Dieser Artikel enthält praktische Designtipps zum Injektionsform, um häufige Fehler zu verringern, die Produktqualität zu verbessern und die Kosten zu senken, indem teure Veränderungen und Nacharbeiten vermieden werden.
Überblick über das Injektionsformen
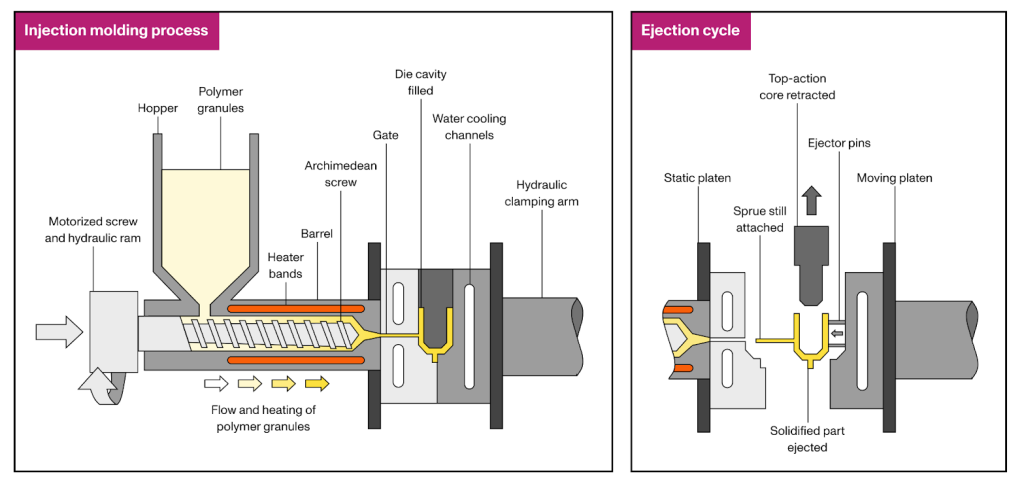
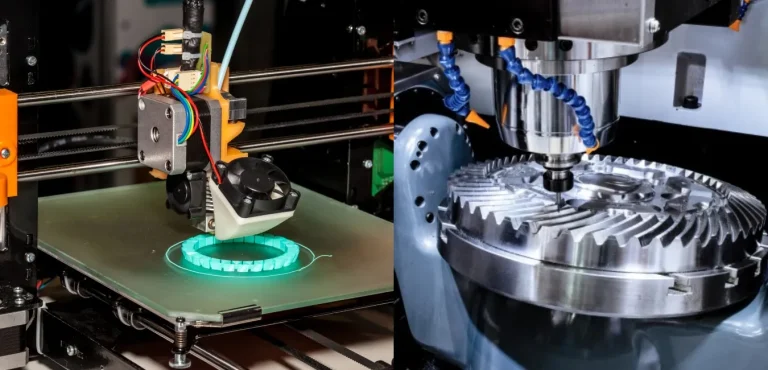
Injektionsformung ist eines der kostengünstigstenHerstellungsprozesszur Herstellung hoher Volumina identischer Kunststoffteile. In diesem Prozess werden Polymerpellets zuerst geschmolzen und dann unter Druck in eine Form injiziert. Sobald der Kunststoff abkühlt und festigt, wird die Form geöffnet und der Teil ausgeworfen. Der Zyklus wiederholt sich dann, oft in nur 15 bis 60 Sekunden, abhängig von der Teilgröße und der Schimmelkomplexität. Im Vergleich dazu kann CNC -Bearbeitung oder 3D -Druck Minuten bis Stunden erforderlich sein, um dieselbe Geometrie zu erzeugen.
Dieser Vorgang bietet eine hohe Wiederholbarkeit, enge Toleranzen und eine hervorragende Designflexibilität. Es wird in Überall in Massenproduktionsprojekten um Sie herum weit verbreitet, einschließlich Authboden, Plastikbehälter, Mobiltelefongehäusen, Flaschenverschlüsse und sogar alltäglichen Spielsachen. Die Hauptbeschränkungen sind die hohen anfänglichen Kosten für das Design und die Herstellung von Schimmelpilzen sowie längere Vorlaufzeiten - von der anfänglichen Konstruktion bis zur Produktion -, was normalerweise mindestens vier Wochen dauert.
Materialauswahl
Fast alleThermoplastische MaterialienKann einspritzt werden, und einige Thermosets und flüssige Silikone sind ebenfalls mit dem Prozess kompatibel. Zusätzlich können ihre Eigenschaften durch Hinzufügen von Füllstoffe und Zusatzstoffen (z. B. Glas- und Kohlenstofffasern) oder durch Mischen verschiedener Pellets (z. B. PC/ABS -Mischungen) zugeschnitten werden, um das gewünschte Erscheinungsbild und die gewünschte Erscheinung und Funktionalität zu erreichen. Im Folgenden finden Sie einen Überblick über häufig verwendete Injektionsformmaterialien:
Material
Eigenschaften
Polypropylen (PP)
Ultralochdichte und Kosten, ausgezeichnete Strömung und chemische Resistenz; Niedrige Steifheit und schlechte UV/Oxidationsdauer.
Polyethylen (PE)
Chemischer Widerstand, in HDPE/LDPE zur Festigkeit oder Flexibilität erhältlich; Niedrige Starrheit und schlechte Haftung.
Polystyrol (PS)
Sehr starr und dimensional stabil; leicht zu formen; spröde mit geringer Schlagkraft.
Acrylnitril Butadiene Styrol (ABS)
Hartes und wirkungsbeständiges, gutes Oberflächenfinish und Formbarkeit; Mäßiger Wärmewiderstand, schlechte langfristige Wetterfähigkeit.
Acetal (POM)
Hohe Steifheit, geringe Reibung und Wasseraufnahme, ausgezeichnete dimensionale Stabilität; Begrenzte Hochtemperaturleistung.
Acryl (PMMA)
Optisch kristallklar, UV/wetterfest, hohe Starrheit; spröde und anfällig für Stressrisse.
