शीट मेटल बेंडिंग शीट मेटल फैब्रिकेशन में उपयोग की जाने वाली सबसे आम फॉर्मिंग तकनीकों में से एक है। विशिष्ट अनुप्रयोग के आधार पर, इसे कभी-कभी प्रेस ब्रेकिंग, फ़्लैंगिंग, डाई बेंडिंग, फोल्डिंग या एजिंग के रूप में जाना जाता है। इस प्रक्रिया में सामग्री को कोणीय आकार में विकृत करने के लिए बल लगाना शामिल है।
झुकने की सबसे आम विधियाँ क्या हैं? शीट मेटल बेंडिंग के लिए डिज़ाइन संबंधी विचार क्या हैं? मुख्य पैरामीटर झुकने को कैसे प्रभावित करते हैं? के-फैक्टर और बेंड भत्ते की गणना कैसे की जाती है? इस आर्टिकल में आपको इन सवालों के जवाब एक-एक करके मिलेंगे।
शीट मेटल बेंडिंग क्या है?
शीट धातु को मोड़ना एक निर्माण प्रक्रिया है जिसमें धातु की शीट को वांछित आकार में विकृत करने के लिए बल लगाया जाता है, जिसके परिणामस्वरूप आमतौर पर कोणीय मोड़ या मोड़ आते हैं। यह बल सामग्री की उपज शक्ति से अधिक है, जिससे यह सुनिश्चित होता है कि सामग्री टूटने के बिना विरूपण स्थायी है। यह प्रक्रिया आम तौर पर 0.5 मिमी से 6 मिमी तक की मोटाई वाली सामग्रियों को संभालती है, हालांकि विशिष्ट सीमा सामग्री के प्रकार और उपयोग किए गए उपकरण पर निर्भर करती है। वांछित मोड़ प्राप्त करने के लिए मोटी सामग्रियों को विशेष मशीनरी और अधिक बल की आवश्यकता हो सकती है। कम से मध्यम मात्रा में कुशल उत्पादन के लिए शीट मेटल बेंडिंग को अक्सर लेजर कटिंग के साथ जोड़ा जाता है।
शीट मेटल को मोड़ने के लिए कई प्रकार की मशीनों का उपयोग किया जाता है, जिनमें प्रेस ब्रेक मशीनें सबसे आम हैं। मुख्य प्रकारों में यांत्रिक, वायवीय और हाइड्रोलिक प्रेस ब्रेक शामिल हैं। एक विशिष्ट प्रेस ब्रेक मशीन में एक निश्चित निचला डाई और एक गतिशील ऊपरी डाई होता है, जिसे क्रमशः पंच और रैम के रूप में भी जाना जाता है। जैसे ही रैम नीचे उतरती है, पंच शीट धातु को मोड़ने के लिए बल लगाता है। प्रेस ब्रेक का प्रत्येक प्रकार उपयोग किए गए तंत्र के आधार पर, विभिन्न स्तर का बल प्रदान करता है। विशेष रूप से, हाइड्रोलिक प्रेस ब्रेक अक्सर सीएनसी सिस्टम से सुसज्जित होते हैं, जो सटीक झुकने के संचालन की अनुमति देते हैं। वे विशेष रूप से औद्योगिक अनुप्रयोगों में उच्च सटीकता के साथ जटिल शीट धातु कार्य करने के लिए लोकप्रिय हैं।
1.वी-झुकना
शीट मेटल बेंडिंग में वी-बेंडिंग सबसे आम तरीका है। इस प्रक्रिया में, एक पंच शीट धातु को डाई में वी-आकार के खांचे में दबाता है, जिससे विभिन्न मोड़ कोणों की अनुमति मिलती है। मोड़ कोण को पंच की गहराई को नियंत्रित करके समायोजित किया जाता है। वी-बेंडिंग को तीन उपश्रेणियों में विभाजित किया जा सकता है: एयर बेंडिंग, बॉटमिंग और कॉइनिंग।
इनमें से, एयर बेंडिंग और बॉटमिंग शीट मेटल बेंडिंग ऑपरेशनों के बहुमत के लिए जिम्मेदार है, जबकि सिक्के का उपयोग कम बार किया जाता है, आमतौर पर असाधारण उच्च परिशुद्धता और न्यूनतम स्प्रिंगबैक की आवश्यकता वाले अनुप्रयोगों के लिए आरक्षित होता है।
