Bearbeitete Teile sind in Branchen weit verbreitet. Sie stellen eine Kategorie von präzisionsgesteuerten Komponenten dar, die durch subtraktive Prozesse zur strengen Toleranzen hergestellt und komplexe Geometrien, wiederholbare Genauigkeit und überlegene Oberflächenveranstalter bereitgestellt werden. Dieser Leitfaden deckt die Grundlagen bearbeiteter Teile und Komponenten ab: was sie sind, wie sie produziert werden, deren Vorteile und wichtige Designprinzipien. Sie erfahren auch die verwendeten Materialien und ihre Anwendungen.
Was sind bearbeitete Teile und Komponenten?
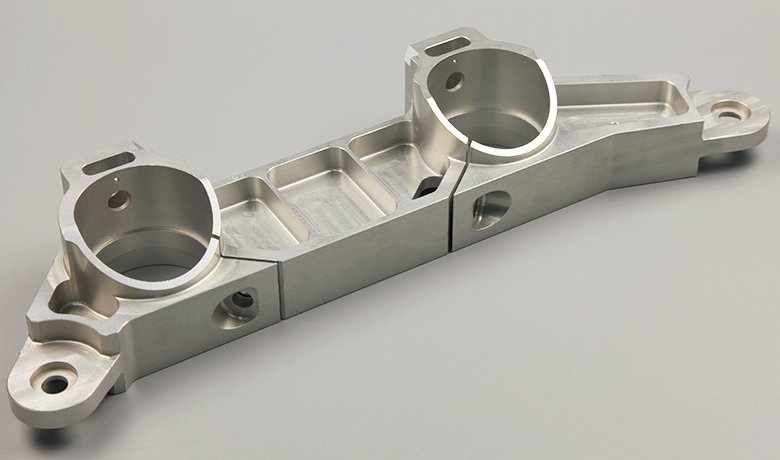
Bearbeitete Teile und Komponenten sind Präzisionsobjekte, die durch Entfernen von überschüssigem Material aus einem festen Block oder „Werkstück“ erzeugt werden. Schneiden von Maschinen - wie Drehstangen, Mühlen, Übungen und Routern - formen das Werkstück in die gewünschte Form und das Ziel. Diese Teile können aus Metallen, Kunststoffen oder anderen Materialien hergestellt werden, die während des Schneidens die dimensionale Stabilität aufrechterhalten.
Die Bearbeitung kann auf zwei Hauptarten durchgeführt werden:
Manuelle Bearbeitung:Betrieben von einem erfahrenen Maschinisten, der die Werkzeugbewegung direkt kontrolliert, häufig mit Handrädern oder Hebeln.
CNC -Bearbeitung:Vollautomatisiert mit vorprogrammierten digitalen Anweisungen, die komplexe Geometrien, Wiederholbarkeit und hohe Effizienz ermöglichen-insbesondere für benutzerdefinierte oder hochpräzise Teile.
Die komplexesten oder benutzerdefinierten Komponenten werden auf CNC -Maschinen zur maximalen Präzision und Skalierbarkeit hergestellt. Trotzdem hat die manuelle Bearbeitung immer noch ihren Platz - insbesondere für schnelle, ein Teile, bei dem das Einrichten eines CNC -Programms länger dauert als einfach von Hand zu schneiden.