Nylon (PA)
Ausgezeichnete Zähigkeit, Verschleiß und Müdigkeitsbeständigkeit, hohe Festigkeit; Hygroskopische (Feuchtigkeitsaufnahme), die Trocken- und Entwurfskompensation erfordert.
Polybutylen -Terephthalat (PBT)
Stark, steif mit geringer Feuchtigkeitsabsorption und guter elektrischer Isolierung; Mäßige Schrumpfung - Bedürfnisse ordnungsgemäßes Gating.
Polycarbonat (PC)
Hochwirkende Festigkeit, natürliche Transparenz, breiter Temperaturbereich; empfindlich gegenüber Spannungsrissen, braucht eine gleichmäßige Wandstärke.
Polyetherether Keton (Peek)
Außergewöhnlicher chemischer/thermischer Widerstand und mechanischer Stärke; Sehr teuer, erfordert spezialisierte Formteile.
Thermoplastisches Elastomer (TPE)
Gummi wie Flexibilität und weiches Touch -Gefühl, gute Chemikalie-/Wetterbeständigkeit; niedrigere Tragfähigkeit.
Thermoplastisches Polyurethan (TPU)
Hervorragende Abriebfestigkeit und Elastizität, gute Lastlager; kann in Form kleben - nachteilige optimierte Entwürfe und Freigabe.
PC/ABS
Ausgewogene Zähigkeit und Wärmefestigkeit mit einfacher Form als PC und bessere Stabilität als ABS; Mäßiger chemischer Resistenz.
Überlegungen zum Teil des Teils
Um sicherzustellen, dass Teile konsequent mit minimalen Defekten hergestellt werden, und zu den niedrigsten Kosten sollten Designer einige festgelegte Richtlinien befolgen. In den folgenden Abschnitten werden die wichtigsten Überlegungen beim Entwerfen von Teilen zum Injektionsformpunkt beschrieben:
Wandstärke
Die Wandstärke beeinflusst die mechanische Leistung, die Gesamtkosten und das Aussehen Ihres inspritzgeformten Teils. Es gibt zwei Wandstärke, die Designer verstehen müssen:
Gleichmäßige Wandstärke
Wenn möglich, halten Sie in Ihrem Teil eine gleichmäßige Wandstärke auf. Dies fördert eine gleichmäßige Abkühlung, was zu konsistenterem Schrumpfung führt, und hilft, Spannungskonzentrationen, Deformation und andere Injektionsformfehler zu reduzieren.
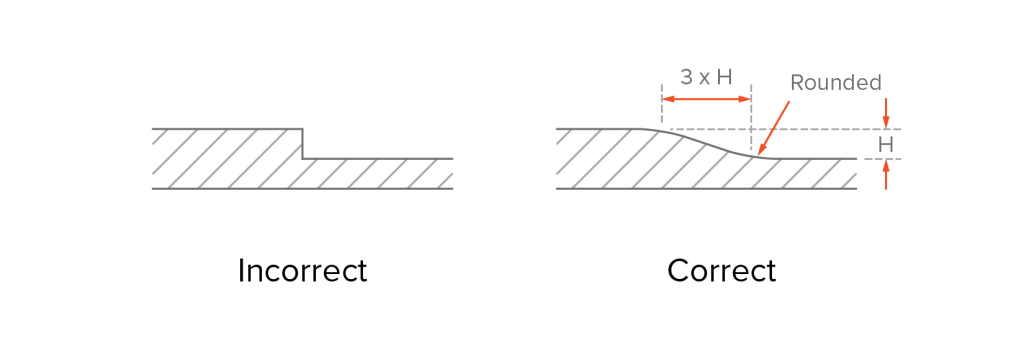
Eine gleichmäßige Wandstärke bedeutet nicht unbedingt, dass jede Wand genau die gleiche Dicke aufweisen muss. Vielmehr wird die Minimierung großer Variationen zwischen benachbarten Wandabschnitten betont. Im Allgemeinen sollte die Dicke einer Mauer nicht weniger als 40% bis 60% der angrenzenden Wände betragen. Wenn für funktionelle oder strukturelle Gründe eine Dickungsschwankung erforderlich ist, sollten Übergänge allmählich sein - mit Chamfers oder Filets mit einer Länge mindestens das dreifache Dickungsunterschied -, um abrupte Änderungen des Flusses oder der Kühlung zu vermeiden, die zu einem Teilenfehler führen können.
Nennwanddicke
Die nominale Wandstärke bezieht sich auf das Ziel oder die durchschnittliche Dicke eines Teils und dient als Ausgangspunkt für das Design. Eine ordnungsgemäße Wandstärke sorgt für ausreichende Teilfestigkeit und reduzierende Materialabfälle. Es basiert auch die Grundlage für Formgestaltung, Verarbeitungsparameter, Ausrüstung und Materialauswahl.
Zu dicke Wände erhöhen das Risiko für Schrumpfung und Verformung. Sie erfordern auch mehr Material- und längere Zykluszeiten und erhöhen die Produktionskosten. Andererseits können Wände, die zu dünn sind, zu schnell verfestigen oder Luft fangen, was zu kurzen Aufnahmen führt - deaktiviert durch unvollständige Schimmelpilzfüllung.
