जैसे-जैसे विभिन्न उद्योग नई सामग्रियों के अनुप्रयोग के साथ-साथ जटिल आकार और उच्च-परिशुद्धता घटकों की मांग कर रहे हैं, पारंपरिक 3-अक्ष मशीनिंग अब इन जरूरतों को पूरा नहीं कर सकती है। नतीजतन, CNC (कंप्यूटर न्यूमेरिकल कंट्रोल) मल्टी-एक्सिस मशीनिंग तकनीक तेजी से उन्नत हुई है। आज, सबसे परिष्कृत सीएनसी मशीनें 12 अक्षों तक का एक साथ नियंत्रण प्राप्त कर सकती हैं। इनमें से, 5-अक्ष मशीनें सबसे लोकप्रिय और व्यापक रूप से उपयोग की जाती हैं।
5-अक्ष सीएनसी मशीनें दो मुख्य प्रकार की होती हैं: 3+2 अक्ष मशीनें और एक साथ 5-अक्ष मशीनें। हालाँकि, कुछ मशीनिस्ट और डिज़ाइनर अक्सर उन्हें भ्रमित करते हैं। क्या उनके तंत्र समान हैं? यदि नहीं, तो उनके बीच क्या अंतर हैं? इस लेख में आपको उत्तर मिलेंगे। आइए पहले इन दो मशीनिंग दृष्टिकोणों की अवधारणाओं पर गौर करें।
एक साथ 5-अक्ष मशीनिंग क्या है?
एक साथ 5-अक्ष मशीनिंग को बेहतर ढंग से समझने के लिए, आइए पहले बताएं कि सीएनसी मशीनिंग में अक्ष गणना का क्या अर्थ है। अक्ष गणना उन दिशाओं की संख्या को संदर्भित करती है जिनमें काटने का उपकरण (या वर्कटेबल) वांछित उत्पाद बनाने के लिए आगे बढ़ सकता है। अनिवार्य रूप से, एक मशीन में जितनी अधिक कुल्हाड़ियाँ होती हैं, उपकरण और वर्कटेबल के लिए गति और रोटेशन की सीमा उतनी ही अधिक हो जाती है, जो अंततः अधिक जटिल और सटीक घटकों के उत्पादन को सक्षम बनाती है।
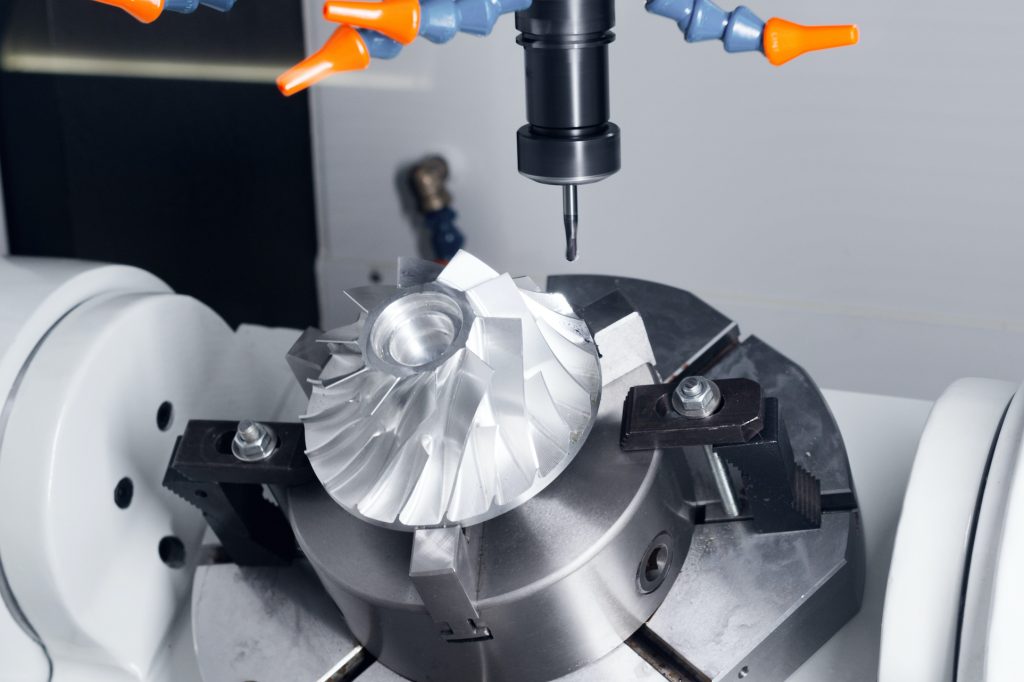
एक साथ 5-अक्ष मशीनिंग, जिसे पूर्ण निरंतर 5-अक्ष मशीनिंग के रूप में भी जाना जाता है, सीएनसी मशीनिंग का एक उन्नत रूप है जिसमें उच्च परिशुद्धता और दक्षता के साथ जटिल भागों का उत्पादन करने के लिए दो घूर्णी अक्षों के साथ एक साथ काम करने वाले तीन रैखिक अक्षों का उपयोग शामिल है। पाँच अक्ष हैं:
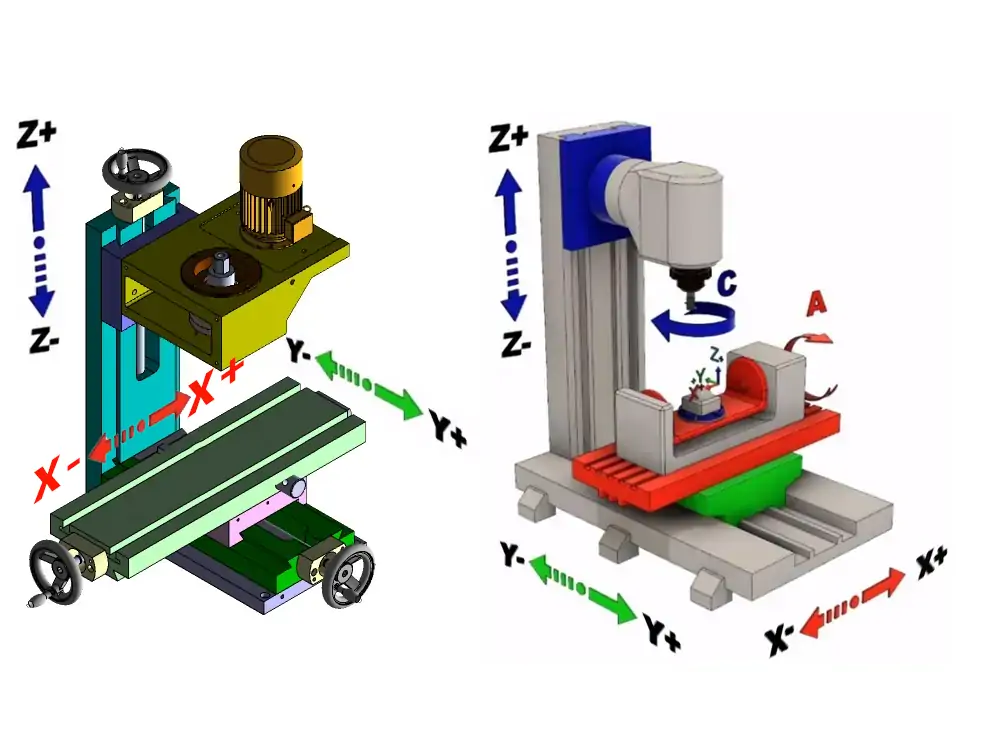
एक्स, वाई और जेड अक्ष (रैखिक अक्ष):
ये तीन प्राथमिक रैखिक अक्ष हैं जिनके साथ काटने का उपकरण या वर्कपीस चल सकता है।
एक्स-अक्ष: क्षैतिज गति (बाएं और दाएं) वाई-अक्ष: क्षैतिज गति (आगे और पीछे) जेड-अक्ष: लंबवत गति (ऊपर और नीचे)
ए और बी अक्ष (घूर्णी अक्ष):