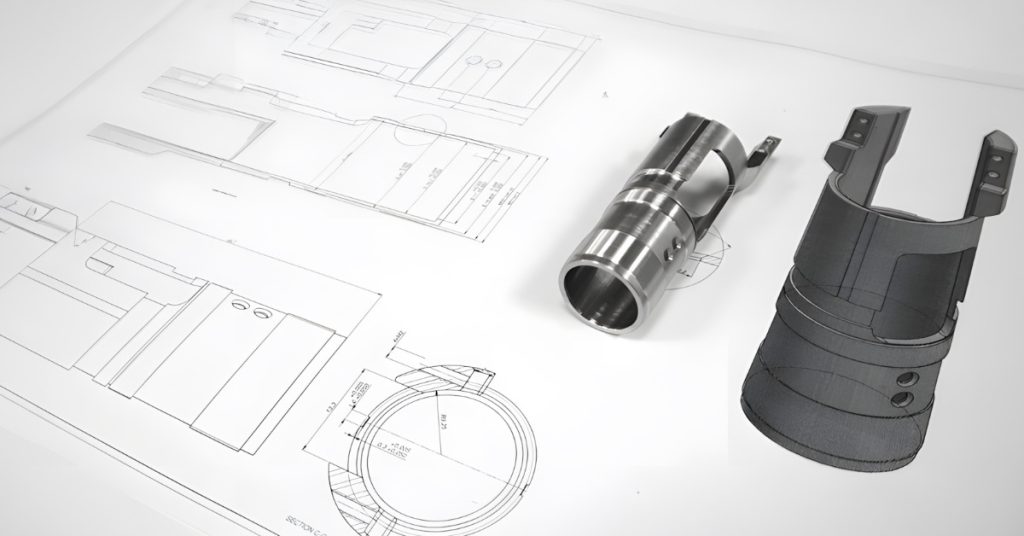
In einigen Fällen wird die Bearbeitung als Sekundär- oder Endverfahren verwendet. Zum Beispiel kann ein Teil zunächst gegossen, gefälscht oder inspritzgefühlt werden und dann eine zusätzliche Bearbeitung unterzogen werden, um seine Merkmale zu verfeinern-wie gebohrte Löcher, abgebildete Fäden oder gemahlene Oberflächen. Diese werden oft als teilweise bearbeitete oder nach dem Maschinen gefertigte Teile bezeichnet.
Gemeinsame Bearbeitungstechniken und Prozesse
Von einfachen Löchern bis hin zu komplexen internen Geometrien prägen verschiedene Bearbeitungstechniken die Schlüsselmerkmale von bearbeiteten Teilen. Im Folgenden finden Sie einige der am häufigsten verwendeten Bearbeitungsmethoden:
Mahlen:Verwendet rotierende Multi-Point-Schneidwerkzeuge, um Material aus einem Werkstück entlang mehrerer Achsen zu entfernen. Dieser Prozess ist sehr vielseitig, um komplexe Oberflächen, Taschen, Slots und konturierte Formen mit hoher Genauigkeit zu erstellen. Zu den gängigen Arten von Fräsen gehören Gesichtsfräsen, Endmahlen und Schlitzmahlen.
Drehen:Das Werkstück dreht sich gegen ein relativ stationäres Schneidwerkzeug, um zylindrische Merkmale - Wellen, Stäbe und Buchsen - mit enger Dimensionsregelung und glatten Oberflächen zu erzeugen.
Bohrungen:Ein rotierendes Bohrer erzeugt Löcher in verschiedenen Größen und Tiefen. Es ist eines der grundlegendsten Bearbeitungsprozesse, die für Durchlöcher, Blindlöcher und Gewindelöcher in mechanischen Teilen weit verbreitet sind.
Robend:Ein gezähtes Woach mit zunehmend größeren Zähnen schneidet das Material in einem einzigen Pass. Es ist besonders nützlich, um interne Merkmale wie Schlüsselbahnen, Splines und nicht runde Löcher zu schneiden.
Schleifen:Ein rotierendes Schleifrad verfeinert die Oberflächengeometrie und endet zu sehr engen Toleranzen. Diese Technik wird häufig als endgültiger Endschritt für hochpräzise Teile verwendet.
Elektrische Entladungsbearbeitung (EDM):Elektrische Funken in einem dielektrischen Flüssigkeit erodieren leitendes Werkstückmaterial, das die Erstellung komplizierter Formen, scharfen Ecken und tiefen Hohlräume in harten oder empfindlichen Metallen ermöglicht.
Laserschnitt:Verwendet einen fokussierten Laserstrahl, um Material zu schmelzen, zu verdampfen oder zu verbrennen und präzise und kontaktfreies Schneiden zu ermöglichen. Es ist für Metalle, Kunststoffe und andere Materialien geeignet, insbesondere für dünne Blechform.
Ultraschallbearbeitung:Ultraschallvibrationen übertragen eine abrasive Aufschlämmung gegen das Werkstück und entfernen Material aus spröden oder hitzemessenen Materialien (z. B. Keramik, Glas) ohne thermische Schäden oder mechanische Spannungen.
Was sind die Vorteile von bearbeiteten Teilen?