Um diese Probleme zu vermeiden, halten Sie die Wandstärke immer im empfohlenen Bereich für Ihr gewähltes Material. Im Folgenden finden Sie eine Liste der empfohlenen Wanddicken für gemeinsame Plastikharze:
Material
Empfehlende Wandstärke (in)
Empfehlende Wandstärke (mm)
Acetal (POM)
0.030–0,120
0,76–3,05
Acryl (PMMA)
0,025–0.500
0,64–12,70
Acrylnitril Butadienestyren (ABS)
0,045–0,140
1.14–3,56
Nylon (PA)
0.030–0,115
0,76–2,92
Polybutylen -Terephthalat (PBT)
0,080-0.250
2.032-6.350
Polycarbonat (PC)
0,040–0,150
1.02–3,81
Polyetherether Keton (Peek)
0.020-0.200
0,508-5,080
Polyetherimid (PEI)
0,080-0.120
2.032-3.048
Polyethylen (PE)
0.030–0.200
0,76–5,08
Polyphenylsulphone (PPSU)
0.030-0.250
0,762-6,350
Polypropylen (PP)
0,035–0,150
0,89–3,81
Polystyrol (PS)
0,035–0,150
0,89–3,81
Thermoplastisches Elastomer (TPE)
0,025–0,125
0,64–3,18
Thermoplastisches Polyurethan (TPU)
0,025–0,125
0,64–3,18
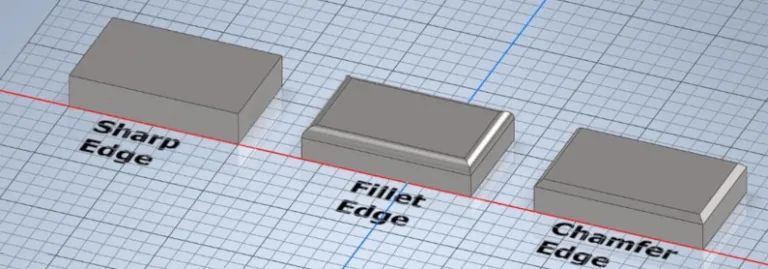
Ecken
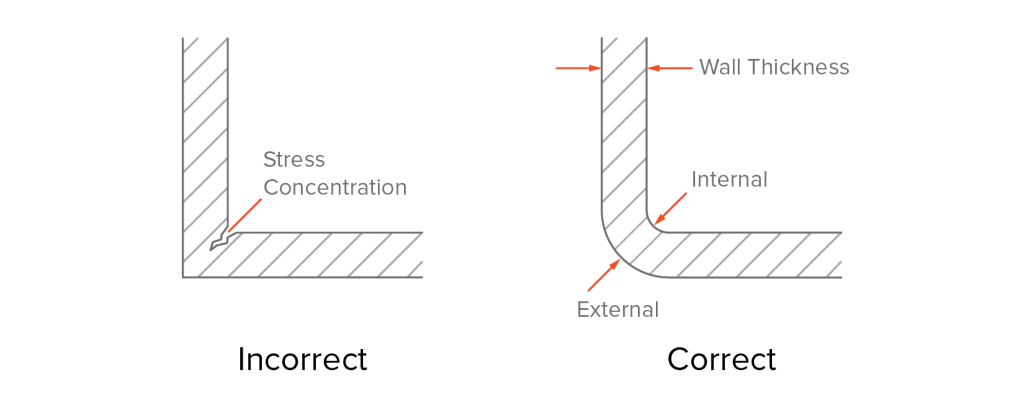
Scharfe Ecken konzentrieren sich dazu, Stress zu konzentrieren, das Dämpfering schwieriger zu machen und den Verschleiß auf der Formoberfläche zu beschleunigen. Das Material kann sich bei diesen scharfen Übergängen ansammeln oder ungleichmäßig abkühlen, was zu Durchflussleitungen oder anderen Defekten führt. Darüber hinaus erfordern scharfe Ecken häufig die Verwendung von EDM (elektrische Entladungsbearbeitung), um die Form zu bilden, wodurch die Werkzeugkosten erhöht werden.
Die beste Praxis ist, abgerundete Ecken zu verwenden. Allgemeine Entwurfsrichtlinien sind wie folgt:
▪ Verwenden Sie einen inneren Radius von mindestens 50% der Wandstärke (mindestens 25%, wenn der Raum begrenzt ist).
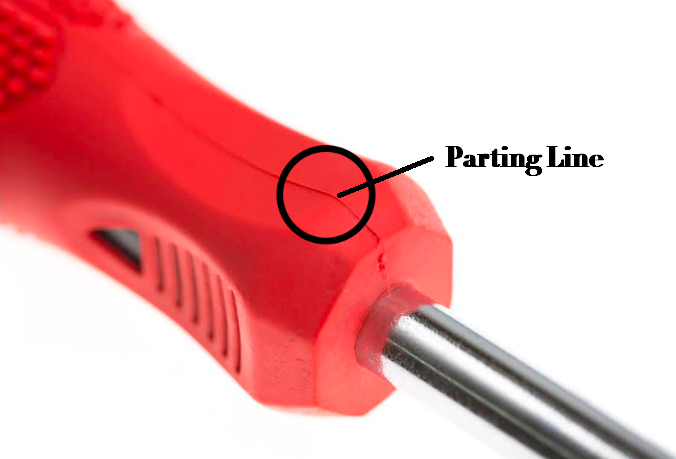
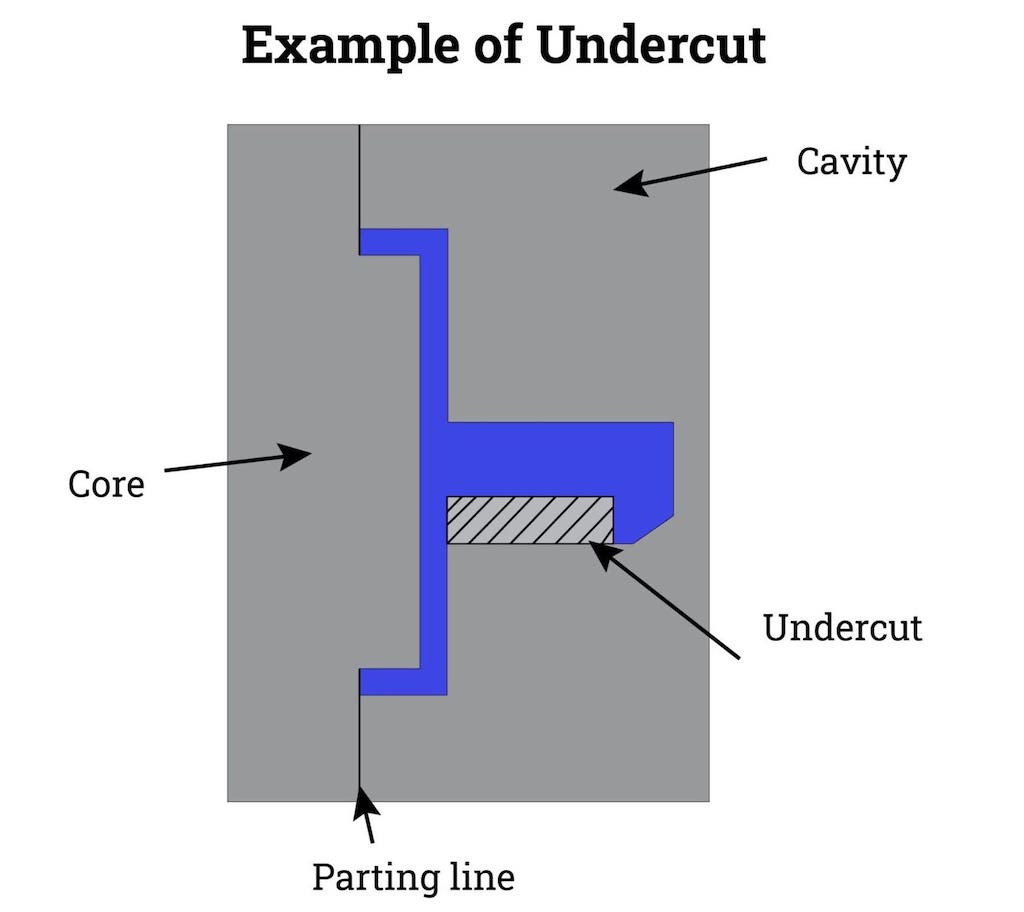
Trennlinie
Die Trennlinie ist die Naht, an der sich die beiden Hälften der Form treffen. Es erscheint typischerweise auf der Oberfläche des geformten Teils und ist ein unvermeidbares Merkmal bei Injektionsformeln. Die Platzierung der Teilungslinie beeinflusst die Komplexität der Form, die Produktionseffizienz und das endgültige Erscheinungsbild oder die Funktionalität des Teils.
