Schleifstrahlung ist eine kostengünstige Oberflächen-FinisationstechnikHerstellungsprozesse. Dazu gehören verschiedene Arten von Medien, wie Sand, Glasperlen, Aluminiumoxid oder Stahlschuss/ Körnung, um die Oberflächen von 3D -gedruckten oder benutzerdefinierten bearbeiteten Teilen zu glätten, zu reinigen oder zu beenden.
Dieser Artikel konzentriert sich auf eine der häufigsten Methoden der Medienstrahlung - Perlenstrahlung. Sie werden lernen, was Perlensprengung ist, wie es funktioniert, seine Vor- und Nachteile, praktische Tipps und vieles mehr.
Was ist Perlenstrahlung?
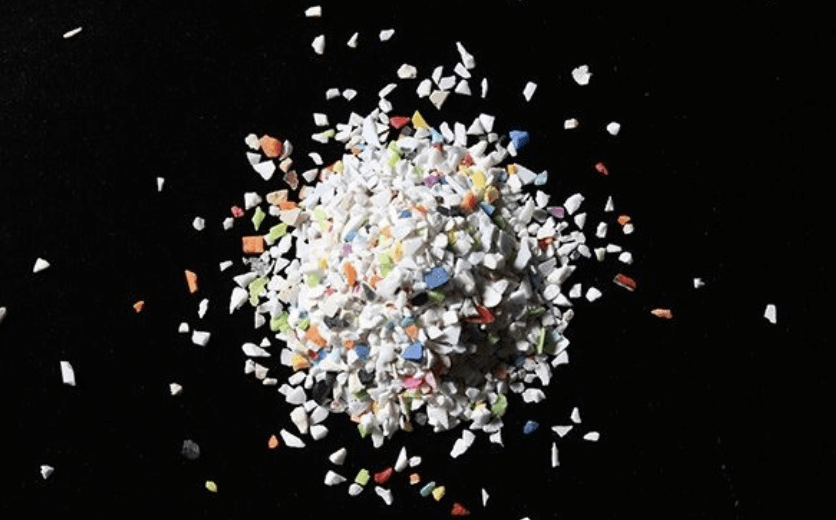
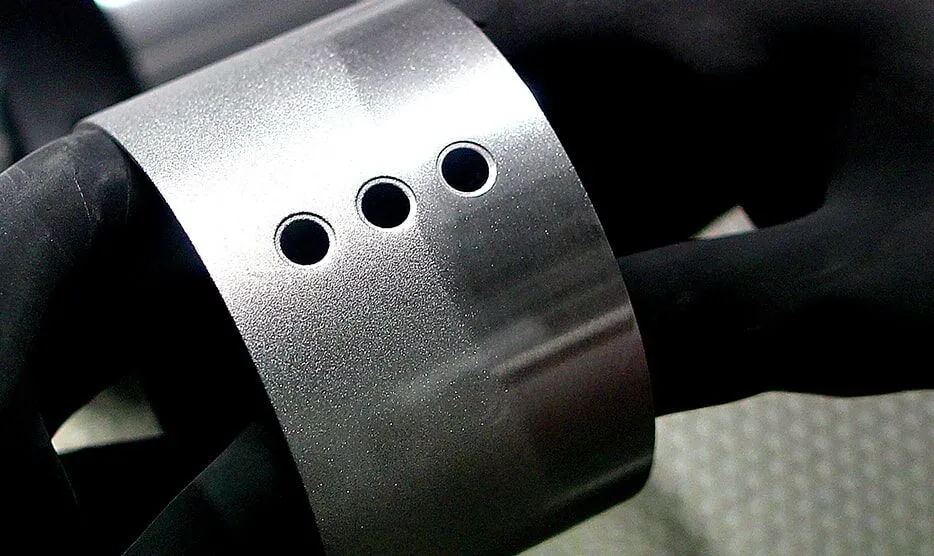
Perlenstrahlung ist ein Prozess, bei dem kleine kugelförmige Schleifmittel - am häufigsten Glas- oder Keramikperlen - mit hohem Druck gegen eine Oberfläche angetrieben werden. Im Gegensatz zu aggressiveren Schleifstrahlmethoden, die gezackte oder eckige Medien verwenden, die schnell dicke Farb- oder Rostschichten entfernen und ein raues Finish hinterlassen, erzeugt Perlenstrahlen normalerweise ein glattes, gleichmäßiges, satinmattes Erscheinungsbild mit minimaler Materialentfernung oder Oberflächenschäden.