ये दो अतिरिक्त घूर्णी अक्ष हैं, जो वर्कपीस या काटने के उपकरण को झुकाव या घूमने की अनुमति देते हैं।
A-अक्ष:
इन अक्षों का विशिष्ट विन्यास 5-अक्ष सीएनसी मशीन के प्रकार के आधार पर भिन्न हो सकता है। कुछ मामलों में, मशीन सी-अक्ष (जेड-अक्ष के साथ घूर्णन) के बजाय बी-अक्ष (जेड-अक्ष के साथ घूर्णन) का उपयोग कर सकती है। कॉन्फ़िगरेशन के बावजूद, पूर्ण निरंतर 5-अक्ष मशीनिंग उपकरण और वर्कपीस दोनों को एक साथ चलने की अनुमति देती है, जिससे एक ही सेटअप में वर्कपीस के पांच चेहरों की मशीनिंग सक्षम हो जाती है। इससे वर्कपीस को कई वर्कस्टेशनों या उपकरणों के टुकड़ों में ले जाने की आवश्यकता समाप्त हो जाती है, जिसके परिणामस्वरूप चक्र का समय कम होता है और सटीकता बेहतर होती है।
3+2 एक्सिस मशीनिंग क्या है?
3+2 अक्ष मशीनिंग, जिसे स्थितीय 5-अक्ष मशीनिंग के रूप में भी जाना जाता है, 5-अक्ष मशीन का उपयोग करती है लेकिन इसकी पूर्ण 5-अक्ष एक साथ गति क्षमता का पूरी तरह से दोहन नहीं करती है। 3+2 अक्ष मशीनिंग में, दो घूर्णी अक्षों (ए, बी और सी अक्षों में से चुने गए) का उपयोग वर्कपीस को वांछित स्थिति में झुकाने और घुमाने के लिए किया जाता है। एक बार स्थापित होने के बाद, केवल X, Y और Z अक्षों का उपयोग करके विशिष्ट 3 अक्ष मशीनिंग की जा सकती है।
यह 3+2 अक्ष मशीनिंग को पारंपरिक 3-अक्ष मशीनिंग के समान बनाता है। यद्यपि यह 5-अक्ष मशीन के हार्डवेयर का उपयोग करता है, मशीनिंग प्रक्रिया के दौरान स्थिति के लिए दो घूर्णी अक्ष तय किए जाते हैं, इसलिए 3+2 अक्ष मशीनिंग का काटने का चरण पारंपरिक 3-अक्ष मशीनिंग के समान है।
हालाँकि, यह ध्यान देने योग्य है कि 3+2 अक्ष मशीनिंग छोटे, अधिक कठोर काटने वाले उपकरणों के उपयोग की अनुमति देती है जिन्हें पारंपरिक 3-अक्ष मशीनिंग या एक साथ 5-अक्ष मशीनिंग की तुलना में वर्कपीस की सतह की ओर झुकाया जा सकता है। यह क्षमता रफिंग और हाई-स्पीड मशीनिंग में महत्वपूर्ण लाभ प्रदान करती है, क्योंकि यह बड़ी मात्रा में सामग्री को तेजी से हटाने में सक्षम बनाती है। इसके अतिरिक्त, छोटे उपकरण अधिक आसानी से कठिन क्षेत्रों तक पहुंच सकते हैं, जैसे कि गुहाओं और खड़ी दीवारों के अंदरूनी हिस्से। यह 3+2 मशीनिंग को विशेष रूप से मोल्डमेकिंग और वक्र या कोणीय ट्यूबलर आकार वाले अन्य अनुप्रयोगों के लिए उपयुक्त बनाता है।
