3 डी प्रिंटिंग और सीएनसी मशीनिंग सबसे लोकप्रिय में से दो हैं विनिर्माण प्रक्रियाएं आज। दोनों तरीके प्रोटोटाइप के त्वरित उत्पादन को सक्षम करने के लिए डिजिटल नियंत्रण प्रणालियों पर निर्भर हैं और सटीक, अनुकूलित अंत-उपयोग भागों को बनाने के लिए उपयुक्त हैं।
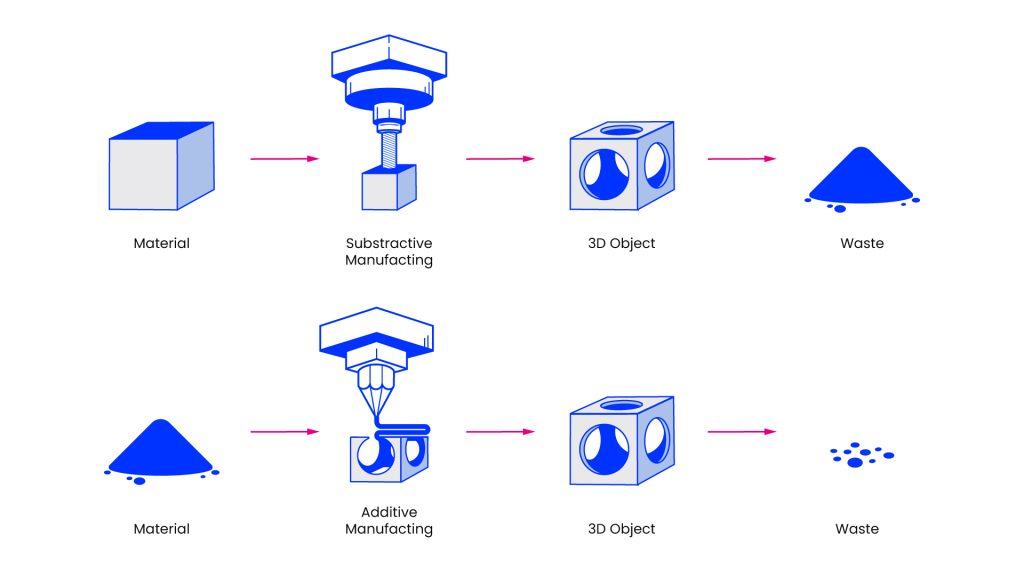
हालांकि, वे लगभग हर तरह से भिन्न होते हैं - जब वे ठोस भागों का उत्पादन करने की बात करते हैं, तो वे प्रत्यक्ष प्रतियोगी भी होते हैं। सबसे बड़ा अंतर यह है कि एक विधि परत द्वारा भागों की परत का निर्माण करती है, जबकि दूसरा सामग्री को हटाकर काम करता है। यदि आप अपने आप को अपने उत्पादों के लिए CNC मशीनिंग और 3D प्रिंटिंग के बीच चयन करने वाले एक चौराहे पर पाते हैं, तो अधिक जानकारी प्राप्त करने के लिए पढ़ें।
3 डी प्रिंटिंग क्या है?
