نظرًا لأن الصناعات المختلفة تتطلب بشكل متزايد أشكالًا معقدة ومكونات عالية الدقة، جنبًا إلى جنب مع تطبيق مواد جديدة، فإن الآلات التقليدية ثلاثية المحاور لم تعد قادرة على تلبية هذه الاحتياجات. وبالتالي، تقدمت تكنولوجيا التصنيع متعدد المحاور CNC (التحكم الرقمي بالكمبيوتر) بسرعة. واليوم، يمكن لآلات CNC الأكثر تطورًا تحقيق تحكم متزامن لما يصل إلى 12 محورًا. ومن بين هذه الآلات، تعد الآلات ذات 5 محاور هي الأكثر شيوعًا والأكثر استخدامًا.
هناك نوعان رئيسيان من آلات CNC ذات 5 محاور: آلات 3+2 محاور وآلات ذات 5 محاور متزامنة. ومع ذلك، فإن بعض الميكانيكيين والمصممين غالبا ما يخلطون بينهم. هل آلياتها متطابقة؟ وإذا لم يكن كذلك، فما هي الاختلافات بينهما؟ في هذه المقالة، ستجد الإجابات. دعونا أولاً نتعمق في مفاهيم هذين النهجين في المعالجة.
ما هي المعالجة المتزامنة ذات 5 محاور؟
لفهم التصنيع المتزامن خماسي المحاور، دعونا نشرح أولاً ما يستلزمه عدد المحاور في التصنيع باستخدام الحاسب الآلي. يشير عدد المحاور إلى عدد الاتجاهات التي يمكن أن تتحرك فيها أداة القطع (أو طاولة العمل) لإنشاء المنتج المطلوب. بشكل أساسي، كلما زاد عدد المحاور التي تمتلكها الآلة، زاد نطاق الحركة والدوران للأداة وطاولة العمل، مما يتيح في النهاية إنتاج مكونات أكثر تعقيدًا ودقة.
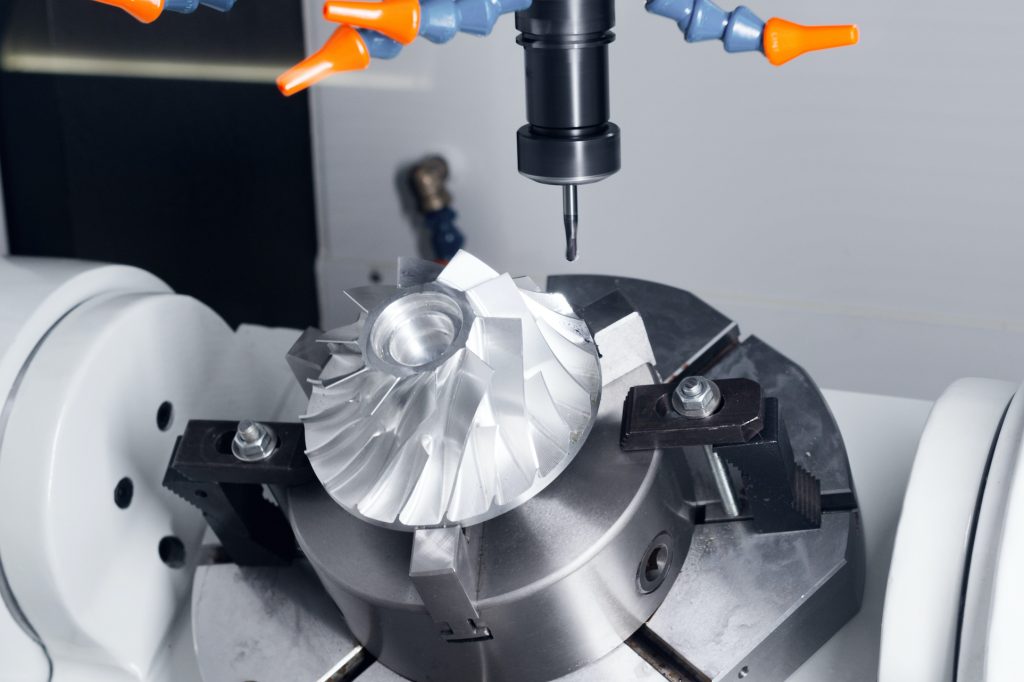
