Ultimatezugstärke (UTS) ist ein Maß für die maximale Spannung, die ein Material vor dem Brechen standhalten kann. UTS wird normalerweise durch Durchführung eines Zugtests und der Aufzeichnung der technischen Spannung vs. Dehnungskurve gefunden. Als anintensives EigentumUTS ist für den Vergleich der Leistung von Materialien unter Spannung unerlässlich. Es hilft den Ingenieuren, geeignete Materialien für Strukturen und Komponenten auszuwählen, die Zuglasten ohne Fehler widerstehen müssen.
In diesem Artikel wird untersucht, welche ultimative Zugfestigkeit sie ist, wie er getestet und berechnet wird, sowie ihre Anwendungen.
Was ist die ultimative Zugfestigkeit?
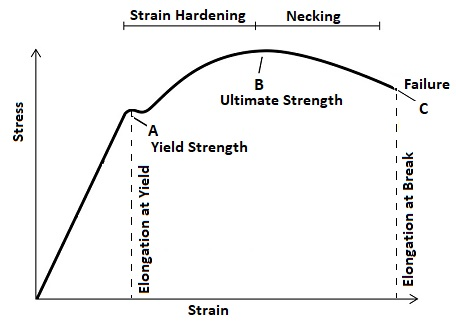
Die ultimative Zugfestigkeit (UTS), auch als Zugfestigkeit oder ultimative Stärke bezeichnet, ist die maximale Menge an Zugspannung (Ziehen oder Dehnen), die ein Material vor dem Brechen standhalten kann. Während eines Zugtests wird zunächst ein Material elastischer Deformation erfährt. Sobald es seinen Ertragspunkt überschreitet, verformt es weiterhin plastisch, bis es die maximale Spannung erreicht. UTS repräsentiert die Spitzenspannung der technischen Spannungs -Dehnungs -Kurve und spiegelt den größten Widerstand des Materials gegen auseinandergezogen.
Wie im Diagramm gezeigt, ist Punkt B die ultimative Zugfestigkeit. Nach diesem Punkt wird in duktilen Materialien die Probe in Neckern unterzogen, was zu einer Verringerung der Stress führt, die es bis zum Fraktur aufrechterhalten kann, während spröde Materialien fast unmittelbar nach Erreichen von UTS ohne signifikante Neckern brechen können.
UTS ist eine wichtige Metrik für die Materialauswahl für laden tragende Anwendungen und hilft den Ingenieuren, dass Komponenten bei maximal erwarteten Lasten katastrophal nicht versagen. Da UTS allein nicht erfasst, wie viel dauerhafte Verformung ein Material tolerieren kann, sollte es zusammen mit anderen mechanischen Eigenschaften wie Ertragsfestigkeit, Frakturzähigkeit und Dehnung bewertet werden, um das Verhalten eines Materials unter realistischen Servicebedingungen vollständig zu verstehen.
Wie wird die Zugfestigkeit getestet?
Die Zugfestigkeit wird als Spannung definiert, die als Kraft pro Flächeneinheit gemessen wird. Sie können die Zugfestigkeit eines Materials anhand einer Zugprüfmaschine, die allgemein als Universal Testing Machine (UTM) bezeichnet wird, bewerten. Es hat zwei Griffe, die das Exemplar an beiden Enden halten.
Während des Tests wendet diese Maschine eine stetig zunehmende Zugbelastung bis zum Bruch der Materials an. Während des gesamten Prozesses werden die angewendete Kraft und die entsprechende Dehnung des Probens kontinuierlich aufgezeichnet. Die Testdaten erzeugen eine Spannungs-Dehnungs-Kurve, aus der der maximale Spannungswert-die ultimative Zugfestigkeit (UTS)-identifiziert wird.
Die Ergebnisse dieses Zugtests liefern die wichtigsten Daten, die zur Berechnung der Zugfestigkeit erforderlich sind. Diese Berechnung verwendet die maximal aufgezeichnete Kraft und die ursprüngliche Querschnittsfläche des Probens, um UTS genau zu quantifizieren.
Wie wird die Zugfestigkeit berechnet?