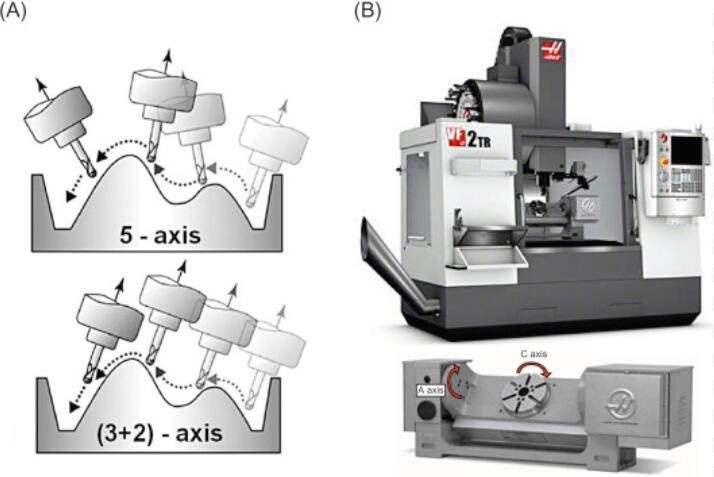
एक साथ 5-अक्ष बनाम 3+2 अक्ष मशीनिंग: उनके फायदे और नुकसान
पिछले परिचय के आधार पर, एक साथ 5-अक्ष मशीनिंग और 3+2 अक्ष मशीनिंग के बीच मुख्य अंतर मशीनिंग प्रक्रिया के दौरान कुल्हाड़ियों का उपयोग करने के तरीके में निहित है। एक साथ 5-अक्ष मशीनिंग के विपरीत, जहां मशीनिंग प्रक्रिया के दौरान सभी पांच अक्ष लगातार चलते रहते हैं, 3+2 अक्ष मशीनिंग में वर्कपीस को निश्चित कोणों पर स्थित करना और फिर तीन रैखिक अक्षों के साथ मशीनिंग करना शामिल होता है।
जबकि एक साथ 5-अक्ष मशीनिंग 3+2 अक्ष मशीनिंग के लगभग सभी कार्य कर सकती है, इसका मतलब यह नहीं है कि सभी परियोजनाओं के लिए पूर्ण निरंतर 5-अक्ष सीएनसी मशीनिंग की आवश्यकता होती है। कुछ मामलों में, 3+2 अक्ष मशीनिंग अधिक कुशल हो सकती है। 5-अक्ष और 3+2 मशीनिंग के बीच सर्वोत्तम विकल्प निर्धारित करने के लिए, उनके संबंधित फायदे और नुकसान को समझना आवश्यक है।
एक साथ 5-अक्ष सीएनसी मशीनिंग के लाभ
5-अक्ष सीएनसी मशीनिंग कई फायदे प्रदान करती है, जो इसे विभिन्न उच्च-परिशुद्धता और उच्च-जटिलता विनिर्माण अनुप्रयोगों में एक पसंदीदा विकल्प बनाती है। यहां कुछ प्रमुख लाभ दिए गए हैं:
जटिल ज्यामिति बनाने की क्षमता
सभी पांच अक्षों को एक साथ स्थानांतरित करने की क्षमता उपकरण के कोण और स्थिति के गतिशील समायोजन की अनुमति देती है, जिससे वर्कपीस के कठिन-से-पहुंच वाले क्षेत्रों तक बेहतर पहुंच प्रदान की जाती है। यह अत्यधिक जटिल ज्यामिति की मशीनिंग को सक्षम बनाता है, जैसे गहरी गुहाएं, अंडरकट्स, फ्रीफॉर्म सतहें और जटिल आकृति, जो अन्य तरीकों से बहुत मुश्किल या असंभव होगी।
उच्च दक्षता (कम सेटअप समय, कम टूल परिवर्तन सहित)
