Das Biegen von Blechen ist eine der am häufigsten verwendeten Umformtechniken in der Blechfertigung. Abhängig von der spezifischen Anwendung wird es manchmal als Abkanten, Bördeln, Gesenkbiegen, Falzen oder Kanten bezeichnet. Bei diesem Prozess wird Kraft ausgeübt, um das Material in eckige Formen zu verformen.
Was sind die gängigsten Biegemethoden? Welche Designüberlegungen gibt es beim Blechbiegen? Wie wirken sich Schlüsselparameter auf die Biegung aus? Wie werden der K-Faktor und die Biegezugabe berechnet? In diesem Artikel finden Sie nacheinander Antworten auf diese Fragen.
Was ist Blechbiegen?
Beim Blechbiegen handelt es sich um einen Umformprozess, bei dem Kraft ausgeübt wird, um ein Metallblech in die gewünschte Form zu verformen, was typischerweise zu Winkelbiegungen oder Kurven führt. Diese Kraft übersteigt die Streckgrenze des Materials und stellt sicher, dass die Verformung dauerhaft ist, ohne dass das Material bricht. Der Prozess verarbeitet im Allgemeinen Materialien mit einer Dicke von 0,5 mm bis 6 mm, wobei der spezifische Bereich von der Art des Materials und der verwendeten Ausrüstung abhängt. Dickere Materialien erfordern möglicherweise spezielle Maschinen und mehr Kraft, um die gewünschten Biegungen zu erzielen. Für eine effiziente Produktion kleiner bis mittlerer Stückzahlen wird das Blechbiegen oft mit Laserschneiden kombiniert.
Es gibt verschiedene Arten von Maschinen, die zum Biegen von Blechen verwendet werden, wobei Abkantmaschinen am häufigsten vorkommen. Zu den Haupttypen gehören mechanische, pneumatische und hydraulische Abkantpressen. Eine typische Abkantpresse besteht aus einem festen Unterstempel und einem beweglichen Oberstempel, auch Stempel bzw. Stößel genannt. Der Stempel übt beim Absenken des Stößels Kraft aus, um das Blech zu biegen. Jede Variante der Abkantpresse liefert je nach verwendetem Mechanismus unterschiedliche Kraftniveaus. Insbesondere hydraulische Abkantpressen sind oft mit CNC-Systemen ausgestattet, die präzise Biegevorgänge ermöglichen. Sie erfreuen sich besonders großer Beliebtheit bei der Ausführung komplizierter Blecharbeiten mit hoher Genauigkeit, insbesondere im industriellen Bereich.
1.V-Biegen
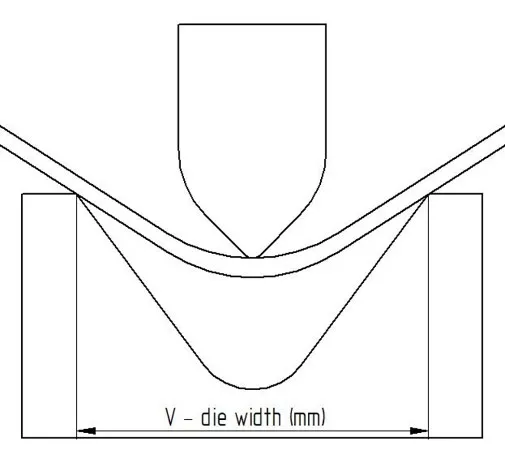
Das V-Biegen ist die gebräuchlichste Methode beim Blechbiegen. Bei diesem Verfahren drückt ein Stempel das Blech in eine V-förmige Nut in der Matrize, wodurch verschiedene Biegewinkel möglich sind. Der Biegewinkel wird durch Steuerung der Stempeltiefe eingestellt. Das V-Biegen kann in drei Unterkategorien unterteilt werden: Luftbiegen, Bodenbiegen und Prägen.
Dabei machen das Luftbiegen und das Tiefbiegen den Großteil der Blechbiegevorgänge aus, während das Prägen seltener zum Einsatz kommt und typischerweise Anwendungen vorbehalten ist, die außergewöhnlich hohe Präzision und minimale Rückfederung erfordern.