Eine intuitive Idee könnte darin bestehen, die Trennlinie direkt in die Mitte des Teils zu platzieren. Dies ist jedoch nicht immer möglich - oder sogar praktisch. In Wirklichkeit sollte die Teilungslinie strategisch positioniert werden, um die visuelle Anziehungskraft, Funktion und Formkomplexität in Einklang zu bringen. Zum Beispiel:
Verstecken Sie die Trennlinie in weniger sichtbaren Bereichen. Ein gutes Beispiel ist der Lego -Ziegel, in dem die Teilungslinie eher auf der Unterseite als an der oberen Gesicht auf subtile Weise versteckt ist, um sicherzustellen, dass die sichtbarsten Oberflächen makellos bleiben.
Vermeiden Sie es, die Teilungslinie auf kritische Funktionsbereiche wie Dichtflächen, Paarungslöcher oder Gewindeeinsätze zu platzieren. Das Vorhandensein einer Teilungslinie in diesen Regionen kann leichte dimensionale Variationen, Blitz oder schlechte Passform verursachen.
Vermeiden Sie es, die Trennlinie auf Filets oder gekrümmten Oberflächen zu positionieren. Diese Merkmale erfordern eine höhere Formpräzision, was die Herstellungskosten erhöht und zu einem unvollständigen Schimmelschlussverschluss führen kann, was zu Blitz- oder anderen Mängel führt. Stattdessen sollten Sie die Teilungslinie entlang natürlicher Split -Linien (z. B. scharfe Kanten, Schritte oder Bruchlinien) platzieren, um die Schimmelpilzkonstruktion zu vereinfachen, die Demoldungseffizienz zu verbessern und die Werkzeug- und Wartungskosten zu senken.
Für komplexere Geometrien müssen Designer möglicherweise unregelmäßige Abschiedsleitungen einführen oder sogar Seitenaktionen einbeziehen, um Unterschneidungen oder verborgene Merkmale aufzunehmen.
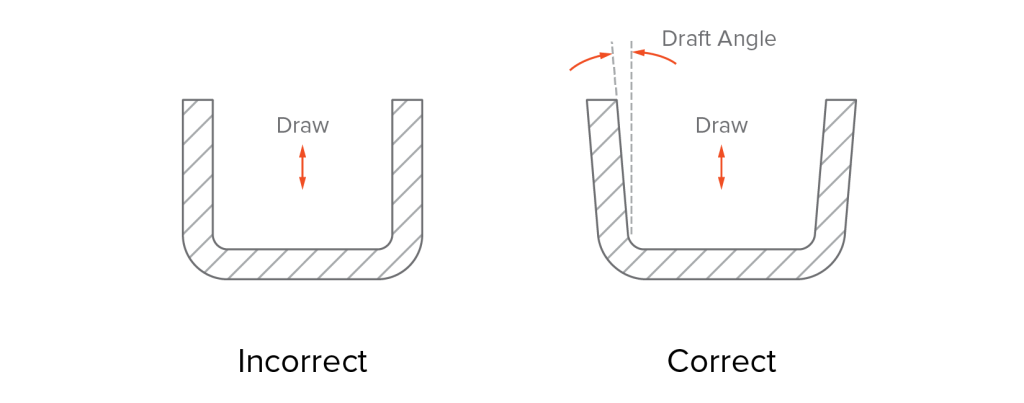
Entwurf
Der Entwurf ist der Winkel, der auf vertikale Oberflächen eines inspritzgemachten Teils angewendet wird, um einen reibungslosen Ausstoß aus der Form zu ermöglichen. Ohne ausreichenden Entwurf würde das Teil die Formoberfläche fest in Verbindung setzen und während des Ausschleude übermäßige Kraft riskieren. Dies kann die Qualität des Teils senken, zu Schrottteilen führen und sogar zu einer Beschädigung der Werkzeuge führen.
Viele CAD -Softwareprogramme machen es einfach, Entwurfswinkel hinzuzufügen, aber es ist am besten, sie in den letzten Phasen des Designs anzuwenden, um unnötige Komplexität zu verhindern. Bei der Ermittlung des geeigneten Entwurfswinkels müssen folgende Faktoren berücksichtigt werden:
Material
Unterschiedliche Kunststoffe haben unterschiedliche Flusseigenschaften, die den erforderlichen Entwurfswinkel beeinflussen. Materialien wie Polypropylen (PP), Polyethylen (PE) und Polystyrol (PS) haben im Allgemeinen gute Durchflusseigenschaften und eine niedrige Viskosität. Für diese Materialien ist ein Entwurfwinkel von 1 ° bis 3 ° typischerweise ausreichend. Im Gegensatz dazu erfordern thermosettierende Kunststoffe wie Epoxid- und Phenolharze häufig größere Winkeln (3 ° oder mehr), um ein reibungsloses Ausstoß zu gewährleisten.