5-अक्ष मशीनें एक ही सेटअप में एक हिस्से के कई पक्षों की मशीनिंग को सक्षम करके कई सेटअप और पुनर्स्थापन की आवश्यकता को कम करती हैं। यह निर्बाध प्रक्रिया डाउनटाइम को कम करती है, समग्र थ्रूपुट को बढ़ाती है, और तेज़ उत्पादन चक्र की ओर ले जाती है। इसके अतिरिक्त, अनुकूलित उपकरण पथ काटने के उपकरण पर तनाव और गर्मी को कम करते हैं, जिससे उसका जीवन बढ़ जाता है। लंबे उपकरण जीवन का अर्थ है उपकरण प्रतिस्थापन या रखरखाव के लिए कम रुकावटें, जिसके परिणामस्वरूप अधिक निरंतर और कुशल मशीनिंग संचालन होता है।
बेहतर सतह फिनिश और सटीकता
वर्कपीस में टूल की निरंतर गति कम टूल निशान के साथ चिकनी सतह फिनिश सुनिश्चित करती है। इसके अतिरिक्त, एक ही सेटअप में भागों की मशीनिंग कई पुनर्स्थापन से होने वाली त्रुटियों को समाप्त करती है, जिससे समग्र परिशुद्धता में उल्लेखनीय वृद्धि होती है।
अधिक नवप्रवर्तन क्षमता
5-अक्ष मशीनिंग की उन्नत क्षमताएं डिजाइन और नवाचार के लिए नई संभावनाएं खोलती हैं। इंजीनियर और डिज़ाइनर जो संभव है उसकी सीमाओं को आगे बढ़ा सकते हैं, और अधिक जटिल और परिष्कृत भागों का निर्माण कर सकते हैं जो विभिन्न उद्योगों की उभरती मांगों को पूरा करते हैं।
5-एक्सिस सीएनसी मशीनिंग के नुकसान
इसके फायदों के बावजूद, 5-अक्ष सीएनसी मशीनिंग की कुछ सीमाएँ भी हैं:
उच्च लागत
एक साथ 5-अक्ष सीएनसी मशीनें पारंपरिक 3-अक्ष या यहां तक कि 3+2 अक्ष मशीनों की तुलना में काफी अधिक महंगी हैं। इसके अतिरिक्त, इन मशीनों की रखरखाव लागत उनके कई चलते भागों और परिष्कृत नियंत्रण प्रणालियों के कारण अधिक होती है जिन्हें नियमित सर्विसिंग और अंशांकन की आवश्यकता होती है। इसके अलावा, 5-अक्ष सीएनसी मशीनों को प्रभावी ढंग से संचालित करने के लिए ऑपरेटरों को विशेष प्रशिक्षण की आवश्यकता होती है।
जटिल प्रोग्रामिंग
5-अक्ष मशीनिंग के लिए प्रोग्रामिंग अधिक जटिल है और इसके लिए विशेष सीएएम (कंप्यूटर-एडेड मैन्युफैक्चरिंग) सॉफ्टवेयर और अत्यधिक कुशल ऑपरेटरों की आवश्यकता होती है। इसके अलावा, यह प्रक्रिया समय लेने वाली है, सटीक और कुशल टूलपाथ सुनिश्चित करने के लिए विस्तृत योजना और सत्यापन की आवश्यकता होती है। इस जटिलता के कारण प्रशिक्षण लागत बढ़ सकती है और सेटअप समय लंबा हो सकता है।
कुछ अनुप्रयोगों में सीमाएँ