Luftbiegen
Beim Luftbiegen oder Teilbiegen wird das Blech mit einem Stempel in den gewünschten Winkel gebogen, ohne dass das Metall die Unterseite der Matrize vollständig berührt. Stattdessen verbleibt ein kleiner Luftspalt unter dem Blech, der eine bessere Kontrolle über den Biegewinkel ermöglicht. Mit einer 90°-Matrize und einem Stempel können Sie beispielsweise durch Luftbiegen ein Ergebnis zwischen 90 und 180 Grad erzielen.
Diese Methode erfordert weniger Kraftaufwand und bietet eine hohe Flexibilität, da mit demselben Werkzeug unterschiedliche Biegewinkel erreicht werden können. Darüber hinaus kann sich das Metall beim Biegen leicht dehnen, was das Risiko von Rissen verringert und zu einer gleichmäßigeren Biegung führt.
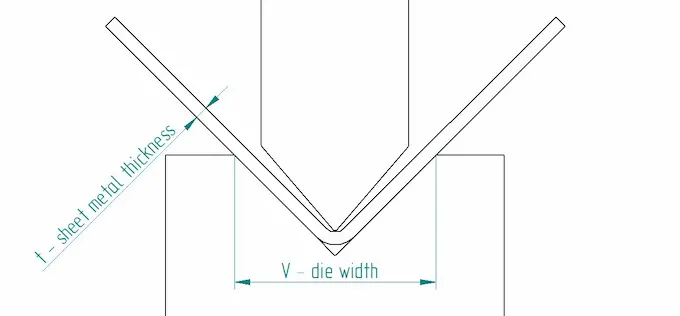
Bodenbildung
Wie der Name „Bottoming“ (oder „Bodenbiegen“) schon sagt, drückt der Stempel das Metallblech fest in den Boden der V-Matrize und sorgt so für einen engen Kontakt mit der Matrizenoberfläche. Im Vergleich zum Luftbiegen erfordert das Tiefbiegen mehr Kraft, um das Blech vollständig in die Matrize zu drücken. Obwohl dieses Verfahren das Risiko von Verformungen oder Rissen erhöhen kann, ist es ideal für die Erzielung präziser Biegungen mit minimaler Rückfederung, insbesondere bei Materialien, die höheren Belastungen standhalten und bei der Herstellung sehr scharfer Biegungen.
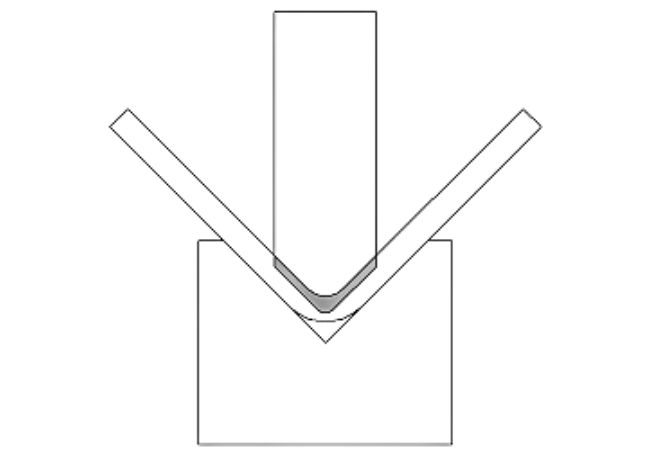
Prägung
Der Name „Münzen“ leitet sich von der Münzherstellung ab, die eine äußerst hohe Präzision erfordert, um Konsistenz zu gewährleisten. Beim Biegen erzielt das Prägen ähnlich präzise Ergebnisse durch die Anwendung eines deutlich höheren Drucks – typischerweise 5 bis 10 Mal mehr als bei Standard-Biegeverfahren. Dieser hohe Druck drückt das Blech in die Matrize, verursacht eine plastische Verformung und bildet die exakte Form und den genauen Winkel. Im Vergleich zu anderen Biegemethoden erfordert das Prägen mehr Kraft, bietet aber eine höhere Genauigkeit und eliminiert praktisch eine Rückfederung.