CNC -bearbeitete Teile bieten mehrere wichtige Vorteile gegenüber 3D -gedruckten und spritzgeformten Komponenten. Diese Vorteile umfassen:
Keine Mindestbestellmenge (MOQ)
Einer der Hauptvorteile von bearbeiteten Teilen besteht darin, dass Sie keine Mindestbestellmenge benötigen, um sie zu kaufen. Sie können einen einzelnen Prototyp oder sehr kleine Mengen bei Bedarf bestellen - ohne das kostspielige, zeitaufwändige Werkzeug, das für geformte Teile erforderlich ist. Dies ist besonders für kleinere Unternehmen nützlich, da es die Inventar- und Kapitalbindung reduziert und die maßgeschneiderte Produktion unterstützt.
Gute Prototypen
Bearbeitete Teile sind als Prototypen geeignet und erschwinglich, da sie teure Werkzeuge und minimale Bestellanforderungen vermeiden. Das Programmieren und Setup dauern in der Regel nur wenige Tage, sodass Teams Entwürfe schnell wiederholen und die Anpassung und Funktion jeder Version in realen Tests bewerten können. Die hohe Präzision und die überlegene Oberflächenbeschaffung der CNC -Bearbeitung sorgen dafür, dass Prototypen selbst für komplexe Geometrien oder komplizierte Details der endgültigen Produktionsteile ähneln.
Darüber hinaus unterstützt die Bearbeitung eine Vielzahl von Materialien - von Aluminium- und Stahllegierungen bis hinTechnische Kunststoffe- Entwickler können mehrere Optionen unter den tatsächlichen Betriebsbedingungen testen und das optimale Substrat identifizieren, bevor sie sich für die Herstellung von großem Umfang verpflichten.
Designfreiheit
Die Bearbeitung bietet unübertroffene Designfreiheit, indem sie mehreren Achsen Schneidwerkzeuge verwenden, um nahezu jede Form zu erzeugen-tiefe Taschen, Unterschnitte, scharfe Ecken und komplizierte Konturen. Sie können Funktionen wie Threads, Bosse und Schlüsselbahnen in einem einzigen Setup integrieren, anstatt separate Einsätze zu entwerfen oder später hinzuzufügen.
Injektionsformungen erfordern dagegen Konstruktionskonzessionen - einförmige Wanddicken, Winkeln und konsistente Strömungswege -, um eine ordnungsgemäße Schimmelpilzfüllung und einen Teilausstoß zu gewährleisten. Sobald die Form erstellt wurde, erfordert das Ändern dieses Designs normalerweise teure Werkzeugewechsel oder sogar einen vollständigen Umbau von Schimmelpilzen.
Sogar 3D -Druckprozess, der im Allgemeinen als einer der besten angesehen wirdHerstellungsprozesseIn Bezug auf die Designfreiheit hat Einschränkungen. Die meisten additiven Methoden (insbesondere FDM und SLA) können ohne Stützstrukturen nicht steile Überhänge bauen. Diese Unterstützung fügen Material hinzu, erhöhen die Druckzeit und müssen nach dem Druck entfernt werden. Große oder komplizierte Teile können als schichtkühles Schicht verziehen, und der Schicht-für-Schicht-Build führt zu anisotropen Festigkeit und zu sichtbarem „Tritt“ auf vertikalen Oberflächen.
Stärke
Bearbeitete Teile werden aus festen Börsen geschnitten, die die volle Festigkeit und die materielle Integrität des Bestands behalten. Dies macht sie strukturell den 3D -gedruckten Teilen überlegen, die unter den Schwächen in den Zwischenschichten und an geformten Teilen leiden können, für die möglicherweise dünnere Wände für die Überlegungen zur Strömung erforderlich sind.
Schnellere Vorlaufzeiten
Bearbeitete Teile werden viel schneller hergestellt, da es keine Schimmelpilz oder spezielle Werkzeuge erstellt. Sobald Ihr CAD -Modell fertig ist, kann ein CAM -Programm generiert und direkt an die Maschine gesendet werden. Moderne CNC -Zentren können rund um die Uhr mit minimaler Aufsicht arbeiten, sodass Teile in wenigen Tagen hergestellt werden können. Diese Geschwindigkeit ist besonders vorteilhaft für schnelle Prototypen, Brückenproduktion und dringende Ersatzbedürfnisse.
Oberflächenbeschaffung
Bearbeitete Teile können glatte, qualitativ hochwertige Oberflächenoberflächen ohne Flussleitungen, Blitz oder Trennlinien erzielen, die häufig in geformten Teilen zu sehen sind-oder die Schichtlinien aus dem 3D-Druck. Durch Kombination hoher Spindelgeschwindigkeiten, optimierter Futterraten und ordnungsgemäßes Kühlmittel kann die Bearbeitung routinemäßig erreicht werdenRauheitwerte (RA)unter 0,8 um - und mit feinen Finishing -Pässen, sogar bis zu 0,2 µm oder besser.
