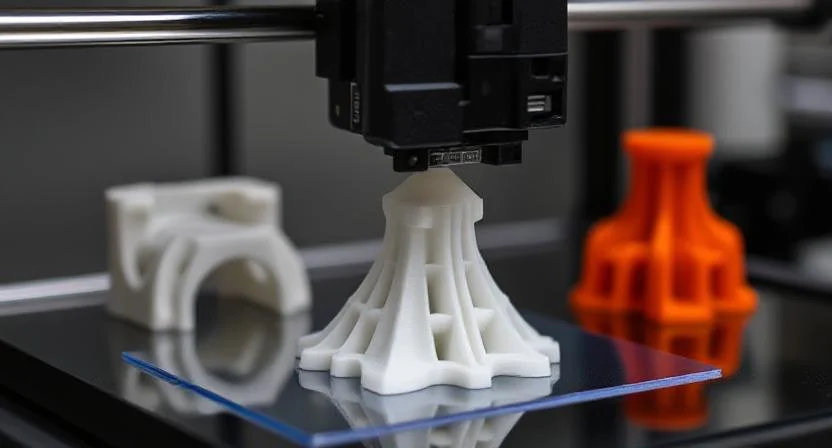
Fused Deposition Modeling (FDM) ist ein Materialextrusions-3D-Druckverfahren. Dabei wird ein thermoplastisches Filament in eine beheizte Düse geführt, wo es schmilzt und Schicht für Schicht entlang eines programmierten Werkzeugwegs aufgetragen wird, um das Teil aufzubauen. Im Wesentlichen funktioniert ein FDM-Drucker ähnlich wie eine computergesteuerte Heißklebepistole, die dünne Perlen aus geschmolzenem Kunststoff ausspritzt, die schnell zu einem dreidimensionalen Objekt erstarren.
FDM ist das am weitesten verbreitete 3D-Druckverfahren, insbesondere im Verbraucher- und Bildungsbereich. Da es weltweit die größte installierte Druckerbasis gibt, ist es oft der erste Prozess, an den man denkt, wenn man über 3D-Druck spricht. Möglicherweise sehen Sie auch den BegriffSchmelzfadenherstellung (FFF)austauschbar verwendet. Da „FDM“ eine Marke von Stratasys ist, hat die Open-Source-3D-Druck-Community „FFF“ als neutrale Alternative übernommen; In der Praxis beschreiben beide Begriffe denselben extrusionsbasierten Prozess.
In diesem Artikel werden die Grundlagen von FDM erläutert, einschließlich seiner Vor- und Nachteile sowie der Unterschiede zwischen Desktop- und Industriemaschinen. Es behandelt auch die gängigen Druckkunststoffe und die Situationen, in denen FDM am besten geeignet ist.
Eine kurze Geschichte von FDM
Obwohl FDM heute die beliebteste 3D-Druckmethode ist, war es nicht die erste, die erfunden wurde. Tatsächlich kam es sowohl nach der Stereolithographie (SLA) als auch nach dem selektiven Lasersintern (SLS) dazu. Scott Crump meldete 1989 das erste FDM-Patent an – drei Jahre nach SLA und ein Jahr nach SLS – und gründete zusammen mit seiner Frau Lisa Stratasys, um die Technologie auf den Markt zu bringen.
In den 1990er Jahren hielt Stratasys die wichtigsten Patente und positionierte FDM hauptsächlich für die industrielle Prototypenherstellung. Eine große Wende kam 2005 mit dem RepRap-Projekt (Replicating Rapid Prototyper), einer Open-Source-Initiative von Adrian Bowyer, die auf die Entwicklung selbstreplizierender Drucker abzielte. Als die zentralen FDM-Patente im Jahr 2009 ausliefen, ebnete diese Bewegung den Weg für die Entstehung von Unternehmen wie MakerBot, Ultimaker und Prusa Research und machte Desktop-Drucker für Bastler und Pädagogen erschwinglich.