Oberflächenbeschaffung
Der Entwurf hängt mit der Oberflächenstruktur und der Glätte Ihrer inspritzgeformten Teile zusammen. Glättere Oberflächen erfordern weniger Entwurf, während schwerere Texturen mehr erfordern. Zum Beispiel:
▪ Für ein glattes Finish ist ein Draftwinkel von etwa 1–2 ° im Allgemeinen ausreichend.
Während der Injektionsformung wird die Textur aus der Form auf die Oberfläche des Teils übertragen. Die Art des Produkts, das Sie entwerfen, beeinflusst Ihre Auswahl des Schimmelpilzes. Branchenorganisationen wie die Society of the Plastics Industry (SPI) und die Society of deutsche Ingenieure (VDI) sowie Unternehmen wie Mold-Tech (MT) und Yick Sang (YS) haben standardisierte Klassifizierungen für polierte und strukturierte Formplätze festgelegt. Diese Standards leiten die Auswahl der ordnungsgemäßen Draftwinkel basierend auf den Anforderungen an die Oberfläche.
In der folgenden Oberflächen -Finish -Tabelle werden die empfohlenen Draft -Winkel für die häufigsten Oberflächen aufgeführt.
SPI -Standard
Entwurf (°)
Schimmelpilzstruktur
Entwurf(°)
A-1
0,5
MT-11000
1.0
A-2
0,5
MT-11010
1.5
A-3
0,5
MT-11020
2.5
B-1
1.0
MT-11030
3.0
B-2
1.0
VDI Texture-PC
B-3
1.0
VDI-18
1.0
C-1
1.5
VDI-24
1.5
C-2
1.5
VDI-33
3.0
C-3
1.5
YS -Textur
D-1
2.0
Ys1xx
1.0
D-2
2.5
Ys3xx
4.0–5.5
D-3
3.0
YS5XX
6.0–12.0
Schimmelpilzkonstruktion
Stellen Sie Ihren Entwurfswinkel mit der Art und Weise ein, wie sich die Form öffnet - die „Ziehrichtung der Form“ der Form. Andernfalls kann sich der Teil an die Hälfte halten, in der die Ejektorstifte gehalten werden und nicht ordnungsgemäß freigegeben werden. Stellen Sie außerdem sicher, dass Sie den Entwurf nicht nur auf alle vertikalen Wände, sondern auch auf Funktionen wie Löcher oder Bosse anwenden.
Stellen Sie sich zum Beispiel einen rechteckigen Teil mit vier durch Löchern vor. Wenn die Löcher zum Hohlraum eingezogen werden, kann das Teil nach dem Formteil dort festhalten. Stattdessen können die Stifte in Richtung Kernseite - wo das Ejektorsystem lebt -, um das Teil sauber zu drücken.
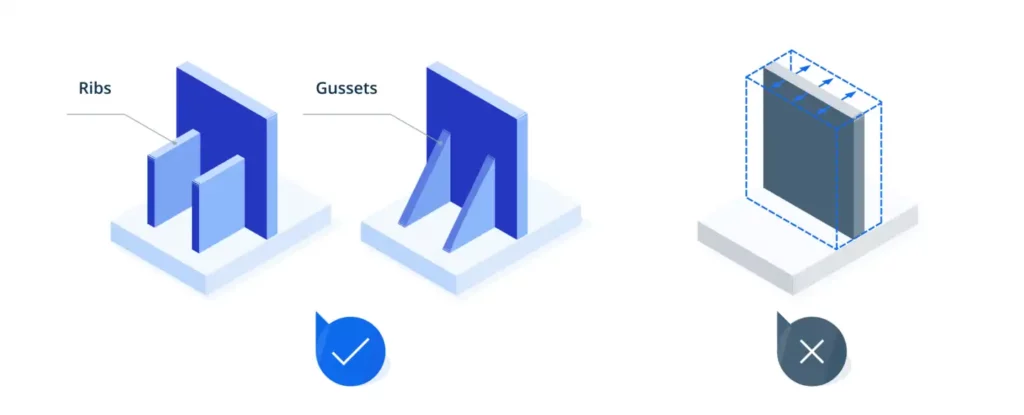
Rippen und Zwickel
Rippen und Zwickel werden verwendet, um lokalisierte Strukturen zu verstärken und die Teilsteifigkeit zu verbessern, ohne die Gesamtwanddicke zu erhöhen.
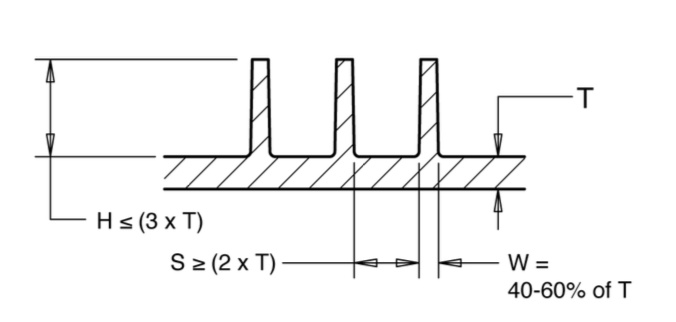
Rippen
Die Rippen sind schlank, wandähnliche Vorsprünge, die sich von der Oberfläche eines Teils erstrecken - häufig über breite, dünne, ummauerte Bereiche oder in der Innenbox geformte Merkmale -, um Lasten gleichmäßig zu verteilen und die Gesamtsteifigkeit zu verbessern. Um ein effektives Rippendesign zu gewährleisten, befolgen Sie diese Best Practices:
▪ Die Rippendicke sollte 40–60% der Hauptwanddicke betragen. ▪ Die Rippenhöhe sollte das Dreifache der Wanddicke nicht überschreiten. Rippen, Bosse oder Lochkanten), um einen zusätzlichen Kühlraum zu bieten und heiße Stellen zu vermeiden.
