Bei den verschiedenen Arten von Bearbeitungsprozessen wünschen wir uns manchmal eine Bearbeitungsmethode, um einen kontaktfreien Kontakt zwischen Werkzeug und Werkstück zu erreichen. Da denken wir natürlich an die Funkenerosion (EDM).
Der Ursprung des EDM lässt sich bis ins späte 18. Jahrhundert zurückverfolgen. Ein Pionier namens Joseph Priestley, der in seinen Experimenten beobachtete, dass elektrische Entladungen Material von den Elektroden entfernten. Dieses Phänomen wird auch als Elektroerosion bezeichnet. In den 1940er Jahren wurde das Verfahren unabhängig voneinander von zwei Forschern entwickelt: dem sowjetischen Physiker B. R. Lazarenko und dem amerikanischen Ingenieur Harold Stark. Allerdings dauerte es bis in die 1960er Jahre, bis kommerzielle Erodiermaschinen verfügbar wurden, was zu einer weiten Verbreitung des Verfahrens in der Industrie führte.
Diese frühen Maschinen ebneten den Weg für die Entwicklung der elektrischen Drahterosion (Wire EDM) in den späten 1960er und frühen 1970er Jahren, die die Möglichkeiten der Präzisionsbearbeitung weiter revolutionierte. Seitdem hat sich die EDM-Technologie erheblich weiterentwickelt und ist heute eine gängige Methode zur Herstellung komplexer Formen und Merkmale in verschiedenen Branchen, darunter Luft- und Raumfahrt, Automobilindustrie und medizinische Fertigung.
In diesem Artikel befassen wir uns im Detail mit der Drahterodiermaschine und besprechen ihren Funktionsmechanismus, geeignete Materialien und verschiedene Anwendungen. Wir hoffen, dass es Ihnen ein umfassendes Verständnis vermittelt.
Was ist Drahterodieren?
Um das Drahterodieren besser zu verstehen, wollen wir zunächst verdeutlichen, wie sich Elektrizität beim Erodieren entlädt.
Die elektrische Entladungsbearbeitung (EDM) ist ein präziser Bearbeitungsprozess, bei dem elektrische Entladungen/Funken erzeugt werden, um Material von einem Werkstück zu entfernen. Dabei entstehen typischerweise elektrische Funken zwischen zwei Elektroden. Eine der Elektroden ist als Werkzeugelektrode bekannt, die üblicherweise als Werkzeug oder Elektrode bezeichnet wird, während die andere als Werkstückelektrode oder Werkstück bezeichnet wird.
Durch das Anlegen von Hochspannungsimpulsströmen zwischen Elektrode und Werkstück werden Funken oder elektrische Entladungen erzeugt, die dazu führen, dass Material auf der Werkstückoberfläche schmilzt und verdampft, wodurch ein Materialabtrag erreicht wird. Der Abstand zwischen der Elektrode und dem Werkstück wird durch ein adaptives Steuerungssystem reguliert, wodurch ein stabiler Abstand zwischen den Elektroden gewährleistet wird. Dadurch werden konstante und präzise Materialabtragsraten gewährleistet und optimale Bearbeitungsbedingungen aufrechterhalten, auch wenn elektrische Entladungen bis zu Millionen Mal pro Sekunde auftreten.