Qualität
CNC -Maschinen können enge Toleranzen aufnehmen und konsistente Ergebnisse von Teil zu Teil liefern. Wenn eine bestimmte Funktion - wie eine Präzisionsbohrung, die sich perfekt versiegeln muss - besondere Aufmerksamkeit erregt, kann der Maschinist zusätzliche Zeit verbringen oder zusätzliche Veredelungspässe für diese Funktion verbringen, ohne den Rest des Teils zu beeinflussen.
Im Gegensatz dazu hängen inspritzgeformte Teile vollständig von der anfänglichen Genauigkeit der Formhohlheit ab. Nach Tausenden von Zyklen können Werkzeugverschleiß und geringfügige Verschiebungen von den Verschiebungen Kanten abrunden oder die Abmessungen ändern, und Sie können einzelne Teile ohne kostspielige Schimmelpilzanpassungen oder sekundäre Operationen nicht optimieren.
Einfache Änderungen
Da CNC -Teile direkt aus digitalen CAD -Dateien hergestellt werden, können Sie Design ändern, bis die Herstellung beginnt. Dies ist von unschätzbarem Wert bei F & E und Prototyping: Ingenieure können Dimensionen fein abstellen oder mehrere Versionen ohne zusätzliche Kosten oder verschwendetes Material testen.
Wie entwerfe ich bearbeitete Teile?
Bei der Gestaltung bearbeiteter Teile ist es im Allgemeinen ratsam, die Prinzipien für die Entwurfs für die Herstellung (DFM) zu befolgen, um Funktionen, Genauigkeit und Kosteneffizienz zu gewährleisten. Glücklicherweise sind bearbeitete Teile nicht besonders schwer zu gestalten, wenn Sie dem Schlüssel folgenÜberlegungen zur Bearbeitung von Design -Designunten:
Wandstärke
Dünne Wände sind anfällig für Ablenkung und Schwingung während der Bearbeitung, was zu dimensionalen Ungenauigkeiten und schlechter Oberflächenbeschaffung führen kann. Als allgemeine Richtlinie sollte die Wandstärke für Metallteile nicht weniger als 0,8 mm und für Plastikteile 1,5 mm betragen.
Unterkuppelt
Unterschnitte sind umverkehrte Merkmale, die aufgrund der Behinderung der Geometrie nicht mit Standard -Schneidwerkzeugen erreicht werden können. Sie benötigen spezielle Werkzeuge wie T-Slot- oder L-förmige Cutter sowie zusätzliche Maschinenaufbauten und Werkzeugänderungen. Aus diesem Grund sollten Unterschnitte nur bei Bedarf für die Funktion des Teils verwendet werden - zum Beispiel, wenn eine Verriegelungsnut, ein Schlüsselway oder eine Assembly -Funktion auf keiner anderen Mittel erreicht werden können.
Beim Entwerfen von Unterschneidungen in der Bearbeitung ist es am besten, ihre Abmessungen in ganzen Millimetern für die Standard -Werkzeuggrößen zu erstellen. Die Unterschnittbreiten reichen typischerweise zwischen 3 und 40 mm, wobei die Tiefen bis zu doppelt so weit sind.
Vorsprünge
Große, schmale, hervorstehende Merkmale - wie Bosse oder Pfosten - sind schwer genau zu maschinen und können Werkzeuge, Vibrationen oder Teilverzerrungen verursachen. Um die Stabilität und Genauigkeit aufrechtzuerhalten, sollte die Höhe eines Vorsprungs nicht das Vierfache der Breite überschreiten. Zusätzlich kann das Hinzufügen von Rippen oder Filets hervorstehende Merkmale verstärken und die Spannungskonzentration verringern, wodurch sie während des Bearbeitungsprozesses stabiler werden.