المعالجة المتزامنة ذات 5 محاور، والمعروفة أيضًا باسم المعالجة المستمرة الكاملة ذات 5 محاور، هي شكل متقدم من التصنيع باستخدام الحاسب الآلي الذي يتضمن استخدام ثلاثة محاور خطية تعمل في وقت واحد مع محورين دورانيين لإنتاج أجزاء معقدة بدقة وكفاءة عالية. المحاور الخمسة هي:
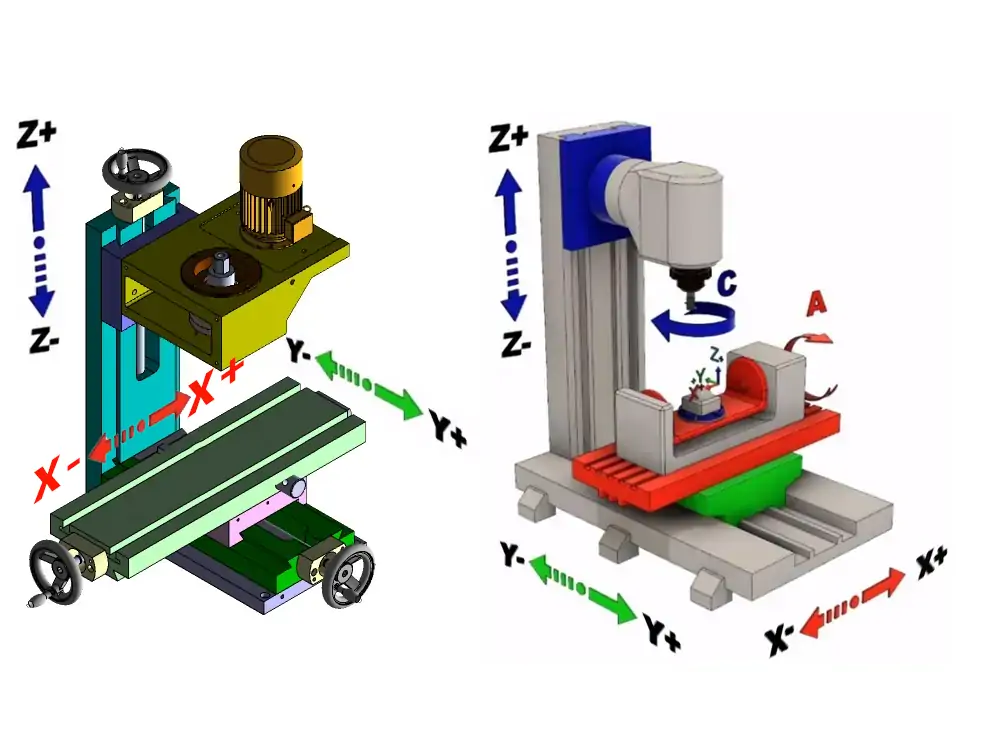
المحاور X وY وZ (المحاور الخطية):
هذه هي المحاور الخطية الأساسية الثلاثة التي يمكن أن تتحرك من خلالها أداة القطع أو قطعة العمل.
المحور X: الحركة الأفقية (يسارًا ويمينًا) المحور Y: الحركة الأفقية (للأمام والخلف) المحور Z: الحركة العمودية (لأعلى ولأسفل)
المحوران A وB (محاور الدوران):
هذان هما محورا الدوران الإضافيان، مما يسمح لقطعة العمل أو أداة القطع بالإمالة أو الدوران.
المحور A: الدوران حول المحور X (الإمالة للأمام والخلف) المحور C: الدوران حول المحور Z (الدوران في اتجاه عقارب الساعة وعكس اتجاه عقارب الساعة)
يمكن أن يختلف التكوين المحدد لهذه المحاور بناءً على نوع ماكينة CNC ذات 5 محاور. في بعض الحالات، قد يستخدم الجهاز المحور B (الدوران على طول المحور Z) بدلاً من المحور C (الدوران على طول المحور Z). بغض النظر عن التكوين، فإن المعالجة المستمرة الكاملة ذات 5 محاور تسمح لكل من الأدوات وقطعة الشغل بالتحرك في وقت واحد، مما يتيح معالجة خمسة وجوه لقطعة الشغل في إعداد واحد. وهذا يلغي الحاجة إلى نقل قطع العمل عبر محطات عمل أو قطع معدات متعددة، مما يؤدي إلى تقليل أوقات الدورات ودقة أفضل.