हवा में झुकना
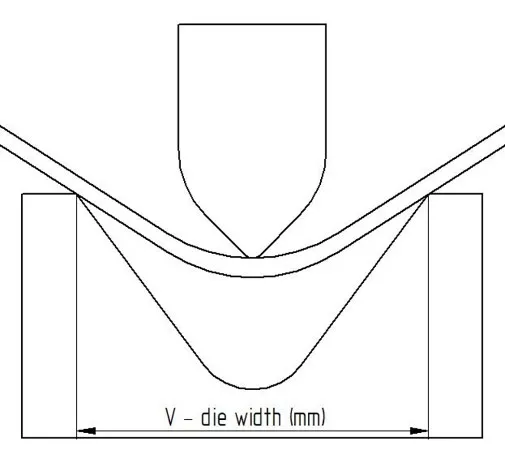
एयर बेंडिंग, या आंशिक बेंडिंग, शीट धातु को वांछित कोण में मोड़ने के लिए एक पंच का उपयोग करता है, धातु पूरी तरह से डाई के निचले भाग से संपर्क किए बिना। इसके बजाय, शीट के नीचे एक छोटा सा वायु अंतर बना रहता है, जिससे मोड़ कोण पर अधिक नियंत्रण की अनुमति मिलती है। उदाहरण के लिए, 90° डाई और पंच के साथ, एयर बेंडिंग आपको 90 और 180 डिग्री के बीच कहीं भी परिणाम प्राप्त करने में सक्षम बनाता है।
इस विधि में कम बल की आवश्यकता होती है और उच्च लचीलापन प्रदान करता है, क्योंकि एक ही टूलींग का उपयोग करके विभिन्न मोड़ कोण प्राप्त किए जा सकते हैं। इसके अलावा, यह धातु को झुकते समय थोड़ा फैलने की अनुमति देता है, जिससे टूटने का खतरा कम हो जाता है और परिणामस्वरूप अधिक आसानी से झुकता है।
तली लगाना
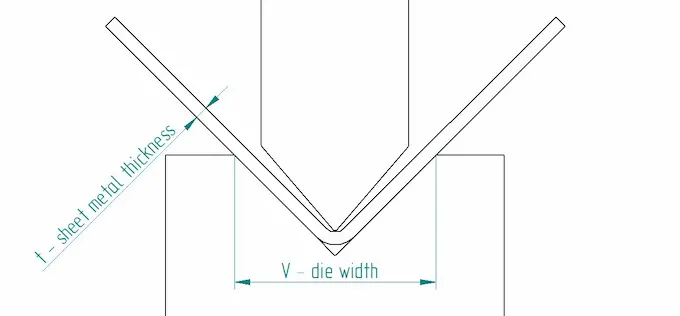
जैसा कि 'बॉटमिंग' (या 'बॉटम बेंडिंग') नाम से पता चलता है, पंच धातु की शीट को वी-डाई के निचले हिस्से में मजबूती से दबाता है, जिससे डाई की सतह के साथ कड़ा संपर्क सुनिश्चित होता है। हवा में झुकने की तुलना में, शीट धातु को पूरी तरह से डाई में दबाने के लिए बॉटमिंग को अधिक बल की आवश्यकता होती है। यद्यपि यह प्रक्रिया विरूपण या दरार के जोखिम को बढ़ा सकती है, यह न्यूनतम स्प्रिंगबैक के साथ सटीक मोड़ प्राप्त करने के लिए आदर्श है, विशेष रूप से उन सामग्रियों के लिए जो उच्च तनाव का सामना कर सकते हैं और जब बहुत तेज मोड़ बनाते हैं।
गढ़ने
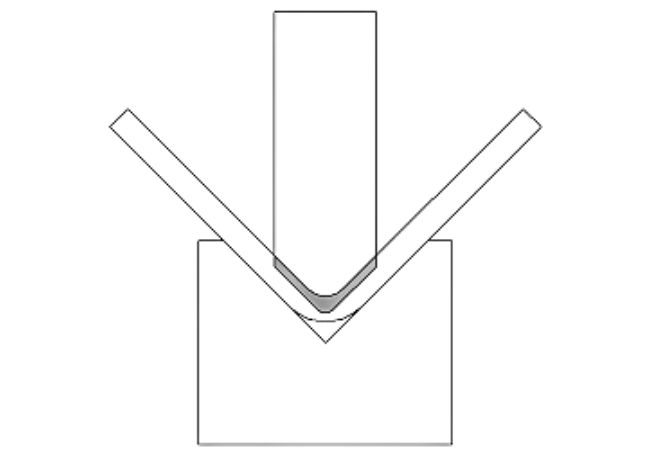
सिक्का निर्माण का नाम सिक्का उत्पादन से लिया गया है, जिसमें स्थिरता सुनिश्चित करने के लिए अत्यधिक उच्च परिशुद्धता की आवश्यकता होती है। झुकने में, सिक्का बनाने से काफी अधिक दबाव लागू करके समान रूप से सटीक परिणाम प्राप्त होते हैं - आमतौर पर मानक झुकने की प्रक्रियाओं की तुलना में 5 से 10 गुना अधिक। यह उच्च दबाव शीट धातु को डाई में धकेल देता है, जिससे प्लास्टिक विरूपण होता है और सटीक आकार और कोण बनता है। अन्य झुकने के तरीकों की तुलना में, सिक्का गढ़ने के लिए अधिक बल की आवश्यकता होती है, लेकिन यह बेहतर सटीकता प्रदान करता है और वस्तुतः स्प्रिंगबैक को समाप्त कर देता है।
2.यू-झुकना
यू-बेंडिंग वी-बेंडिंग के समान सिद्धांत पर काम करता है, क्योंकि दोनों प्रक्रियाएं एक पंच के माध्यम से दबाव लागू करती हैं और शीट धातु को प्लास्टिक रूप से विकृत करने के लिए मर जाती हैं। मुख्य अंतर यह है कि यू-बेंडिंग में, पंच और डाई यू-आकार के होते हैं, जिससे यू-आकार के चैनल और प्रोफाइल बनाने की अनुमति मिलती है। हालांकि यह विधि सीधी है, बड़े पैमाने पर उत्पादन में, समान आकार बनाने में अधिक लचीलेपन और गति के कारण रोल बनाने जैसी अधिक कुशल तकनीकों को अक्सर पसंद किया जाता है।
