. علاوة على ذلك ، قد يكون للأجزاء النهائية قوة ميكانيكية أقل اعتمادًا على تقنية الطباعة ثلاثية الأبعاد المستخدمة. دعنا نتحقق من الأنواع الأساسية الثلاثة للطباعة ثلاثية الأبعاد:
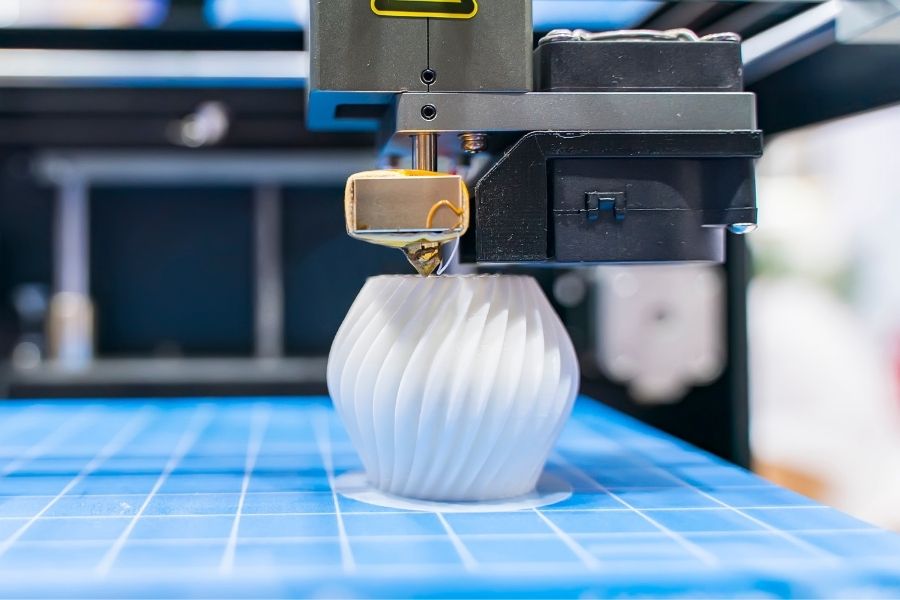
نمذجة ترسب تنصهر (FDM):The most common and affordable 3D printing method. It uses a heated nozzle to extrude thermoplastic filament along predefined paths to deposit material layer by layer. Once a layer cools, the next layer is added on top, gradually forming the final object. This process is widely accessible but prone to visible layer lines and weaker interlayer adhesion, which can affect surface quality and part strength. It struggles with overhangs and intricate details, often requiring support structures to prevent sagging and post-processing to achieve a polished finish.
تصوير الاستواءات (SLA):Uses a UV laser to cure liquid photopolymer resin into successive layers, producing parts with ultra-smooth surfaces and fine details. SLA provides greater accuracy and stronger material properties than FDM, especially in engineering plastics. However, it is more expensive due to specialized resins and equipment, and SLA parts can be brittle, often requiring post-curing for full strength.
تلبد الليزر الانتقائي (SLS): Uses a high-powered laser to fuse powdered plastic (such as nylon or TPU) into solid layers, creating a durable and highly functional part. The process does not require support structures, as the surrounding unsintered powder acts as a natural support, which enables interlocking, overhanging and other complex designs that are difficult to produce with other methods. SLS parts offer good mechanical strength but tend to have a slightly grainy surface texture.
التطبيقات النموذجية:
اختبار المنتج وتطويره (النماذج الأولية السريعة ونماذج المفاهيم).
الأجزاء البلاستيكية ذات الحجم المنخفض والمعقدة على شكل معقدة (الفضاء والسيارات والالكترونيات الاستهلاكية حيث تكون هناك حاجة إلى تخصيص هياكل خفيفة الوزن).
زراعة الطبية المخصصة والأطراف الاصطناعية (محاذاة الأسنان ، وزراعة العظام ، والأطراف الاصطناعية).
بثق البلاستيك
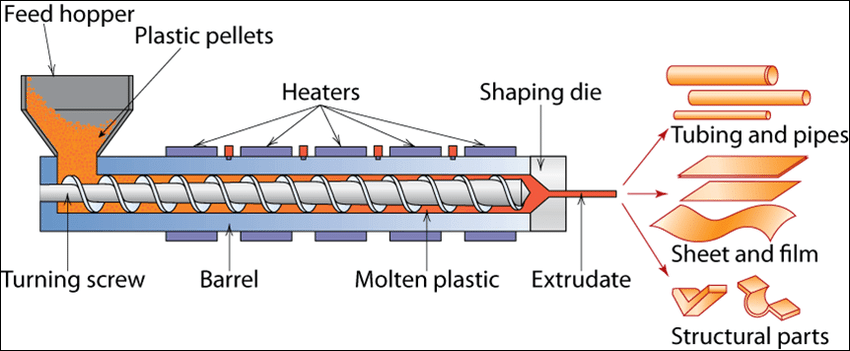
البثق البلاستيكي هو عملية مستمرة يتم فيها تغذية الكريات بالحرارة في برميل ساخن ، ذاب ، ومتجانس بواسطة المسمار الدوار. ثم يتم فرض البلاستيك المنصهر من خلال الموت لإنشاء ملف تعريف مستمر مع شكل مستعرض محدد. بعد الخروج من الموت ، يتم تبريد المادة المقدمة - إما عن طريق الهواء أو الماء - ويتم قطعها إلى الطول المطلوب. متغيرات العملية ، مثل بثق الفيلم المنفوخ وقذف الأنابيب ، توسع براعة.