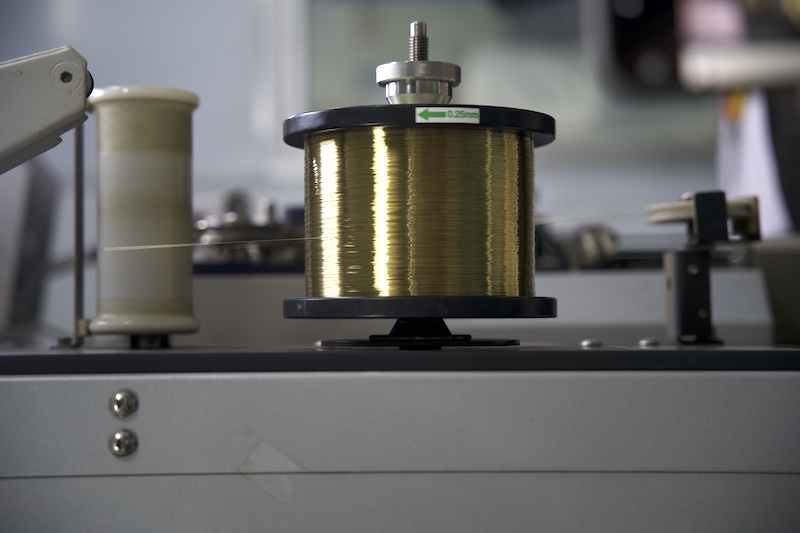
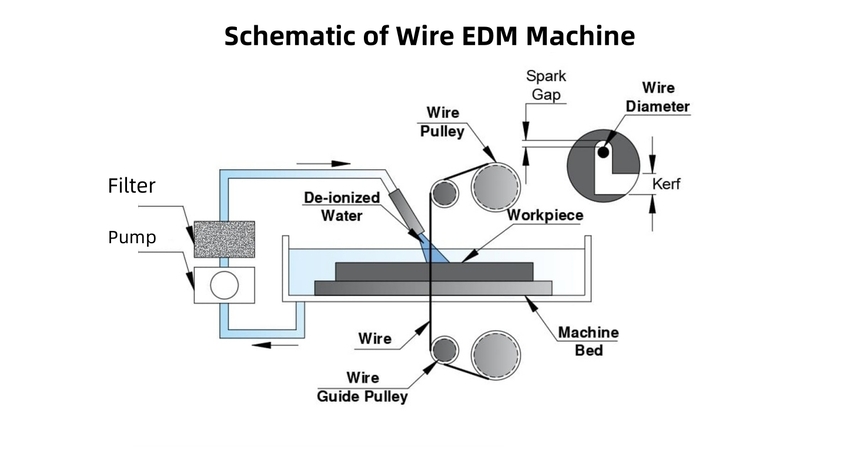
In einer Drahterodiermaschine sind zwei Elektroden der Draht und das Werkstück. Der Draht besteht normalerweise aus Messing oder geschichtetem Kupfer und die Durchmesser liegen typischerweise zwischen 0,1 und 0,3 mm. Es fungiert als CNC-gesteuertes Schneidwerkzeug und kann während des Drahterodier-Schneideprozesses jeglichen mechanischen Kontakt mit dem Werkstück vermeiden.
Kurz gesagt ist Drahterodieren ein berührungsloses subtraktives Herstellungsverfahren, bei dem ein dünner Elektrodendraht mit einer dielektrischen Flüssigkeit verwendet wird, um ein Werkstück, typischerweise ein leitfähiges Material, zu schneiden oder zu formen, indem es einem präzise programmierten Pfad folgt.
Welche Art von Drähten werden in Erodiermaschinen verwendet?
In Erodiermaschinen werden im Folgenden häufig verschiedene Arten von Drähten verwendet.
Messingdrähte
Aufgrund seiner guten elektrischen Leitfähigkeit und relativ geringen Kosten ist Messing das am häufigsten verwendete Drahtmaterial beim Drahterodieren. Es eignet sich für allgemeine Erodierarbeiten und bietet ein ausgewogenes Verhältnis zwischen Kosteneffizienz und Leistung.
Kupferdrähte
Kupferdrähte werden aufgrund ihrer im Vergleich zu Messing überlegenen elektrischen Leitfähigkeit ausgewählt. Sie eignen sich besonders für Präzisionsbearbeitungen und dort, wo höhere Schnittgeschwindigkeiten erforderlich sind. Allerdings ist Kupfer im Allgemeinen teurer als Messing.
Molybdän- und Wolframdrähte
Diese Materialien werden dort eingesetzt, wo höchste Präzision und hervorragende thermische Stabilität erforderlich sind. Sie sind teurer und aufgrund ihrer hohen Schmelzpunkte und mechanischen Festigkeit typischerweise Spezialanwendungen vorbehalten.
Beschichtete Drähte
Bei diesen Drähten handelt es sich typischerweise um Kerndrähte aus Messing oder Kupfer, die mit einem anderen Material wie Zink oder einer Schicht aus diffusionsgeglühtem Kupfer beschichtet sind. Die Beschichtung trägt dazu bei, die Leitfähigkeit und Verschleißfestigkeit des Drahtes zu verbessern, was zu einer besseren Bearbeitungsleistung und einer längeren Werkzeuglebensdauer führt. Beispielsweise sind verzinkte Drähte dafür bekannt, bessere Oberflächengüten und schnellere Schnittgeschwindigkeiten zu erzielen.