Wie funktioniert Perlenstrahlung?
Perlenstrahlung funktioniert ähnlich wie andere abrasive Sprengstechniken. Hier erfahren Sie, wie Chiggo Perlen Ihre benutzerdefinierten Teile sprengt:
Vorbereitung:Beginnen Sie zunächst entfetten, Rost entfernen und jeden Teil vor reinigen, um alle Verunreinigungen zu beseitigen. Wählen Sie dann die richtigen Perlenmedien aus und setzen Sie Ihre Sprengparameter - Druck, Düse auf den Teil der Entfernung und den Winkel - basierend auf dem Material des Teils und dem gewünschten Finish.
Einrichten:Legen Sie das Teil in die Explosionskammer, versiegeln Sie es fest und bringen Sie die Kammer auf den erforderlichen Druck.
Spreng:Füttern Sie die Perlen durch die Düse; Die Druckstufe beschleunigt sie gegen die Oberfläche, um sie zu reinigen oder zu beenden.
Postreinigung:Wenn das Sprengen abgeschlossen ist, räumen Sie alle verbleibenden Perlen und Rückstände mit Druckluft, einer weichen Bürste oder einem Ultraschallreiniger ab.
Werkzeuge, die für ein Perlen -Explosionsfinish verwendet werden
Um die besten Ergebnisse zu erzielen, ist es entscheidend, die effektivste Werkzeuge zu verwenden. Schauen wir uns nun die Tools an, die Sie benötigen, um die Ergebnisse von höchster Qualität zu erzielen.
Perlenstrahlmedien
Glasperle
Perlenstrahlmedien sind der Kern des Prozesses, und Glasperlen sind der häufigste Typ. Sie werden aus Blei -Limonadenglas hergestellt. Sie sind chemisch inertiert und enthalten keine freie Siliciumdioxid, sodass sie umweltfreundlich und sicher zu bedienen sind. Wenn diese Perlen angemessen verwendet werden, können sie bis zu 20 bis 30 Mal wiederverwendet werden. Da sie keine Verfärbung auf den Aufprall hinterlassen, tragen Glasperlen dazu bei, die Grundfarbe des Materials aufrechtzuerhalten. Darüber hinaus sind sie in verschiedenen Maschengrößen erhältlich, wobei Nr. 40–60, Nr. 60–100, #100–170 und Nr. 170–325 am häufigsten sind.
Mit ihrem sanften, kontrollierbaren Aufprall eignen sich Glasperlen ideal für die leichte Oberflächenreinigung, das Halbpolieren und sogar das Licht, um Druckspannungen einzuführen. Sie sind jedoch nicht gut für extrem schwierige Materialien geeignet und sind weniger effektiv beim Ätzen einer Oberfläche für die Zubereitung des Farbens oder zur Behandlung schwerer Farbe und Rostentfernung.
Stahlschuss
Stahlschuss ist ein weiteres gängiges Sprengmedium, das normalerweise aus hohem Kohlenstoff- oder Legierungsstahl besteht. Es ist in der Härte erhältlich von 40 Stunden bis 62 Stunden, was es für Hunderte bis Tausende von Zyklen sehr langlebig und wiederverwendbar macht. Partikelgrößen reichen üblicherweise von #16 bis #80.