هذه الطريقة فعالة لإنتاج منتجات بلاستيكية مقطع موحدة بكميات كبيرة. هذه المنتجات متسقة للغاية في الخصائص والأبعاد والتحمل والتشطيبات السطحية. ومع ذلك ، فإنه لا يمكن أن ينتج الهندسة ثلاثية الأبعاد معقدة.
عزل الكابل الكهربائي (الطلاء الوقائي للأسلاك والكابلات في الأنظمة الكهربائية).
منتجات أخرى (الأرضيات والألواح الصناعية ونعاد الأحذية).
بلاستيك pultrusion
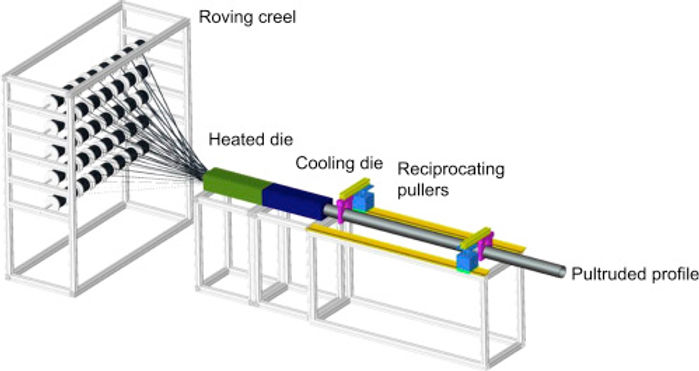
تعتبر بلاستيك البروتينات من البثق البلاستيكي يتم فيها سحب المادة من خلال تموت بدلاً من دفعها. خلال هذه العملية ، يتم سحب الألياف المعززة - مثل الزجاج أو الكربون أو الأراميد - من خلال خزان من الراتنج البلاستيكي لضمان التشريب الكامل. ثم يتم رسم الألياف المطلية بالراتنج من خلال تموت ساخن ، حيث يحولها المعالجة إلى ملف تعريف جامد وعالي القوة ، والذي يتم قطعه لاحقًا إلى الطول المطلوب.
تستخدم هذه الطريقة في المقام الأول لإنتاج ملفات تعريف مركبة بلاستيكية (FRP) التي تعادل الألياف مع مقطع عرضي ثابت. هذه الأجزاء لها مقاومة تآكل ممتازة ، قابلية الطقس ، والقوة الميكانيكية.
التطبيقات النموذجية:
البنية التحتية والهياكل الصناعية (الحزم والقضبان للجسور والمنصات والأطر).
مكونات البناء والمعمارية (ملفات تعريف الدعم والمرفقات الواقية).
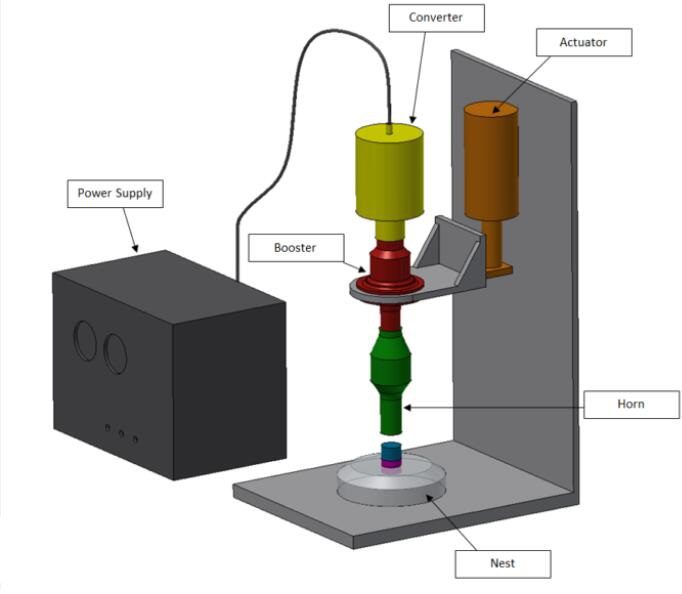
لحام البلاستيك
اللحام البلاستيكي هو تقنية تصنيع تستخدم للانضمام إلى الأجزاء البلاستيكية عن طريق تطبيق الحرارة والضغط. هناك طرق مميزة للحام البلاستيكي ، بما في ذلك الموجات فوق الصوتية ، والتحريض ، واللحام الساخن ، ولحام الاهتزاز. توظف كل طريقة مصدرًا مختلفًا للطاقة-مثل اهتزازات عالية التردد ، أو الحث الكهرومغناطيسي ، أو التوصيل المباشر من سطح ساخن-لإذابة البلاستيك في المفصل. بينما تبرد الأسطح المذابة ، فإنها تدمج معًا ، وتشكل روابط قوية وسلسة دون الحاجة إلى المواد اللاصقة. ومع ذلك ، فإن اللحام البلاستيكي ينطبق فقط على البلاستيك المتوافق وغالبًا ما يتطلب معدات متخصصة.