In den 2010er Jahren hatten Industriesysteme von Stratasys und Verbraucherdrucker von Unternehmen, die von der Open-Source-Bewegung inspiriert waren, gemeinsam FDM als weltweit am weitesten verbreitete 3D-Drucktechnologie etabliert.
Desktop- vs. industrielle FDM-Drucker
Heute hat diese Entwicklung zu zwei Hauptkategorien von Maschinen geführt: Industriesysteme für die professionelle Produktion und Desktop-Drucker für Verbraucher und Lehrkräfte. Ihre wichtigsten Unterschiede sind im Folgenden zusammengefasst:
Eigentum
Industrielles FDM
Desktop-FDM
Standardgenauigkeit
Etwa ±0,2–0,3 mm
Etwa ±0,2–0,5 mm
Typische Schichtdicke
0,15–0,3 mm
0,1–0,25 mm
Mindestwandstärke
~1 mm
~0,8–1 mm
Maximales Bauvolumen
Groß (z. B. 900 × 600 × 900 mm)
Mittel (z. B. 200 × 200 × 200 mm)
Gängige Materialien
ABS/ASA, PC, Nylon, ULTEM
PLA, ABS, PETG, TPU
Unterstützende Materialien
Abbrechbar und löslich
Gleiches Material oder löslich (Dual-Extruder)
Produktionsfähigkeit
Niedrig–mittel; wiederholbare Chargen
Niedrig; Prototypen und Einzelstücke
Maschinenkosten
50.000 $+
500–5.000 $
So funktioniert FDM: Schritt-für-Schritt-Prozess
Ein FDM-Drucker verwandelt ein digitales Design durch die folgenden Schritte in ein physisches Objekt:
3D-Modellierung:Der Prozess beginnt mit einem digitalen Modell, das normalerweise in einer CAD-Software erstellt oder aus einer 3D-Bibliothek heruntergeladen wird. Das Modell wird in einem Format wie exportiertSTLoder OBJ, das die Geometrie des Objekts definiert.
Schneiden:Die Slicing-Software wandelt das 3D-Modell in einen Stapel zweidimensionaler Schichten um und generiert die Werkzeugwege, denen der Drucker folgt. Außerdem werden alle erforderlichen Stützen für Überhänge hinzugefügt und eine G-Code-Datei mit den Druckanweisungen ausgegeben. Wichtige Einstellungen wie Schichthöhe, Druckgeschwindigkeit, Fülldichte und Stützplatzierung werden in dieser Phase ausgewählt und wirken sich direkt auf die Druckqualität und -dauer aus.
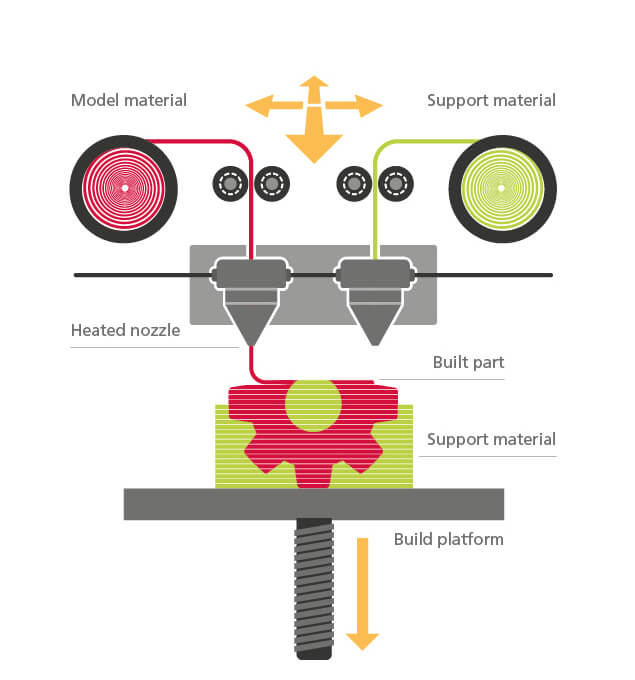
Druckereinrichtung:Die Filamentspule wird in den Extruder geladen, der Material in Richtung des heißen Endes fördert. Die Bauplatte wird gereinigt und nivelliert, um eine ordnungsgemäße Haftung der ersten Schicht zu gewährleisten. Bei Materialien wie ABS wird sie normalerweise vorgewärmt, um Verformungen zu reduzieren.