जब काटने का उपकरण एक झुकाव वाले कोण पर काम करता है, तो काटने का बल सीधे उपकरण अक्ष के साथ काम नहीं करता है, बल्कि उपकरण के एक निश्चित कोण पर कार्य करता है। इसके परिणामस्वरूप असमान बल वितरण होता है, जिससे उपकरण कंपन की संभावना बढ़ जाती है। इसके अलावा, यदि टूल होल्डर बहुत चौड़ा है, तो यह झुके हुए कोण पर टूल की स्वतंत्रता को प्रतिबंधित कर देता है, जिससे टूल और वर्कपीस या फिक्स्चर के बीच हस्तक्षेप का खतरा बढ़ जाता है। अत्यधिक चौड़ा टूल होल्डर उपकरण के गुरुत्वाकर्षण के केंद्र को स्थानांतरित करने का कारण बन सकता है, जिससे यह झुके हुए कोण पर काटने के दौरान पार्श्व बलों के प्रति अधिक संवेदनशील हो जाता है, जिससे कंपन और अस्थिरता बढ़ जाती है। ऐसे मामलों में, 3-अक्ष मशीनिंग अधिक उपयुक्त हो सकती है।
3+2 एक्सिस सीएनसी मशीनिंग के लाभ
3+2 अक्ष सीएनसी मशीनिंग कई अद्वितीय लाभ प्रदान करती है जो इसे सटीक विनिर्माण में एक मूल्यवान विकल्प बनाती है:
अपेक्षाकृत जटिल सुविधाएँ उत्पन्न करें
3+2 अक्ष मशीनिंग छोटे, अधिक कठोर काटने वाले उपकरणों की अनुमति देती है, जो इसे विशेष रूप से खड़ी दीवारों, गुहाओं में अंडरकट्स और अन्य जटिल विशेषताओं के निर्माण के लिए उपयुक्त बनाती है। वर्कपीस को विशिष्ट कोणों पर रखने की क्षमता 3 अक्ष सीएनसी मशीनिंग की तुलना में जटिल ज्यामिति के निर्माण की अनुमति देती है।
सरलीकृत प्रोग्रामिंग
3+2 अक्ष मशीनिंग के लिए प्रोग्रामिंग आम तौर पर एक साथ 5-अक्ष मशीनिंग की तुलना में सरल होती है, क्योंकि घूर्णी अक्षों की स्थिति के बाद उपकरण पथ आम तौर पर रैखिक होते हैं। प्रोग्रामर जटिल ज्यामितीय परिवर्तनों और घूर्णी कोणों से निपटने के बिना टूलपाथ को अधिक सहजता से समझ और योजना बना सकते हैं।
कम सेटअप समय
जब आपको पारंपरिक 3-अक्ष मशीनिंग का उपयोग करते हुए पांच या अधिक सतहों पर मशीन लगाने की आवश्यकता होती है, तो आपको बार-बार उपकरण बदलने और पुनः स्थिति निर्धारित करने के लिए स्पिंडल को कई बार रोकना होगा। हालाँकि, 3+2 अक्ष मशीनिंग इस चुनौती को दूर कर सकती है। एक एकल सेटअप के माध्यम से, 3+2 अक्ष मशीनिंग एक भाग के पांच अलग-अलग पक्षों के लिए एक समय में प्रक्रिया को पूरा करने में सक्षम है, जो स्पष्ट रूप से समग्र सेटअप समय को कम करता है।
कम कंपन