Hohlräume, Löcher und Fäden
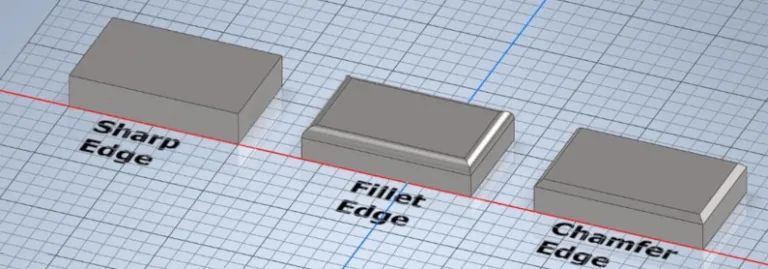
Hohlräume und Taschen sollten nicht tiefer als das Vierfache ihrer Breite sein, um eine ordnungsgemäße Evakuierung der Chips zu gewährleisten und die Ablenkung der Werkzeuge zu verhindern. Da Endmühlen ein kreisförmiges Profil haben, haben interne Ecken immer einen Radius - vermeiden Sie es also, perfekt scharf in den Rändern anzugeben.
Löcher werden normalerweise aus Bohrerbits oder Endmühlen hergestellt. Da Bohrbits in Standardgrößen erhältlich sind, stimmen Sie die Lochdurchmesser nach möglich an Standard -Werkzeuge. Begrenzen Sie auch die Lochtiefe auf das Vierfache des Durchmessers, um die Werkzeugstabilität und die Bohrgenauigkeit aufrechtzuerhalten.
Fäden können bis in kleine Größen (z. B. M6 und unten) bearbeitet werden, müssen jedoch die Stärke und Effizienz ausgleichen. Verwenden Sie als Richtlinie eine Engagementlänge von mindestens 1,5 × Nenndurchmesser (bis zu einem praktischen Maximum von 3 × Durchmesser). Darüber hinaus fügen zusätzliche Fäden Bearbeitungszeit und Werkzeugverschleiß ohne signifikanten Tragwesen hinzu.
Skala
Die Größe eines Teils muss die Fähigkeiten der Bearbeitungsgeräte entsprechen. Bei den meisten Fräsvorgängen sollten typische Teilabmessungen 400 × 250 × 150 mm nicht überschreiten. Größere Teile benötigen möglicherweise fortgeschrittene vertikale oder horizontale Bearbeitungszentren. Bestimmte 5-Achsen-Fräsmaschinen können Komponenten bis zu 1000 × 1000 mm oder sogar größer verarbeiten. Bei Standard -Drehprozessen beträgt die maximal funktionsfähige Größe ca. 500 mm × 1000 mm.
Die minimale Teilgröße wird im Allgemeinen durch Werkzeugdurchmesser und Maschinenpräzision begrenzt. Wenn beispielsweise eine Funktion kleiner als das Werkzeug selbst ist, kann sie nicht bearbeitet werden. Bei Standardmaschinen liegt die minimale Merkmalsgröße typischerweise zwischen 0,5 mm und 1 mm. Für extrem kleine Teile können Mikromaschine oder ultra-Präzisionsprozesse erforderlich sein, um die gewünschte Geometrie zu erreichen.
Bearbeitete Teilmaterialien
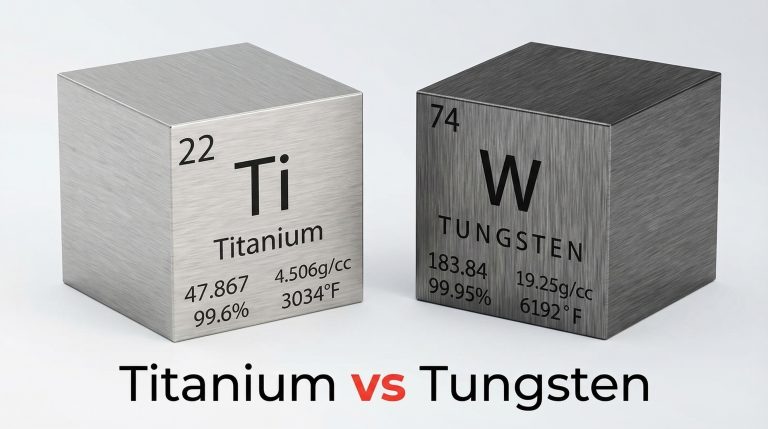
Bearbeitete Teile können aus einer Vielzahl von Materialien hergestellt werden. Das von Ihnen ausgewählte CNC -Bearbeitungsmaterial beeinflusst sowohl die mechanischen Eigenschaften - z. Weichere Materialien sind leichter zu schneiden, können jedoch verformen. Härtere Materialien erfordern langsamere Futtermittel und spezielle Werkzeuge.