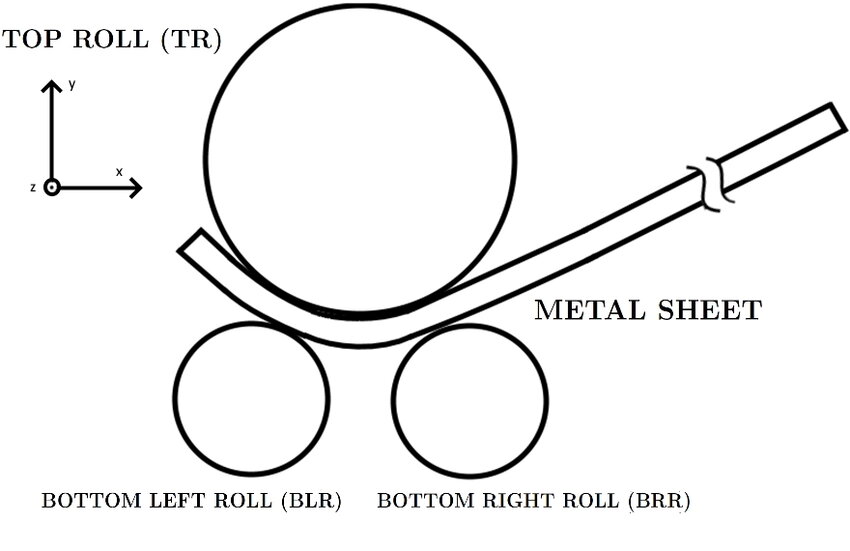
3.रोल झुकना
रोल बेंडिंग एक सतत झुकने की प्रक्रिया है जो शीट धातु को धीरे-धीरे घुमावदार आकार में मोड़ने के लिए रोलर्स की एक श्रृंखला का उपयोग करती है। मोड़ त्रिज्या और कोण को नियंत्रित करने के लिए रोलर्स की दूरी और दबाव को समायोजित किया जा सकता है। यह विधि विशेष रूप से बड़े-त्रिज्या मोड़ और लंबे, निरंतर वक्र बनाने के लिए उपयुक्त है, जो आमतौर पर बड़े संरचनात्मक घटकों के उत्पादन के लिए निर्माण, मोटर वाहन और ऊर्जा जैसे उद्योगों में आवश्यक होती है।
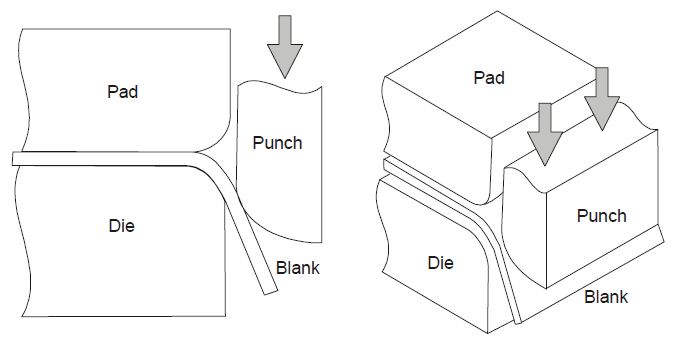
4. झुककर पोंछें
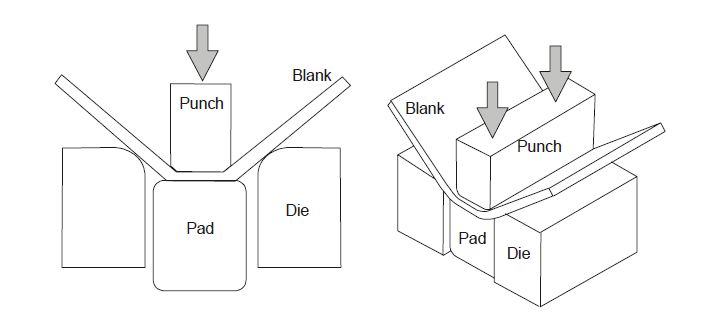
वाइप बेंडिंग में, शीट मेटल को एक प्रेशर पैड द्वारा वाइप डाई के विरुद्ध सुरक्षित रूप से रखा जाता है। फिर एक मुक्का (आमतौर पर एक सीधा मुक्का) डाई और प्रेशर पैड से आगे तक फैले शीट के हिस्से पर दबाव डालता है, जिससे वह डाई के किनारे पर झुक जाता है। वाइप बेंडिंग अपेक्षाकृत सरल है और न्यूनतम विरूपण के साथ सटीक मोड़ प्राप्त करने में सक्षम है। इसका उपयोग आमतौर पर उच्च मात्रा वाले उत्पादन अनुप्रयोगों में किया जाता है जहां किनारों को सटीक रूप से मोड़ने की आवश्यकता होती है।
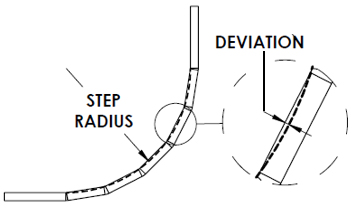
5. कदम झुकना
स्टेप बेंडिंग, जिसे बम्प बेंडिंग के रूप में भी जाना जाता है, अनिवार्य रूप से दोहरावदार वी-बेंडिंग है। यह विधि क्रमिक रूप से कई छोटे वी-बेंड निष्पादित करके बड़े-त्रिज्या मोड़ या जटिल वक्र बनाती है। जितना अधिक मोड़ लगाया जाएगा, वक्र उतना ही चिकना होगा, तेज किनारों और अनियमितताओं को कम किया जाएगा। स्टेप बेंडिंग का व्यापक रूप से उन अनुप्रयोगों में उपयोग किया जाता है जिनके लिए बड़े-त्रिज्या मोड़ की आवश्यकता होती है, जैसे शंक्वाकार हॉपर और स्नोप्लो। इसे विशिष्ट प्रेस ब्रेक जैसे मानक उपकरणों के साथ किया जा सकता है, जिससे उपकरण सेटअप सरल हो जाता है और लागत कम हो जाती है, विशेष रूप से छोटे बैच के उत्पादन के लिए।
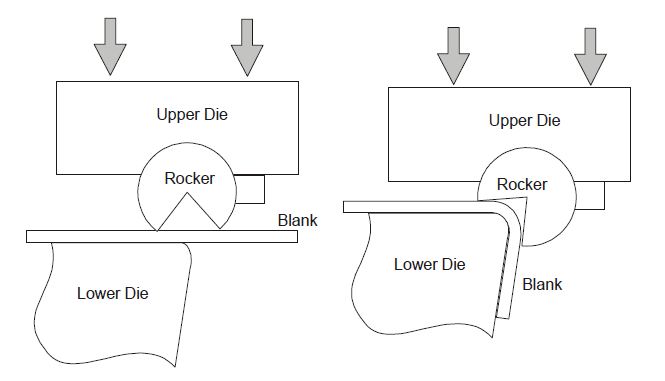
6.रोटरी झुकना
रोटरी झुकने की प्रक्रिया में, शीट धातु या ट्यूबिंग को सुरक्षित रूप से एक डाई से जकड़ दिया जाता है, और एक झुकने वाला उपकरण (आमतौर पर एक झुकने वाली भुजा) सामग्री को वांछित कोण पर मोड़ने के लिए निश्चित डाई के चारों ओर घूमता है। यह विधि बेहतर नियंत्रण प्रदान करती है, सतह पर खरोंच को कम करती है। और भौतिक तनाव को कम करना।
विशेष रूप से, जब रोटरी झुकने में पतली दीवार वाली ट्यूबिंग या झुर्रियों के लिए अतिसंवेदनशील सामग्री शामिल होती है, तो रोटरी ड्रॉ झुकने की तकनीक को अक्सर नियोजित किया जाता है, जिसमें एक आंतरिक सहायक खराद का धुरा शामिल होता है। यह मेन्ड्रेल मोड़ के अंदर झुर्रियों को रोकता है और उच्च गुणवत्ता वाले परिणाम सुनिश्चित करता है। यह अन्य झुकने के तरीकों की तुलना में रोटरी ड्रा झुकने की प्रक्रिया के प्रमुख लाभों में से एक है।