3 डी प्रिंटिंग, जिसे एडिटिव मैन्युफैक्चरिंग के रूप में भी जाना जाता है, एक ऐसी प्रक्रिया है जो एक डिजिटल मॉडल से तीन-आयामी ऑब्जेक्ट्स बनाती है, जो परत द्वारा सामग्री परत जोड़कर। प्रक्रिया एक डिजिटल मॉडल से शुरू होती है, जिसे सीएडी (कंप्यूटर-एडेड डिज़ाइन) सॉफ़्टवेयर का उपयोग करके बनाया जा सकता है, जो 3 डी स्कैनर से प्राप्त होता है, या ऑनलाइन रिपॉजिटरी से डाउनलोड किया जाता है। इसके बाद, मॉडल को स्लाइसिंग सॉफ्टवेयर में आयात किया जाता है, जो इसे कई दो-आयामी क्रॉस-सेक्शनल परतों में विभाजित करता है जो प्रिंटर के लिए एक खाका के रूप में काम करते हैं। स्लाइसिंग सॉफ्टवेयर तब इन परतों को निर्देशों की एक श्रृंखला में परिवर्तित करता है-अक्सर जी-कोड में-जिसे 3 डी प्रिंटर समझ सकता है। इसके अतिरिक्त, यदि मॉडल में ओवरहैंगिंग भाग होते हैं, तो सॉफ्टवेयर उचित मुद्रण सुनिश्चित करने के लिए समर्थन संरचनाएं उत्पन्न कर सकता है। अंत में, प्रिंटर इन निर्देशों का अनुसरण करता है, परत द्वारा सामग्री परत जमा करता है और प्रत्येक नई परत को इसके नीचे एक के नीचे से जोड़ता है, धीरे -धीरे पूरी वस्तु का निर्माण करता है।
3 डी प्रिंटिंग सिस्टम ने 1980 के दशक के उत्तरार्ध में बाजार में प्रवेश करना शुरू कर दिया, जब चक हल ने पहली 3 डी प्रिंटिंग तकनीक, स्टिरोलिथोग्राफी (एसएलए) का आविष्कार किया। नई सामग्रियों और तकनीकी प्रगति में चल रहे शोध के साथ, अधिक 3 डी प्रिंटिंग तकनीक सामने आई हैं। सामान्य प्रकारों में आज शामिल हैं:
एफडीएम (फ्यूज्ड डिपोजिशन मॉडलिंग):Works by heating a thermoplastic filament, extruding it through a nozzle, and depositing it layer by layer. FDM is affordable, easy to use, and accessible for users of all skill levels. It supports large prints with the right machine setup and is suitable for architectural models, industrial design, and large-scale prototypes. However, it does not handle overhangs and fine details well and often requires support structures. FDM parts may have visible layer lines and weaker adhesion along the Z-axis, making them prone to delamination under stress.
SLA (Stereolithography): Uses ultraviolet light to cure successive layers of liquid photopolymer resin. SLA prints have fewer visible layer lines compared to FDM and can produce ultra-smooth surfaces with fine details, making them popular for jewelry, dental models, and intricate prototypes.
DLP (डिजिटल लाइट प्रोसेसिंग):Another resin-based 3D printing method, but instead of a laser, it uses a digital projector to cure an entire layer of resin at once. This makes DLP faster than SLA. DLP parts have sharp edges and crisp details and can be used in similar applications as SLA. However, they may sometimes show visible pixelation and typically have a smaller build area.
एसएलएस (चयनात्मक लेजर सिंटरिंग):Uses a high-powered laser to sinter powdered materials, such as nylon and TPU, layer by layer. The unsintered powder acts as support, enabling interlocking, overhanging and other complex designs that are difficult to produce with other methods. SLS parts have good mechanical strength but tend to have a slightly grainy texture.
DMLS (डायरेक्ट मेटल लेजर सिंटरिंग): An extension of SLS, specifically designed for processing metal powders. It partially melts powder particles to fuse them together at a molecular level, resulting in slightly porous parts that may require post-processing, such as hot isostatic pressing, to achieve full density. Unlike SLS, DMLS needs support structures—which must be manually removed after printing—to counteract thermal stress and warping during the process.
एसएलएम (चयनात्मक लेजर पिघलना):Also uses a high-power laser to produce metal parts, but unlike SLS, SLM fully melts the metal powder, creating 100% dense parts with superior mechanical strength, hardness, and durability, even comparable to cast or forged metal components. It works best with pure metals and select alloys. SLM generates higher thermal stress which can lead to warping and cracking. Stronger support structures are required to reduce these stresses.
CNC मशीनिंग क्या है?