Diese Arten von Drähten werden in Erodiermaschinen abhängig von Faktoren wie dem spezifischen zu bearbeitenden Material, der gewünschten Oberflächenbeschaffenheit und dem Präzisionsgrad verwendet. Ganz gleich um welchen Drahttyp es sich handelt, der Draht ist ein Einwegdraht und wird nach einmaligem Gebrauch entsorgt, da er sich während des elektrischen Entladungsprozesses verschlechtert oder kaputt geht. Eine gute Wartung und ein sorgfältiger Umgang mit den Drähten sind wichtig, um den Aufbau zu optimieren, eine unterbrechungsfreie Produktion sicherzustellen und Probleme wie Brüche oder beeinträchtigte Präzision zu minimieren.
Wie funktioniert Drahterodieren?
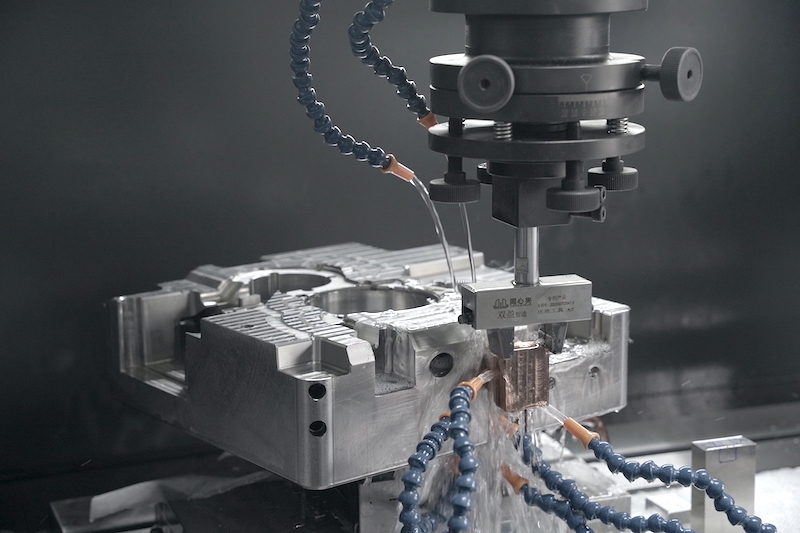
Drahterodieren ist ein präziser Bearbeitungsprozess, der hauptsächlich zum Schneiden komplizierter Konturen oder Hohlräume in verschiedenen hartleitenden Materialien wie Metallen verwendet wird. So funktioniert es:
Da der Draht und das Werkstück in eine dielektrische Flüssigkeit (entionisiertes Wasser oder Öl) getaucht werden, wird der Draht durch Anschließen an die Stromversorgung schnell auf die gewünschte Spannung aufgeladen. Sobald die Spannung den richtigen Wert erreicht, überbrückt ein Funke die Lücke zwischen Draht und Werkstück und schmilzt einen kleinen Teil des Materials.
Es ist wichtig, entweder ein Loch in das Werkstück zu bohren oder von der Kante aus mit dem Schneiden zu beginnen. Innerhalb des Bearbeitungsbereichs erzeugt jede Entladung einen Krater im Werkstück und trifft auf den Draht. Durch die Neigung des Drahtes ist es möglich, Teile mit Verjüngungen oder unterschiedlichen Profilen oben und unten herzustellen.
Dieser Prozess wird in einer dielektrischen Flüssigkeit durchgeführt, um eine Überhitzung zu verhindern und Ablagerungen zu entfernen, die zur Bildung winziger Krater auf der Werkstückoberfläche führen. Wie programmiert werden diese wiederholten Entladungen fortgesetzt, bis die gewünschte Form des Teils erreicht ist.
Vorteile der Drahterodiermaschine
Im Vergleich zu anderen Metallschneideverfahren bietet das Drahterodieren viele Vorteile. Nachfolgend sind die bekanntesten aufgeführt:
Hohe Präzision
Mit der Drahterodiermaschine kann eine extrem hohe Bearbeitungspräzision erreicht werden, die typischerweise eine Positionsgenauigkeit von wenigen Mikrometern erreicht. Spezialisierte Hochpräzisionsmaschinen können eine Genauigkeit von 10 Millionstel Zoll (0,000001 Zoll) erreichen. Es ist üblich, dass geschnittene Teile Toleranzen von nur 0,0001 Zoll einhalten.
Das präzise und genaue Schneiden beim Drahterodieren bietet zwei herausragende Vorteile: 1) Es macht eine weitere Bearbeitung und Endbearbeitung des Werkstücks überflüssig. 2) Es hinterlässt keine Grate oder Verformungen.