शीट मेटल बेंडिंग के लिए डिज़ाइन संबंधी विचार
शीट मेटल बेंडिंग के लिए डिजाइनिंग में यह सुनिश्चित करने के लिए कई महत्वपूर्ण विचार शामिल हैं कि अंतिम उत्पाद कार्यात्मक और सौंदर्य दोनों आवश्यकताओं को पूरा करता है। यहां विचार करने योग्य प्राथमिक कारक हैं:
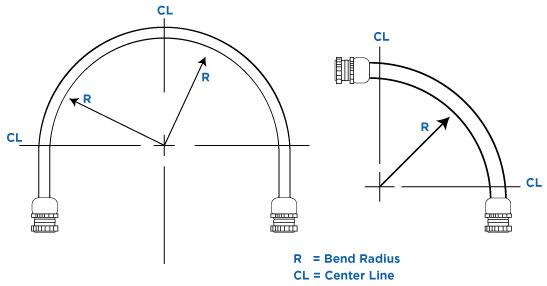
1. मोड़ त्रिज्या
कोई भी धातु जो मुड़ी हुई है उसकी मोड़ के साथ एक त्रिज्या होगी। मोड़ त्रिज्या मोड़ के भीतरी किनारे की वक्रता को मापता है। शीट धातु की मोड़ त्रिज्या विभिन्न झुकने वाली सामग्रियों, उपकरण ज्यामिति और सामग्री स्थितियों के साथ भिन्न होती है।
यदि मोड़ त्रिज्या बहुत छोटा है, तो इससे सामग्री में दरार या स्थायी विरूपण हो सकता है। एक सामान्य दिशानिर्देश यह सुनिश्चित करना है कि मोड़ त्रिज्या कम से कम सामग्री की मोटाई के बराबर या उससे अधिक हो। इसके अतिरिक्त, किसी विशिष्ट हिस्से पर सभी मोड़ों के लिए एक सुसंगत मोड़ त्रिज्या का उपयोग करना अच्छा अभ्यास है, क्योंकि यह उपकरण सेटअप को सरल बनाता है और लागत कम करता है।
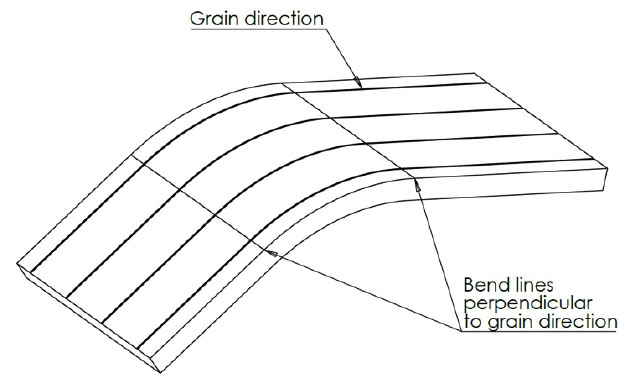
2. मोड़ की दिशा और अभिविन्यास
शीट धातु को मोड़ने के लिए डिज़ाइन करते समय, इस पर सावधानीपूर्वक विचार किया जाना चाहिए कि झुकने की दिशा सामग्री के दाने (या फाइबर) की दिशा के सापेक्ष कैसे है। दाने के समानांतर झुकने से दरार पड़ने का खतरा बढ़ जाता है, क्योंकि सामग्री की दाने की संरचना अलग होने की अधिक संभावना होती है। तनाव में. इसके विपरीत, अनाज के लंबवत झुकने से लचीलेपन में सुधार होता है और फ्रैक्चर की संभावना कम हो जाती है। इसके अतिरिक्त, सामग्री की कर्तन (या काटने) की दिशा के साथ झुकने की दिशा को संरेखित करने से काटने की प्रक्रिया के दौरान पेश किए गए किसी भी दोष या सूक्ष्म दरार के प्रसार को कम करने में मदद मिलती है, जिससे बेहतर संरचनात्मक अखंडता सुनिश्चित होती है।
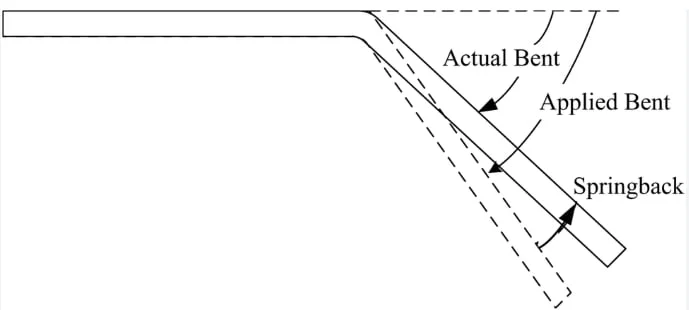
3.स्प्रिंगबैक झुकना
स्प्रिंगबैक झुकना शीट धातु निर्माण की एक घटना है जहां झुकने की प्रक्रिया पूरी होने के बाद सामग्री आंशिक रूप से अपने मूल आकार में लौट आती है। ऐसा मुख्य रूप से इसलिए होता है क्योंकि झुकने के दौरान सामग्री लोचदार ऊर्जा संग्रहीत करती है। झुकने वाले बल को हटा दिए जाने के बाद, धातु का संपीड़ित आंतरिक भाग और फैला हुआ बाहरी भाग संतुलन में लौटने की कोशिश करता है, जिसके परिणामस्वरूप स्प्रिंगबैक होता है। स्प्रिंगबैक की मात्रा मुख्य रूप से कई कारकों पर निर्भर करती है:
सम्पीडक क्षमता: Materials with a higher tensile strength typically exhibit more springback.