जबकि 3 डी प्रिंटिंग एक अत्याधुनिक एडिटिव मैन्युफैक्चरिंग प्रक्रिया है, सीएनसी मशीनिंग (कंप्यूटर न्यूमेरिकल कंट्रोल मशीनिंग) एक अधिक पारंपरिक, घटाव विनिर्माण तकनीक का प्रतिनिधित्व करता है। प्रारंभिक नेकां (संख्यात्मक नियंत्रण) प्रणालियों से 1950 के दशक में उभरते हुए, सीएनसी मशीनिंग तब से डिजिटल स्वचालन के साथ विकसित हुई है, जो उद्योगों में उच्च-सटीक विनिर्माण को सक्षम करती है।
CNC भाग प्राप्त करने के लिए, आप CAD सॉफ़्टवेयर का उपयोग करके एक डिजिटल मॉडल बनाकर शुरू करते हैं। इस मॉडल को तब सीएएम प्रोग्रामिंग के माध्यम से मशीन-पठनीय जी-कोड में परिवर्तित किया जाता है, जो सटीक आंदोलनों, गति और संचालन को निर्दिष्ट करता है। उसके बाद, वर्कपीस को सीएनसी मशीन पर सुरक्षित रूप से लगाया जाता है, और उपयुक्त कटिंग टूल का चयन और स्थापित किया जाता है। सीएनसी मशीन जी-कोड का अनुसरण करती है: अतिरिक्त सामग्री को हटाने के लिए रफ मशीनिंग के साथ शुरुआत और फिर अंतिम आयामों और सतह खत्म को प्राप्त करने के लिए ठीक मशीनिंग पर आगे बढ़ती है।
विनिर्माण उद्योग में व्यापक रूप से उपयोग किए जाने वाले सीएनसी मशीनिंग के कई सामान्य प्रकार हैं:
सीएनसी मिलिंग: A versatile machining process that uses rotating multi-point cutting tools to remove material from a workpiece. It can create flat surfaces, holes, angled cuts, and cavities with high precision. This process is widely used to manufacture engine components, molds, and structural parts in industries such as aerospace, automotive, and electronics.
सीएनसी मोड़: Uses a single-point cutting tool to remove material from a rotational workpiece for creating cylindrical or conical shapes. It is highly effective in producing symmetrical parts like shafts, bolts, and bushings. This method is commonly applied in the production of automotive components, hydraulic fittings, and precision mechanical parts.
WEDM (वायर इलेक्ट्रिकल डिस्चार्ज मशीनिंग): A non-contact process that uses a thin, electrically charged wire to cut through conductive materials with extreme precision. It can shape hard materials, intricate geometries and fine details with minimal mechanical stress. WEDM is widely used in tool making, aerospace components, and medical device manufacturing.
3 डी प्रिंटिंग बनाम सीएनसी मशीनिंग का चयन करें
दोनों प्रौद्योगिकियां अद्वितीय लाभ प्रदान करती हैं- सीएनसी मशीनिंग उच्च परिशुद्धता और भौतिक बहुमुखी प्रतिभा प्रदान करती है, जबकि 3 डी प्रिंटिंग को जटिल ज्यामितीय और तेजी से प्रोटोटाइप बनाने के लिए पसंद किया जाता है। उनके बीच की पसंद विभिन्न कारकों पर निर्भर करती है, जिसमें सामग्री आवश्यकताओं, डिजाइन जटिलता, उत्पादन की गति और बजट विचार शामिल हैं।
त्वरित संदर्भ तालिका
नीचे दी गई त्वरित चेक तालिका आपको यह निर्धारित करने में मदद करने के लिए एक संक्षिप्त तुलना प्रदान करती है कि कौन सी प्रक्रिया आपकी आवश्यकताओं को पूरा करती है, या यदि दोनों का संयोजन इष्टतम परिणाम उत्पन्न कर सकता है।
कारकों
3 डी मुद्रण
सीएनसी मशीनिंग
सामग्री चयन
▪ Limited but expending options ▪ Flexible materials and superalloy
▪Wide range , including metals, plastics, wood, and composites
डिजाइन जटिलता
▪Can achieve highly complex geometries, including lattice structures and organic shapes
▪ Can produce parts with relatively complex features, such as threaded holes, sharp edges, and curves ▪ Limited by tool accessibility, tool path and type, axis-defined minimum radii, and the need for repositioning during the process