3+2 अक्ष मशीनिंग में, काटने के दौरान घूर्णी अक्षों को लॉक कर दिया जाता है, जिसका अर्थ है कि उपकरण का अभिविन्यास निश्चित है और मशीनिंग प्रक्रिया के दौरान गतिशील रूप से नहीं बदलता है। इससे कंपन की संभावना कम हो जाती है जो तब हो सकती है जब टूल ओरिएंटेशन एक साथ 5-अक्ष मशीनिंग में लगातार समायोजित होता है। कम कंपन मशीनिंग सटीकता और स्थिरता को बढ़ाता है।
अपेक्षाकृत लागत प्रभावी
3+2 अक्ष मशीनिंग आम तौर पर एक साथ 5-अक्ष मशीनिंग की तुलना में अधिक लागत प्रभावी होती है क्योंकि इसमें सरल प्रोग्रामिंग, कम मशीन लागत और कम रखरखाव आवश्यकताएं शामिल होती हैं। इन लागत लाभों के बावजूद, 3+2 अक्ष मशीनिंग अभी भी महत्वपूर्ण लचीलापन और वर्कपीस को विशिष्ट कोणों पर स्थित करके जटिल ज्यामिति को मशीन करने की क्षमता प्रदान करती है।
3+2 एक्सिस मशीनिंग के नुकसान
टूल एक्सेस सीमाएँ
3+2 अक्ष मशीनिंग में, विशिष्ट सतहों तक पहुंचने के लिए वर्कपीस को एक विशिष्ट अभिविन्यास में घुमाया जाता है। यह उपकरण की पहुंच को कुछ क्षेत्रों तक सीमित कर देता है, विशेष रूप से वे क्षेत्र जो वर्कपीस के आकार के कारण दबे या छिपे हुए हैं। जटिल आंतरिक ज्यामिति को अतिरिक्त सेटअप या वैकल्पिक मशीनिंग रणनीतियों की आवश्यकता हो सकती है।
मशीनिंग समय में वृद्धि
3+2 अक्ष मशीनिंग में जटिल भागों की विभिन्न सतहों की मशीनिंग करने के लिए, टूल स्पिंडल को अक्सर विशिष्ट कोणों पर सेट किया जाता है और स्थिर रखा जाता है। सभी आवश्यक सतहों को कवर करने के लिए कई झुकाव वाले अभिविन्यास की आवश्यकता हो सकती है, जिससे उपकरण पथ ओवरलैप हो सकते हैं और मशीनिंग समय में वृद्धि हो सकती है।
अतिरिक्त फिनिशिंग की आवश्यकता है
कुछ मामलों में, 3+2 अक्ष मशीनिंग खुरदरी सतहों को पीछे छोड़ सकती है और अलग-अलग टूलपाथ खंडों के बीच मिश्रण रेखाएं दिखाई देती हैं। इसलिए, वांछित सतह गुणवत्ता प्राप्त करने के लिए अतिरिक्त परिष्करण कार्यों की आवश्यकता होती है।
पूर्ण 5-अक्ष बनाम 3+2 अक्ष मशीनिंग: कौन सा बेहतर है?
