Stress und Belastung sind zwei der wichtigsten Konzepte, um zu beschreiben, wie Materialien auf Kräfte reagieren. Spannung ist die innere Kraft pro Flächeneinheit innerhalb eines Materials unter Last, während die Dehnung die Verformung oder Änderung der Form des Materials ist, das aus der angelegten Kraft resultiert.
Die Beziehung zwischen Stress und Belastung geht jedoch weit über die Theorie hinaus - sie ist für Schallentwicklungsentscheidungen von wesentlicher Bedeutung. Wenn wir sie nebeneinander vergleicht, können wir besser vorhersagen, wie Materialien, wie viel sie sicher verformen können und wann sie möglicherweise scheitern. In diesem Artikel werden ihre Definitionen, Unterschiede, Beziehung und praktische Anwendungen untersucht.
Bevor wir uns mit den Details befassen, finden Sie dieses kurze Einführungsvideo über Stress und Belastung möglicherweise hilfreich:
Was ist Stress?
Spannung ist die innere Kraft pro Bereich, die sich ein Material entwickelt, um einer externen Belastung zu widerstehen. Mikroskopisch induziert die angelegte Last interatomare Kräfte, die sich der Deformation widersetzen und die Struktur „halten“. Dieser interne Widerstand messen wir als Stress.
Abhängig davon, wie die Last angewendet wird, wird die Spannung als:
Zugspannung (σT) und Druckspannung (σC):Dies sind normale Belastungen, die senkrecht zum Querschnittsbereich wirken.
Scherspannung (τ):Verursacht durch tangentiale Kräfte, die parallel zum Querschnittsbereich wirken.
Torsionsstress (τT):Eine spezifische Form der durch Drehmoment oder Verdrehung induzierten Scherspannung.
Unter ihnen ist Zugspannung die grundlegendste Art von Stress im technischen Design. Die Berechnungsformel lautet:
Wo:
σ = Spannung (PA oder N/m²; manchmal psi)
F = angewandte Kraft (n)
A = die ursprüngliche Querschnittsfläche, auf der die Kraft aufgetragen wird (m²)
Wie wird der Materialstress gemessen
Das direkte Messen der Spannung ist nicht möglich. Stattdessen müssen wir entweder die angewendeten Kräfte oder die daraus resultierenden Verformungen messen. Nachfolgend finden Sie einen kurzen Überblick über wichtige Messtechniken:
Methode / Technologie
Prinzip
Messgerät / Werkzeug
Genauigkeit und Präzision
Gemeinsame Anwendungen
Universal Testing Machine (UTM)
Messkraft (f), berechnet Spannung = f/a
UTM mit integrierter Lastzelle
★★★★★ (hohe Genauigkeit)
Grundlegende Materialtests: Spannungs-Dehnungs-Kurven, Bewertung der mechanischen Eigenschaft
Dehnungsanzeige
Misst den Stamm (ε), berechnet die Spannung über σ = e · ε (nimmt die lineare Elastizität an).
Die Dehnung ist ein Maß für die relative Verformung, die ein Material unterliegt, wenn es einer externen Kraft ausgesetzt ist. Es wird als unitlose Menge oder als Prozentsatz ausgedrückt, was die Änderung der Länge (oder andere Abmessungen) zur ursprünglichen Länge (oder der Abmessung) darstellt.
Die Art der Dehnung entspricht der angelegten Spannung: Zugspannung, Druckdehnung oder Scherdehnung.