मुड़ी हुई बहिः प्रकोष्ठिका: Smaller bend radii generally lead to less springback, while larger radii cause more.
डाई खोलने की चौड़ाई: Wider die openings result in more springback due to reduced material constraint.
द्रव्य का गाढ़ापन: When the bend radius is large relative to material thickness, springback increases.
सामग्री प्रकार: Different materials, such as aluminum, steel, and stainless steel, have varying elastic moduli. Higher elastic modulus leads to more significant springback.
स्प्रिंगबैक को प्रभावी ढंग से संबोधित करने और यह सुनिश्चित करने के लिए कि मुड़े हुए हिस्से डिज़ाइन विनिर्देशों को पूरा करते हैं, कई क्षतिपूर्ति रणनीतियों को नियोजित किया जा सकता है। डिजाइन चरण के दौरान, उपयुक्त सामग्रियों का चयन, डाई डिजाइन का अनुकूलन, और परिमित तत्व विश्लेषण (एफईए) का उपयोग उत्पादन अनिश्चितताओं को कम करने और विनिर्माण के लिए एक ठोस आधार बनाने में मदद कर सकता है। उत्पादन के दौरान, ओवरबेंडिंग, सीएनसी स्वचालित मुआवजा, और डबल-हिट बेंडिंग अंतिम उत्पाद सटीकता सुनिश्चित करने के लिए वास्तविक समय समायोजन प्रदान कर सकते हैं।
4. मोड़ से छेद की दूरी
मोड़ के बहुत करीब छेद रखने से झुकने की प्रक्रिया के दौरान सामग्री विरूपण या फटने का कारण बन सकती है। एक सामान्य नियम के रूप में, छेद, स्लॉट और कटआउट जैसी सुविधाओं को मोड़ किनारे से सामग्री की मोटाई से कम से कम तीन गुना दूर रखा जाना चाहिए।
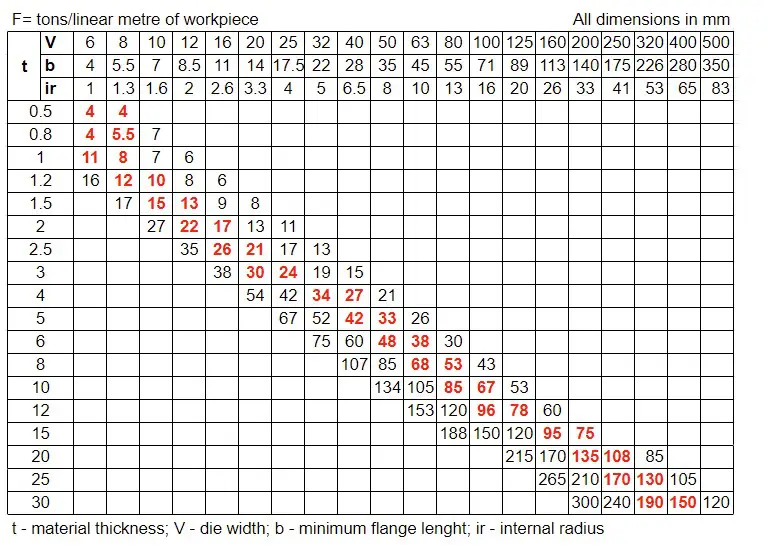
5.न्यूनतम निकला हुआ किनारा लंबाई
यदि निकला हुआ किनारा बहुत छोटा है, तो यह झुकने के दौरान डाई के साथ ठीक से संलग्न नहीं हो सकता है, जिससे संभावित रूप से गलत मोड़ या सामग्री विरूपण हो सकता है। आमतौर पर, निकला हुआ किनारा की लंबाई सामग्री की मोटाई से कम से कम चार गुना होनी चाहिए, लेकिन यह विशिष्ट डाई चौड़ाई और सामग्री गुणों के आधार पर भिन्न हो सकती है। समस्याओं से बचने के लिए, सामग्री की मोटाई और डाई सेटअप के आधार पर उचित निकला हुआ किनारा लंबाई का चयन करने के लिए झुकने वाले बल चार्ट से परामर्श लें।
6. मुआवज़ा बनाना
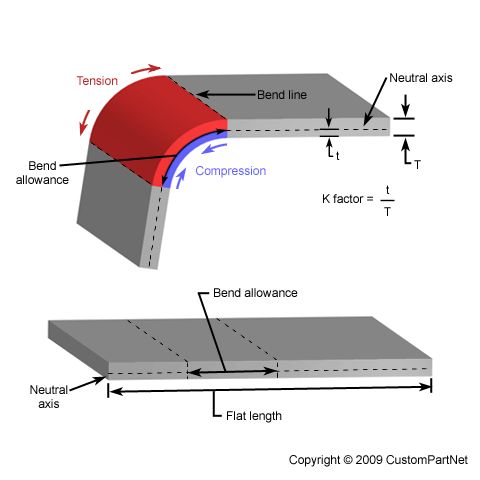
मुआवज़ा बनाना एक महत्वपूर्ण गणना है जो झुकने की प्रक्रिया के दौरान धातु के विरूपण का हिसाब रखती है। इसे सीधे शब्दों में कहें तो, मुआवजे का गठन प्रारंभिक डिजाइन चरण के दौरान फ्लैट पैटर्न की लंबाई - झुकने से पहले धातु शीट के फ्लैट आकार की सटीक भविष्यवाणी करने में सहायता करता है। यह सुनिश्चित करता है कि मुड़े हुए धातु वाले हिस्से का आकार और आयाम सही होगा। इस मुआवज़े को प्राप्त करने में दो प्रमुख पैरामीटर हैं के-फैक्टर और बेंड अलाउंस।
कश्मीर फैक्टर
