Herstellungsprozesse hinterlassen häufig unregelmäßige Texturen auf Produktoberflächen. Mit der steigenden Nachfrage nach hochwertigen Oberflächen gewinnt die Bedeutung der Oberflächenveredelung immer mehr an Bedeutung. Bei der Oberflächenveredelung geht es nicht nur um Ästhetik oder ein glatteres Erscheinungsbild. Es wirkt sich erheblich auf die Funktionalität, Haltbarkeit und Gesamtleistung eines Produkts aus.
Entdecken Sie unseren Leitfaden, um alles über die Oberflächenveredelung zu erfahren und Tipps zum Erreichen des gewünschten Finishs und zur Auswahl der geeigneten Oberflächenrauheit für CNC-Bearbeitung.
Was ist Oberflächenbeschaffenheit?
Die Oberflächenbeschaffenheit, auch Oberflächentextur oder Oberflächentopographie genannt, bezieht sich auf die allgemeine Glätte, Textur und Qualität der Oberfläche eines Teils. Es ist ein wichtiger Faktor in der Fertigung und Technik, da es nicht nur das Aussehen, sondern auch die Leistung und Funktionalität eines Produkts beeinflusst.
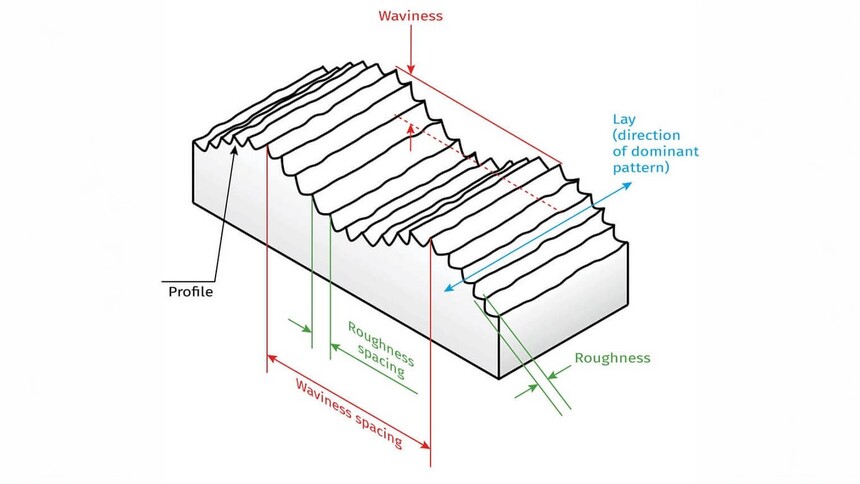
Zu den wesentlichen Merkmalen der Oberflächenbeschaffenheit gehören vor allem die folgenden drei Aspekte:
Oberflächenrauheit
Unter Oberflächenrauheit versteht man die kleinen, fein verteilten Unregelmäßigkeiten auf einer Oberfläche, die mit bloßem Auge vielleicht nicht sichtbar sind, aber spürbar sind, wenn man mit dem Finger über die Oberfläche fährt.
Die Rauheit wird oft anhand von Parametern wie Ra (durchschnittliche Rauheit) gemessen. Ein niedrigerer Ra-Wert weist auf weniger und kleinere Unregelmäßigkeiten hin, was zu einer glatteren Oberfläche führt, die Reibung und Verschleiß verringert. Wenn Profis von der Oberflächengüte sprechen, meinen sie oft konkret die Oberflächenrauheit.
Welligkeit
Die Welligkeit unterscheidet sich von der Oberflächenrauheit, da sie größere, weiter auseinander liegende Unregelmäßigkeiten auf der Oberfläche umfasst. Diese können durch Faktoren wie Maschinenvibrationen, Durchbiegungen oder Verformungen während des Herstellungsprozesses verursacht werden. Oberflächenwelligkeit kann sich erheblich darauf auswirken, wie Teile zusammenpassen und wie dicht sie sind.
Lay (Richtung des Oberflächenmusters)
Die Lage ist die vorherrschende Richtung des Oberflächenmusters, die sich typischerweise aus dem verwendeten Herstellungsprozess ergibt und parallel, senkrecht, kreisförmig, kreuzschraffiert, radial, multidirektional oder isotrop (ungerichtet) sein kann.