Erhitzen, Extrudieren und Schichtabscheidung:Wenn die Düse die Zieltemperatur erreicht, drückt der Extruder das Filament in den beheizten Kopf, wo es schmilzt. Der Extrusionskopf ist auf einem dreiachsigen Bewegungssystem (X, Y, Z) montiert, das die Düse präzise über den Baubereich führt. Während sich der Kopf bewegt, extrudiert er entlang der vorgegebenen Bahn dünne Stränge geschmolzenen Kunststoffs auf die Bauplatte.
Jede neue Schicht wird über der vorherigen abgelegt. Das Material kühlt schnell ab und verfestigt sich; In vielen Fällen beschleunigen Kühlventilatoren, die in der Nähe des Extrusionskopfs angebracht sind, diesen Prozess, insbesondere bei Materialien wie PLA. Um größere Bereiche auszufüllen, führt die Düse mehrere Durchgänge durch, bis die Schicht vollständig ist. Dann wird entweder die Bauplattform abgesenkt oder der Extrusionskopf um eine Schichthöhe angehoben, und die Maschine beginnt mit der nächsten Schicht. Dieser Zyklus wiederholt sich hunderte oder tausende Male, bis das gesamte Teil gebaut ist.
Das Material kühlt ab und verfestigt sich fast sofort – oft unterstützt durch Ventilatoren für eine schnellere Abkühlung bei Materialien wie PLA. Um einen Bereich zu füllen, führt die Düse mehrere Durchgänge durch, ähnlich wie beim Ausmalen einer Form mit einem Marker. Sobald eine Schicht fertig ist, wird entweder die Bauplattform abgesenkt oder der Extrusionskopf um eine Schichthöhe angehoben und der Vorgang wiederholt sich. Schicht für Schicht wird das Teil von unten aufgebaut, bis es vollständig geformt ist.
Stützstrukturen:Bei Überhängen oder Brücken erzeugt der Drucker Stützmaterial, um ein Einstürzen nicht unterstützter Abschnitte zu verhindern. Diese Träger können aus demselben Kunststoff gedruckt und später abgebrochen werden, oder aus einem sekundären auflösbaren Filament, wenn der Drucker über mehrere Düsen verfügt.
Nachbearbeitung:Sobald die letzte Schicht aufgetragen ist, kühlt das Teil ab und wird von der Bauplatte entfernt. Bei den meisten FDM-Drucken ist kaum mehr als das Entfernen des Trägermaterials erforderlich, es können jedoch zusätzliche Nachbearbeitungsschritte durchgeführt werden, wenn eine glattere Oberfläche oder eine verbesserte Leistung gewünscht wird.
Zu den gängigen Nachbearbeitungsmethoden für FDM-Teile gehören:
Schleifen und Polieren – glättet sichtbare Schichtlinien und bereitet Oberflächen für die Lackierung vor.
Grundieren und Streichen – fügt Farbe hinzu und verbessert die Oberflächenästhetik.
Kaltschweißen – verwendet Lösungsmittel (z. B. Aceton für ABS) oder Klebstoffe, um Teile miteinander zu verbinden oder Nähte abzudichten.
Dampfglättung – setzt das Teil Lösungsmitteldämpfen aus und schmilzt die Außenfläche leicht an, um eine glänzende Oberfläche zu erzeugen.