ما هو تصنيع المحور 3+2؟
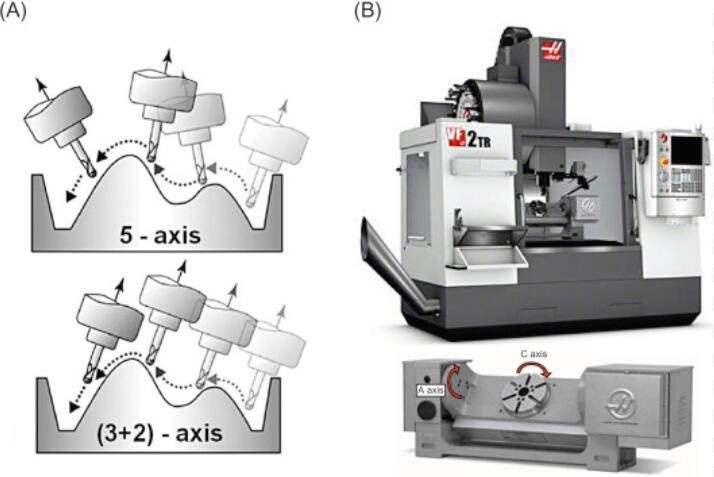
تستخدم المعالجة 3+2 محور، والمعروفة أيضًا باسم المعالجة الموضعية ذات 5 محاور، آلة ذات 5 محاور ولكنها لا تستغل بشكل كامل قدرتها على الحركة المتزامنة ذات 5 محاور. في المعالجة بالمحور 3+2، يتم استخدام محوري الدوران (المختارين من المحاور A وB وC) لإمالة قطعة العمل وتدويرها إلى الموضع المطلوب. بمجرد تحديد موضعها، يمكن تنفيذ المعالجة النموذجية ثلاثية المحاور، باستخدام المحاور X وY وZ فقط.
وهذا يجعل المعالجة بالمحور 3+2 أكثر تشابهًا مع المعالجة التقليدية بثلاثة محاور. على الرغم من أنها تستخدم الأجهزة الخاصة بآلة ذات 5 محاور، إلا أن محوري الدوران مثبتان لتحديد الموضع أثناء عملية المعالجة، وبالتالي فإن مرحلة القطع للمعالجة 3+2 محور تكون أقرب إلى المعالجة التقليدية بـ 3 محاور.
ومع ذلك، تجدر الإشارة إلى أن المعالجة بالمحور 3+2 تسمح باستخدام أدوات القطع الأقصر والأكثر صلابة والتي يمكن وضعها بزاوية نحو سطح قطعة العمل عند مقارنتها بالمعالجة التقليدية ثلاثية المحاور أو المعالجة المتزامنة بخمسة محاور. توفر هذه القدرة مزايا كبيرة في المعالجة الخشنة وعالية السرعة، حيث أنها تتيح الإزالة السريعة لكميات كبيرة من المواد. بالإضافة إلى ذلك، يمكن للأدوات الأقصر الوصول بسهولة أكبر إلى المناطق الصعبة، مثل الأجزاء الداخلية من التجاويف والجدران شديدة الانحدار. وهذا يجعل التصنيع 3+2 مناسبًا بشكل خاص لصناعة القوالب والتطبيقات الأخرى التي تتضمن منحنيات أو أشكال أنبوبية ذات زوايا.
المعالجة المتزامنة ذات 5 محاور مقابل 3+2 محور: مزاياها وعيوبها
استنادًا إلى المقدمة السابقة، يكمن الاختلاف الرئيسي بين المعالجة المتزامنة ذات 5 محاور والمعالجة ذات المحور 3+2 في طريقة استخدام المحاور أثناء عملية المعالجة. على عكس المعالجة المتزامنة ذات 5 محاور حيث تتحرك جميع المحاور الخمسة بشكل مستمر أثناء عملية المعالجة، فإن المعالجة بالمحور 3+2 تتضمن وضع قطعة العمل في زوايا ثابتة ثم المعالجة بالمحاور الخطية الثلاثة.