Die Schlagrichtung beeinflusst Reibung, Schmierung und Ästhetik. Bei optischen Bauteilen kann eine bestimmte Lagerichtung die Lichtstreuung reduzieren und die Klarheit verbessern.
Warum ist die Oberflächenbeschaffenheit in Herstellungsprozessen wichtig?
Wie bereits erwähnt, hat die Oberflächenbeschaffenheit erheblichen Einfluss auf das Aussehen, die Leistung, die Haltbarkeit und die Gesamtqualität eines Produkts. Gerade deshalb spielt die Oberflächenveredelung in Fertigungsprozessen eine wichtige Rolle. Lassen Sie uns hier die Gründe aufschlüsseln, warum die Oberflächenbeschaffenheit eine so entscheidende Rolle spielt.
Ästhetik: Der erste Eindruck eines Produkts basiert oft auf seinem Aussehen und seiner Haptik. Eine hochwertige Oberflächenveredelung steigert die optische Attraktivität und kann insbesondere bei Konsumgütern Ihre Wahrnehmung und Zufriedenheit erheblich beeinflussen.
Reibung und Verschleiß: Besonders bei mechanischen Anwendungen reduziert eine glattere Oberflächenbeschaffenheit die Reibung und den Verschleiß zwischen beweglichen Teilen, wodurch die Wärmeentwicklung minimiert und die Effizienz und Lebensdauer der Komponenten verbessert wird.
Abdichtung und Montage: Eine ordnungsgemäße Oberflächenbeschaffenheit sorgt für eine bessere Abdichtung und Passform der Teile, verhindert Leckagen und sorgt für präzise Montage.
Ermüdungsfestigkeit: Eine glattere Oberfläche verbessert die Ermüdungsfestigkeit, indem sie Spannungskonzentrationen und die Wahrscheinlichkeit einer Rissbildung verringert.
Korrosionsbeständigkeit: Eine bessere Oberflächenbeschaffenheit erhöht die Korrosionsbeständigkeit, indem die Spalten minimiert werden, in denen sich korrosive Stoffe ansammeln können.
Haftung von Beschichtungen: Die Oberflächenstruktur kann Einfluss darauf haben, wie gut Beschichtungen oder Farben am Produkt haften.
Verbesserte Leitfähigkeit und Wärmeableitung: Bei elektronischen und thermischen Anwendungen verbessert eine hochwertige Oberflächenbeschaffenheit die Leitfähigkeit und unterstützt die Wärmeableitung.
Kontrolle der Lichtreflexion und -streuung: Bei optischen Anwendungen beeinflusst die Oberflächenbeschaffenheit, wie Licht reflektiert und gestreut wird.
Wie misst man die Oberflächenrauheit?
Angesichts des entscheidenden Einflusses der Oberflächenbeschaffenheit auf die Fertigung ist die Messung der Oberflächenrauheit in Produktionsprozessen von entscheidender Bedeutung. Dadurch können wir die tatsächlichen Oberflächeneigenschaften von Produkten genau verstehen und sicherstellen, dass sie den Design- und Funktionsanforderungen entsprechen.
Zur Messung der Oberflächenrauheit werden verschiedene Messtechniken und Datenanalysen eingesetzt, um die relative Glätte des Oberflächenprofils eines Produkts zu beurteilen. Der am häufigsten verwendete numerische Parameter zur Quantifizierung dieser Rauheit ist Ra.