Epoxidbeschichtung – trägt eine dünne Harzschicht auf, die Lücken füllt, die Festigkeit verbessert und Teile wasserdicht machen kann.
Metallbeschichtung – fügt eine metallische Oberflächenschicht für Haltbarkeit, Leitfähigkeit oder visuelle Wirkung hinzu.
Vor- und Nachteile von FDM
Vorteile
Kostengünstig
FDM ist im Allgemeinen sowohl hinsichtlich des Maschinenpreises als auch der Materialkosten die günstigste 3D-Druckmethode. Desktop-Geräte kosten nur ein paar hundert bis ein paar tausend Dollar, und selbst viele industrielle FDM-Systeme sind nach wie vor günstiger als ihre SLA- oder SLS-Pendants. Filament ist kostengünstig, in vielen Marken und Typen weit verbreitet und leicht zu beschaffen. Diese niedrige Eintrittsbarriere macht FDM für Klassenzimmer, Forschungslabore und kleine Unternehmen zugänglich.
Schnelle Prototyping-Geschwindigkeit
FDM eignet sich hervorragend für eine schnelle Designiteration. Ein Teil kann innerhalb von Minuten bis zu einigen Stunden gedruckt werden, sodass Teams über Nacht vom Konzept zum physischen Prototyp gelangen können. Im Vergleich zu Methoden, die lange Aushärte- oder Abkühlzyklen erfordern, verkürzt FDM die Vorlaufzeiten und beschleunigt die Produktentwicklung.
Große Materialauswahl
FDM unterstützt ein breites Spektrum an Thermoplasten, von gängigen und erschwinglichen Optionen wie PLA, ABS und PETG über technische Materialien wie Nylon, Polycarbonat und TPU bis hin zu Hochleistungspolymeren wie ULTEM oder PEEK auf Industriesystemen. Diese Vielseitigkeit ermöglicht es Ingenieuren, Materialien auszuwählen, die den Leistungsanforderungen des Endprodukts möglichst genau entsprechen.
Skalierbarkeit (Druckgröße)
Im Gegensatz zu harz- oder pulverbasierten Systemen, die durch Becken- oder Bettabmessungen eingeschränkt sind, können FDM-Maschinen einfach durch Vergrößerung des Rahmens und des Bewegungssystems skaliert werden. Diese Skalierbarkeit verschafft FDM einen klaren Kosten-zu-Größen-Vorteil und macht es zu einer praktischen Lösung für die Herstellung großer Prototypen wie Automobilkomponenten oder Architekturmodelle.
Benutzerfreundlichkeit und einfache Nachbearbeitung
Die Bedienung eines FDM-Druckers ist unkompliziert: Laden Sie das Filament ein, starten Sie den Druck und entfernen Sie das Teil, wenn der Vorgang abgeschlossen ist. Im Gegensatz zum Harzdruck, der Waschen, Aushärten und den Umgang mit Chemikalien erfordert, beschränkt sich die Nachbearbeitung in der Regel auf das Ablösen von Trägermaterialien. Viele FDM-Teile sind sofort einsatzbereit, eine zusätzliche Nachbearbeitung ist nur für bestimmte Materialien oder Anwendungen erforderlich. Ein weiterer Vorteil ist die Farbflexibilität: Mit Filamenten, die in einer Vielzahl von Farbtönen erhältlich sind, können Modelle häufig in ihrem endgültigen Aussehen gedruckt werden, ohne dass zusätzliche Lackierungen erforderlich sind, die normalerweise für Harzdrucke erforderlich sind.