Anpassungsfähigkeit aller Metalle
Mit der Drahterodiermaschine können leitfähige Materialien unterschiedlicher Härte und Sprödigkeit bearbeitet werden. Es eignet sich besonders gut zum Schneiden von wärmebehandelten Materialien wie vorgehärteten Gesenkstählen, Titan, rostfreien Stählen, Wolfram und Molybdän.
Geringe Verzerrung
Drahterodieren ist eine berührungslose Bearbeitungsmethode. Da beim Schneidvorgang elektrische Funken zum Einsatz kommen und kein physischer Kontakt zwischen Werkzeug und Werkstück erfolgt, besteht nur ein minimales Risiko mechanischer Belastungen, Hitzeeinwirkungen oder Verformungen des Werkstücks. Dies ist besonders bei der Bearbeitung empfindlicher oder zerbrechlicher Materialien von Vorteil.
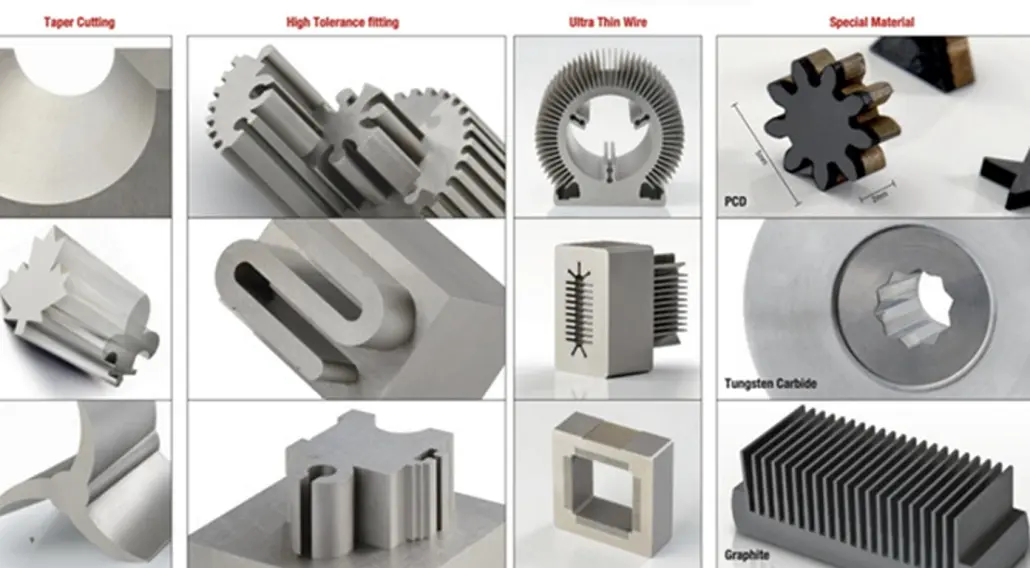
Vielseitigkeit in Formen und Winkeln
Der Draht kann verwendet werden, um verschiedene Winkel und komplexe Geometrien zu erzeugen, einschließlich konischer oder konturierter Formen. Drahterodieren eignet sich zur Bearbeitung kleiner Teile und zum Schneiden scharfer Ecken mit minimalem Radius.
Verfeinerung der Verarbeitung
Drahterodieren eignet sich hervorragend für die Herstellung feiner Gewinde in harten Materialien, eine Aufgabe, die bei der herkömmlichen Bearbeitung oft eine Herausforderung darstellt. Darüber hinaus beweist Drahterodieren Effizienz beim Stapeln, Aneinanderreihen und Verschachteln mehrerer Teile.
Einschränkungen des Drahterodierens
Trotz seiner zahlreichen Vorteile weist das Drahterodieren auch einige Einschränkungen auf.
Materialbeschränkung
Für die Bearbeitung mit Drahterodieren kommen nur leitfähige Materialien in Frage, weshalb es für Kunststoffe, Verbundwerkstoffe oder natürliche Materialien ungeeignet ist.
Langsame Materialentfernungsrate
Im Vergleich zu einigen anderen Bearbeitungsprozessen wie Fräsen oder Drehen weist die Drahterodiermaschine typischerweise einen langsameren Materialabtrag auf.
Hohe Ausrüstungs- und Wartungskosten
Drahterodiermaschinen sind teuer in der Anschaffung und Wartung. Darüber hinaus werden die Drähte nach einmaligem Gebrauch entsorgt und die Kosten für Drahtelektroden und andere Verbrauchsmaterialien erhöhen die Betriebskosten.