Zur Messung der Oberflächenrauheit stehen mehrere Methoden zur Verfügung. Zu den wichtigsten Arten von Messtechniken gehören:
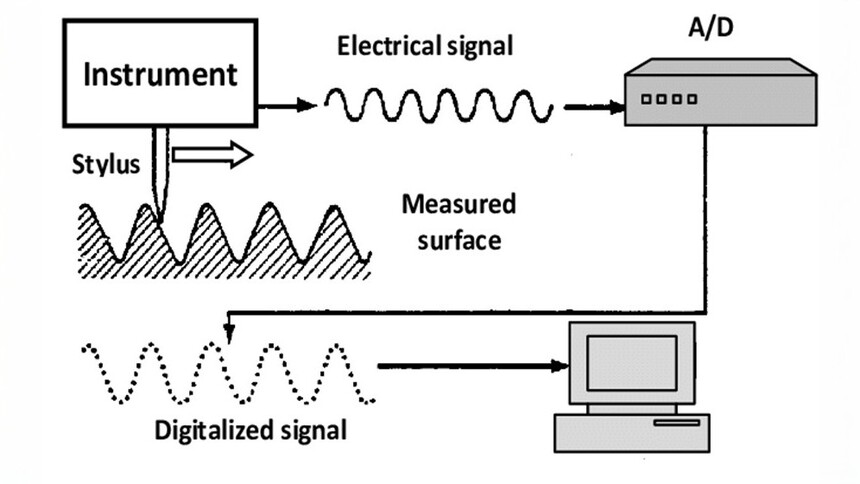
Kontaktmethoden (Stifttastinstrument)
Bei Kontaktmethoden wird die Oberfläche physisch mit einem Werkzeug, beispielsweise einem Taststift, berührt. Dieses Gerät bewegt sich vertikal zur Verlegerichtung der Oberfläche, um das Oberflächenprofil zu verfolgen. Durch die Bewegung der Sonde wird eine detaillierte Oberflächenkonturkarte erstellt, die präzise Daten zur Oberflächenrauheit liefert.
Diese Methoden werden hauptsächlich in Fertigungsumgebungen eingesetzt, in denen der direkte Kontakt mit der Oberfläche keine Schäden verursacht. Sie eignen sich jedoch möglicherweise nicht für empfindliche oder weiche Oberflächen, die durch den Sondierungsvorgang verformt werden könnten.
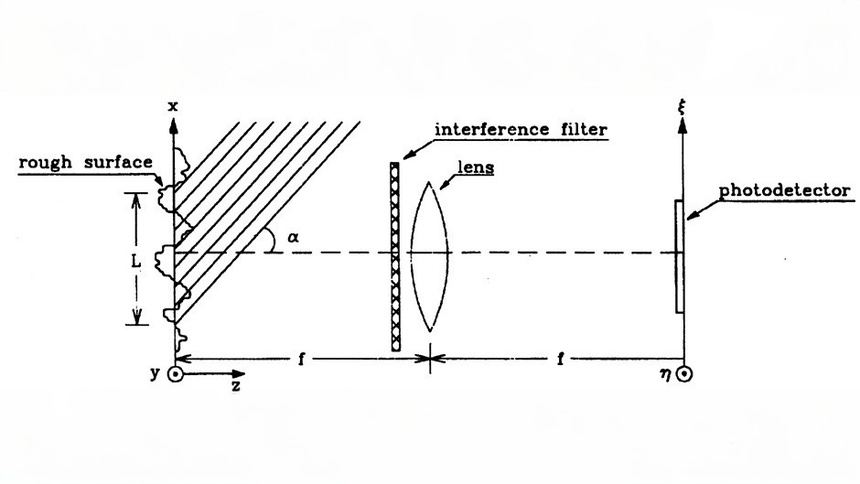
Berührungslose Methoden (optisches Licht, Laser)
Optisches Profilometer/Weißlichtinterferometer: Bei dieser Technik wird ein Lichtstrahl auf eine Oberfläche projiziert und das Muster des reflektierten Lichts gemessen, um Höhenschwankungen der Oberfläche genau zu bestimmen und so ein detailliertes 3D-Oberflächenprofil zu erstellen. Sie eignet sich für empfindliche oder weiche Oberflächen in der Feinmechanik, Halbleiter- und optischen Industrie. Allerdings sind dafür Oberflächen mit guten Reflexionseigenschaften erforderlich und die Ausrüstung kann teuer sein.
Konfokale Laser-Scanning-Mikroskopie:Diese Methode verwendet einen fokussierten Laser Der Strahl scannt die Oberfläche und erzeugt hochauflösende 3D-Bilder der Topographie. Es ist ideal für die Analyse komplexer 3D-Oberflächen in der biomedizinischen Forschung, Materialwissenschaft und Feinmechanik. Der Betrieb ist jedoch teuer und komplex.
3D-Laserscanning: Bei dieser Technik wird ein Laser verwendet, um die Topographie einer Oberfläche zu erfassen und ein 3D-Modell zu erstellen. Es wird typischerweise für größere Flächen verwendet und kann schnell ein umfassendes Oberflächenprofil erstellen. Es eignet sich für große oder komplexe Oberflächen in Automobil-, Luft- und Raumfahrt- und Architekturanwendungen. Obwohl es große Flächen effizient bearbeiten kann, hat es im Vergleich zu anderen Methoden eine geringere Auflösung und ist nicht für hochpräzise Messungen oder sehr kleine Oberflächenmerkmale geeignet.