Designflexibilität in Festigkeit und Materialeinsatz
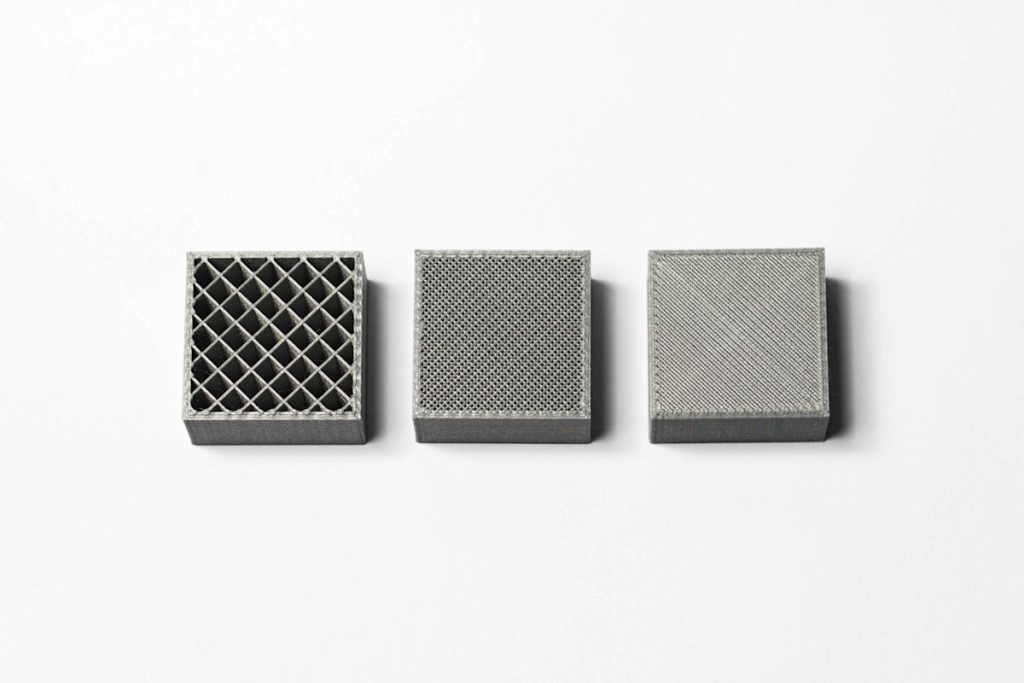
Mit FDM können Benutzer Anpassungen vornehmenFülldichteUndSchalendicke, wodurch Druckzeit, Materialverbrauch und mechanische Leistung in Einklang gebracht werden. Diese Abstimmbarkeit bedeutet, dass Teile als leichte Prototypen oder als stärkere Funktionskomponenten optimiert werden können. Auf höherwertigen Systemen stehen auch auflösbare Stützmaterialien zur Verfügung, die die Handhabung komplexer Geometrien erleichtern und die Nachbearbeitung vereinfachen.
Weniger Materialverschwendung
FDM verwendet Filamente, die geschmolzen und genau dort abgelegt werden, wo sie benötigt werden, sodass beim Drucken nahezu kein Rohmaterial verschwendet wird. Dies steht im Gegensatz zu pulverbasierten Methoden wie SLS oder MJF, bei denen ungenutztes Pulver gehandhabt werden muss und sich nach mehreren Zyklen verschlechtern kann. Mit einem intelligenten Design, das Stützstrukturen minimiert oder eliminiert, kann FDM den Materialverbrauch noch effizienter gestalten.
Nachteile
Begrenzte Auflösung und Oberflächenbeschaffenheit
FDM erstellt Objekte mit sichtbaren Schichtlinien, und selbst bei feinen Einstellungen (~0,1–0,2 mm) zeigen gekrümmte Oberflächen einen „Treppenstufeneffekt“. Die minimale Strukturgröße wird durch den Düsendurchmesser begrenzt (häufig ~0,4 mm), sodass sehr kleine Details oder Präzisionspassungen schwer zu erreichen sind. Um ein professionelles Erscheinungsbild oder eine hohe Genauigkeit zu erzielen, ist daher häufig eine Nachbearbeitung erforderlich: Gewinde müssen möglicherweise gebohrt werden, Löcher müssen möglicherweise aufgebohrt werden und Oberflächen müssen möglicherweise geschliffen, gestrichen oder mit Dampf geglättet werden, um ein poliertes Finish zu erzielen. FDM hat auch Schwierigkeiten, vollständig wasser- oder luftdichte Teile ohne zusätzliche Abdichtung herzustellen.