Der Stahlschuss ist am häufigsten für Hochleistungsanwendungen geeignet und wird am häufigsten verwendet, um Rost-, Skalierungs- und alte Beschichtungen von Industrie -Teilen wie Stahl und Gusseisen sowie zu Deburr- und Profiloberflächen schnell zu entfernen. Bei der Verwendung zum Schusseigen kann es Druckspannungen in Metalloberflächen induzieren - und sie härten sie aus, um die Müdigkeit von Metall zu verhindern.
Keramikperle
Keramikperlen werden typischerweise aus Aluminiumoxid (Al₂o₃), Zirkoniumoxid (Zro₂) oder einem gesinterten Verbundwerkstoff aus beiden hergestellt. Sie sind chemisch inert und widerstehen chemischen Angriffen. Ihre Härte liegt zwischen der von Glasperlen und dem Stahlschuss, und sie können für 50–150 Zyklen wiederverwendet werden. Mit ausgezeichneter Sphärizität sind sie für Anwendungen geeignet, die dicht kontrollierte Oberflächenbewegungen erfordern.
Plastikmedien
Es gibt mehrere Arten von Plastikstrahlmedien, einschließlich Acryl, Nylon und Polyester. Sie sind viel sanfter als die meisten anderen Abriebwerte, sehr wiederverwendbar und leicht. Dies macht sie zu einer guten Wahl für die Oberflächenreinigung, Entlassung und Vorbehandlung von weichen, spröden Materialien, empfindlichen Teilen - ohne das Substrat zu kratzen oder zu verformen.
Perlenstrahlschrank
In einem Perlenstrahlschrank findet der Sprengprozess statt (für große oder hohe Volumenteile geschieht dies häufig in einem speziellen Explosionsraum).
Wählen Sie bei der Auswahl von Geräten einen hochwertigen Schrank aus, der konsistente Explosionsergebnisse liefert und die Sicherheit des Bedieners garantiert. Ein guter Perlensprengschrank sollte die folgenden Schlüsselmerkmale enthalten:
Robuster Konstruktion mit stabiler Unterstützung
Für einen Perlensprengschrank ist eine robuste Konstruktion von entscheidender Bedeutung. Stahl mit Schwerpunkt ist eine gute Wahl, da er langlebig ist und seine Stärke auch unter intensivem Sprengdruck im Laufe der Zeit aufrechterhält. Ebenso wichtig ist eine solide Stützstruktur - ob Beine oder Rahmen - das Gewicht des Schranks, der Medien und der Werkstücke bei der Dämpfung der während des Sprengs erzeugten Vibrationen. Eine unzureichende Unterstützung kann zu Wackeln, erhöhtem Verschleiß und Sicherheitsrisiken führen.
Nahtlose Schrankversiegelung mit effizienter Belüftung
Ein gut gestaltetes Schrank muss über ein luftdichtes Siegel verfügen, das verhindert, dass Staub, Trümmer und Schleifmedien entkommen, wodurch der Bediener und der umgebende Arbeitsbereich geschützt werden. Es sollte auch ein robustes Staubsammlung und ein Extraktionssystem enthalten, um schnell in der Luft befindliche Partikel zu entfernen, das Betrachtungsfenster klar zu halten und Sicherheitsverriegelungen zu integrieren, die das Sprengen deaktivieren, wenn die Tür geöffnet wird.
Fensterschutz und Beleuchtung anzeigen
Ein klares, beträchtliches und langlebiges Sehfenster ist für die Echtzeitüberwachung des Sprengprozesses unverzichtbar. Es ist jedoch anfällig für das Beschlagen, Kratzen oder Lochfraß im Laufe der Zeit. Um dies zu überwinden, sollten austauschbare Schutzfilme verwendet werden, um Klarheit zu erhalten. Es ist ebenfalls wichtig, die richtige Beleuchtung im Schrank. Die Beleuchtung sollte hell genug sein, um jedes Detail des Werkstücks hervorzuheben, aber strategisch positioniert, um Blendung und Schatten zu vermeiden.