दोनों प्रौद्योगिकियों के अपने अनूठे फायदे और सीमाएं हैं। एक साथ 5-अक्ष मशीनिंग और 3+2 अक्ष मशीनिंग के बीच का चुनाव काफी हद तक विशिष्ट परिदृश्यों पर निर्भर करता है। इसे और अधिक सहज बनाने के लिए, हमने आपके संदर्भ के लिए उनकी विशेषताओं को नीचे दी गई तालिका में संक्षेपित किया है:
एक साथ 5-अक्ष मशीनिंग
3+2 एक्सिस मशीनिंग
लाभ
▪Unparalleled production efficiency ▪Capable of machining more complex shapes and accuracy ▪No special fixture is needed ▪Reduce special cutting tools ▪Eliminate blend lines, no polishing required
▪Shorter, more rigid cutting tools can be used. ▪Simplified programming ▪Reduced vibrations ▪Relatively more cost-effective
सीमाएँ
▪Programming complexity ▪High machine cost ▪Specialized training for operators ▪Not available in certain applications
▪Tool access limitations ▪Increased machining time ▪Post-processing finishing required
जब आप चुनाव करें तो यहां कुछ उपयोगी विचार दिए गए हैं:
1. यदि लागत प्राथमिक चिंता है, तो आप 3+2 अक्ष मशीनिंग का उपयोग करने को प्राथमिकता दे सकते हैं। ऐसा इसलिए है क्योंकि 3+2 अक्ष मशीनिंग 5-अक्ष मशीनों के लचीलेपन को 3-अक्ष मशीनों की लागत-प्रभावशीलता और प्रोग्रामिंग सादगी के साथ जोड़ती है, जो पहले बताए गए उल्लेखनीय लाभों की एक श्रृंखला प्रदान करती है।
इसके अलावा, कई दुकानों में पहले से ही 3-अक्ष मशीनें हैं जिन्हें न्यूनतम निवेश के साथ 3+2 अक्ष मशीनिंग करने के लिए अपग्रेड किया जा सकता है, जैसे घूर्णन अक्ष स्थापित करना और नियंत्रण सॉफ़्टवेयर को अपग्रेड करना, जो उन लोगों के लिए एक आकर्षक विकल्प है जो नई खरीदारी किए बिना अपनी क्षमताओं का विस्तार करना चाहते हैं। उपकरण।
2. निम्नलिखित स्थितियों में, पूर्ण 5-अक्ष मशीनिंग बेहतर विकल्प है।
लचीलेपन और उत्पादन दक्षता को प्राथमिकता दी जाती है। 5-अक्ष मशीनिंग जटिल ज्यामिति, जैसे अंडरकट्स, अनियमित आकार और तंग कोनों को संसाधित करने में अद्वितीय लचीलापन प्रदान करती है। यह कई सेटअप या फिक्स्चर की आवश्यकता को समाप्त करता है, जिससे हैंडलिंग समय और संभावित त्रुटियां कम हो जाती हैं। एक ही सेटअप में भागों को पूरा करके, 5-अक्ष मशीनिंग उत्पादन समय को काफी कम कर सकती है और थ्रूपुट बढ़ा सकती है। यह उच्च-मिश्रण, कम-मात्रा उत्पादन या प्रोटोटाइप के लिए विशेष रूप से फायदेमंद है।