Im Folgenden finden Sie einige Materialien, die üblicherweise für bearbeitete Teile verwendet werden:
Eine Vielzahl von Nachbearbeitungsoptionen kann auf bearbeitete Teile angewendet werden, um die Oberflächenstruktur, das Aussehen und die Leistung zu verbessern. Im Folgenden finden Sie allgemeine Oberflächenoberflächen für CNC-Maschined-Teile:
ASMACHINIERT:Keine zusätzliche Oberflächenbehandlung. Es spiegelt den natürlichen Oberflächenzustand des Teils wider, da es direkt von der Maschine kommt. Leichte Werkzeugmarken und Oberflächenschwankungen können sichtbar sein. Es ist für interne, nicht-kosmetische oder rein funktionelle Teile geeignet.
Perle gesprengt:An der Oberfläche wird abrasive Medien gesprengt, um eine einheitliche, matte Textur zu erzeugen. Es hilft, Grat, scharfe Kanten und Bearbeitungsmarken zu entfernen. Es ist jedoch wichtig zu beachten, dass der Sprengprozess eine kleine Menge Material aus dem Teil beseitigt, was sich auf enge Toleranzen und empfindliche Merkmale auswirken kann.
Anodiert:Ein elektrochemischer Prozess, der üblicherweise an Aluminiumteilen verwendet wird, um die Korrosion und den Verschleißfestigkeit zu verbessern. Die Anodierung vom Typ II erzeugt eine dekorative und korrosionsresistente Beschichtung, die in verschiedenen Farben erhältlich ist. Die Anodierung vom Typ III (hart anodisierend) erzeugt eine dickere dichtere Schicht und bietet mehr Abrieb und chemische Resistenz.
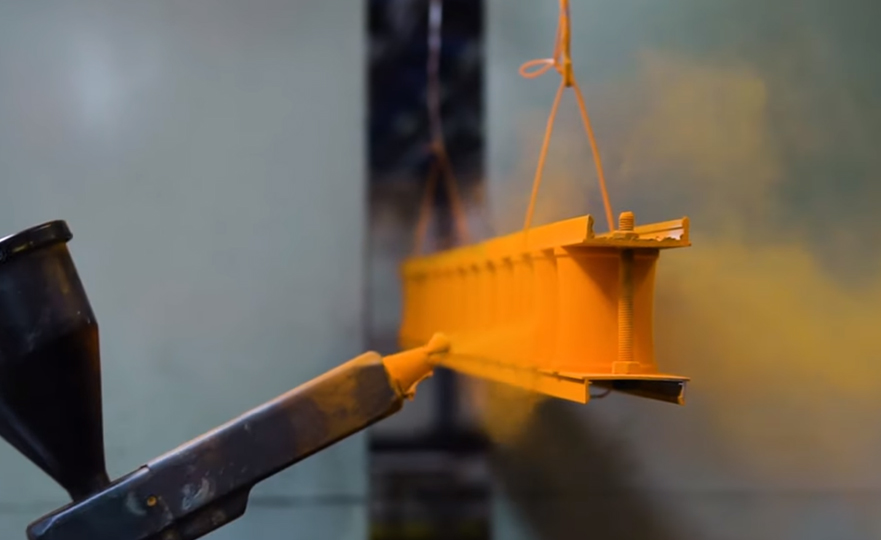
Pulverbeschichtet:Trockenpulver wird auf die Oberfläche des Teils besprüht, das dann in einem Ofen hitzeheizt wird, um eine harte, farbige Beschichtung zu bilden. Dieses Finish bietet eine starke, käferbeständige und korrosionsbeständige Schicht, die haltbarer ist als Standard-Lackbeschichtungen.
Poliert:Ein mechanischer Prozess, bei dem feine Schleifmittel oder Polsterräder verwendet werden, um eine glatte, reflektierende Oberfläche zu erreichen. Das Polieren verbessert die Ästhetik und kann die Oberflächenrauheit für Komponenten verringern, die eine geringe Reibung oder visuelle Anziehungskraft erfordern.