Die Formel für normale Belastungen lautet:
Wo:
ϵ = Dehnung (dimensionlos oder in %exprimiert)
ΔL = Längeänderung
L0= Originallänge
Wie der Materialanteil gemessen wird
Verschiedene Methoden können verwendet werden, um den Stamm zu messen. Die am häufigsten verwendeten Techniken sind Dehnungsmessgeräte und Erweiterungen. Die folgende Tabelle fasst gemeinsame Methoden zur Messung der Dehnung in Materialien zusammen:
Verfahren
Erfassungsprinzip
Sensor / Wandler
Messeszenario
Anmerkungen
Dehnungsanzeige
Widerstandsänderung
Folienstammanzeige
Statische oder niederfrequente Belastung; häufig verwendet
In der Industrie weit verbreitet; niedrige Kosten; Erfordert Kleberbindungs- und Verkabelungsverbindungen
Erweiterungsometer
Verschiebung
Clip-On / Kontakt-Erweiterungsometer
Materialtests; Messung des Vollabschnitts
Hohe Genauigkeit; für dynamische Tests oder stark lokalisierte Belastung ungeeignet
Nicht kontakt; 2D/3D -Verformungszuordnung; teures System
Piezoelektrischer Sensor
Piezoelektrischer Effekt
Piezoelektrischer Film oder Kristall
Dynamischer Dehnung, Druck, Auswirkung, Vibration
Hochfrequenzgang; ungeeignet für statische Dehnungsmessungen
Faser -Bragg -Gitter (FBG)
Optisch (Bragg Reflection)
FBG optischer Fasersensor
Verteilte oder multiplexierte Messung über große Strecken
Immun gegen EMI; Geeignet für Luft- und Raumfahrt-, Energie- und intelligente Strukturen
Laser -Doppler -Vibrometer (LDV)
Doppler -Effekt
LDV -Lasersonde
Dynamische Messung/Geschwindigkeitsmessung und Oberflächenschwingungsanalyse
Nicht kontakt; hohe Auflösung; teuer; empfindlich gegenüber Oberflächenbedingungen
Schlüsselunterschied in der Spannung vs. Dehnung
Unten finden Sie eine kurze Tabelle, die einen direkten Überblick bietet:
Aspekt
Stress
Beanspruchung
Formel
σ = f / a
ε = ΔL / l₀
Einheiten
PA (n/m²) oder psi (lbf/in²)
Dimensionlos oder %
Ursache
Externe Kraft
Verformung durch Stress verursacht
Wirkung
Erzeugt interne Kräfte, um externe Belastungen entgegenzuwirken; kann zu plastischer Verformung, Fraktur, Müdigkeitsversagen oder Spannungskorrosionsrissen führen, wenn sie zu hoch sind
Verändert die Geometrie des Materials; in elastischer Grenze wiederhergestellt, dauerhaft über den Ertragspunkt hinaus
Verhalten
Die innere Kraft pro Bereich, dem ein Material widerstehen muss. Abhängig von der Verteilung kann es Kompression, Spannung, Biegung oder Torsion verursachen
Beschreibt, wie viel das Material unter angewendetem Stress verformt; Kann elastisch oder plastisch sein
Wie Stress und Belastung miteinander zusammenhängen
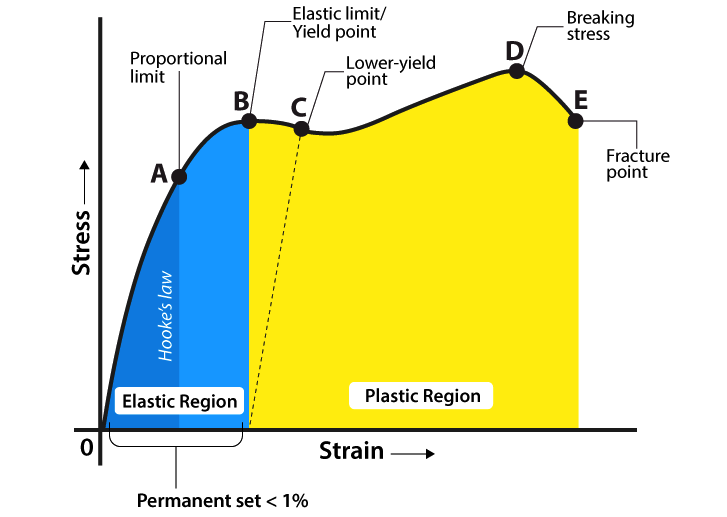
Stress verursacht die Belastung. Eine Spannungs-Dehnungs-Kurvengröße dient darauf, wie ein Materials durch die Aufteilung der Dehnung (Verformung) gegen angelegte Spannung unter allmählich erhöhter Belastung verformt wird. Lassen Sie uns die wichtigsten Punkte überprüfen:
1. Elastischer Region (Punkt O - B)
Lineare Region (O-A):Stress und Belastung sind nach dem HOOKE -Gesetz vollkommen proportional. Dieser lineare Teil endet an der proportionalen Grenze, und seine Steigung ist der Elastizitätsmodul (Young's Modul), was auf die Steifheit des Materials hinweist. Innerhalb dieses Bereichs ist die Verformung vollständig elastisch: Sobald die Last entfernt ist, kehrt das Material in seine ursprüngliche Form zurück.