शुद्धता
▪Moderate precision, typically ±0.1 mm, though high-end printers can achieve tighter tolerances
▪ High precision, often ±0.005 mm or better, depending on material and machine ▪ Excellent repeatability
सतह खत्म
▪ Requires post-processing (e.g. sanding, painting) for a smooth finish ▪ Some 3D printing processes produce surfaces that are grained, rough, and stepped, or features that may appear blurred
▪Smooth finish with little to no post-processing (typical 125 Ra finish as machined)
बड़े भाग का आकार
▪ Up to 914 x 610 x 914 mm (e.g. FDM) ▪ Ideal for smaller prototypes or assemblies
▪ Up to 2000 x 800 x1000 mm ▪ Suitable for industrial housings and large-scale prototypes
ताकत
▪ In FDM, layer adhesion and print orientation reduce the strength of parts ▪ Metal 3D printed parts in SLM and DMLS offer strength comparable to or even better than traditionally machined parts, especially when heat-treated or made with specific alloys
▪ The internal structure of parts is continuous, and their strength usually remains at 100% of the native material ▪ Some high-strength alloys may be impossible or difficult to process with extreme precision
स्थापित करना
▪Minimal setup, require only a digital file and slicer software
▪ Need workpiece fixation, tool selection, and machine calibration ▪ G-code programming,toolpath generation, and potential part repositioning
निर्माण की गति
▪ Low setup time, but build time can take hours ▪ Quicker for small batches and complex designs ▪ Ideal for design validation, rapid prototyping, and test fits
▪ Can take ages to set up and program, but cutting can be very fast ▪ Fast for bulk production
लागत
▪ Cost-effective for small series or custom one-offs ▪ Slight variations in your product’s size can significantly increase your 3D printing manufacturing costs
▪ More economical for high-volume production ▪ More material waste
अगला, हम यह निर्धारित कर सकते हैं कि क्या आपको सीएनसी मशीनिंग, 3 डी प्रिंटिंग, या दोनों को अपनी परियोजना के लिए प्रश्नों की निम्न श्रृंखला पूछकर चुनना चाहिए।
3 डी प्रिंटिंग बनाम सीएनसी मशीनिंग: आप किस सामग्री का उपयोग करने की योजना बनाते हैं?
3 डी प्रिंटिंग और सीएनसी मशीनिंग दोनों धातुओं और प्लास्टिक के साथ काम करते हैं। CNC मशीनिंग में एक व्यापक सामग्री अनुकूलन क्षमता है। इसका उपयोग मुख्य रूप से धातु से भागों का उत्पादन करने के लिए किया जाता है, हालांकि प्लास्टिक तेजी से लोकप्रिय हो गया है। आप जंगल, कंपोजिट, यहां तक कि फोम और मोम से भागों के निर्माण के लिए सीएनसी प्रक्रिया का उपयोग भी कर सकते हैं।
3 डी प्रिंटिंग मुख्य रूप से थर्माप्लास्टिक, रेजिन और कुछ धातु पाउडर के साथ काम करती है। हालाँकि, 3 डी-प्रिंटेड मेटल पार्ट्स सस्ते में नहीं आते हैं, हालांकि यह बदल रहा है।
यह ध्यान देने योग्य है कि टीपीयू और सिलिकॉन जैसी बहुत नरम, लचीली सामग्री कटिंग बलों के तहत विकृत हो जाती है, जिससे सटीक मशीनिंग मुश्किल हो जाती है। इसी तरह, कुछ सुपरलॉय अपनी उच्च ताकत, काम सख्त और गर्मी प्रतिरोध के कारण मशीन के लिए चुनौतीपूर्ण हैं। इन सामग्रियों के लिए, 3 डी प्रिंटिंग एक बेहतर विकल्प हो सकता है।
3 डी प्रिंटिंग बनाम सीएनसी मशीनिंग: जटिल भागों के लिए कौन सा बेहतर है?