Bearbeitete Teiltoleranzen
Bearbeitungsverträglichkeiten sind der zulässige Bereich der dimensionalen Abweichung und zeigen, wie stark ein fertiger Teil von seinen nominalen Designabmessungen abweist. Je enger die Toleranz ist, desto höher die Präzision der Bearbeitung - und desto größer die Herstellungsschwierigkeiten und -kosten. Komponenten, die präzise Anpassungen oder kritische Funktionen erfordern, erfordern enge Toleranzen, während nichtkritische Teile lockerer und kostengünstigere Toleranzen vorgenommen werden können.
Es gibt mehrere internationale Standards für die Bearbeitung von Toleranzen, wobei ISO 2768 einer der am häufigsten angenommenen ist. Dieser Standard liefert allgemeine Metriktoleranzen (in Millimetern) für lineare und Winkelabmessungen, ohne dass individuelle Toleranzspezifikationen erforderlich sind. Es klassifiziert Toleranzen in vier Klassen und hilft den Herstellern, Mehrdeutigkeiten zu reduzieren, die Konsistenz aufrechtzuerhalten und die Produktionskosten zu optimieren. Siehe die folgenden Tabellen:
Grundgrößenbereich in mm
Zulässige Abweichungen in MM
f (gut)
M (Medium)
C (grob)
V (sehr grob)
0,5 bis zu 3
± 0,05
± 0,1
± 0,2
- -
über 3 bis 6
± 0,05
± 0,1
± 0,3
± 0,5
über 6 bis 30
± 0,1
± 0,2
± 0,5
± 1,0
über 30 bis 120
± 0,15
± 0,3
± 0,8
± 1,5
über 120 bis 400
± 0,2
± 0,5
± 1,2
± 2,5
über 400 bis 1000
± 0,3
± 0,8
± 2,0
± 4,0
über 1000 bis 2000
± 0,5
± 1,2
± 3,0
± 6,0
über 2000 bis 4000
- -
± 2,0
± 4,0
± 8,0
Die Bezeichnung der Toleranzklassenbezeichnung für lineare Abmessungen gemäß dem ISO 2768 Standard
Grundgrößenbereich in MM (kürzere Seite des betreffenden Winkels)
Zulässige Abweichungen in Grad und Minuten
f (gut)
M (Medium)
C (grob)
V (sehr grob)
bis zu 10
± 1º
± 1º
± 1º30
± 3º
über 10 bis zu 50
± 0º30
± 0º30
± 1º
± 2º
über 50 bis 120
± 0º20 '
± 0º20 '
± 0º30 '
± 1º
über 120 bis 400
± 0º10 '
± 0º10 '
± 0º15 '
± 0º30 '
über 400
± 0º5 '
± 0º5 '
± 0º10 '
± 0º20 '
Die allgemeinen Toleranzen für Winkel/Winkelabmessungen
Was sind die Anwendungen von bearbeiteten Teilen?
Die Bearbeitung wird in Branchen verwendet, um präzise, langlebige Komponenten herzustellen - wie Ventilkörper, Zahnräder, Gehäuse, Gehäuse,Befestigungselementeund Klammern - sowohl in Prototypen als auch in der vollständigen Produktion. Im Folgenden finden Sie Schlüsselindustrien, die bearbeitete Teile verwenden:
Luft- und Raumfahrt
Die Luft- und Raumfahrtindustrie benötigt bearbeitete Teile, die den höchsten Leistungs- und Sicherheitsstandards entsprechen. Diese Komponenten müssen extremem Druck, Temperaturschwankungen und mechanischen Belastungen standhalten und gleichzeitig minimales Gewicht beibehalten. Die CNC-Bearbeitung unterstützt komplexe Geometrien und Micron-Ebene auf diesem Gebiet.
Typische Anwendungen:
Turbinenblätter und Gehäuse
Kraftstoffsystemkomponenten und Motorhalterungen
Fahrradwellen und strukturelle Stützen
Satellitenkomponenten und Kommunikationssystemgehäuse
Medizinisch
Präzision und Biokompatibilität sind bei der Herstellung von Medizinprodukten von größter Bedeutung. Die CNC-Bearbeitung ermöglicht die Produktion von Hochschulabteilung mit glatten Oberflächen und engen Toleranzen, die für Implantate und chirurgische Instrumente für Hochleistungs-Chirurgie geeignet sind. Es unterstützt auch eine breite Palette zertifizierter medizinischer Materialien.
Die CNC-Bearbeitung wird in der Automobiltechnik häufig verwendet, um zuverlässige, hochfeste Komponenten für Antriebsstränge, Stromversorgungssysteme und Chassis-Baugruppen herzustellen. Die Bearbeitung ermöglicht eine schnelle Iteration der Leistungsstimmung und des Prototyps, während die großflächige Produktion von präzisen mechanischen Teilen unterstützt wird.