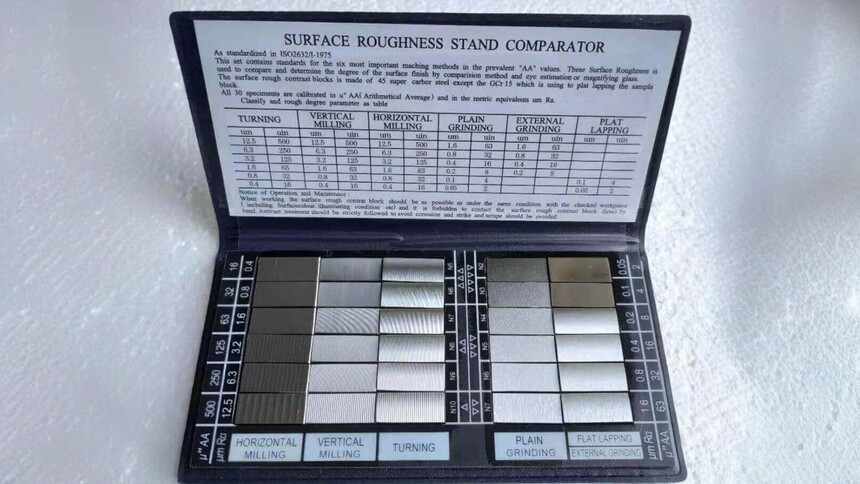
Vergleichsmethoden
Bei den Vergleichsmethoden wird die betreffende Oberfläche mit einem Standardsatz von Proben mit bekannter Rauheit verglichen.
Diese Methoden sind schnell und kostengünstig und eignen sich für Routineprüfungen in Produktionsumgebungen. Allerdings sind sie subjektiver und für Anwendungen, die eine hohe Präzision erfordern, weniger geeignet.
In-Prozess-Methoden
In-Prozess-Methoden integrieren die Messung der Oberflächenrauheit direkt in den Fertigungsprozess. Zum Einsatz kommen Werkzeuge wie Inline-Profilometer oder integrierte Sensoren in CNC-Maschinen. Diese Tools liefern Echtzeitdaten zur Oberflächenbeschaffenheit und ermöglichen sofortige Anpassungen.
Dieser Ansatz ist besonders nützlich für die Echtzeitüberwachung und Qualitätskontrolle in kontinuierlichen Produktionslinien und automatisierten Fertigungssystemen. Sie kann jedoch in Situationen eingeschränkt sein, in denen die Integration von Messsystemen in den Prozess aufgrund von Platz-, Kosten- oder Komplexitätsbeschränkungen nicht möglich ist.
Bitte beachten Sie bei allen oben genannten Messmethoden bei der Aufzeichnung die Maßeinheit. Für die Rauheitsmessung werden in den Vereinigten Staaten Mikrozoll verwendet, typischerweise als µin geschrieben, während Mikrometer international (SI) als µm oder um geschrieben werden. Hier eine kurze Umrechnung:
Parameter und Symbole für die Oberflächenrauheit verstehen
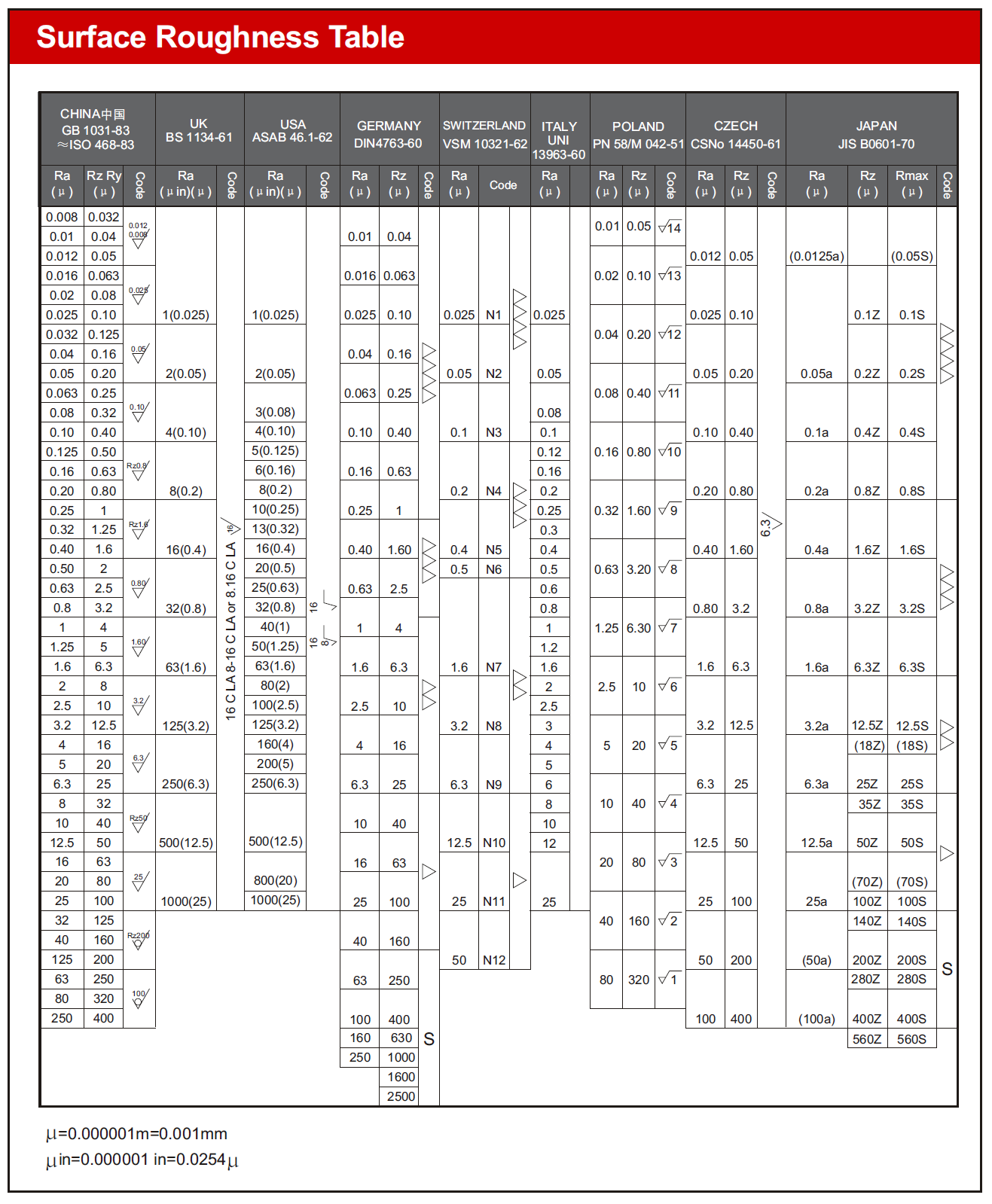
Wenn wir die oben genannten Symbole und Parameter in der Tabelle zur Oberflächenrauheit nicht verstehen, werden wir auf dem komplexen Gebiet der Fertigung ratlos sein. Diese Indikatoren sind wie Markierungen auf einer Karte und helfen uns dabei, sicherzustellen, dass die Qualität, Funktionalität und Eignung von Oberflächen den Erwartungen entspricht.
Rauheitsparameter
Ra: Durchschnittliche Rauheit
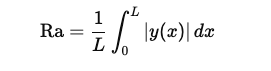
Ra ist definiert als die durchschnittliche Abweichung des Rauheitsprofils von der Mittellinie. Mathematisch gesehen handelt es sich um das arithmetische Mittel der über die Auswertestrecke gemessenen Absolutwerte der Oberflächenhöhenabweichungen von der Mittellinie.
Ra ist der am häufigsten verwendete Parameter für die Oberflächenrauheit, da er einen einfachen, allgemeinen Hinweis auf die Oberflächentextur bietet und ein ausgewogenes Bild der Gesamtrauheit vermittelt, ohne übermäßig durch extreme Spitzen oder Täler beeinflusst zu werden.
wobei:L die Messlänge ist.y(x)der vertikale Abstand von einem bestimmten Punkt auf dem Oberflächenprofil zur Mittellinie ist.
Aufgrund dieser Mittelung ist der Ra-Wert niedriger als die tatsächliche Höhe der Rauheitsschwankungen.