Zwickel
Zwickel sind kleine dreieckige oder Trapezplatten an der Kreuzung von Wänden, Bossen oder Rippen, um lokale hohe Spannungspunkte zu stärken. Zu den Best Practices für das Zwickeldesign gehören:
▪ Das Zwickel sollte normalerweise etwa ein Drittel bis zu einer Hälfte so dick sein wie die Wand, die er stützt. Tatsächlich benötigen Sie oft nur das Zwickel von etwa 30–50% der Höhe dieses Bosse, was ausreicht, um in den meisten Fällen Unterstützung zu bieten. Ein Radius von 0,25 bis 0,5 -fachen Wanddicke ist im Allgemeinen geeignet.
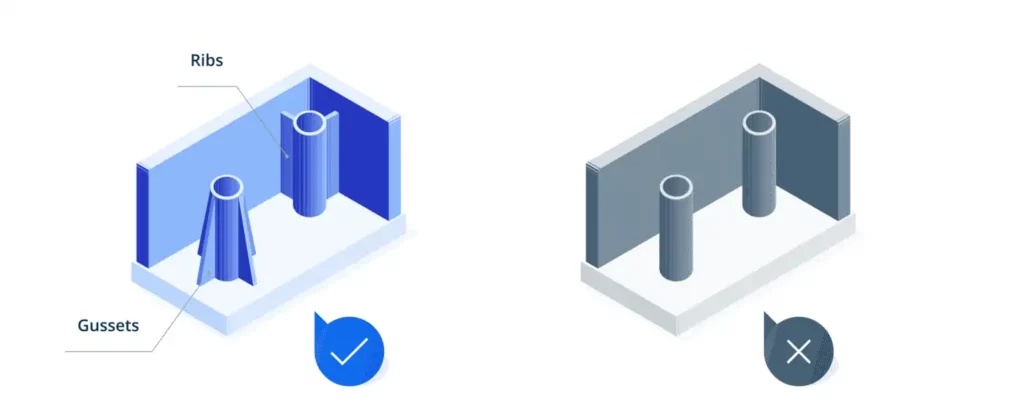
Chefs
Bosse sind zylindrische Merkmale, die zum Empfangen von Einsätzen, Selbstkippschrauben oder Stiften für die Montage oder Montage ausgelegt sind. Es kann auch als kreisförmige Rippen angesehen werden, die zur allgemeinen strukturellen Festigkeit beitragen. Freistehende Chefs sollten vermieden werden. Schließen Sie sie immer mit angrenzenden Wänden oder Oberflächen mit Rippen oder Zwickel an, anstatt vollständig in die Wand selbst integriert zu werden.
Denken Sie beim Entwerfen von Bossen an Folgendes:
▪ Legen Sie Bosse an, bei denen strukturelle Integrität oder Befestigungsstärke erforderlich sind, z. B. an Schraubenstellen. Der Lochdurchmesser leicht auszugleichen, um das Plastikschrumpfung zu kompensieren und nach dem Formteil eine ordnungsgemäße Passform zu gewährleisten.
Unterkuppelt
Unterschnitte sind vertiefte oder überhängende Merkmale, die eine Verriegelung zwischen dem Teil und einer oder beiden Schimmelpilzhälften erzeugen, wodurch ein sauberes Ausstoß entlang der Schimmelpilzöffnung verhindert wird. Häufige Beispiele sind Haken, Schnappscheiben, Löcher, Grooves und Seitenschlitze, die senkrecht oder quer zur Trennrichtung der Form sind.
Während Unterschnitte manchmal für die mechanische Funktion oder die Anpassung der Baugruppe erforderlich sind, erfordern sie normalerweise zusätzliche Werkzeuge - wie Schiebkerne, Lifter oder Nocken -, die die Komplexität der Form, die Zykluszeit und die Herstellungskosten erhöhen. Unangemessen gestaltete Unterschnitte können Ausschläge, Teilverzerrungen, übermäßigen Verschleiß oder Werkzeugausfall verursachen.
Einige Entwurfsrichtlinien für Unterschnitte sind wie folgt:
▪Awig unterbrochen, wann immer möglich, indem die Geometrie geändert, das Teil neu orientiert oder die Teilung so verschoben wird, dass die Merkmale mit der Zugrichtung der Form ausgerichtet sind und die Spuren beseitigen. Elastomere). Vermeiden Sie PP/PE, es sei denn, die Unterschnitthöhe beträgt ≤ 0,3 mm mit sehr dünnen Wänden. Geben Sie eine 30 ° –45 ° Blei in Schamfer an und fügen Sie 0,5 ° –1 ° auf der Beule ab, um einen reibungslosen Ausstoß zu gewährleisten.
Text und Symbole
Text und Symbole (z. B. Teilnummern, Logos, Recyclingmarken) sind häufig geprägt oder auf geformten Teilen für Rückverfolgbarkeit, Branding oder regulatorische Einhaltung geschwächt. Hier sind einige hilfreiche Tipps:
▪ Verwenden Sie eher erhöhten (geprägten) Text als nach Möglichkeit, als möglich (eingraviert), da ein gravierter Text komplexere Formwerkzeuge erfordert, das Werkzeugverschleiß beschleunigt und die Kosten für hohe Volumina oder komplizierte Auszeichnungen erhöht. ▪ Betrachten Sie geprägter Text mit einer Höhe von 0,5 mm. Reduzieren Sie den Werkzeugverschleiß. und Verzerrung während des Ausfalls verhindern.
Toleranzen
Die Injektionsformtoleranz definiert die zulässige Abweichung der Abmessungen eines Teils von seinem nominalen Design. Im Design sollten engere Toleranzen auf kritische Merkmale wie Montage -Schnittstellen, Versiegelungsnillen und Lokationslöcher angewendet werden, da diese direkt auf die Passform und die Funktionalität hinweg wirken. Bei nicht kritischen Dimensionen wie der Breite von nichtladentragenden Oberflächen können lockerere Toleranzen verwendet werden, um die Herstellungskosten zu senken.