Typische Anwendungen:
Motorblöcke, Kolben, Zylinderköpfe
Getriebekomponenten: Wellen, Zahnräder, Gehäuse
Teile des Bremssystems und strukturelle Befestigungselemente
Benutzerdefinierte Leistung oder Restaurierungsteile
Unterhaltungselektronik
In der Elektronikindustrie müssen Komponenten sowohl kompakt als auch thermisch zuverlässig sein. Die CNC-Bearbeitung wird verwendet, um Gehäuse, Kühlstrukturen und Steckerhäuser mit hoher dimensionaler Genauigkeit und hervorragender Oberflächenfinanzierung zu erzeugen, häufig für die Produktion mit niedrigem Volumen.
Typische Anwendungen:
Kühlkörper und EMI -Abschirmkomponenten
Präzisionsmaschine Aluminium oder Kunststoffgehäuse
Anschlüsse, Abstandshalter und Montage -Hardware
Benutzerdefinierte Geräteprototypen
Bearbeitete Komponenten werden auch in der Verteidigung, Robotik, erneuerbaren Energien und Industriegeräten häufig eingesetzt. Ihre Stärke, Präzision und Zuverlässigkeit machen sie gut geeignet für leistungsstarke Teile, die unter mechanischer Spannung, thermischen Abweichungen und harten Bedingungen arbeiten.
Wie wähle ich Bearbeitungsteile Lieferanten aus?
Von der allgemeinen Produktqualität und der Entwurfsgenauigkeit bis hin zu feineren Details von engen Toleranzen und spezialisierten Materialien ist die Auswahl des Lieferanten des richtigen Bearbeitungsteile für den Projekterfolg von entscheidender Bedeutung. In diesem Abschnitt skizzieren wir einige wichtige Faktoren, die bei der Bewertung von CNC -Bearbeitungslieferanten zu berücksichtigen sind:
Zertifizierungen:Suchen Sie nach Lieferanten mit ISO9001 oder branchenspezifischen Zertifizierungen, die das Qualitätsmanagement und die Prozesskontrolle demonstrieren.
Technische Kommunikation:Bewerten Sie, wie gut der Lieferant Ihre Entwurfsanforderungen versteht. Klare Antworten und aufschlussreiche Fragen spiegeln normalerweise die tiefe Bearbeitung wider, wie.
Ruf & Referenzen:Fragen Sie andere Produktteams nach ihren Lieferantenerlebnissen. Feedback aus erster Hand ist oft der zuverlässigste Filter.
Transparenz der Einrichtung:Besuchen Sie nach Möglichkeit den Lieferanten oder ordnen Sie eine virtuelle Prüfung an, um die Maßnahmen zur Ausrüstung, den Prozessfluss, zur Kapazität und zur Qualitätsregelung zu bewerten.
Zitieren und Führungszeiten:Anfrage Zitate (RFQs) von mehreren Lieferanten, um Preisgestaltung, Reaktionsfähigkeit, Flexibilität und Vorlaufzeiten zu vergleichen - insbesondere für internationale Sendungen.
Um eine glattere Zusammenarbeit zu gewährleisten:
Befolgen Sie die Prinzipien der DFM (Design for Bearbeitung) in Ihren CAD -Modellen
Fügen Sie detaillierte 2D -Zeichnungen mit Standardtoleranzen und Notation ein
Verwenden Sie NDAs, um proprietäre Designs zu schützen
Klärung der Zahlungsbedingungen - Vorbereitung ist häufig für erste Bestellungen erforderlich
Arbeiten Sie mit Chiggo für benutzerdefinierte bearbeitete Teile
Chiggo ist ein zuverlässiger PartnerangebotCNC -BearbeitungsdiensteFür Ihren schnellen Prototyping und Ihre nachbearbeiteten Teileanforderungen. Mit umfangreichen Erfahrung in verschiedenen Branchen verstehen wir, wie wichtig sowohl Geschwindigkeit als auch Präzision sind.
Our machine shop is equipped with advanced machining centers and supported by a robust quality management system, enabling us to deliver high-quality components at competitive prices and with shorter lead times. Kontaktieren Sie uns noch heuteUm Ihre bearbeiteten Teile zu bestellen!