Die Zugfestigkeit wird berechnet, indem die maximale Zugkraft geteilt wird, die ein Material tragen kann, bevor er durch seinen ursprünglichen Querschnittsbereich brechen kann. Die Formel zur Berechnung der ultimativen Zugfestigkeit lautet:
Stärke (oder Stress) = Kraft / Fläche
Mathematisch kann dies ausgedrückt werden als:
wobei Fmax die maximale Last ist, die während eines Zugtests aufgezeichnet wurde und A0 die anfängliche Querschnittsfläche der Probe ist. Diese Berechnung ergibt die ultimative Zugfestigkeit in Stresseinheiten, typischerweise Pascals (PA), Megapascals (MPA) oder Pfund pro Quadratzoll (PSI). Durch die Zusammenfassung der Spitzenbelastung auf den ursprünglichen Bereich des Probens können die Ingenieure verschiedene Materialien unabhängig von ihrer Größe oder Form konsistent vergleichen.
Welche Faktoren können die ultimative Zugfestigkeit eines Materials beeinflussen?
Obwohl UTS eine grundlegende Eigenschaft des Widerstands eines Materials gegen Zugspannung beschreibt, ist es kein fester oder unveränderlicher Wert. UTS kann aufgrund verschiedener Material- und Verarbeitungsfaktoren stark variieren. Die folgenden Schlüsselaspekte können die UTs eines Materials beeinflussen:
Chemische Zusammensetzung
Die Legierungselemente oder Additive in einem Material beeinflussen direkt seine Atombindung, Phasenstruktur und Gesamtstärke. Zum Beispiel erzeugt das Hinzufügen von Kohlenstoff zu Eisen Pearlit oder Martensit (mit Fe₃c -Niederschlägen), die die Versetzungsbewegung behindern und die UTS weit über dem von reinem Eisen erhöhen. Nickel in austenitischer Edelstahl stabilisiert die FCC-Phase, die guthärzt ist und die Zugfestigkeit erhöht.
Korngröße (Mikrostruktur)
Feinere Körner führen im Allgemeinen zu höheren UTs. Wärmebehandlungen, die die Kornstruktur verfeinern (schrumpfen), erzeugen mehr Korngrenzen, die die Versetzungsbewegung blockieren und das Metall schwerer zu verformen. Dies ist als Hall -Petch -Effekt bekannt. Umgekehrt verleihen grobe Körner (durch langsames Abkühlen oder Überhitzung) eine geringere Stärke.
Wärmebehandlung
Die Wärmebehandlung verändert die Mikrostruktur eines Materials und kann daher seine UTS stark verändern. Bei Stählen kühlt das Löschen von Austenit in harte Martensit, stark zunehmende UTs, während die anschließende Temperierung interne Spannungen lindert und die Duktilität wiederherstellt, wodurch eine ausgewogenere mechanische Leistung erzeugt wird. Im Gegensatz dazu verwandelt das Tempern Austenit langsam in grobe Pearlit und Ferrit, die Erweichen des Stahls, die Verbesserung der Duktilität und Bearbeitbarkeit und die typische Senkung der UTs.
Aluminiumlegierungen verlassen sich inzwischen auf die Lösungsbehandlung, gefolgt von Alterung (Niederschlagshärtung), bei denen feine Ausfälle ausfällt und behindern die Versetzungsbewegung zur Verbesserung der UTS.
Mängel und Versetzungen
Unvollkommenheiten innerhalb des Materials betreffen UTS. Eine hohe Dichte von Versetzungen oder kleinen Niederschlagspartikeln kann die Verformung beeinträchtigen und die UTS erhöhen (so funktionieren die berufstätige Härtung und einige Legierungen funktionieren). Größere Defekte wie Hohlräume, Risse oder Einschlüsse wirken jedoch als Stresskonzentratoren, die UTS reduzieren. Im Allgemeinen führt ein sauberes, fehlerfreies Kristallgitter (abgesehen von kontrollierten Verstärkungsfehlern) tendenziell zu höheren UTs.