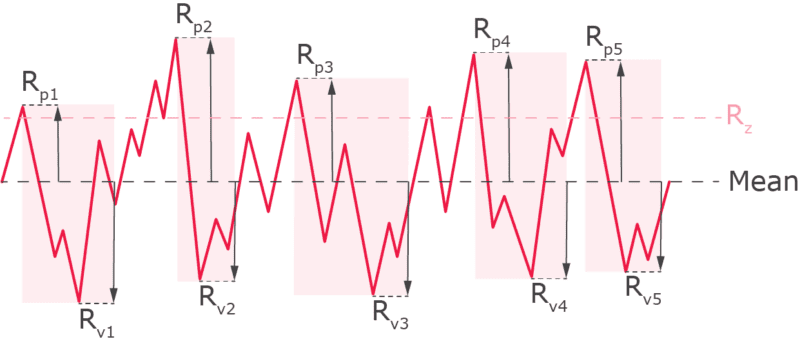
Rz: Durchschnittliche maximale Körpergröße
Zur Berechnung von Rz wird die Bewertungslänge in fünf gleiche Längen unterteilt. Rz ist der Durchschnitt der maximalen Peak-to-Tal-Höhen innerhalb jeder dieser fünf gleichen Probenahmelängen.
Rz bietet im Vergleich zu Ra eine detailliertere Darstellung der Oberflächenrauheit und reagiert empfindlicher auf die Spitzen und Täler des Oberflächenprofils. Es wird häufig in Branchen eingesetzt, in denen extreme Oberflächentexturen von entscheidender Bedeutung sind, beispielsweise bei Dichtungsflächen, wo die höchsten Spitzen und tiefsten Täler die Leistung von Dichtungen und Dichtungen beeinträchtigen können.
In der Praxis wird der Einfachheit halber manchmal eine Näherungsformel „7,2 x Ra = Rz“ verwendet. Dies ist jedoch eine grobe Schätzung und nicht immer genau.
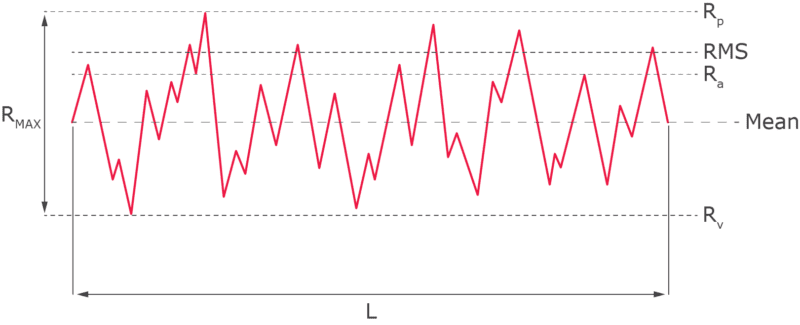
Rp: Maximale Profilspitzenhöhe
Rp ist die Höhe des höchsten Einzelpeaks im Oberflächenprofil, gemessen von der Mittellinie innerhalb der Bewertungslänge.
Rv: Maximale Profiltaltiefe
Rv ist die Tiefe des tiefsten einzelnen Tals im Oberflächenprofil, gemessen von der Mittellinie innerhalb der Bewertungslänge.
Rt: Gesamtrauheit
Rt ist der gesamte vertikale Abstand zwischen dem höchsten Gipfel und dem tiefsten Tal innerhalb der gesamten Auswertungslänge.
Dies dient der allgemeinen Qualitätskontrolle und stellt sicher, dass die Oberfläche keine extremen Abweichungen aufweist.
Rmax: Maximale Rautiefe
Rmax ist die größte Spitze-zu-Tal-Höhe innerhalb der Bewertungslänge. Dabei wird der größte Spitze-zu-Tal-Unterschied innerhalb einzelner Segmente betrachtet und dann das Maximum dieser Segmente ausgewählt.
Rmax konzentriert sich auf die bedeutendste lokale Rauheit und ist nützlich für Anwendungen, bei denen bestimmte Bereiche der Oberfläche genauer kontrolliert werden müssen, beispielsweise bei kritischen Dichtungs- oder Kontaktflächen.