2.U-Biegen
Das U-Biegen funktioniert nach einem ähnlichen Prinzip wie das V-Biegen, da bei beiden Verfahren Druck durch einen Stempel und eine Matrize ausgeübt wird, um das Blech plastisch zu verformen. Der Hauptunterschied besteht darin, dass beim U-Biegen Stempel und Matrize U-förmig sind, was die Erstellung von U-förmigen Kanälen und Profilen ermöglicht. Während diese Methode unkompliziert ist, werden in der Großserienproduktion oft effizientere Techniken wie Rollformen bevorzugt, da sie eine größere Flexibilität und Geschwindigkeit bei der Herstellung ähnlicher Formen bieten.
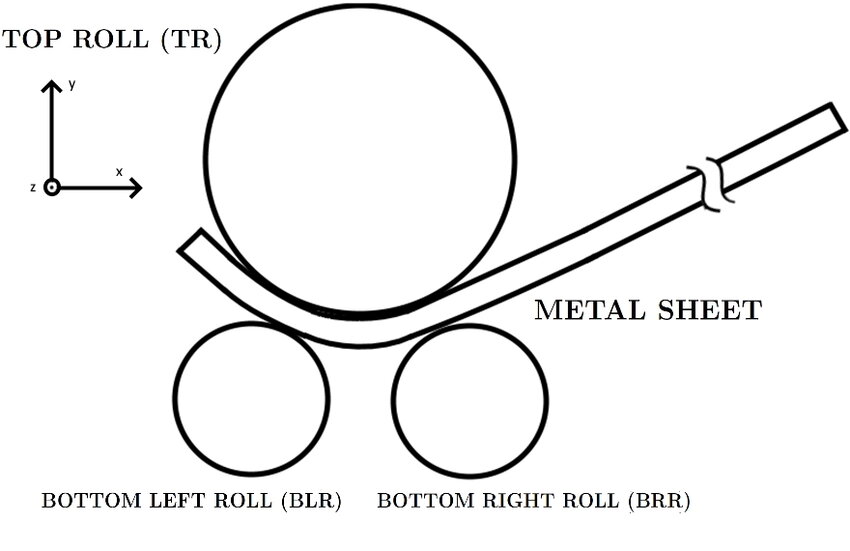
3.Rollenbiegen
Beim Rollbiegen handelt es sich um einen kontinuierlichen Biegeprozess, bei dem eine Reihe von Rollen verwendet werden, um Blech schrittweise in eine gebogene Form zu biegen. Der Abstand und der Druck der Rollen können angepasst werden, um den Biegeradius und -winkel zu steuern. Dieses Verfahren eignet sich besonders gut zum Erstellen von Biegungen mit großem Radius und langen, kontinuierlichen Kurven, die häufig in Branchen wie dem Baugewerbe, der Automobilindustrie und der Energiebranche zur Herstellung großer Strukturbauteile erforderlich sind.
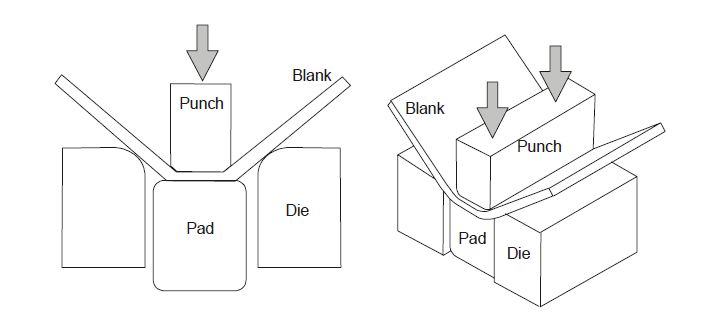
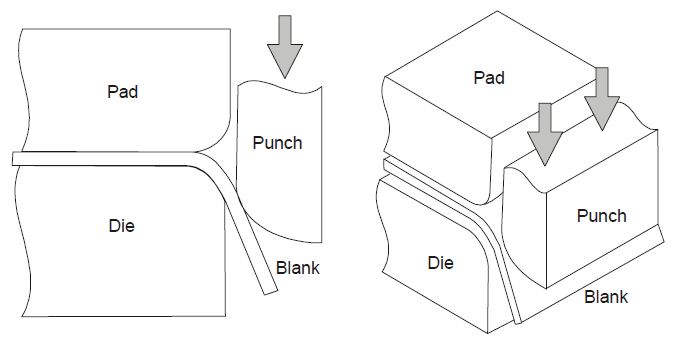
4. Wischen Sie das Biegen ab
Beim Wischbiegen wird das Blech durch ein Druckstück sicher gegen eine Wischmatrize gehalten. Ein Stempel (normalerweise ein gerader Stempel) drückt dann gegen den Teil des Blechs, der über die Matrize und das Druckkissen hinausragt, wodurch es sich über die Kante der Matrize biegt. Wischbiegen ist relativ einfach und ermöglicht präzise Biegungen mit minimaler Verformung. Es wird häufig in Massenproduktionsanwendungen eingesetzt, bei denen ein präzises Biegen der Kanten erforderlich ist.