विशेष रूप से जटिल सतहों या मशीनिंग कार्यों के लिए जिनमें उपकरण की दिशा में निरंतर परिवर्तन की आवश्यकता होती है, 3+2 अक्ष मशीनिंग कम पड़ सकती है। यद्यपि 3+2 अक्ष मशीनिंग उच्च दक्षता और परिशुद्धता प्रदान करती है, इसकी प्रसंस्करण क्षमताएं निश्चित उपकरण अभिविन्यास द्वारा सीमित हैं। इसके विपरीत, 5-अक्ष मशीनिंग इन चुनौतियों से निपटने में सक्षम है, क्योंकि यह उपकरण को प्रक्रिया के दौरान वर्कपीस की सतह पर भिन्नताओं के अनुकूल अपनी दिशा और कोण को लगातार समायोजित करने की अनुमति देती है।
आपको उत्कृष्ट सतह फिनिश की आवश्यकता है और सतहों पर पोस्ट-प्रोसेसिंग से इनकार करें। 5-अक्ष मशीनिंग में निरंतर काटने की गति और कम उपकरण जुड़ाव कोण अक्सर चिकनी सतह खत्म कर देते हैं, जिससे माध्यमिक परिष्करण कार्यों की आवश्यकता कम हो जाती है। इसके विपरीत, कुछ मामलों में 3+2 अक्ष मशीनिंग खुरदरी सतह छोड़ सकती है या वांछित सतह गुणवत्ता प्राप्त करने के लिए अतिरिक्त परिष्करण संचालन की आवश्यकता हो सकती है।
5-एक्सिस सीएनसी मशीनीकृत भागों के लिए चिग्गो के साथ काम करें
एक साथ 5-अक्ष सीएनसी मशीनिंग और 3+2 सीएनसी मशीनिंग के बीच अंतर की व्यापक समझ प्राप्त करने के बाद, अब एक विश्वसनीय सीएनसी मशीनिंग कंपनी के साथ साझेदारी करने का समय आ गया है। चिग्गो से आगे न देखें!
हमारी अत्याधुनिक सुविधाओं में उन्नत 3-अक्ष, 4-अक्ष और 5-अक्ष मशीनें हैं, जो हमें सटीक और दक्षता के साथ जटिल मशीनिंग चुनौतियों से निपटने के लिए सशक्त बनाती हैं। हमारी इंजीनियरिंग टीम, 10 वर्षों से अधिक की उद्योग विशेषज्ञता के साथ, आपके प्रोजेक्ट के लिए डिज़ाइन और विनिर्माण प्रक्रियाओं को अनुकूलित करने के लिए आपके साथ मिलकर काम करने के लिए तैयार है।
अभी अपना डिज़ाइन अपलोड करें, और आपको जल्द से जल्द निःशुल्क डिज़ाइन फॉर मैन्युफैक्चरिबिलिटी (DFM) विश्लेषण के साथ एक कोटेशन प्राप्त होगा। चिग्गो चुनें! हम उच्च गुणवत्ता वाले परिणाम, प्रतिस्पर्धी मूल्य निर्धारण और तेजी से बदलाव के समय देने के लिए प्रतिबद्ध हैं।