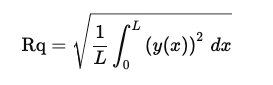
RMS: Root Mean Square Roughness
RMS, auch als Rq bekannt, ist der quadratische Mittelwert der Oberflächenhöhenabweichungen von der Mittellinie über die Bewertungslänge. Es gibt größeren Abweichungen mehr Gewicht als Ra und ist besonders nützlich für Anwendungen, die empfindlich auf größere Oberflächenschwankungen reagieren, wie z. B. Präzisionstechnik und optische Anwendungen.
wobei:Rq der RMS-Rauheitswert ist.L die Messlänge ist.y(x) die Vertikale ist Abstand von einem Punkt auf dem Oberflächenprofil zur Mittellinie.
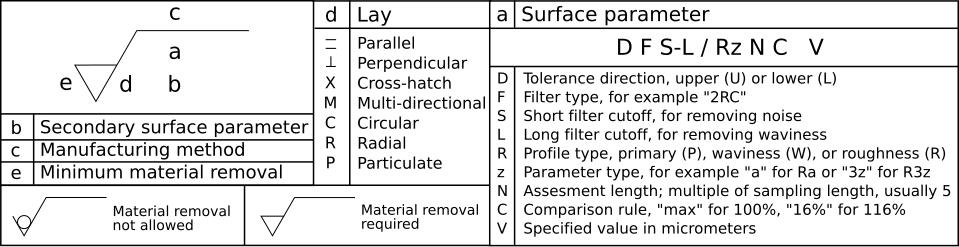
Rauheitssymbole
Die Rauheitssymbole können als Häkchen mit der Spitze der sein Markierung, die auf der zu spezifizierenden Oberfläche aufliegt. Weitere Anweisungen finden Sie in der folgenden Tabelle.
Wie erreicht man die gewünschte Oberflächenbeschaffenheit?
In der Praxis können alle Rohmaterialien, die Auswahl spezifischer Verarbeitungstechniken und sogar die Bearbeitungsbedingungen wie Werkzeugzustand und Bearbeitungsparameter einen großen Einfluss auf die Qualität der Teileoberfläche haben. Unter der Voraussetzung, dass das Verarbeitungsmaterial bestimmt ist, können wir zur Erzielung einer idealen Oberflächenbeschaffenheit folgende Aspekte berücksichtigen:
Die Oberflächenbeschaffenheit hängt stark vom Verfahren ab, mit dem das Teil hergestellt wird. Verschiedene Herstellungsprozesse können zu unterschiedlichen Oberflächenrauheitsergebnissen führen, wie in der Vergleichstabelle zur Oberflächenrauheit unten dargestellt.
Verwenden Sie hochwertige Werkzeugmaterialien wie Hartmetall oder Diamant, um die Schärfe der Schneidwerkzeuge zu erhalten. Ersetzen Sie abgenutzte Werkzeuge regelmäßig, um raue Oberflächen durch Rattern und erhöhte Reibung zu vermeiden.
Optimize cutting speeds to minimize the formation of built-up edges. Use lower feed rates and apply shallower cuts to achieve a finer surface finish.
Select appropriate coolants to reduce friction and heat at the cutting interface.
Choose us! Chiggocan provide various Oberflächenveredelungsdienste, including polishing, bead blasting, and grinding, to enhance the smoothness of the surface.
Es ist erwähnenswert, dass eine zusätzliche Bearbeitung und eine glattere Oberfläche zusätzliche Kosten verursachen. Daher ist es wichtig, dass der Ingenieur oder Designer keine unnötig strengen Anforderungen an die Rauheit stellt. Wann immer möglich, sollten die Rauheitsspezifikationen innerhalb der Grenzen des primären Herstellungsprozesses festgelegt werden.
Wie wählt man eine geeignete Oberflächenrauheit für die CNC-Bearbeitung aus?
Wie aus der zuvor erwähnten Vergleichstabelle zur Oberflächenrauheit hervorgeht, kann die CNC-Bearbeitung ein sehr breites Spektrum an Oberflächenrauheiten erzeugen. Welche Oberflächenrauheit eignet sich also am besten für Ihr Projekt? Finden wir es heraus.