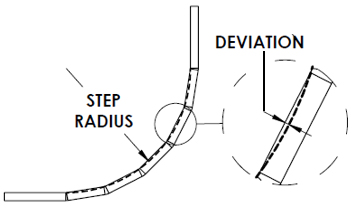
5. Schrittbiegen
Das Stufenbiegen, auch Bump-Biegen genannt, ist im Wesentlichen ein sich wiederholendes V-Biegen. Diese Methode erzeugt Biegungen mit großem Radius oder komplexe Kurven, indem mehrere kleine V-Biegungen nacheinander ausgeführt werden. Je mehr Biegungen angewendet werden, desto glatter ist die Kurve, wodurch scharfe Kanten und Unregelmäßigkeiten reduziert werden. Stufenbiegen wird häufig bei Anwendungen eingesetzt, die Biegungen mit großem Radius erfordern, wie z. B. konische Trichter und Schneepflüge. Es kann mit Standardwerkzeugen wie einer typischen Abkantpresse durchgeführt werden, was die Einrichtung der Ausrüstung vereinfacht und die Kosten senkt, insbesondere bei der Produktion kleiner Serien.
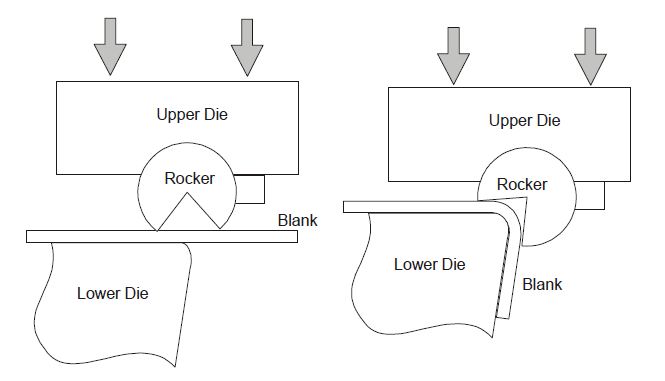
6.Rotationsbiegen
Beim Rotationsbiegeverfahren wird Blech oder Rohr sicher an einer Matrize festgeklemmt und ein Biegewerkzeug (typischerweise ein Biegearm) dreht sich um die feste Matrize, um das Material in den gewünschten Winkel zu biegen. Diese Methode bietet eine bessere Kontrolle und minimiert Oberflächenkratzer und Reduzierung der Materialbelastung.
Insbesondere beim Rotationsbiegen von dünnwandigen Rohren oder Materialien, die anfällig für Faltenbildung sind, wird häufig die Technik des Rotationszugbiegens eingesetzt, bei der ein interner Stützdorn zum Einsatz kommt. Dieser Dorn verhindert Faltenbildung an der Innenseite der Biegung und sorgt für hochwertige Ergebnisse. Dies ist einer der entscheidenden Vorteile des Rotationsziehbiegeverfahrens gegenüber anderen Biegeverfahren.
Designüberlegungen zum Blechbiegen
Bei der Konstruktion für das Biegen von Blechen sind mehrere wichtige Überlegungen erforderlich, um sicherzustellen, dass das Endprodukt sowohl funktionale als auch ästhetische Anforderungen erfüllt. Hier sind die wichtigsten zu berücksichtigenden Faktoren:
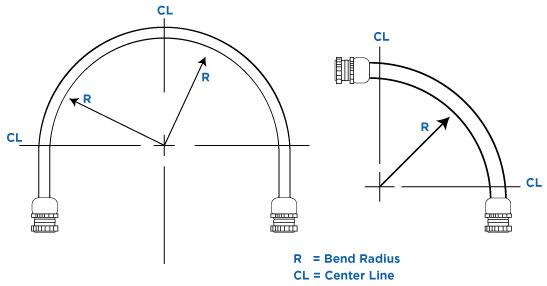
1. Biegeradius
Jedes gebogene Metall weist entlang der Biegung einen Radius auf. Der Biegeradius misst die Krümmung der Innenkante der Biegung. Der Biegeradius von Blech variiert je nach Biegematerial, Werkzeuggeometrie und Materialbedingungen.