Sprengschuhe
Sprenghandschuhe werden typischerweise in den Schrank integriert. Sie schützen Ihre Hände vor Scheiße, die durch Hochgeschwindigkeits -Abrasiven und scharfe Kanten während des Sprengprozesses verursacht werden. Sie dämpfen auch die Vibrationen, die durch Sprengen erzeugt werden, wodurch die Handmüdigkeit über den längeren Gebrauch reduziert wird. Darüber hinaus bietet ihr strukturiertes Design einen starken Griff und verbessert sowohl die Kontrolle als auch die Präzision.
Perlenstrahlpistole
Die Perlenblaster -Pistole ist eine weitere entscheidende Komponente, ähnlich wie ein Pinsel für einen Maler unerlässlich ist. Abhängig von der Anwendung können Sie aus verschiedenen Arten auswählen: Druckexplosionsgewehre für hohe Effizienz und tiefe Reinigung oder Saug-/Schwerkraft -Futtermittelpistolen für leichtere und präzisere Arbeiten.
Unabhängig davon, für welchen Typ Sie sich entscheiden, bleiben Haltbarkeit, Bedienerkomfort und Sicherheit wesentliche Anforderungen. Perlenstrahlpistolen werden auch im Betriebsmodus in handbetriebene und Fußbetriebsmodelle eingeteilt. Handbetriebene Waffen sind für Präzisionsarbeiten von unschätzbarem Wert, während Fußbetriebskanonen besser für Aufgaben geeignet sind, die einen längeren Betrieb oder die Verwendung beider Hände zur Manipulation des Werkstücks erfordern.
Anwendungen von Perlensprengungen
Funktionale Anwendungen
Sich angen- Metalle hilft dem Müdigkeit und verhindert das Riss.
Enttäuschung- Glättet raue Kanten oder Grate auf Metallen, nachdem Teile geschnitten oder gestempelt wurden.
Kosmetische Veredelung- Verbessert die Oberflächenästhetik oder entfernt Bearbeitungsmarken aus bearbeiteten Teilen.
Oberflächenvorbereitung- Reinigt effektiv das Substrat und erstellt eine kontrollierte Textur, die die Lack -Adhäsion verbessert und Oberflächen für sekundäre Oberflächen wie Pulverbeschichtung und Malerei vorbereitet.
Polieren-Während es im Allgemeinen eher ein mattes Finish als einen spiegelähnlichen Glanz erzeugt, bietet der Prozess eine subtile Lackierung, die für Materialien wie Aluminium, Edelstahl und Gusseisen wirksam ist.
Reinigung und Wiederherstellung- Entfernt Farbe, Rost, Maßstab und andere Verunreinigungen von Metalloberflächen und eignet sich zur Vorbereitung gebrauchter Teile für die Sanierung.
Branchenanwendungen
Automobil:Perlenstrahlung bereitet Karosseriemodels und Rahmen für neue Farbe vor.
Luft- und Raumfahrt:Motorhüllen werden für Hochleistungsbeschichtungen gesprengt, die vor extremen Betriebsbedingungen schützen.
Herstellung:Werkzeuge wie Schraubenschlüssel werden für ein einheitliches, mattes Finish gesprengt, das den Griff und das Aussehen verbessert.
Elektronik:Metallgehäuse für Geräte wie Telefone werden für eine wünschenswerte Textur gesprengt.
Medizinische Fertigung:Chirurgische Instrumente werden gesprengt, um Nichtreflexivität zu erreichen, die Blendung in Operationssälen zu verringern und die visuelle Klarheit während der Verfahren zu verbessern.
Militär & Verteidigung:Schusswaffensteile werden mit Sprengen gereinigt und renoviert.