على الرغم من أن المعالجة المتزامنة ذات 5 محاور يمكن أن تؤدي تقريبًا جميع وظائف المعالجة 3+2 محور، إلا أن هذا لا يعني أن جميع المشاريع تتطلب معالجة كاملة ومستمرة باستخدام الحاسب الآلي ذات 5 محاور. في بعض الحالات، قد تكون المعالجة بالمحور 3+2 أكثر كفاءة. لتحديد الخيار الأفضل بين المعالجة 5 محاور و3+2، من الضروري فهم مزايا وعيوب كل منهما.
مزايا التصنيع باستخدام الحاسب الآلي ذو 5 محاور في وقت واحد
توفر الآلات CNC ذات 5 محاور العديد من المزايا، مما يجعلها الخيار المفضل في العديد من تطبيقات التصنيع عالية الدقة وعالية التعقيد. فيما يلي بعض الفوائد الرئيسية:
القدرة على إنشاء هندسة معقدة
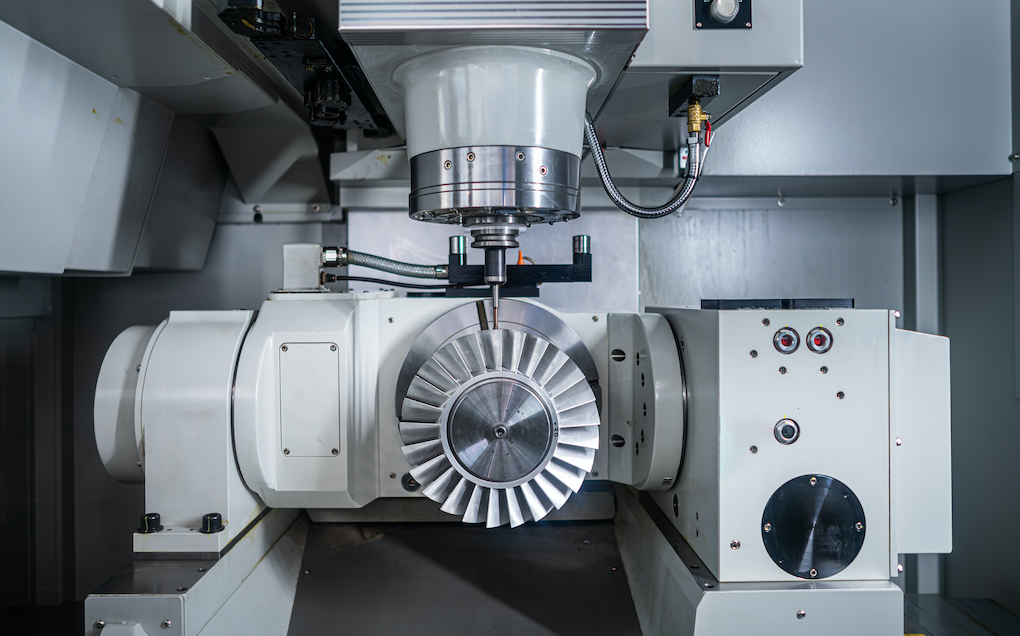
تسمح القدرة على تحريك جميع المحاور الخمسة في وقت واحد بالتعديل الديناميكي لزاوية الأداة وموضعها، مما يوفر وصولاً أفضل إلى المناطق التي يصعب الوصول إليها في قطعة العمل. يتيح ذلك معالجة الأشكال الهندسية المعقدة للغاية، مثل التجاويف العميقة، والأسطح السفلية، والأسطح الحرة، والخطوط الدقيقة المعقدة، والتي قد تكون صعبة للغاية أو مستحيلة باستخدام طرق أخرى.
كفاءة عالية (بما في ذلك تقليل وقت الإعداد وتقليل التغييرات في الأدوات)
تعمل الآلات ذات 5 محاور على تقليل الحاجة إلى عمليات إعداد وإعادة ضبط متعددة من خلال تمكين معالجة الجوانب المتعددة للجزء في إعداد واحد. تعمل هذه العملية المتواصلة على تقليل وقت التوقف عن العمل، وزيادة الإنتاجية الإجمالية، وتؤدي إلى دورات إنتاج أسرع. بالإضافة إلى ذلك، تعمل مسارات الأداة المحسنة على تقليل الضغط والحرارة على أداة القطع، مما يطيل عمرها. إن العمر الأطول للأداة يعني انقطاعات أقل لاستبدال الأداة أو صيانتها، مما يؤدي إلى عمليات تصنيع أكثر استمرارية وكفاءة.