Ein zu kleiner Biegeradius kann zu Rissen oder bleibenden Verformungen des Materials führen. Als allgemeine Richtlinie gilt sicherzustellen, dass der Biegeradius mindestens der Materialstärke entspricht oder größer ist. Darüber hinaus empfiehlt es sich, für alle Biegungen eines bestimmten Teils einen einheitlichen Biegeradius zu verwenden, da dies die Werkzeugeinrichtung vereinfacht und die Kosten senkt.
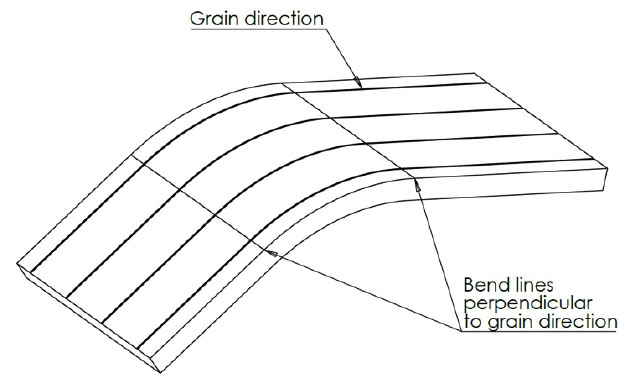
2. Biegerichtung und Ausrichtung
Beim Konstruieren für das Biegen von Blechen sollte sorgfältig berücksichtigt werden, wie die Biegerichtung im Verhältnis zur Faserrichtung (oder Faserrichtung) des Materials steht. Das Biegen parallel zur Faserrichtung birgt ein erhöhtes Risiko von Rissen, da die Kornstruktur des Materials anfälliger für Ablösungen ist unter Stress. Im Gegensatz dazu verbessert das Biegen senkrecht zur Faser die Duktilität und verringert die Wahrscheinlichkeit von Brüchen. Darüber hinaus hilft die Ausrichtung der Biegerichtung an der Scher- (oder Schneid-)Richtung des Materials, die Ausbreitung von Fehlern oder Mikrorissen zu minimieren, die möglicherweise während des Schneidvorgangs entstanden sind, und sorgt so für eine bessere strukturelle Integrität.
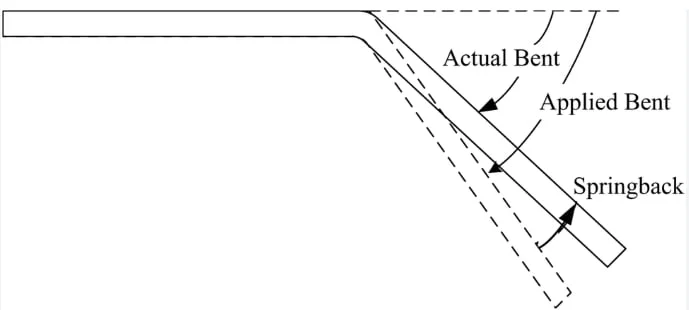
3. Biegerückfederung
Bei der Biegerückfederung handelt es sich um ein Phänomen bei der Blechumformung, bei dem das Material nach Abschluss des Biegevorgangs teilweise in seine ursprüngliche Form zurückkehrt. Dies liegt vor allem daran, dass das Material beim Biegen elastische Energie speichert. Nachdem die Biegekraft entfernt wurde, versuchen die komprimierte Innenseite und die gedehnte Außenseite des Metalls, ins Gleichgewicht zurückzukehren, was zu einer Rückfederung führt. Die Höhe der Rückfederung hängt im Wesentlichen von mehreren Faktoren ab:
Druckfestigkeit: Materials with a higher tensile strength typically exhibit more springback.