Vor- und Nachteile des Perlen -Explosions -Finishs
Trotz seiner Nützlichkeit und Vielseitigkeit hat Perlenstrahlung einige Nachteile. Lassen Sie uns als nächstes die Vor- und Nachteile der Verwendung für Ihr Projekt zusammenfassen:
Profis
Verwendet runde Medien und entfernen nur eine dünne Oberflächenschicht mit minimaler Auswirkung auf die Teilabmessungen oder -form.
Erzeugt ein einheitliches, mattes Finish ohne scharfe Profile oder eingebettete Körnchen.
Verändert die Grundfarbe des Werkstücks nicht, was oft zu einem helleren Finish führt.
Viele Perlenstrahlprozesse verwenden Medien, die recycelbar sind, die Abfälle reduzieren und die Veredelungskosten senken.
Erzeugt weniger Luftstaub als viele andere Schleifmittel und verbessert die Sicherheit am Arbeitsplatz.
Ideal für komplizierte Geometrien, kleine Bohrungen und Dünnwände, in denen aggressive Medien das Teil beschädigen würden.
Ermöglicht die selektive Maskierung bestimmter Bereiche der Komponente, um durch den Sprengprozess unberührt zu bleiben.
Nachteile
Nehmen Sie sich länger, um härtere Materialien zu sprengen, und kann für schwere Rost oder dicke Farbe unwirksam sein.
Benötigt häufig einen manuellen Betrieb, eine Erhöhung der Arbeits- und Zykluszeit.
Möglicherweise ist nicht für Anwendungen geeignet, die sehr enge Toleranzen erfordern.
Glasperlen erzeugen möglicherweise nicht das Ankerprofil, das für eine starke Beschichtungsadhäsion erforderlich ist.
Best Practices Tipps für hochwertige Perlen -Explosionen
Um Ihr gewünschtes Oberflächenfinish zu erreichen, finden Sie hier einige praktische Tipps, die Sie berücksichtigen sollten:
Gründliche Oberflächenvorbereitung vor Perlensprengen
Jeder Schmutz oder jede Schicht, die auf der Oberfläche übrig bleibt, stört die Sprengmedien und führt zu einem ungleichmäßigen Finish. Restöle oder Fett führen beispielsweise dazu, dass die Medien festhalten, Flecken erzeugen oder verhindern, dass das Schleifmittel einige Bereiche erreicht. In ähnlicher Weise werden lose Trümmer schrubben oder abblasen, sodass es während des Sprengens nicht in das Substrat eingebettet wird.
Perlensprengung - insbesondere mit feinen Medien wie Glasperlen - ist nicht wirksam, schwere Rost, Mühlenwaage oder dicke Farbe zu durchschneiden. Wenn das Teil eine starke Korrosion oder eine harte Beschichtung zeigt, entfernen Sie es zunächst mit einer aggressiveren Methode oder einem Medium (z. B. Aluminiumoxid -Körnern, Granat oder Sandpapierschritt) vor dem Sprengen.
Vermeiden Sie enge Oberflächenrauheitsaufrufe
Unabhängig davon, wie gut die Perlenmedien sein können, führt der Prozess unweigerlich winzige Oberflächenunregelmäßigkeiten ein, die sich auf die endgültige Rauheit auswirken. Sehr eng erreichenOberflächenrauheitAnforderungen können in der Praxis schwierig sein. Für die meisten Anwendungen wird empfohlen, eine Oberflächenrauheit nicht unter 32 µinra anzugeben.
Fügen Sie Maskierungsnotizen für kritische Funktionen hinzu
Maskieren Sie Bereiche, die dem Schleifmittel nicht ausgesetzt sein sollten. Dazu gehören Gewindelöcher oder Wellen, Lageroberflächen, polierte oder hohe Toleranzflächen, Siegelbereiche und mehr. Verwenden Sie geeignete Maskierungsmaterialien - Zu den Auswahlmöglichkeiten gehören Hochfestigkeitsbänder (z. B. Klebeband, Gorilla® -Klebeband), Gummi- oder Silikonstopfen für Löcher, Schrauben Sie die Kappen für Gewinde oder zweckgebundene Blast -Masking -Filme. Stellen Sie sicher, dass die Maske den Einfluss standhalten kann: Dicke Gummi- oder Vinylbänder halten gut hoch, während das dünne Farbmaskelband unter starkem Sprengen zerreißen kann.