Temperatur
Die Betriebstemperatur hat einen starken Einfluss. Die meisten Materialien werden bei erhöhten Temperaturen schwächer (Atome bewegen sich freier und Bindungen schwächen schwächen), so dass die UTS bei Wärme abnimmt. Beispielsweise fällt der hohe Purity-Nickel von ~ 550 MPa bei Raumtemperatur auf ~ 350 MPa bei 500 ° C ab. Umgekehrt erhöht das Abkühlen eines Metalls (bis hin zu kryogenen Temperaturen unter Null) die UTS normalerweise (obwohl es spröder werden kann).
Beispiele für die ultimative Zugfestigkeit verschiedener Materialien
Unten finden Sie typische UTS -Bereiche für mehrere gemeinsame technische Materialien:
Material (Legierung/Zustand)
UTS (MPA)
Milder Kohlenstoffstahl (A36)
400–550
High-Carbon-Stahl (1090)
696–950
Edelstahl (304/18-8)
510–620
Aluminium (6061-T6)
290–310
Aluminium (7075-T6)
510–538
Titan (Ti-6Al-4V)
900–950
Kupfer (rein, 99,9%)
200-250
Messing (C260)
345–485
Anwendungen der ultimativen Zugfestigkeit (UTS)
UTS ist ein Schlüsselindikator bei der Bewertung der Eignung eines Materials für strukturelle, mechanische und sicherheitskritische Anwendungen. Hier sind einige typische Anwendungsbereiche, in denen UTS eine wichtige Rolle spielt:
Bauingenieurwesen
In Brücken, Gebäuden und anderen zivilen Infrastrukturen hilft UTS den Ingenieuren, die Lasttransportkapazität von Stahlstrahlen, Bewehrungsstäben und anderen Bauelementen zu bestimmen. Ingenieure verwenden UTS -Daten, um zu bestätigen, dass Materialien maximale Servicelast mit ausreichenden Sicherheitsmargen standhalten können.
Luft- und Raumfahrt
Flugzeugrumpf, Flügel und Befestigungselemente benötigen Materialien mit hohen UTs, um Zuglasten zu widerstehen und gleichzeitig leicht zu sein. Luft- und Raumfahrtmaterialien wie hochfeste Aluminiumlegierungen, Titanlegierungen und Kohlefaserverbundwerkstoffe werden basierend auf den UTS-Bewertungen ausgewählt.
Automobil
Kfz -Teile, einschließlich Fahrgestellrahmen und Aufhängungskomponenten, stützen sich auf UTS, um die Crashworthiness und Haltbarkeit bei dynamischen Belastungen zu gewährleisten. Für diese Anwendungen werden häufig hochfeste Stähle und leichte Legierungen ausgewählt.
Druckbehälter und Pipelines
Materialien mit angemessenen UTs sind für Druckbehälter und Rohrleitungen von entscheidender Bedeutung, die Gase oder Flüssigkeiten unter hohem Innendruck tragen und dazu beitragen, Bruch oder Leckage zu verhindern. Standards wie der ASME -Kessel- und Druckbehälter -Code verwenden UTS als Schlüsselkonstruktionsparameter.
Konsumgüter und Befestigungselemente
Selbst in alltäglichen Produkten hilft UTS den Ingenieuren, Materialien für Schrauben, Schrauben, Federn und Plastikgehäuse anzugeben, um sicherzustellen, dass sie während der wiederholten Verwendung oder einer zufälligen Überlastung nicht versagen.
Schlüsselfaktoren, die die UTS von 3D -gedruckten Teilen beeinflussen
Die UTs von 3D-gedruckten Teilen sind viel variabler als die von traditionell geformten oder geschmiedeten Komponenten, da mechanische Eigenschaften in einem Schicht-für-Schicht-Build von Natur aus anisotrop sind. Insbesondere ist die Zwischenschicht -Adhäsion schwächer als die Intralayer -Stärke, und diese Adhäsion hängt von vielen Faktoren ab: Extrusionstemperatur, Druckgeschwindigkeit, materielles Rheologie oder Aushärtungsverhalten und die Ausrichtung aufbauen. Die folgenden Abschnitte untersuchen, wie jeder Parameter die Zugleistung beeinflusst und Best Practices umrunden.