(Nichtlineare Region A-B):Das Material verhält sich immer noch elastisch - das heißt, die Verformung ist vollständig wiederhergestellt, aber die Beziehung wird nichtlinear, was bedeutet, dass das Hooke -Gesetz nicht mehr gilt. Punkt B ist daher als elastische Grenze bekannt: Es repräsentiert die maximale Kraft, die das Material elastisch standhalten kann, und die Region OB wird als Elastizitätsregion bezeichnet.
2. Kunststoffbereich (Punkt B voran)
Nachgeben (B-C):Nach Punkt B tritt das Material in den plastischen Bereich ein und die Verformung wird dauerhaft. Punkt B ist auch als oberer Ertragspunkt bekannt, an dem sich plötzlich die Versetzungen von ihren Hindernissen befreien, sodass die erforderliche Last kurz fällt, auch wenn sich das Material weiter dehnt. Die Spannung fällt dann auf Punkt C - der niedrigere Ertragspunkt, an dem das Spannungsniveau nahezu konstant bleibt, während das Material dauerhaft (plastisch) dehnt.
Beachten Sie, dass ein klares „Oberes → unteres“ Plateau (B → C) in mit kohlenstoffarmen Stählen am offensichtlichsten ist. Andere Legierungen wechseln häufig reibungsloser in plastische Verformungen ohne ausgeprägte Spannungseinbrüche.
Abhärtung (C - D):Nach Punkt C härtet sich die Materialarbeit: Wenn sich die Versetzungen ansammeln und interagieren, nimmt die Resistenz des Metalls gegen weitere Fluss zu. Obwohl der Abschnitt weiterhin dünn und verlängert wird, treibt der zunehmende Widerstand gegen Deformation die technische Spannung höher, bis er an Punkt D - Maximum erreicht wird -Die ultimative Zugfestigkeit(UTS). Dies ist die höchste Last, die der ursprüngliche Messgerät unter den Testbedingungen erhalten kann.
Neckern und Fraktur (D - E):Über Punkt D hinaus beginnt das lokalisierte Necking, was zu einer schnellen Verringerung des Querschnittsbereichs in einer Region führt. In einer technischen Spannungs-Dehnungs-Kurve fällt die aufgezeichnete Spannung dann, wenn die Lastkapazität des Materials abnimmt. Schließlich kann der Halsbereich die Last nicht mehr aufrechterhalten, und die Probenbrüche an Punkt E. Die Dehnung bei E repräsentiert die Gesamtdehnung des Materials beim Versagen.
Was ist der Modul von Young??
Innerhalb der elastischen Region zwischen O und A wird die proportionale Beziehung zwischen Stress und Stamm durch den Young -Modul definiert, der auch als Elastizitätsmodul oder Zugmodul bezeichnet wird. Dieser Wert quantifiziert die Steifheit eines Materials über das Hooke -Gesetz:
E = Spannung / Dehnung
Mathematisch, das heißt:
E = σ / ε
Wo E Young's Modul mit Einheit PA oder N/M2 ist. Je höher der Modul, desto weniger ein Material verformt sich unter einer bestimmten Spannung.
Beispiele für Spannung und Dehnung in verschiedenen Materialien
Aufgrund ihres einzigartigen Verhaltens von Stress -Dehnten reagieren unterschiedliche Materialien unterschiedlich unter Belastung. Im Folgenden finden Sie einige Beispiele, die dies in der Praxis veranschaulichen:
Stahl in Gebäuderahmen
In Hochhäusern tragen I-Träger und Säulen aus strukturellen Stahl aufgrund von toten und lebenden Lasten Druckspannungen (Designspannungen sind häufig auf rund 250 MPa beschränkt). Mit einem Jungmodul von 200 GPa beträgt der entsprechende elastische Dehnungsstamm bei Ausbeute nur 0,125% (ε = σ/e). Über den Ertragspunkt hinaus können Weichstahl-Dehnungshärten vor der Fraktur plastische Stämme von 10 bis 20% (ultimative Zugfestigkeit 400–550 MPa) erhalten. In der Praxis verwenden Ingenieure einen Sicherheitsfaktor zwischen 1,5 und 2, wodurch Arbeitsspannungen unter 150 MPa gehalten werden, um Knicken oder dauerhafte Verformungen zu verhindern.