के-फैक्टर एक अनुपात है जो सामग्री की मोटाई के भीतर तटस्थ अक्ष के स्थान का प्रतिनिधित्व करता है। तटस्थ अक्ष सामग्री की वह परत है जो झुकने के दौरान न तो खिंचती है और न ही संकुचित होती है।
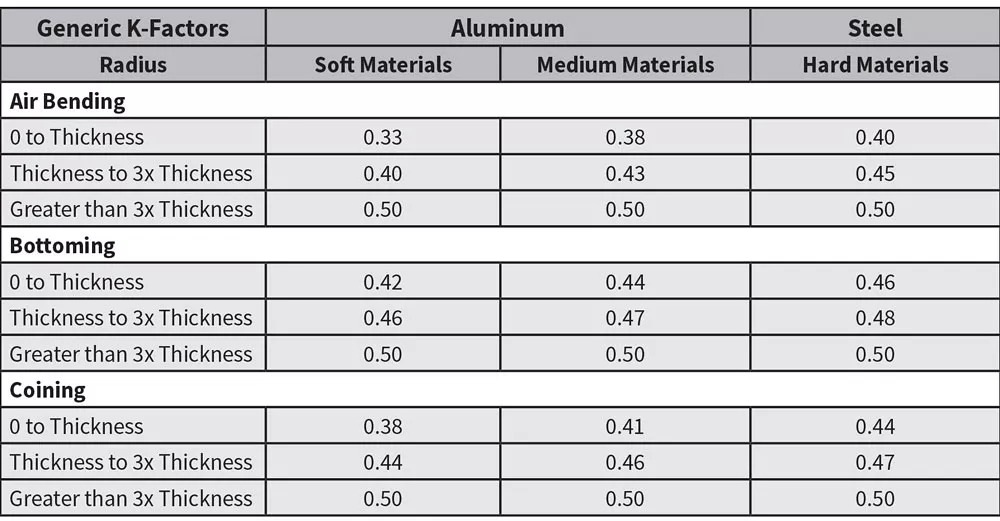
के-फैक्टर झुकने के लिए आवश्यक सामग्री की मात्रा का अनुमान लगाने में मदद करता है और सटीक मोड़ भत्ता गणना के लिए महत्वपूर्ण है। आमतौर पर, के-फैक्टर 0.3 से 0.5 तक होता है, लेकिन यह सामग्री के प्रकार, मोटाई और मोड़ त्रिज्या जैसे कारकों के आधार पर भिन्न हो सकता है।
के-फैक्टर का मूल्य प्राप्त करने का एक तरीका नीचे दिए गए सामान्य के-फैक्टर चार्ट से है, जो मशीनरी की हैंडबुक की जानकारी पर आधारित है, जो विभिन्न अनुप्रयोगों के लिए औसत के-फैक्टर मान प्रदान करता है।
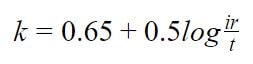
दूसरा तरीका गणना सूत्र का उपयोग करना है:
जहां, k - k-कारक (तटस्थ अक्ष स्थिति को प्रतिबिंबित करने वाला एक स्थिरांक)ir - त्रिज्या के अंदर (मिमी)t - सामग्री की मोटाई (मिमी)
मोड़ भत्ता
बेंड भत्ता मोड़ क्षेत्र में घुमावदार तटस्थ अक्ष की लंबाई है, जिसका उपयोग मोड़ के लिए आवश्यक सामग्री की गणना करने और फ्लैट पैटर्न की लंबाई निर्धारित करने के लिए किया जाता है।
मोड़ भत्ते की गणना में विशिष्ट सूत्रों का उपयोग शामिल है:
0 से 90 डिग्री तक मोड़ के लिए:
90 से 165 डिग्री तक मोड़ के लिए:
जहां ß मोड़ कोण (डिग्री में) है।
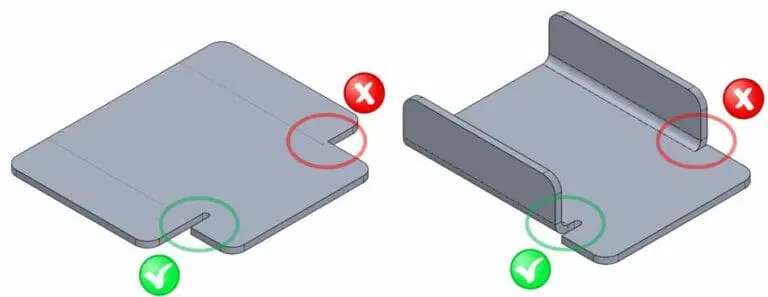
7. मोड़ राहतें
बेंड रिलीफ, झुकने की प्रक्रिया के दौरान फटने, विरूपण या अवांछित विरूपण को रोकने के लिए शीट धातु में मोड़ के किनारों पर लगाए गए छोटे निशान या कटआउट होते हैं। जब शीट मेटल को मोड़ा जाता है, विशेष रूप से कोनों या किनारों के पास, तो सामग्री उच्च तनाव का अनुभव कर सकती है, जिससे दरारें या विकृति हो सकती है। बेंड रिलीफ धातु को अधिक स्वतंत्र रूप से प्रवाहित होने के लिए जगह प्रदान करके इस तनाव को दूर करने में मदद करते हैं।
8.भौतिक गुण और मोटाई
विभिन्न धातुओं में लचीलापन, ताकत और पलटाव व्यवहार सहित अलग-अलग गुण होते हैं। सामग्री की मोटाई के सापेक्ष न्यूनतम मोड़ त्रिज्या, सफल झुकने के लिए महत्वपूर्ण है। इन गुणों को समझने से उचित झुकने की तकनीक का चयन करने और सामग्री की प्रतिक्रिया की भविष्यवाणी करने में मदद मिलती है। उदाहरण के लिए, एल्यूमीनियम जैसी सामग्रियों को पलटाव पर सावधानीपूर्वक ध्यान देने की आवश्यकता होती है, जबकि कठोर धातुएं टूटने से बचाने के लिए झुकने की दिशा को सीमित कर सकती हैं। इस विषय पर हम अगले भाग में विस्तार से बताएंगे।
कौन सी शीट धातु सामग्री झुकने के लिए उपयुक्त हैं?
झुकने के लिए शीट धातु सामग्री की उपयुक्तता काफी हद तक उसके यांत्रिक गुणों, जैसे लचीलापन, ताकत और निर्माण क्षमता, साथ ही सामग्री की मोटाई, झुकने की प्रक्रिया की विशिष्ट आवश्यकताओं और अंतिम-उपयोग अनुप्रयोग पर निर्भर करती है।