Extrusionstemperatur
Bestimmt, wie gut das neu abgelagerte Filament mit der darunter liegenden Schicht verschmilzt. Wenn die Temperatur zu niedrig ist, schmilzt das Filament nicht ausreichend, was zu einem schlechten Fluss und winzigen Lücken an der Schnittschichtgrenzfläche führt. Wenn es zu hoch ist, kann sich das Polymer verschlechtern oder zu übermäßig flüssig werden, was zu einem schlagenden, strahlenden oder verzerrten Merkmalen führt.
Beste Practice:Stellen Sie die Düsentemperatur in das obere Ende des empfohlenen Verarbeitungsbereichs des Filaments ein, typischerweise etwa 5 ° C über seinem nominalen Schmelzpunkt und führen Sie dann kleine Schritte (+5 ° C-Inkremente) durch, um die optimale Bindungstemperatur zu identifizieren.
Druckgeschwindigkeit
Steuert die Verweilzeit des heißen Materials auf der vorherigen Schicht. Schnelle Geschwindigkeiten können zu einer „kalten“ Ablagerung führen, die nicht vollständig verschmilzt. Sehr langsame Geschwindigkeiten können die Funktionen überhitzen und verformen.
Beste Practice:Ausgleichsgeschwindigkeit und -fluss - Verwenden Sie eine mittelschwere Reisequote, die es jeder Perle ermöglicht, über dem Glasübergang des Polymers (oder der Heilung des Schwellenwerts) lange genug zu bleiben, um zu verschmelzen, ohne Blobs oder Strahlen zu verursachen.
Materielle Rheologie oder Aushärtungsverhalten
In Thermoplastik wie PLA, ABS und PETG bestimmt die Schmelzviskosität, wie gut das Filament die vorherige Schicht fließt und benimmt-die Schmelzung von Lower-Viskosität fördert eine stärkere Zwischenschichtbindung, kann jedoch die Unterstützung und Details des Überhangs beeinträchtigen. In Photopolymerprozessen, Harzchemie (Monomer-Typ, Molekulargewicht) und Photoinitiatorkonzentrationskontrollhärtung und Vernetzungsdichte; Eine unzureichende Exposition führt zu einer schwachen Schichtadhäsion.
Beste Practice:Wählen Sie Filamente mit optimalem Schmelzfluss (z. B. PETG über steifes PLA) oder Harze, die speziell für eine starke Schichtadhäsion formuliert sind. Halten Sie hygroskopische Materialien trocken, um die konsistente Rheologie aufrechtzuerhalten.
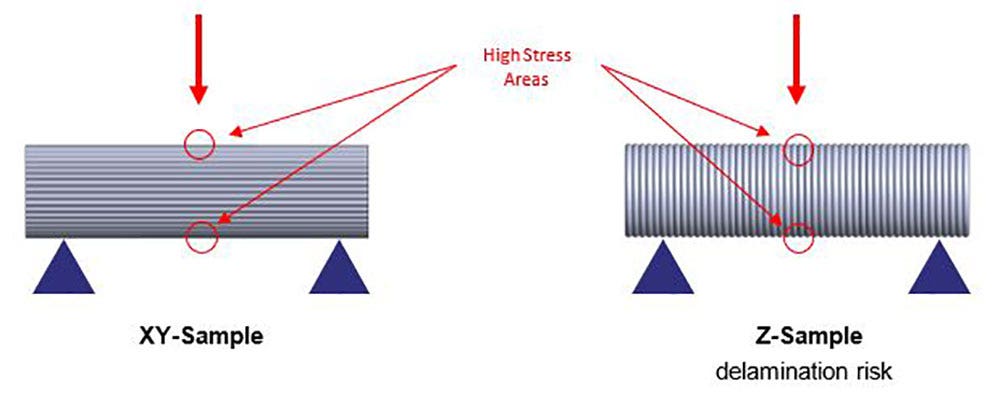
Orientierung bauen
Zwischenschicht -Adhäsion ist schwächer als Intralayer -Bindungen, daher ist UTS in den X/Y -Flugzeugen am höchsten, fällt jedoch erheblich entlang der Z -Achse ab.