تحسين التشطيب السطحي والدقة
تضمن الحركة المستمرة للأداة عبر قطعة العمل تشطيبات أكثر سلاسة للسطح مع علامات أقل للأداة. بالإضافة إلى ذلك، فإن تصنيع أجزاء الآلة في إعداد واحد يزيل الأخطاء الناجمة عن إعادة التموضع المتعدد، مما يعزز الدقة الإجمالية بشكل كبير.
إمكانات ابتكار أكبر
تفتح الإمكانيات المتقدمة للتصنيع خماسي المحاور إمكانيات جديدة للتصميم والابتكار. يمكن للمهندسين والمصممين دفع حدود ما هو ممكن، وإنشاء أجزاء أكثر تعقيدًا وتطورًا تلبي المتطلبات المتطورة لمختلف الصناعات.
عيوب التصنيع باستخدام الحاسب الآلي 5 محاور
على الرغم من مزاياها، فإن التصنيع باستخدام الحاسب الآلي ذو 5 محاور له أيضًا بعض القيود:
تكلفة عالية
تعد آلات CNC ذات 5 محاور متزامنة أكثر تكلفة بكثير من الآلات التقليدية ثلاثية المحاور أو حتى 3+2 محاور. بالإضافة إلى ذلك، فإن تكاليف صيانة هذه الآلات أعلى نظرًا لتعدد أجزائها المتحركة وأنظمة التحكم المتطورة التي تتطلب صيانة ومعايرة منتظمة. علاوة على ذلك، يحتاج المشغلون إلى تدريب متخصص لتشغيل ماكينات CNC ذات 5 محاور بشكل فعال.
البرمجة المعقدة
تعد البرمجة للتصنيع خماسي المحاور أكثر تعقيدًا وتتطلب برامج CAM (التصنيع بمساعدة الكمبيوتر) المتخصصة ومشغلين ذوي مهارات عالية. علاوة على ذلك، تستغرق العملية وقتًا طويلاً، وتتطلب تخطيطًا تفصيليًا وتحققًا لضمان مسارات أدوات دقيقة وفعالة. يمكن أن يؤدي هذا التعقيد إلى زيادة تكاليف التدريب وأوقات إعداد أطول.
القيود في بعض التطبيقات
عندما تعمل أداة القطع بزاوية مائلة، فإن قوة القطع لم تعد تعمل مباشرة على طول محور الأداة، بل في زاوية معينة للأداة. يؤدي هذا إلى توزيع غير متساوي للقوة، مما يزيد من احتمالية اهتزاز الأداة. بالإضافة إلى ذلك، إذا كان حامل الأداة عريضًا جدًا، فهذا يحد من حرية الأداة بزاوية مائلة، مما يزيد من خطر التداخل بين الأداة وقطعة العمل أو التركيب. يمكن أيضًا أن يتسبب حامل الأداة العريض للغاية في إزاحة مركز ثقل الأداة، مما يجعلها أكثر عرضة للقوى الجانبية أثناء القطع بزاوية مائلة، مما يزيد من الاهتزاز وعدم الاستقرار. في مثل هذه الحالات، قد تكون المعالجة ثلاثية المحاور أكثر ملاءمة.
مزايا التصنيع باستخدام الحاسب الآلي 3 + 2 محور
توفر المعالجة CNC ذات المحاور 3+2 العديد من المزايا الفريدة التي تجعلها خيارًا قيمًا في التصنيع الدقيق:
إنشاء ميزات معقدة نسبيًا
تسمح المعالجة الآلية ذات المحاور 3+2 بأدوات قطع أقصر وأكثر صلابة، مما يجعلها مناسبة بشكل خاص لتصنيع الجدران شديدة الانحدار، والقطع السفلية في التجاويف، وغيرها من الميزات المعقدة. تسمح القدرة على وضع قطعة العمل في زوايا محددة بإنشاء أشكال هندسية معقدة بدلاً من التصنيع باستخدام الحاسب الآلي ثلاثي المحاور.
البرمجة المبسطة
تعد البرمجة لتصنيع المحاور 3+2 أبسط عمومًا مقارنة بالتصنيع المتزامن لخمسة محاور، حيث أن مسارات الأدوات تكون خطية بشكل عام بمجرد وضع محاور الدوران. يمكن للمبرمجين فهم مسارات الأدوات وتخطيطها بشكل أكثر سهولة دون الاضطرار إلى التعامل مع التحولات الهندسية المعقدة وزوايا الدوران.