यद्यपि 5-अक्ष या अधिक उन्नत मशीनें बहुत जटिल ज्यामिति को संभाल सकती हैं, फिर भी छिपी हुई सुविधाओं और अंडरकट बनाने के लिए यह मुश्किल (या असंभव) हो सकता है, क्योंकि उपकरण भाग की सभी सतहों तक नहीं पहुंच सकते हैं। कटिंग टूल की ज्यामिति भी पूरी तरह से चौकोर कोनों को मशीन करने की क्षमता को सीमित करती है। इसके अतिरिक्त, कस्टम जुड़नार या जिग्स अक्सर मांग की जाती हैं, जो एक महत्वपूर्ण सीमा हो सकती है।
3 डी प्रिंटर सीएनसी मशीनिंग में इन ज्यामिति चुनौतियों को समाप्त करते हैं। वे सापेक्ष आसानी के साथ अत्यधिक जटिल ज्यामितीय का उत्पादन कर सकते हैं। जबकि एसएलएम जैसी प्रक्रियाओं के लिए समर्थन संरचनाओं की आवश्यकता हो सकती है, अतिरिक्त पोस्ट-प्रोसेसिंग विशाल डिजाइन स्वतंत्रता और जटिलता को कम नहीं करता है जो 3 डी प्रिंटिंग प्रदान करता है।
क्या 3 डी प्रिंटिंग या सीएनसी मशीनिंग बेहतर आयामी सटीकता प्रदान करता है?
3 डी प्रिंटिंग आम तौर पर सामग्री संकोचन और मुद्रण प्रक्रिया की संकल्प सीमाओं जैसे कारकों के कारण सीएनसी मशीनिंग की तुलना में कम सटीक है। उदाहरण के लिए, एसएलए जैसी सटीक 3 डी प्रिंटिंग प्रौद्योगिकियां आमतौर पर मानक परिस्थितियों में लगभग ± 0.1 मिमी की सहिष्णुता प्राप्त करती हैं। इसके विपरीत, प्रिसिजन सीएनसी मशीनें ± 0.025 मिमी (0.001 ″) या इससे भी बेहतर के रूप में तंग के रूप में सहिष्णुता को पकड़ सकती हैं।
जब यह 3 डी प्रिंटिंग की बात आती है-यहां तक कि एसएलए या डीएलपी जैसे उच्च-सटीक तरीके भी-अभी भी सीएनसी मशीनिंग से पीछे हैं। सीएनसी मशीनें अपने कठोर यांत्रिक सेटअप, सटीक नियंत्रण प्रणालियों और घटाव प्रक्रिया की एकरूपता के कारण बेहतर स्थिरता प्रदान करती हैं। इसके विपरीत, 3 डी प्रिंटिंग सामग्री संकोचन, परत आसंजन और पर्यावरणीय कारकों के कारण परिवर्तनशीलता के लिए अधिक अतिसंवेदनशील है।
3 डी प्रिंटिंग और सीएनसी मशीनिंग के बीच सतह की तुलना कैसे होती है?
एसएलए जैसे 3 डी प्रिंटर ठीक, चिकनी और बनावट वाली परतों के साथ भागों का उत्पादन कर सकते हैं, लेकिन सीएनसी मशीनिंग, सही उपकरणों के साथ, यहां तक कि चिकनी सतहों को भी प्राप्त कर सकते हैं।
दोनों तरीकों को विभिन्न प्रकार के सरफेस फिनिशिंग विकल्प भागों के कार्यात्मक और कॉस्मेटिक गुणों में सुधार करने के लिए आगे बढ़ाया जा सकता है। उदाहरण के लिए, CNC मशीनीकृत भाग anodized , पाउडर-कोटेड, बीड-ब्लास्ट, और पासवेट किया जा सकता है। इसी तरह, 3 डी प्रिंटेड भागों के लिए सतह परिष्करण विकल्पों में चढ़ाना , बीड ब्लास्टिंग, पॉलिशिंग और गर्मी उपचार शामिल हैं।
आप कितने भागों का निर्माण कर रहे हैं और एक प्राथमिक चिंता का खर्च है?