Biegeradius: Smaller bend radii generally lead to less springback, while larger radii cause more.
Breite der Matrizenöffnung: Wider die openings result in more springback due to reduced material constraint.
Materialstärke: When the bend radius is large relative to material thickness, springback increases.
Materialart: Different materials, such as aluminum, steel, and stainless steel, have varying elastic moduli. Higher elastic modulus leads to more significant springback.
Um die Rückfederung wirksam zu bekämpfen und sicherzustellen, dass gebogene Teile den Designspezifikationen entsprechen, können verschiedene Kompensationsstrategien eingesetzt werden. Während der Entwurfsphase können die Auswahl geeigneter Materialien, die Optimierung des Werkzeugdesigns und die Verwendung der Finite-Elemente-Analyse (FEA) dazu beitragen, Produktionsunsicherheiten zu reduzieren und eine solide Grundlage für die Fertigung zu schaffen. Während der Produktion können Überbiegung, automatische CNC-Kompensation und Double-Hit-Biegung Echtzeitanpassungen ermöglichen, um die Genauigkeit des Endprodukts sicherzustellen.
4.Lochabstand von der Biegung
Wenn Löcher zu nahe an der Biegung angebracht werden, kann es während des Biegevorgangs zu Materialverformungen oder -rissen kommen. Als Faustregel gilt, dass Merkmale wie Löcher, Schlitze und Ausschnitte mindestens dreimal so weit von der Biegekante entfernt platziert werden sollten, wie die Materialstärke.
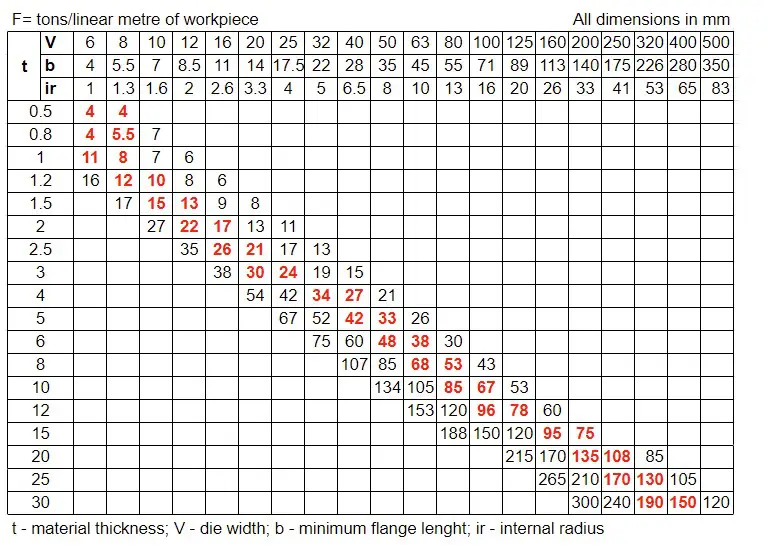
5. Mindestflanschlänge
Wenn der Flansch zu kurz ist, greift er beim Biegen möglicherweise nicht richtig in die Matrize ein, was möglicherweise zu ungenauen Biegungen oder Materialverzerrungen führt. Typischerweise sollte die Flanschlänge mindestens das Vierfache der Materialstärke betragen, dies kann jedoch je nach spezifischer Matrizenbreite und Materialeigenschaften variieren. Um Probleme zu vermeiden, konsultieren Sie Biegekrafttabellen, um die geeignete Flanschlänge basierend auf der Materialstärke und der Matrizenkonfiguration auszuwählen.