تقليل أوقات الإعداد
عندما تحتاج إلى معالجة خمسة أسطح أو أكثر، إذا كنت تستخدم المعالجة التقليدية ثلاثية المحاور، فسيتعين عليك إيقاف المغزل عدة مرات لإجراء تغييرات متكررة على الأداة وإعادة وضعها. ومع ذلك، يمكن لتصنيع المحاور 3+2 التغلب على هذا التحدي. من خلال إعداد واحد، فإن المعالجة بالمحور 3+2 قادرة على إكمال العملية في وقت واحد لخمسة جوانب مختلفة من الجزء، مما يقلل بشكل واضح من أوقات الإعداد الإجمالية.
انخفاض الاهتزازات
في المعالجة بمحور 3+2، يتم قفل محاور الدوران أثناء القطع، مما يعني أن اتجاه الأداة ثابت ولا يتغير ديناميكيًا أثناء عملية المعالجة. وهذا يقلل من احتمالية الاهتزازات التي يمكن أن تحدث عندما يتم ضبط اتجاه الأداة بشكل مستمر في المعالجة المتزامنة ذات 5 محاور. تعمل الاهتزازات المنخفضة على تعزيز دقة المعالجة واستقرارها.
فعالة من حيث التكلفة نسبيا
تعتبر المعالجة 3+2 بشكل عام أكثر فعالية من حيث التكلفة من المعالجة المتزامنة ذات 5 محاور لأنها تتضمن برمجة أبسط، وتكاليف أقل للآلة، ومتطلبات صيانة أقل. على الرغم من مزايا التكلفة هذه، لا تزال المعالجة بالمحور 3+2 توفر مرونة كبيرة وقدرة على معالجة الأشكال الهندسية المعقدة من خلال وضع قطعة العمل في زوايا محددة.
عيوب تصنيع المحور 3+2
قيود الوصول إلى الأداة
في المعالجة بمحور 3+2، يتم تدوير قطعة العمل في اتجاه محدد للوصول إلى أسطح محددة. وهذا يحد من وصول الأداة إلى بعض المناطق، خاصة تلك المناطق الغائرة أو المخفية بواسطة شكل قطعة العمل. قد تتطلب الأشكال الهندسية الداخلية المعقدة إعدادات إضافية أو استراتيجيات تصنيع بديلة.
زيادة وقت المعالجة
لتصنيع أسطح مختلفة من الأجزاء المعقدة في معالجة 3+2 محور، غالبًا ما يتم ضبط عمود دوران الأداة على زوايا محددة ويتم تثبيته. قد تتطلب تغطية جميع الأسطح الضرورية اتجاهات مائلة متعددة، مما قد يؤدي إلى تداخل مسارات الأدوات وزيادة وقت المعالجة.
مطلوب تشطيب إضافي
في بعض الحالات، قد تترك المعالجة الآلية ذات المحاور 3+2 أسطحًا خشنة وتظهر خطوط مزج بين مقاطع مسار الأدوات الفردية. ولذلك، هناك حاجة إلى عمليات تشطيب إضافية لتحقيق جودة السطح المطلوبة.
المعالجة الكاملة بـ 5 محاور مقابل 3+2 محاور: أيهما أفضل؟
كلتا التقنيتين لهما مزايا وقيود فريدة. يعتمد الاختيار بين المعالجة المتزامنة ذات 5 محاور والمعالجة المحورية 3+2 إلى حد كبير على السيناريوهات المحددة. ولجعل الأمر أكثر سهولة، قمنا بتلخيص خصائصها في الجدول أدناه للرجوع إليها:
المعالجة المتزامنة ذات 5 محاور
تصنيع المحور 3+2
المزايا
▪Unparalleled production efficiency ▪Capable of machining more complex shapes and accuracy ▪No special fixture is needed ▪Reduce special cutting tools ▪Eliminate blend lines, no polishing required
▪Shorter, more rigid cutting tools can be used. ▪Simplified programming ▪Reduced vibrations ▪Relatively more cost-effective
القيود
▪Programming complexity ▪High machine cost ▪Specialized training for operators ▪Not available in certain applications
▪Tool access limitations ▪Increased machining time ▪Post-processing finishing required
فيما يلي بعض الاعتبارات المفيدة عند قيامك بالاختيار:
1. إذا كانت التكلفة هي الاهتمام الرئيسي، فيمكنك إعطاء الأولوية لاستخدام المعالجة الآلية ذات المحاور 3+2. وذلك لأن تصنيع المحاور 3+2 يجمع بين مرونة الماكينات ذات 5 محاور مع فعالية التكلفة وبساطة البرمجة للماكينات ذات 3 محاور، مما يوفر مجموعة من المزايا الملحوظة كما ذكرنا سابقًا.