खराब लचीलापन या उच्च कठोरता वाली सामग्री, जैसे कि कुछ उच्च शक्ति वाले स्टील और ढली हुई धातुएँ, झुकने के लिए कम उपयुक्त होती हैं और उन्हें विशेष प्रक्रियाओं या अतिरिक्त तैयारी की आवश्यकता हो सकती है। झुकने के लिए उपयुक्त कुछ सामान्य शीट धातु सामग्री में शामिल हैं:
5052 एल्युमीनियम5052 एल्युमीनियम अपनी उत्कृष्ट संरचना और मध्यम ताकत के कारण शीट धातु को मोड़ने के लिए बहुमुखी और आदर्श है। इसकी अच्छी लचीलापन बिना दरार के जटिल आकार बनाने की अनुमति देती है। मिश्र धातु मजबूत संक्षारण प्रतिरोध भी प्रदान करती है, विशेष रूप से समुद्री वातावरण में, जो इसे बाहरी उपयोग के लिए बढ़िया बनाती है। इसकी हल्की प्रकृति अंतिम उत्पाद के वजन को कम करती है, परिवहन में ईंधन दक्षता को बढ़ाती है और स्थापना लागत को कम करती है।
स्टेनलेस स्टीलअपनी स्थायित्व, संक्षारण प्रतिरोध और उच्च शक्ति के लिए प्रसिद्ध, स्टेनलेस स्टील मांग वाले अनुप्रयोगों में शीट धातु को मोड़ने के लिए आदर्श है। यह उच्च तापमान और रसायनों के संपर्क जैसे कठोर वातावरण में अच्छा प्रदर्शन करता है, जिससे यह खाद्य प्रसंस्करण, चिकित्सा उपकरण और वास्तुशिल्प उपयोग के लिए उपयुक्त हो जाता है। यद्यपि इसकी ताकत के कारण इसकी निर्माण क्षमता अन्य धातुओं की तुलना में कुछ कम है, विशिष्ट ग्रेड (जैसे 304 या 316) का चयन करना और गर्मी उपचार का उपयोग करना इसे बढ़ा सकता है। इसकी चिकनी, चमकदार सतह तैयार उत्पादों में सौंदर्य मूल्य भी जोड़ती है।
माइल्ड स्टीलमाइल्ड स्टील, या कम कार्बन स्टील, इसकी उपलब्धता और प्रसंस्करण में आसानी के कारण शीट धातु को मोड़ने के लिए एक लागत प्रभावी विकल्प है। यह अच्छी फॉर्मेबिलिटी प्रदान करता है, जिससे महत्वपूर्ण सख्त हुए बिना विभिन्न आकार बनाने की अनुमति मिलती है। हालांकि इसमें स्टेनलेस स्टील के संक्षारण प्रतिरोध और एल्यूमीनियम के हल्के गुणों का अभाव है, जंग प्रतिरोध को बढ़ाने के लिए हल्के स्टील को लेपित या पेंट किया जा सकता है। इसकी बहुमुखी प्रतिभा और कम लागत इसे ऑटोमोटिव, निर्माण और फर्नीचर निर्माण में लोकप्रिय बनाती है।
गैल्वनाइज्ड स्टीलजस्ती स्टील को संक्षारण प्रतिरोध को बढ़ाने के लिए जस्ता की एक परत के साथ लेपित किया जाता है, जो इसे बाहरी उपयोग के लिए आदर्श बनाता है। यह नियमित स्टील की संरचना और ताकत को बरकरार रखता है, जिससे संरचनात्मक अखंडता से समझौता किए बिना विभिन्न आकारों की अनुमति मिलती है। इसकी स्थायित्व और सामर्थ्य इसे बाड़ लगाने, गटरिंग और अन्य अनुप्रयोगों के लिए एक व्यावहारिक विकल्प बनाती है जहां ताकत, संक्षारण प्रतिरोध और लागत-प्रभावशीलता महत्वपूर्ण है।