Beste Practice:Richten Sie die primäre Lastrichtung parallel zu den Druckschichten aus und vermeiden Sie es, wenn möglich, wesentliche Zuglasten über Schichtgrenzflächen aufzutragen.
Denken Sie daran:
Sie können FEA vor dem Drucken zur Vorhersage von Stressverteilung und UTS verwenden. Genauigkeit hängt jedoch vom Prozess ab: Es ist zuverlässig für nahezu dichte, isotrope Methoden (z. B. Metall -PBF), jedoch für FDM/FFF -Kunststoffe aufgrund von Anisotropie und mikroskopischen Störungen weniger.
Die tatsächliche Leistung variiert auch mit Druckern, Umgebung und Materialstapel - 3D -Drucker haben eine geringere Wiederholbarkeit als herkömmliche Methoden. Implementieren Sie also über die Simulation hinaus eine robuste Prozessüberwachung, Materialüberprüfung und Postproduktionstests. Für Sicherheits- oder Zuverlässigkeits-kritische Teile sind physische Zugtests obligatorisch, um UTS zu bestätigen und unerwartete Ausfälle zu verhindern.
Abschluss
Unter unzähligen technischen Anwendungen ist die Ultimate -Zugfestigkeit (UTS) ein kritischer Parameter für die Bewertung und Vergleich von Materialien. Von der Verständnis der Definition bis zur Beherrschung der Testmethoden und Berechnung ermöglicht ein solides Verständnis von UTS die Ingenieure, sicherere, stärkere und effizientere Produkte zu entwerfen.
Mit unserem Fachwissen inCNC -BearbeitungUnd 3D -Druck liefern wir Komponenten, die konsequent Ihre UTS -Spezifikationen erfüllen, sodass Sie die Kraft und Leistung erhalten, die Sie benötigen.Kontaktieren Sie uns noch heute!
FAQ
1. Was ist der Unterschied zwischen plastischer Verformung und elastischer Verformung?
Die elastische Verformung ist reversibel; Das Material kehrt nach Entfernung der Last in seine ursprüngliche Form zurück. Plastische Verformung ist dauerhaft; Sobald die Spannung die Streckgrenze überschreitet, ordnen Atombindungen um und das Material bleibt auch nach dem Entladen deformiert.
2. Was ist der Unterschied zwischen Ertragsfestigkeit und UTS?
Die Ertragsfestigkeit ist die Spannung, bei der ein Material von elastisch zu plastischem Verhalten übergeht. Die ultimative Zugfestigkeit (UTS) ist die maximale Spannung, die das Material vor dem Brechen standhalten kann.
3. Wie unterscheidet sich Zugspannung von der Zugfestigkeit?
Der einzige Unterschied besteht darin, dass sich die Zugfestigkeit auf die maximale Spannung bezieht, die ein Material vor dem Zerbrechen standhalten kann, während die Zugspannung das Verhältnis der angelegten Kraft zu Querschnittsfläche bei einem bestimmten Lastniveau beschreibt.
4. Was ist der Unterschied zwischen technischem Stress und echtem Stress?
Engineering-Stress ist die Kraft geteilt durch den ursprünglichen Querschnittsbereich der Probe, unabhängig von Änderungen während der Verformung. Wahre Spannung wird unter Verwendung der momentanen (tatsächlichen) Querschnittsfläche als Proben berechnet, was ein genaueres Maß für Spannung ergibt, insbesondere bei großen Stämmen.
5. Was ist der Unterschied zwischen Bruchfestigkeit und Zugfestigkeit?
Zugfestigkeit (UTS) ist die maximale technische Spannung, die ein Material auf seiner Spannungs -Dehnungs -Kurve erreicht.
In duktilen Materialien reduziert das Neckern nach UTS den tragenden Bereich (während σ die ursprüngliche Fläche immer noch verwendet), sodass die Bruchfestigkeit unter UTS fällt. In spröden Materialien ist die Frakturstärke mit vernachlässigbarem Neckern im Wesentlichen der UTS gleich.