التطبيقات النموذجية:
السيارات (تجميعات المصد ، خزانات الوقود ، والقنوات الجوية).
الطبية (الأجهزة الطبية والتعبئة).
الصناعي (الخزانات البلاستيكية والحاويات).
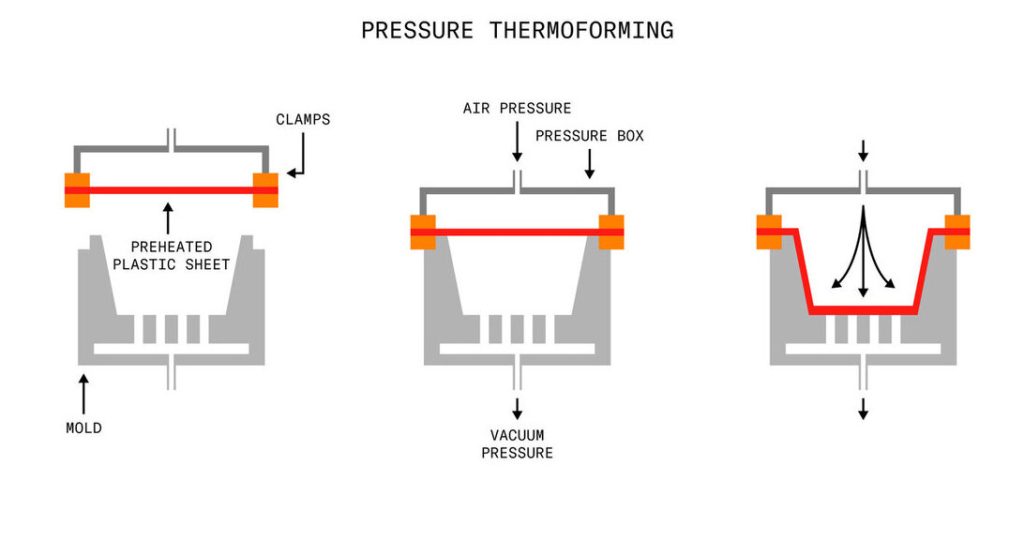
تشكيل حراري
يتم تصنيف التشكيل الحراري بشكل عام على أنه تشكيل فراغ وتشكيل الضغط. يستخدم آلة لتسخين ورقة بلاستيكية حتى تصبح مرنة. ثم يتم تمديد الورقة البلاستيكية على قالب باستخدام فراغ أو ضغط أو كليهما. بمجرد تشكيلها ، يتم تبريد البلاستيك وتخفيفه لإنشاء المنتج النهائي.
يستخدم التشكيل الحراري في المقام الأول مع مواد البلاستيك الحراري ، مثل ABS ، والوركين ، PVC ، و PETG. عادة ما تكون القوالب المستخدمة في التشكيل الحراري مصنوعة من الألومنيوم أو المواد المركبة ، والتي تكون أقل تكلفة بكثير وأسرع للتصنيع من قوالب الحقن. مع أوقات دورة أقصر وكفاءة إنتاج عالية ، يعد التشكيل الحراري مناسبًا لإنتاج كمية معينة من المنتجات في فترة قصيرة ، كما أنه مناسب جيدًا للإنتاج المتوسط إلى الأعلى.
هذه العملية مناسبة بشكل خاص للمنتجات البلاستيكية الكبيرة ذات الجدران الرقيقة ، مثل حاويات التغليف ، وصواني الطعام ، ومباني الأجهزة. ومع ذلك ، فإن دقة المنتجات التي تم تشكيلها حراريًا أقل عمومًا من دقة صب الحقن أو صب الضرب ، مع تحمل سمك الجدار الأكبر. كما أنها لا تؤدي بالإضافة إلى تصبغ الفراغ لتفاصيل التصميم المعقدة أو الدقيقة.
التطبيقات النموذجية:
التغليف (عبوات نفطة ، محار ، وصواني الطعام).
السيارات (الألواح الداخلية ولوحات المعلومات وبطانات الأبواب).
الإلكترونيات الاستهلاكية والأجهزة المنزلية (العلب الإلكترونية ، لوحات العرض ، وأغلفة الأجهزة).
طبية (تغليف معقم وأغطية المعدات).
خاتمة
بعد قراءة هذا المنشور ، نأمل أن يكون لديك الآن فهم أفضل لطرق التصنيع البلاستيكية المختلفة وخصائصها. يضمن الاختيار المستنير لتقنية التصنيع الكفاءة والجودة والفعالية من حيث التكلفة. علاوة على ذلك ، من المهم اختيار مصنع بلاستيكي موثوق. Chiggo هو خبير تصنيع البلاستيك يوفر النماذج الأولية والإنتاج المنخفض إلى ذي الحجم العالي. شريك معنا لضمان محاذاة أهداف التصميم والمواد والإنتاج الخاصة بك تمامًا.