Beginnen Sie für empfindliche oder präzise Oberflächen mit einer sanften Kleberschicht (z. B. Blue Painter's Tape) und dann ein stärkeres Klebeband darüber auftragen. Auf diese Weise schaltet es beim Entfernen des Außenbandes sauber ab, ohne Rückstände zu hinterlassen oder die darunter liegende Oberfläche zu heben.
Setzen Sie den Explosionsdruck nach Material und Medien
Härtere Metalle oder Hochleistungsreinigung erfordern einen höheren Druck, während weichere Materialien oder feiner Finishing einen geringeren Druck erfordern. Beispielsweise können empfindliche Aluminium- oder Kunststoffteile mit 30–40 psi gesprengt werden, während die Entfernen von Mühlenwaagen aus Stahl möglicherweise 80 PSI benötigt. Irren Sie sich immer auf der Seite des niedrigsten Drucks, der die Arbeit immer noch effektiv erledigt.
In der Praxis dauern Perlen -Explosionsprozesse in der Regel je nach Anwendung zwischen 30 und 100psi (2–7 Messen). Fine Glasperlen -Finishing erfolgt oft bei 40–60psi, um ein sanftes Satin -mattes Finish zu erzielen. Als Richtlinie ist 50psi ein guter Ausgangspunkt für Glasperlenstrahlen, um einen sauberen Politur zu erhalten, ohne die Perlen zu zerbrechen. Höhere Drücke (80–100 PSI) werden für aggressiveres Sprengen mit härteren Medien oder zum Streifen von Beschichtungen verwendet. Wenn Sie Zweifel haben, beginnen Sie niedrig und erhöhen Sie den Druck allmählich, bis Sie das gewünschte Finish erreicht haben.
Behalten Sie den konstanten Abstand und den korrekten Winkel bei
Halten Sie die Düse in einer konsistenten Abstand - Typisch bis 15 bis 30 cm. Das Halten der Düse konzentriert die Explosion auf einem kleinen Bereich und kann die Oberfläche ein- oder übertreffen. Zu weit weg und die Medien verliert Effektivität und verleihen ein leichteres Finish.
Der Düsenwinkel relativ zur Oberfläche sollte ebenfalls konstant bleiben. Variationen des Winkels können Unterschiede in Rauheit oder Helligkeit hervorrufen. Für die meisten hochwertigen Oberflächen wird ein nahezu perpendikulärer (90 °) Winkel empfohlen.
Medienreinigung und Austausch
In einem recycelbaren System sieben die Medien regelmäßig zum Entfernen von Staub und gebrochenen Partikeln - viele Schränke enthalten sogar einen eingebauten Zyklonabscheider dafür. Feiner Staub reduziert nicht nur die Effektivität der Sprengung, sondern kann auch das Werkstück einstellen. Wenn Sie die Medien sauber halten, sorgt jedes abrasive Teilchen nützliche Arbeit.
Wenn die Schleifmedien an einem bestimmten Punkt vorbeibricht, ersetzen oder aktualisieren Sie ihn durch neue oder gefilterte Medien, um die Endqualität und die Verarbeitungsgeschwindigkeit aufrechtzuerhalten.
Sprengmedienauswahldiagramm
Die Auswahl der Medien ist entscheidend, um Ihr gewünschtes Finish zu erreichen. Das folgende Auswahldiagramm für die Auswahl von Sprengmedien wird als allgemeine Anleitung bereitgestellt, mit der Sie den am besten geeigneten Typ für Ihr Projekt auswählen können. Faktoren wie Explosionsdruck, Werkstückhärte, Medienform und die Technik des Bedieners können jedoch die Medienleistung über das, was das Diagramm anzeigt, beeinflussen.