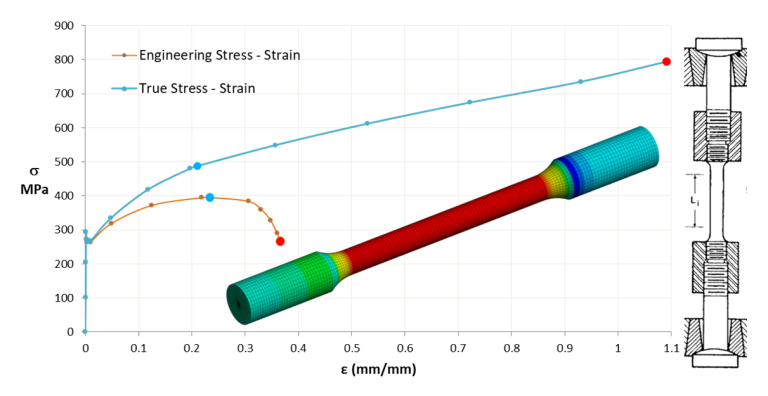
Probleme mit Anisotropie und Schichthaftung
Da Teile Schicht für Schicht hergestellt werden, sind FDM-Drucke anisotrop: entlang der Z-Achse deutlich schwächer. Die Verbindung zwischen den Schichten ist weniger stabil als innerhalb einer Schicht, wodurch die Gefahr besteht, dass Teile bei Belastung senkrecht zur Baurichtung spalten oder delaminieren. Dies schränkt ihre Leistung in mechanisch kritischen Anwendungen ein, sofern die Teileausrichtung und Füllung nicht sorgfältig optimiert werden.
Herausforderungen bei Verformung und Genauigkeit
Die thermische Kontraktion während des Abkühlens kann dazu führen, dass sich Teile verziehen, Kanten von der Bauplatte abheben oder sich dünne Elemente verbiegen. ABS und Nylon sind hierfür besonders anfällig und erfordern oft beheizte Betten oder geschlossene Kammern. Selbst mit der Kalibrierung ist es schwierig, eine hohe Maßgenauigkeit zu erreichen, wobei die Toleranzen typischerweise bei ±0,1–0,3 mm liegen. Löcher und feine Details müssen oft angepasst oder bearbeitet werden, um eine präzise Passform zu gewährleisten.
Unterstützungs- und Geometriebeschränkungen
FDM-Drucker benötigen Stützkonstruktionen für Überhänge, die steiler als ~45° sind, oder für lange Brücken. Diese Stützen fügen Material hinzu, verlängern die Druckzeit und können beim Entfernen Flecken hinterlassen. Komplexe Innengeometrien können möglicherweise nicht gedruckt werden, da die Stützen darin eingeschlossen wären. Während Dual-Extruder-Maschinen mit auflösbaren Trägern die Flexibilität verbessern, erhöhen sie die Kosten und erfordern immer noch Entfernungsschritte.
Materialbeschränkungen
Obwohl FDM viele Thermoplaste unterstützt, ist es immer noch auf diese Materialklasse beschränkt. Metalle und Vollkeramik können nicht direkt gedruckt werden. Hochleistungspolymere wie PEEK oder ULTEM erfordern sehr hohe Düsen- und Kammertemperaturen und sind daher nur auf speziellen Industriemaschinen zugänglich. Dadurch kann jeder FDM-Drucker nur einen Teilbereich des gesamten Materialspektrums verarbeiten.