Anwendungen der Drahterodiermaschine
Aufgrund seines speziellen Bearbeitungsprozesses und seiner Vorteile wird Drahterodieren in vielen Bereichen eingesetzt. Hier sind einige häufige Anwendungen:
Werkzeug- und Formenbau
Drahterodieren wird häufig bei der Herstellung von Formen, Matrizen und Stempeln für verschiedene Branchen eingesetzt. Aufgrund seiner Präzision und Fähigkeit bei der komplizierten Formgebung ist es bei der Herstellung komplexer Werkzeugkomponenten unverzichtbar.
Luft- und Raumfahrt
Luft- und Raumfahrtkomponenten, insbesondere solche aus exotischen Legierungen, erfordern eine hohe Präzision und Zuverlässigkeit, um Sicherheit und Leistung in Luft- und Raumfahrtanwendungen zu gewährleisten. Drahterodieren ist in der Lage, Teile mit engen Toleranzen zu bearbeiten und dabei Genauigkeit und Konsistenz beizubehalten. Darüber hinaus kann Drahterodieren wiederholbare Ergebnisse und fortschrittliche Qualitätssicherungsmaßnahmen bei der Herstellung von Luft- und Raumfahrtteilen wie Turbinenschaufeln, winzigen Düsen und Triebwerkskomponenten bieten.
Medizinisch
Die medizinische Industrie benötigt oft kleine, komplizierte Komponenten aus harten Materialien wie Titan und Edelstahl. Drahterodieren kann diese Teile mit hoher Präzision herstellen und das Schneiden komplizierter Geometrien, wie z. B. winziger Strukturen und Löcher auf Zahnimplantaten und chirurgischen Instrumenten, vervollständigen.
Automobil
Drahterodieren wird im Automobilsektor zur Herstellung von Präzisionskomponenten wie Zahnrädern, Einspritzdüsen und Motorteilen eingesetzt. Es ist besonders nützlich für die Herstellung von Prototypen und kleinen Produktionsserien spezieller Automobilteile.
Arbeiten Sie mit Chiggo für Ihre Drahterodierprojekte zusammen
Bisher verfügen wir über ein umfassendes Verständnis der Drahterodiermaschine. Wäre es angesichts Ihrer Projekte geeignet, sie per Drahterodiermaschine zu bearbeiten? Bitte zögern Sie nicht, uns zu kontaktieren, wenn Sie Fragen haben.
Mit über zehn Jahren Erfahrung in der Bearbeitung bietet Chiggo ein breites Spektrum an Fertigungskapazitäten, darunter CNC-Bearbeitung und andere Mehrwertdienste Dienstleistungen für alle Ihre Prototyping- und Produktionsanforderungen. Kontaktieren Sie uns, um ein sofortiges Angebot anzufordern!
Komponenten einer Drahterodiermaschine
Eine Drahterosionsmaschine (Drahterodiermaschine) besteht typischerweise aus mehreren Schlüsselkomponenten, darunter:
Arbeitstisch
Der Arbeitstisch hält das Werkstück an Ort und Stelle und ermöglicht eine präzise Bewegung in mehreren Achsen (typischerweise X-, Y- und Z-Achse). Durch diese Bewegung kann die Drahtelektrode komplizierte Formen und Konturen schneiden.
Stromversorgung
Das Netzteil erzeugt die erforderliche elektrische Energie, um die Funkenentladungen zwischen der Drahtelektrode und dem Werkstück zu erzeugen. Es steuert Spannung, Strom und Impulsdauer der elektrischen Entladung.
Draht
Der dünne Metalldraht dient als Elektrode zum Schneiden des Werkstücks. Dieser Draht besteht normalerweise aus Messing, Kupfer oder Wolfram und dient als Werkzeug, durch das elektrische Entladungen stattfinden.
Elektroden
In einer Drahterodiermaschine gibt es zwei Elektroden, die sich getrennt auf den Draht (Kathode) und das Werkstück (Anode) beziehen.
Dielektrisches Medium
Eine dielektrische Flüssigkeit wie entionisiertes Wasser wird verwendet, um Schmutz wegzuspülen und eine stabile elektrische Entladung zwischen dem Draht und dem Werkstück aufrechtzuerhalten. Es hilft auch, das Werkstück und den Draht während des Bearbeitungsprozesses zu kühlen.