Es gibt zwei gemeinsame Toleranzniveaus:
Werbeverträglichkeiten:Relativ locker (typischerweise ± 0,1 mm oder ± 0,004 ") und für die meisten nicht kritischen Merkmale gut zu niedrigeren Kosten.
Fein -Toleranzen:Enger (typischerweise ± 0,05 mm oder ± 0,002 "), erforderlich für Hochschulabgeordnete, mit höheren Werkzeug- und Herstellungskosten.
Während des Designs müssen dimensionale Toleranzen entsprechend dem Materialverschraub eingestellt werden. Unterschiedliche Kunststoffe haben unterschiedliche Schrumpfraten - SEMI -Kristallmaterialien (z. B. PA, PP, PE, POM) schrumpfen mehr als amorphe Materialien (z. B. ABS, PC, PMMA). Obwohl die Schrumpfung im Allgemeinen vorhersehbar ist, können geringfügige Schwankungen der Harzformulierung oder Verarbeitungsbedingungen (wie Schmelztemperatur) die endgültige Teilgröße beeinflussen. Wenn die Größe zunimmt, wird die Schrumpfungsvariation stärker ausgeprägt. Abhängig vom Material sollten Sie eine schrumpfende Toleranz von ungefähr ± 0,002 Zoll/in (0,05 mm/mm) erwarten.
Die Analyse der Toleranzstapel muss auch in den Multi -Teil -Ansammlungen berücksichtigt werden, da selbst wenn sich jedes einzelne Merkmal (z. B. ein Loch) innerhalb seiner angegebenen Toleranz befindet, kann die kumulative Variation zu einer Fehlausrichtung führen - insbesondere wenn mehrere Löcher über verschiedene Teile hinweg ausgerichtet werden müssen.
Beachten Sie, dass Formtoleranzen auch die endgültige Teilqualität beeinflussen. Die Standard -Formbearbeitungsverträglichkeiten liegen bei 0,13 mm (0,13 mm), für hochpräzise Teile können jedoch engere Toleranzen erforderlich sein. Darüber hinaus erleben die Schimmelpilze im Laufe der Zeit Verschleiß, was zu einer dimensionalen Drift führen kann. Es ist wichtig, die Wartung und Renovierung von Werkzeugen zu planen, um eine konstante Teilqualität bei langfristigen Produktionsabläufen aufrechtzuerhalten.
Grundlagen für Schimmeldesign
Teildesign und Formgestaltung sind eng mit der Bestimmung des Erfolgs eines inspritzgeformten Produkts verbunden. Im Rahmen des Teils konzentriert sich das Schimmeldesign auf Geometrie und Funktionalität in ein herstellbares Werkzeug. Der folgende Abschnitt beschreibt die grundlegenden Aspekte des Schimmelpilzdesigns:
Schimmelpilzbasis und Hohlraumlayout
Die Formwerkzeuge besteht aus einer Standard -Schimmelpilzbasis, Hohlraum- und Kerneinsätzen sowie sich bewegenden Komponenten (Objektträger, Lifter, Ejektorplatten usw.). Die Schimmelpilzbasis bietet den starren Gerüst - Anhalteführer, Stützplatten und das Auswurfsystem -, während die Höhlen- und Kerneinsätze die Form des Teils definieren. Zusammen steuern sie, wie genau und konsequent jeder Teil geformt ist.
Ein gutes Schimmeldesign sollte:
▪ Verwenden Sie eine Standardbasis (z. B. DME oder HASCO) für kostengünstige Beschaffung und leichtes Austausch von abgenutzten Komponenten. Temperatur einheitlich und minimieren Sie die Variation oder Schrumpfung des Verziehens. Sobald das Design abgeschlossen ist, können Sie in Multi -Hohlraum- oder Familienformen umziehen, um die Produktion zu skalieren.
Tore
Tore sind die Einstiegspunkte, durch die geschmolzene Kunststoff in die Formhöhle fließt. Ihre Größe, Form und Platzierung haben einen großen Einfluss auf das Erscheinungsbild, die strukturelle Festigkeit und das Vorhandensein von Formfehlern wie Flussmarkierungen und Schweißlinien.
▪ Größere Teile benötigen größere Tore, um den Druck und die Durchflussrate für die vollständige Füllung aufrechtzuerhalten. Lassen Sie einen kleinen Überbleibsel, suchen Sie sie auf der Abschiedsleitung für eine einfache Trimmen und minimale Sichtbarkeit.
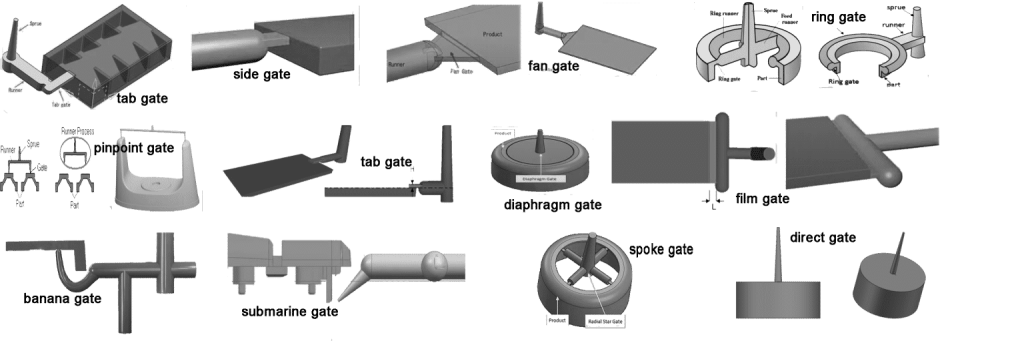
Gates können durch Trimmmethode - Manual oder automatisch - kategorisiert werden, und bestimmte Typen sind besser für bestimmte Teilgeometrien geeignet. Das folgende Bild zeigt die gemeinsamen Beispiele der Tore.