Kalibrierungs- und Wartungsanforderungen
Aufgrund der Einfachheit und des kostenorientierten Designs von FDM-Systemen verbringen Benutzer häufig Zeit damit, Einstellungen wie Bettnivellierung und Düsenhöhe anzupassen, um eine gleichbleibende Qualität zu erzielen. Aufgrund der starken Abhängigkeit von mechanischer Bewegung ist eine regelmäßige Wartung erforderlich – die Riemenspannung anpassen, Schienen schmieren, Extruder reinigen und Teile wie Düsen oder heiße Enden austauschen.
Rohstoffempfindlichkeit
Die Druckqualität hängt stark von der Filamentqualität ab. Eine schlechte Maßtoleranz beim Filamentdurchmesser oder eine inkonsistente Zusammensetzung können zu Extrusionsproblemen führen. Darüber hinaus sind die meisten Filamente hygroskopisch; Bei unsachgemäßer Lagerung nehmen sie Feuchtigkeit aus der Luft auf, was zu Blasenbildung, schlechter Oberflächenbeschaffenheit oder schlechter Schichthaftung beim Drucken führt.
Gängige Materialien, die beim FDM-Druck verwendet werden
Die jahrzehntelange Entwicklung in der Kunststoffindustrie hat ein breites Spektrum an Produkten hervorgebrachtPolymerfilamente, von alltäglichen Kunststoffen bis hin zu speziellen technischen Polymeren.
PLAist das beliebteste Filament für Desktop-FDM-Drucker. Es handelt sich um einen biologisch abbaubaren Kunststoff (häufig auf Maisstärkebasis), der leicht zu drucken ist und Teile mit guter Detail- und Oberflächenqualität erzeugt. Wenn höhere Zähigkeit und Temperaturbeständigkeit erforderlich sind,ABSist normalerweise die Wahl. Allerdings ist ABS anfälliger für Verformungen und erfordert oft ein beheiztes Bett oder eine beheizte Kammer, um ein Abheben der Ecken zu verhindern.
Eine weitere beliebte Alternative istPETG,Es vereint die einfache Bedruckbarkeit von PLA mit der Haltbarkeit von ABS. Es bietet ein gutes Gleichgewicht zwischen Festigkeit, Flexibilität und chemischer Beständigkeit.
Industrielle FDM-MaschinenIm Gegensatz dazu kommen hauptsächlich technische Thermoplaste zum Einsatz, zABS,Polycarbonat (PC), UndUltem (PEI). Diese Materialien enthalten häufig Additive zur Verbesserung ihrer Eigenschaften, wodurch sie für anspruchsvolle Anwendungen geeignet sind, die eine hohe Schlagfestigkeit, thermische Stabilität, chemische Beständigkeit oder sogar Biokompatibilität erfordern.
Die folgende Tabelle fasst die wichtigsten Vor- und Nachteile sowie typische Anwendungen der gängigsten FDM-Druckmaterialien zusammen:
Material
Vorteile
Nachteile
Allgemeine Anwendungen
PLA
Einfach zu drucken; Tolle Details und Oberflächenbeschaffenheit. Biobasiert und minimale Verformung.
Spröde; geringe Hitzebeständigkeit (verformt sich bei ~60 °C). Nicht ideal für tragende Teile.
High tensile strength and toughness; wear and chemical resistant. Etwas Flexibilität (für Scharniere) und große Haltbarkeit.
Nimmt Feuchtigkeit auf (Filament muss trocken gehalten werden). Erfordert hohe Drucktemperaturen und ein Gehäuse, um Verformungen zu reduzieren.
Zahnräder, Lager, Clips, Vorrichtungen und Vorrichtungen, Strukturprototypen
TPU (Flex)
Sehr flexibel und elastisch – kann gummiartige Teile erzeugen. Gute Stoßdämpfung.
Es ist schwierig, bei hoher Geschwindigkeit präzise zu drucken (langsame Drucke erforderlich). In einigen Extrudern, die nicht für flexible Materialien ausgelegt sind, kann es zu einem Verklemmen von weichem Filament kommen.