Kontrollsystem
Das Steuerungssystem besteht aus Software- und Hardwarekomponenten, die es dem Bediener ermöglichen, Bearbeitungsparameter einzugeben, Maschinenbewegungen zu steuern und den Bearbeitungsprozess zu überwachen. Es umfasst Schnittstellen wie ein Bedienfeld oder eine Computerschnittstelle.
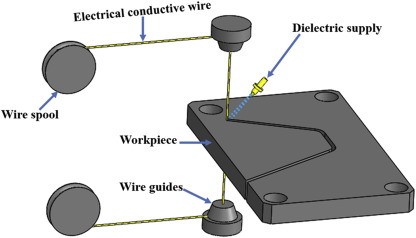
Drahtführungen und Spannsystem
Drahtführungen sorgen dafür, dass die Drahtelektrode während der Bearbeitung gerade und richtig ausgerichtet bleibt. Das Spannsystem sorgt für die richtige Spannung des Drahtes, um einen Bruch zu verhindern und eine gleichbleibende Schneidleistung zu gewährleisten.
Automatischer Drahteinfädler
Einige fortschrittliche Drahterodiermaschinen verfügen über ein automatisches Drahteinfädelsystem, das dabei hilft, die Drahtelektrode präzise durch das Werkstück zu führen, was Zeit spart und manuelle Arbeit reduziert.
Filtersystem
Die bei der Drahterodierbearbeitung verwendete dielektrische Flüssigkeit kann durch Ablagerungen aus dem Bearbeitungsprozess verunreinigt werden. Ein Filtersystem entfernt diese Verunreinigungen und sorgt so dafür, dass die dielektrische Flüssigkeit wirksam bleibt.
FAQ
1. Welche anderen Arten von EDM gibt es neben Drahterodieren?
Neben dem Drahterodieren gibt es zwei weitere Haupttypen der elektrischen Entladungsbearbeitung (EDM), die jeweils denselben grundlegenden Mechanismus zum Entfernen von Material durch elektrische Entladungen zwischen einer Werkzeugelektrode und einem Werkstück nutzen, die beide in eine dielektrische Flüssigkeit getaucht sind:
Senkererodieren: Dieser Typ wird auch als konventionelles Erodieren oder Stößelerodieren bezeichnet und verwendet eine vorgeformte Elektrode, typischerweise aus Graphit oder Kupfer, die den gewünschten Hohlraum im Werkstück widerspiegelt. Beispielsweise würde eine Pyramidenelektrode verwendet, um einen entsprechenden Pyramidenhohlraum zu erzeugen. Senkerodieren wird üblicherweise zur Herstellung von Formen, Matrizen und Komponenten mit komplexen 3D-Geometrien verwendet. Es eignet sich besonders gut zum Formen von Hohlräumen oder komplizierten Formen in Werkzeugen für Kunststoffspritzguss, Druckguss und Schmieden.
Lochbohr-EDM oder Fast-Hole-EDM: Bei dieser Methode wird eine rotierende rohrförmige Elektrode zum Erodieren von Material verwendet, was das Hochgeschwindigkeitsbohren präziser Löcher mit engen Toleranzen ermöglicht. Es wird speziell für die Herstellung kleiner, tiefer und präziser Löcher verwendet, beispielsweise für Kühllöcher in Turbinenschaufeln, Kraftstoffeinspritzdüsen und kleine Öffnungen.
2. Was ist der Unterschied zwischen EDM und Drahterodieren?
Der Hauptunterschied zwischen EDM (allgemein als Senkerodiermaschine bezeichnet) und Drahterodiermaschine liegt in der Art der verwendeten Elektrode, die sich direkt auf ihre Anwendungen auswirkt. Beim Drahterodieren wird ein durchgehender dünner Draht als Elektrode verwendet, der automatisch durch das Werkstück geführt wird. Dieser Aufbau bietet hohe Flexibilität und ermöglicht kompliziertes Schneiden mit Präzision und die Möglichkeit, detaillierte Konturen oder Hohlräume in verschiedene Metalle zu schneiden.
Im Gegensatz dazu verwendet Sinker EDM eine individuell geformte Elektrode, typischerweise aus Kupfer oder Graphit, die vorbearbeitet wird, um den gewünschten Hohlraum oder die gewünschte Form widerzuspiegeln. Diese Methode ist weniger flexibel als das Drahterodieren, zeichnet sich jedoch durch die Erstellung sich wiederholender, präziser und komplizierter Geometrien tief im Substrat eines Werkstücks aus.