विशिष्ट ज्यामितीय (जो कि सीएनसी के साथ अपेक्षाकृत आसानी से प्राप्त किया जा सकता है) वाले भागों के लिए, विकल्प सामग्री और भागों की मात्रा दोनों पर निर्भर करता है।
प्लास्टिक भागों के लिए :
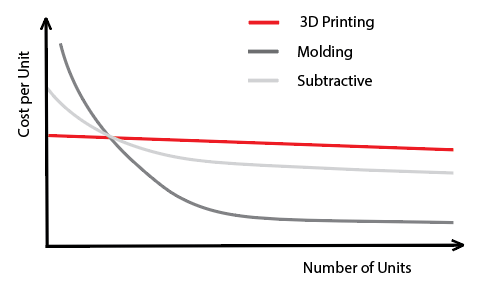
यदि आप भागों की कम मात्रा (1-10 यूनिट) का उत्पादन कर रहे हैं, तो इसकी न्यूनतम सेटअप आवश्यकताओं के कारण 3 डी प्रिंटिंग आपका सबसे अच्छा विकल्प है।
मध्यम संस्करणों (10-100 इकाइयों) के साथ काम करते समय, 3 डी प्रिंटिंग अभी भी एक अच्छा विकल्प है, लेकिन आप सीएनसी मशीनिंग पर भी विचार करना चाह सकते हैं।
जैसे-जैसे वॉल्यूम बढ़ता है (100-1000 यूनिट), सीएनसी मशीनिंग परिशोधन सेटअप लागत के कारण अधिक कुशल हो जाता है, और इंजेक्शन मोल्डिंग भी कुछ डिजाइनों के लिए एक विकल्प हो सकता है।
बहुत बड़े संस्करणों (1000+ इकाइयों) के लिए, इंजेक्शन मोल्डिंग आमतौर पर 3 डी प्रिंटिंग या सीएनसी का उपयोग करने के बजाय प्लास्टिक भागों के लिए सबसे अच्छा विकल्प बन जाता है।
धातु भागों के लिए , स्थिति काफी अलग है:
जब कम से मध्यम संस्करणों (1-100 यूनिट) का उत्पादन होता है, तो सीएनसी मशीनिंग को अक्सर पसंद किया जाता है, क्योंकि धातु 3 डी प्रिंटिंग काफी महंगी हो सकती है।
उच्च मात्रा (100-1000 इकाइयों) के लिए, सीएनसी मशीनिंग सबसे आम विधि है, लेकिन निवेश कास्टिंग भी एक विकल्प हो सकता है
बड़े संस्करणों (1000+ इकाइयों) के लिए, निवेश या डाई कास्टिंग आमतौर पर सबसे अच्छा विकल्प है।
3 डी प्रिंटिंग और सीएनसी मशीनिंग के बीच चयन के लिए शिकागो के शीर्ष युक्तियाँ
अपने कस्टम भागों के लिए सही विनिर्माण तकनीक का चयन करना एक अचूक चुनौती की तरह लग सकता है, लेकिन यह नहीं होना चाहिए। जैसा कि हम हमेशा अपने ग्राहकों को चिग्गो में बताते हैं, कोई भी सही, एक आकार-फिट-सभी निर्माण विधि नहीं है। सबसे अच्छा विकल्प विभिन्न कारकों पर निर्भर करता है। अपने निर्णय को निर्देशित करने में मदद करने के लिए, हमने अंगूठे के कुछ आवश्यक नियमों को एक साथ रखा है:
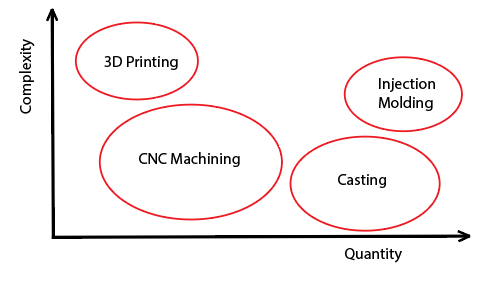
CNC मशीनिंग चुनें if you're producing parts in medium to high quantities with relatively simple geometries.
CNC मशीनिंग चुनें if precision and durability are key, especially for applications requiring long-term reliability, such as aerospace and medical components.
3 डी प्रिंटिंग चुनें for lower quantities of parts or rapid prototypes, particularly if your designs have complex geometries.
When dealing with metal parts, सीएनसी मशीनिंगcan be price-competitive even for low quantities, but geometry limitations still apply.
यदि आप अभी भी अपने हिस्से के लिए सर्वश्रेष्ठ विनिर्माण विधि के बारे में अनिश्चित हैं, तो हमारे इंजीनियरों से संपर्क करें और अपना डिज़ाइन अपलोड करें। Chiggo cnc मशीनिंग और चीन में 3 डी प्रिंटिंग सेवाओं का एक प्रमुख प्रदाता है, यहां आपकी सहायता करने के लिए एक अनुभवी टीम के साथ!