Ausgezeichnete Schlagfestigkeit; höhere Hitzebeständigkeit (~110 °C). Geeignet für beanspruchte Funktionsteile.
Erfordert hohe Druckertemperaturen; neigt dazu, sich zu verziehen/zu reißen, wenn es zu schnell abgekühlt wird. Im Allgemeinen ist ein geschlossener Drucker in Industriequalität erforderlich.
Hochleistung: hervorragendes Festigkeits-/Gewichtsverhältnis, schwer entflammbar, funktioniert bis ~170 °C. Wird in der Luft- und Raumfahrt sowie im Automobilbereich verwendet.
Sehr teures Material; Druckt aufgrund der extremen Temperaturanforderungen nur auf High-End-Geräten.
Luft- und Raumfahrtteile, Automobilkomponenten unter der Motorhaube, medizinische Geräte
Wann sollte FDM verwendet werden?
Angesichts der besprochenen Stärken und Einschränkungen sind hier einige typische Fälle, in denen FDM im Vergleich zu anderen Methoden die am besten geeignete Wahl ist:
Kosten oder Geschwindigkeit stehen im Vordergrund:Wenn Sie schnell und kostengünstig einen Prototypen benötigen, ist FDM kaum zu schlagen. Sie können noch am selben Tag vom CAD zum physischen Teil wechseln, ohne Ihr Budget zu sprengen. Perfekt für Prototypen im Frühstadium, Studentenprojekte und Hobby-Builds, bei denen kostengünstige Iteration wichtiger ist als Perfektion.
Die Teilegröße ist groß:Großformatige FDM-Drucker können Teile verarbeiten, die in Harzbehältern oder Pulverbetten äußerst kostspielig oder unmöglich wären. Denken Sie an Architekturmodelle, Gehäuse in Originalgröße oder große funktionale Prototypen – FDM lässt sich einfacher und zu geringeren Kosten skalieren.
Funktionsprototypen in echten Kunststoffen:Wenn sich der Prototyp wie ein Produktionskunststoffteil verhalten soll – zum Beispiel ein Clip, der sich biegen muss, ohne zu brechen, oder eine Halterung, die Hitze standhalten muss – ist FDM mit ABS, PC oder Nylon ideal. Diese Teile können gebohrt, geschraubt und unter Arbeitsbedingungen getestet werden, unter denen Harzdrucke versagen könnten.
Kundenspezifische Werkzeuge, Vorrichtungen oder Ersatzteile:FDM zeichnet sich durch die Herstellung von Einzelstücken oder Kleinserienteilen aus, die auf spezifische Anforderungen zugeschnitten sind. Eine maßgeschneiderte Vorrichtung für die Montage? Ein Ersatzknopf für die Ausrüstung? Drucken Sie es über Nacht aus und lassen Sie es arbeiten. Für viele mittelschwere Anwendungen können FDM-Drucke als echte Endverbrauchsteile dienen.
Bildungs- und häusliche Umgebungen:FDM ist die benutzerfreundlichste und sicherste 3D-Druckoption für Klassenzimmer, Makerspaces und Privathaushalte. PLA und ähnliche Filamente sind einfach zu handhaben, sodass sich die Lernenden auf Design und Technik konzentrieren können. Die niedrigen Kosten pro Teil regen außerdem zum Experimentieren und Iteration an.
Wenn die Nachbearbeitung minimal sein muss:Wenn Sie mit geringem Mehraufwand ein Teil direkt aus dem Drucker benötigen, ist FDM die Lösung. Entfernen Sie einfach die Stützen und schon ist das Teil einsatzbereit. Für Demos und Workshops macht diese Unmittelbarkeit FDM besonders praktisch.
Chiggos FDM-3D-Druckdienste
Chiggo offers on-demand FDM 3D printing for both prototypes and production runs. We can deliver high-quality FDM parts in just a few days. Laden Sie Ihre CAD-Dateien hoch to receive an instant quote. For more details or to discuss your requirements with our team, contact us today.