एनील्ड मिश्र धातु इस्पातसामग्री को नरम करने, निर्माण क्षमता और लचीलेपन में सुधार करने के लिए एनील्ड मिश्र धातु इस्पात का ताप-उपचार किया जाता है। यह इसे उच्च परिशुद्धता के साथ जटिल झुकने के लिए उपयुक्त बनाता है। यह स्टील की ताकत को बेहतर मशीनेबिलिटी और मोड़ने की क्षमता के साथ जोड़ता है, जिससे यह ताकत और लचीलेपन दोनों की आवश्यकता वाले अनुप्रयोगों के लिए आदर्श बन जाता है। उच्च तनाव और तापमान भिन्नता को झेलने की इसकी क्षमता इसे औद्योगिक सेटिंग्स की मांग के लिए भी उपयुक्त बनाती है।
तांबा और पीतलतांबा और पीतल अलौह धातुएं हैं जो उत्कृष्ट संरचना, संक्षारण प्रतिरोध और सौंदर्य अपील के लिए जाने जाते हैं। तांबा, बिजली और गर्मी का एक बड़ा संवाहक, विद्युत घटकों और हीट एक्सचेंजर्स के लिए आदर्श है। पीतल, तांबे और जस्ता का एक मिश्र धातु, तांबे की लचीलापन और जस्ता की ताकत का संतुलन प्रदान करता है, जिससे अच्छी ताकत बनाए रखते हुए इसे आकार देना आसान हो जाता है। दोनों धातुओं को उच्च चमक के लिए पॉलिश किया जा सकता है और अपने संक्षारण प्रतिरोध और आकर्षक उपस्थिति के कारण निर्माण और वास्तुकला में सजावटी और कार्यात्मक अनुप्रयोगों में लोकप्रिय हैं।
टाइटेनियमटाइटेनियम एक हल्की और मजबूत धातु है जो अपने उत्कृष्ट संक्षारण प्रतिरोध के लिए जानी जाती है, विशेष रूप से समुद्री और एयरोस्पेस अनुप्रयोगों जैसे कठोर वातावरण में। यह अच्छी फॉर्मेबिलिटी प्रदान करता है, हालांकि एल्यूमीनियम की तरह मोड़ना उतना आसान नहीं है, और यह बायोकम्पैटिबल है, जो इसे चिकित्सा प्रत्यारोपण के लिए उपयुक्त बनाता है। टाइटेनियम का उच्च शक्ति-से-वजन अनुपात इसे उन अनुप्रयोगों में मूल्यवान बनाता है जहां वजन में कमी महत्वपूर्ण है।
निष्कर्ष
अन्य शीट मेटल निर्माण प्रक्रियाओं की तुलना में, शीट मेटल बेंडिंग विशिष्ट लाभ प्रदान करती है, जैसे संरचनात्मक ताकत को संरक्षित करना, लागत कम करना और उच्च डिज़ाइन लचीलापन प्रदान करना। यह जोड़ों और वेल्ड की संख्या को भी कम करता है, जो भाग की स्थिरता में सुधार करता है और वेल्डिंग के कारण होने वाले दोष या क्षरण को कम करता है। विचारशील डिजाइन और सीएनसी प्रेस ब्रेक जैसी आधुनिक तकनीकों के साथ, सटीक मोड़ कोण और आकार जल्दी और सटीक रूप से प्राप्त किए जा सकते हैं।
चिग्गो चीन में एक अग्रणी शीट मेटल निर्माण सेवा प्रदाता है। हम विभिन्न उद्योगों की कंपनियों को उच्च गुणवत्ता वाली बेंडिंग सेवाएँ प्रदान करते हैं। हम बड़े पैमाने पर उत्पादन और जटिल भागों के लिए उन्नत सीएनसी मशीनिंग के लिए मुद्रांकन सेवाओं की एक श्रृंखला भी प्रदान करते हैं, यह सुनिश्चित करते हुए कि हम आपकी सभी विनिर्माण आवश्यकताओं को पूरा कर सकते हैं। हम आपके उत्पाद डिज़ाइन पर सहयोग करने और आपकी विशिष्ट आवश्यकताओं के लिए सर्वोत्तम विनिर्माण प्रक्रिया चुनने में आपकी सहायता करने के लिए उत्साहित हैं। आइए आपके दृष्टिकोण को जीवन में लाने के लिए मिलकर काम करें।