Handbuchtypen
▪Kantentor (Standard -Tor):Rechteckiger Querschnitt entlang der Abschiedsleitung; ideal für flache oder rechteckige Teile; kann sich für einen besseren Fluss verjüngen. ▪Fanentor:Breite, ausgestellte Öffnung für große oder dünne, ummauerte Teile; Minimiert die Schere und verbessert das Füllbetrag. ▪Tab Gate:Kantengate -Variante mit einer kleinen Lasche, um Schere und Wärme zu absorbieren. geeignet für scherempfindliche Materialien. ▪Zwerchfell -Tor:Kreisförmiges Tor um den Kern für konzentrische Fluss; Ausgezeichnetes Gleichgewicht, aber schwierig und kostspielig zu trimmen. ▪Ringtor:Kontinuierlicher Ring um den Kern für eine radiale Füllung; Wird in röhrchenförmigen Teilen verwendet. ▪Spoke Gate:Ring -Gate -Variante mit Radialrippen; Gut für symmetrische röhrenförmige Teile, aber die Aufrechterhaltung der Konzentrik ist eine Herausforderung. ▪Film (Flash) Tor:Sehr dünnes, breites Tor für große/dünne Teile; Gewährleistet eine einheitliche Füllung, verlässt aber einen langen Überbleibsel, der manuellem Trimmen benötigt.
Automatisch Tore Typen
▪U -Boot (Tunnel) Tor:Abgewinkelter Eintrag unter der Abschiedslinie; Auto bricht während des Ausschlusses für minimaler Makel. ▪Pinpoint Gate:Kleines, direktes Tor innerhalb der Abschiedslinie; ideal für hohe Durchflussmaterialien und kosmetische Teile; häufig in Multi -Hohlraum- oder Präzisionsformen.
Runner -System
Das Läufersystem führt geschmolzene Kunststoff aus dem Angang zu den Toren und in die Formhohlräume. Das Läuferdesign wirkt sich auf den Materialfluss, die Zykluszeit und die Teilqualität aus-insbesondere in Multi-Cavity- oder Familienformen. Ein effizientes Läufersystem sorgt dafür, dass geschmolzene Kunststoff gleichmäßig auf alle Hohlräume fließt. Der ausgeglichene Fluss verhindert Defekte wie dimensionale Variationen, kurze Schüsse und Schweißlinien. Eine ungleichmäßige Verteilung kann auch lokalisierte Überhitzung oder Unterfüllung verursachen, was sowohl die Festigkeit als auch die Oberflächenfinish beeinflusst.
Die Form und Größe des Läuferkanals wirken sich direkt auf das Durchflussverhalten und die Verarbeitungseffizienz aus. Läufer in voller Runde reduzieren den Druckverlust, erhöhen jedoch die Komplexität der Werkzeuge, während Trapez- oder Halbkreisläufer leichter zu maschinell, aber weniger effizient sind. Übergroße Läufer Abfallmaterial und langsame Kühlung; Untergrünste Einschränkungen haben den Fluss ein und können unvollständige Füllung verursachen. In Multi-Cavity-Formen sollten Läufer symmetrisch und gleichmäßig verteilt sein, um sicherzustellen, dass jeder Hohlraum gleichzeitig füllt.
Es gibt zwei Haupttypen von Läufersystemen:
Kalte Läufersind einfacher und kostengünstiger, erzeugen aber überschüssiges Material (Läuferschrott), das entfernt oder recycelt werden muss.
Heiße LäuferBeseitigen Sie diesen Abfall und bieten Sie eine bessere Kontrolle über Fluss und Temperatur. Sie erfordern jedoch höhere Werkzeugkosten und Wartungsaufwand.
Das Läufersystem muss in Koordination mit den Gate- und Kühlsystemen ausgelegt sein. Ein gut optimiertes Layout verkürzt die Zykluszeit, verbessert die Konsistenz und unterstützt effiziente, hochwertige Formteile.
Ejektorstifte
Ausstrahlungsstifte werden verwendet, um den geformten Teil aus dem Hohlraum zu drücken, sobald er sich verfestigt hat. Ihre Platzierung und ihr Design beeinflussen die Teilqualität, die Effizienz und die Lebensdauer von Schimmel erheblich. Entwurfsempfehlungen sind:
▪ Positionieren Sie Ejektorstifte auf nicht-kosmetischen Oberflächen, wie beispielsweise in der Nähe der Trennlinie. Ejektorstifte, um die Last zu verbreiten und Verformung zu verhindern. Zum Beispiel benötigen Teile mit Kanten- oder Lüftertoren zusätzliche Stifte für ausgewogene Ausschläge.
Kühlsystem
Das Kühlsystem behält die Schimmelpilztemperatur bei, um die Schrumpfung, die Zykluszeit und die endgültige Teilqualität zu steuern. Kanäle sollten zur gleichmäßigen Kühlung mit engerem Abstand (3–5 mm vom Hohlraum) um dicke Abschnitte geleitet werden. Stellen Sie sicher, dass die Kühlleitungen nicht mit Toren, Läufern oder Auslöser -Hardware in Konflikt stehen. Der richtige Kanaldurchmesser (typischerweise 6–10 mm) und ausgewogene Verteiler verbessern die thermische Konsistenz und verkürzen die Zykluszeiten weiter.
Arbeiten Sie mit Chiggo für Experten- und Prototypen -DFM -Feedback
Nachdem Sie ein klareres Verständnis dafür haben, wie sich das Design der Injektionsformung auf die Herstellung, Leistung und Kosten auswirkt, ist es an der Zeit, voranzukommen. Sobald Ihr Design fertig ist, bietet Chiggo eine kostenlose DFM -Analyse (Design for Manufacturability) sowie Ihre Anfrage zum Angebot. Diese Analyse hilft bei der Identifizierung potenzieller Probleme oder Risiken im Zusammenhang mit Schimmelpilzherstellung und Spritzguss.
Was kommt als nächstes? Erstellen aPrototypkann helfen, Ihre Entwurfsentscheidungen zu validieren, bevor das Werkzeug beginnt.Chiggo ist hierUm Sie durch jeden Schritt der Injektionsformreise zu führen und einen reibungslosen Übergang von Design zur Produktion zu gewährleisten.