Ungefähre Umrechnungstabelle für die Oberflächenrauheit
Rauheitsgradnummern
Amerikanisches System - Ra (µin)
Amerikanisches System - RMS (µin)
Metrisches System - Ra (µm)
Metrisches System – RMS (µm)
N12
2000
2200
50
55
N11
1000
1100
25
27.5
N10
500
550
12.5
13.75
N9
250
275
8.3
9.13
N8
125
137,5
3.2
3,52
N7
63
69,3
1.6
1,76
N6
32
35.2
0,8
0,88
N5
16
17.6
0,4
0,44
N4
8
8.8
0,2
0,22
N3
4
4.4
0,1
0,11
N2
2
2.2
0,05
0,055
N1
1
1.1
0,025
0,035
In der Tabelle oben werden die Rauheitsgradnummern (N12, N11, N10 usw.) häufig in ISO 1302 um unterschiedliche Grade der Oberflächenrauheit anzuzeigen. Hier sind einige typische Rauheitsgrade für die CNC-Bearbeitung:
Ra 3,2 µm (N8)
Eine Oberflächengüte von Ra 3,2 µm weist eine mäßig glatte Oberfläche auf und wird üblicherweise als Standard für kommerzielle Maschinen verwendet. Diese Oberflächenbeschaffenheit hinterlässt zwar sichtbare, aber nicht übermäßige Schnittspuren, ist jedoch für die meisten Verbraucherteile akzeptabel und bietet für viele Anwendungen eine ausreichend glatte Oberfläche.
Ra 1,6 µm (N7)
Eine Oberflächengüte von Ra 1,6 µm stellt eine relativ glatte Oberfläche mit minimalen Schnittspuren dar, die kaum wahrnehmbar sind. Dieses Finish eignet sich für langsam bewegliche und leicht tragende Oberflächen und ist ideal für Pumpenteile und Hydraulikkomponenten.
Ra 0,8 µm (N6)
Eine Oberflächengüte von Ra 0,8 µm bedeutet eine äußerst glatte und präzise Oberfläche. Es ist der Standard für viele feinmechanische Anwendungen, beispielsweise für Luft- und Raumfahrt- und Automobilkomponenten.
Ra 0,4 µm (N5)
Eine Oberflächengüte von Ra 0,4 µm sorgt für ein nahezu spiegelähnliches Finish. Dieses Maß an Glätte erfordert einen erheblichen Aufwand bei der Herstellung und sollte nur dann angefordert werden, wenn es höchste Priorität hat. Es wird in optischen Komponenten, wissenschaftlichen Instrumenten und anderen hochpräzisen Anwendungen eingesetzt.
Abschluss
Die Oberflächenbeschaffenheit ist ein integraler Aspekt der Fertigung und wird direkt von den verwendeten Prozessen beeinflusst. Es wirkt sich erheblich auf die Funktionalität, Ästhetik und Haltbarkeit des Endprodukts aus. Es ist jedoch wichtig zu beachten, dass eine geringere Oberflächenrauheit nicht immer besser ist; praktische Anwendung und Budget müssen berücksichtigt werden.
Als Verarbeitungshersteller aus einer Hand wendet Chiggo nicht nur eine Reihe von Herstellungsprozessen und Oberflächenveredelungsdienstleistungen an, um strenge Oberflächenveredelungsstandards zu erreichen, sondern auch bietet kostengünstige Lösungen, die auf Ihre spezifischen Projektanforderungen zugeschnitten sind.
Wichtige Erkenntnisse:
Surface finish is defined by three key characteristics: lay, waviness, and roughness. And technical drawings often specify roughness alone, because roughness value is the most representative parameter characterizing surface features.
Ra (average roughness) and Rz (mean roughness depth) are the most frequently specified roughness parameters. In most cases, Ra is less than Rz. A rough estimation for conversion is Rz ≈ 7.2 x Ra.
Don’t forget to pay attention to whether roughness is specified in SI units (micrometers) or English units (micro-inches).
Smoother surfaces are more expensive due to the additional manufacturing processes required. Therefore, specify the roughest acceptable finish to minimize costs.
When selecting surface roughness for CNC machining, you may consider the balance between functionality and cost. Ra 3.2 µm is standard for most commercial parts, Ra 1.6 µm suits precise, slow-moving components, Ra 0.8 µm is ideal for high-precision applications, and Ra 0.4 µm, the smoothest, is used only when top-level smoothness is essential due to its high cost.
In practice, surface roughness values are predetermined, meaning we adhere to a set of standards. ISO standards are widely recognized and applied globally across various industries, while ASME standards are primarily used in the United States. ISO 4287 and ASME B46.1 focus on the measurement and evaluation of surface roughness, whereas ISO 1302 and ASME Y14.36M emphasize the graphical representation on technical drawings.