علاوة على ذلك، تمتلك العديد من المتاجر بالفعل آلات ثلاثية المحاور يمكن ترقيتها لأداء تصنيع 3+2 محاور بأقل قدر من الاستثمار، مثل تركيب محاور دوارة وترقية برامج التحكم، مما يجعلها خيارًا جذابًا لأولئك الذين يتطلعون إلى توسيع قدراتهم دون شراء أجهزة جديدة. معدات.
2. في الحالات التالية، المعالجة الكاملة بخمسة محاور هي الخيار الأفضل.
يتم إعطاء الأولوية للمرونة وكفاءة الإنتاج. توفر المعالجة خماسية المحاور مرونة لا مثيل لها في معالجة الأشكال الهندسية المعقدة، مثل القطع السفلية والأشكال غير المنتظمة والزوايا الضيقة. فهو يلغي الحاجة إلى إعدادات أو تركيبات متعددة، مما يقلل من وقت المعالجة والأخطاء المحتملة. من خلال استكمال الأجزاء في إعداد واحد، يمكن للمعالجة ذات 5 محاور تقليل وقت الإنتاج بشكل كبير وزيادة الإنتاجية. يعد هذا مفيدًا بشكل خاص للإنتاج عالي المزيج أو منخفض الحجم أو النماذج الأولية.
بالنسبة للأسطح المعقدة بشكل خاص أو مهام التصنيع التي تتطلب تغييرات مستمرة في اتجاه الأداة، قد لا تكون المعالجة بالمحور 3+2 كافية. على الرغم من أن المعالجة بالمحور 3+2 توفر كفاءة ودقة عالية، إلا أن قدرات المعالجة الخاصة بها محدودة بالاتجاه الثابت للأداة. في المقابل، فإن المعالجة ذات 5 محاور قادرة على معالجة هذه التحديات، لأنها تسمح للأداة بضبط اتجاهها وزاويتها بشكل مستمر أثناء العملية، والتكيف مع الاختلافات على سطح قطعة العمل.
أنت تحتاج إلى تشطيب سطحي رائع وترفض المعالجة اللاحقة على الأسطح. غالبًا ما تؤدي حركة القطع المستمرة وزوايا تعشيق الأداة المنخفضة في المعالجة ذات 5 محاور إلى تشطيبات سطحية أكثر سلاسة، مما يقلل الحاجة إلى عمليات التشطيب الثانوية. في المقابل، قد تترك المعالجة بالمحور 3+2 في بعض الحالات أسطحًا خشنة أو تتطلب عمليات تشطيب إضافية لتحقيق جودة السطح المطلوبة.
العمل مع Chiggo لأجزاء التصنيع باستخدام الحاسب الآلي ذات 5 محاور
بعد أن اكتسبنا فهمًا شاملاً للاختلافات بين التصنيع باستخدام الحاسب الآلي خماسي المحاور المتزامن والتصنيع باستخدام الحاسب الآلي 3+2، فقد حان الوقت للدخول في شراكة مع شركة تصنيع CNC موثوقة. لا تنظر إلى أبعد من Chiggo!
تتميز منشآتنا الحديثة بآلات متقدمة ذات 3 و4 و5 محاور، مما يمكّننا من مواجهة تحديات التصنيع المعقدة بدقة وكفاءة. فريقنا الهندسي، الذي يتمتع بخبرة تزيد عن 10 سنوات في الصناعة، مستعد للعمل بشكل وثيق معك لتحسين عمليات التصميم والتصنيع لمشروعك.
قم بتحميل تصميمك الآن، وستتلقى عرض أسعار بالإضافة إلى تحليل مجاني للتصميم من أجل التصنيع (DFM) في أقرب وقت ممكن. اختر شيغو! نحن ملتزمون بتقديم نتائج عالية الجودة وأسعار تنافسية وأوقات تسليم سريعة.