Aluminium in Flugzeugstrukturen
Aluminiumlegierungen wie 2024-T3 und 7075-T6 haben während des Starts, der Landung und der Turbulenz wechselnde Zug- und Druckspannungen von bis zu 300 MPa. Ihr Modul von 70 GPa erzeugt elastische Stämme von 0,4–0,5%, ungefähr dreimal so hoch wie bei der gleichen Spannung. Diese Legierungen bieten hohe endgültige Stärken von 500–600 MPa und Gesamtdehnung von 10 bis 15%. Die Lebensdauer der Ermüdung (zwischen 10 ° und 10 ° C) wird durch Überwachung der Amplituden und Risswachstumsraten verwaltet, um die Haltbarkeit gegenüber der Lebensdauer zu gewährleisten.
Gummi in Autoreifen
Kautschukreifen werden wiederholte Spannungs- und Kompressionszyklen unterzogen, wenn sie sich gegen die Straßenoberfläche drehen und verformen. Gummibärten haben Zugfestigkeiten von 15–25 MPa und niedrige elastische Modul (1–10 MPa), weisen jedoch reversible Stämme von 300–600% auf (einige Hochleistungsformulierungen überschreiten 1 000%). Diese große wiederherstellbare Deformation ermöglicht es dem Reifen, sich den Unregelmäßigkeiten der Straßen zu entsprechen und Schocks zu absorbieren. Designer berücksichtigen auch die viskoelastische Hysterese (Energieverlust) und das Ermüdungsrisswachstum unter Millionen von Lastzyklen, um langfristige Haltbarkeit und Traktion sicherzustellen.
Abschluss
Spannungs-Dehnungs-Kurven zeigen wichtige mechanische Eigenschaften-elastischer Modul, Ertragsfestigkeit, endgültige Zugfestigkeit, Duktilität und Zähigkeit-diese Auswahl der Materialien. Durch die Analyse der Verbreitung und induzierter Dehnung und induziert die Ingenieure Verformungen und überprüfen, dass Komponenten sicher im elastischen Bereich bleiben und sich gegen Grenzen wie Ertrag oder Knicken überprüfen.
Bei Chiggo kombinieren wir tiefe Materialkenntnisse mit AdvancedCNC -BearbeitungUm Ihre Designs zum Leben zu erwecken. Unser Team ist bereit, Ihre härtesten Projekte als Ihren vertrauenswürdigen Partner zu unterstützen - zuliefert Qualität und Effizienz bei jedem Schritt des Weges.Kontaktieren Sie uns noch heute, um mehr zu erfahren!
FAQ
1. Was ist der Unterschied zwischen technischer Dehnung und wahrer Dehnung?
Die technische Dehnung wird einfach berechnet, wenn die Längeänderung geteilt durch die ursprüngliche Messlänge unter der Annahme, dass die Messlänge nahezu konstant bleibt. Im Gegensatz dazu verfolgt der wahre Stamm jeweils eine winzige Länge ändert sich relativ zur ständig wechselnden Länge des Probens und integriert diese inkrementellen Stämme während des Verformungsprozesses. Bei kleinen Verformungen sind die beiden nahezu gleich. Mit zunehmender Verformung unterschätzt der technische Dehnungsdehnungsdehnungsbetrag die tatsächliche Veränderung, während eine echte Dehnung ein genaues Maß liefert.
2. Ist Resilienz genauso wie Steifheit?
Nein. Steifheit, quantifiziert durch Young's Modul, ist der Widerstand des Materials gegen elastische Verformungen (die Steigung der Spannungs-Dehnungs-Kurve). Resilienz ist die wiederherstellbare Energie pro Volumen der Einheit, die das Material in diesem elastischen Bereich absorbieren kann (die Fläche unter der Kurve bis zur Erträge).