Charakteristik / Medien
Glasperle
Stahl Schuss
Keramikschuss
Aluminiumoxid
Plastikmedien
Granat
Reinigung / Entfernen
✔️
✔️
✔️
✔️
✔️
✔️
Sich angen
✔️
✔️
✔️
-
✔️ (Licht)
-
Oberflächenätzung
-
-
-
✔️
-
✔️
Recyclingabilität / Medienleben
Medium (20–30 Zyklen)
Sehr hoch (> 500 Zyklen)
Hoch (> 150 Zyklen)
Med-hoh (50-100 Zyklen)
Medium (20-40 Zyklen)
Med -hohe (50–80 Zyklen)
Wahrscheinlichkeit der Materialentfernung
Sehr niedrig
Hoch
Med-High
Medium
Sehr niedrig
Medium
Mohs Härte
5.5
6-7
7
9
2-3
7-8
Typischer Explosionsdruck (PSI)
20-55
20-90
20-90
20-90
20-60
30-80
Medienform
⬤
⬤
⬤
▲
▲
▲
✔️ = geeignet ;⬤ = sphärisch ; ▲ = Winkel
Abschluss
Perlenstrahlung ist eine vielseitige Oberflächenveredelungstechnik, die gut für verschiedene Materialien funktioniert und eine breite Palette von Herstellungsprozessen unterstützt. Es ist kostengünstig, umweltfreundlich und ideal, um halbpolierte, satinähnliche Oberflächen auf Ihren Teilen zu erreichen.
Bei Chiggo bieten wir umfassend anOberflächenverlaufsdiensteVerbesserung der Qualität und des Aussehens Ihres Produkts zu wettbewerbsfähigen Preisen.Kontaktieren Sie uns noch heuteFür fachkundige Ratschläge oder ein Angebot und machen Sie Ihr nächstes Projekt zum Erfolg!
Faqs mit Perlenexplosion
Was ist der Unterschied zwischen Perlenstrahlung und Sandstrahlen?
Sandstrahlen und Perlenstrahlen sind beide abrasive Sprengstechniken. Die Wahl zwischen ihnen hängt vom Material und dem gewünschten Effekt ab. Wichtige Unterschiede zwischen ihnen sind:
Abrasive Natur:Sandstrahlung ist abrasiver und aggressiver, geeignet für schwere Reinigungsaufgaben wie das Entfernen von Rost oder alte Farbe. Perlenstrahlung ist sanfter und beschädigt die ursprüngliche Oberfläche nicht.
Oberflächenqualität:Perlenstrahlung führt typischerweise zu einem glatteren Finish im Vergleich zu Sandstrahlen.
Materialeignung:Sandstrahlung wird für härtere Oberflächen bevorzugt; Perlenstrahlung ist besser für weichere oder empfindliche Materialien wie Aluminium und Kunststoff.
Gesundheits- und Umweltauswirkungen:Sandstrahlung birgt ein höheres Gesundheitsrisiko aufgrund von Siliciumdioxid -Exposition, was strengere Vorschriften und Kontrollmaßnahmen erfordert.
Ist Glasperle sicher?
Glasperlenstrahlung wird im Allgemeinen als sicher angesehen, insbesondere im Vergleich zu abrasiven Sprengstechniken, die Kieselsand verwenden - was gefährliche Staub erzeugen und zu schwerwiegenden Gesundheitsproblemen führen kann. Während Glasperlenstrahlung eine sicherere Alternative ist, erfordert es dennoch ordnungsgemäße Sicherheitsmaßnahmen wie die Verwendung persönlicher Schutzausrüstung (PSA) und angemessene Belüftung, um den Schutz des Bedieners zu gewährleisten.