6. Bildung einer Entschädigung
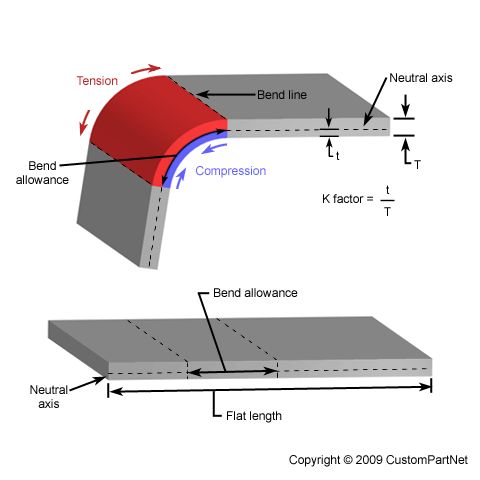
Die Umformkompensation ist eine entscheidende Berechnung, die die Verformung von Metall während des Biegeprozesses berücksichtigt. Vereinfacht ausgedrückt hilft die Umformkompensation dabei, die flache Musterlänge – die flache Größe des Metallblechs vor dem Biegen – in der ersten Entwurfsphase genau vorherzusagen. Dadurch wird sichergestellt, dass das gebogene Metallteil die richtige Form und die richtigen Abmessungen hat. Zwei Schlüsselparameter zum Erreichen dieser Kompensation sind der K-Faktor und die Biegezugabe.
K-Faktor
Der K-Faktor ist ein Verhältnis, das die Position der neutralen Achse innerhalb der Materialdicke darstellt. Die neutrale Achse ist die Schicht im Material, die sich beim Biegen weder ausdehnt noch zusammendrückt.
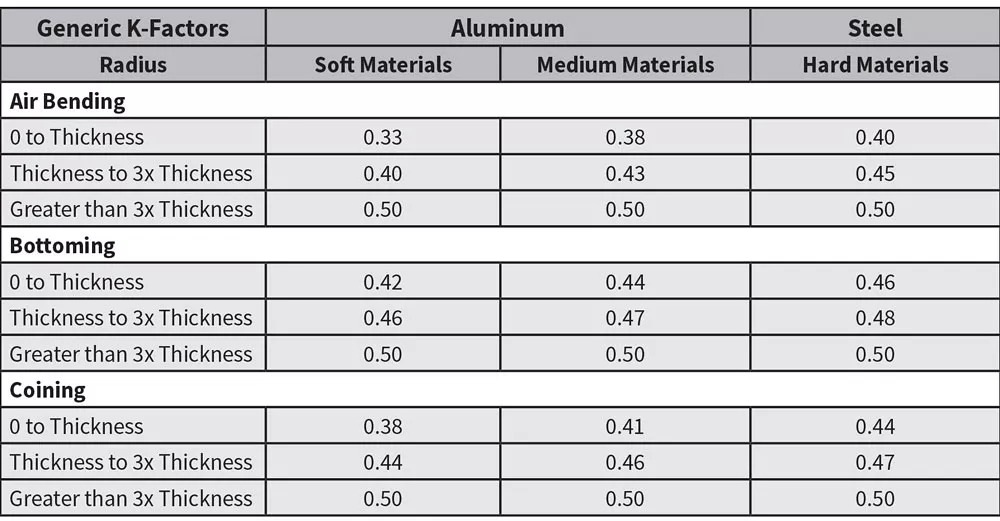
Der K-Faktor hilft bei der Vorhersage der zum Biegen erforderlichen Materialmenge und ist entscheidend für genaue Berechnungen der Biegezugabe. Normalerweise liegt der K-Faktor zwischen 0,3 und 0,5, er kann jedoch je nach Materialtyp, Dicke und Biegeradius variieren.
Eine Möglichkeit, den Wert des K-Faktors zu ermitteln, ist die nachstehende generische K-Faktor-Tabelle, die auf Informationen aus dem Machinery's Handbook basiert und durchschnittliche K-Faktor-Werte für eine Vielzahl von Anwendungen bietet.
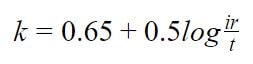
Eine andere Möglichkeit ist die Verwendung einer Berechnungsformel:
Wobei,k – k-Faktor (eine Konstante, die die Position der neutralen Achse widerspiegelt)ir – Innenradius (mm)t – Materialstärke (mm)
Biegezugabe
Die Biegezugabe ist die Länge der gekrümmten neutralen Achse im Biegebereich, die zur Berechnung des erforderlichen Materials für die Biegung und zur Bestimmung der Länge des flachen Musters verwendet wird.
Zur Berechnung der Biegezugabe müssen bestimmte Formeln verwendet werden:
Für Biegungen von 0 bis 90 Grad:
Für Biegungen von 90 bis 165 Grad:
Dabei ist ß der Biegewinkel (in Grad).
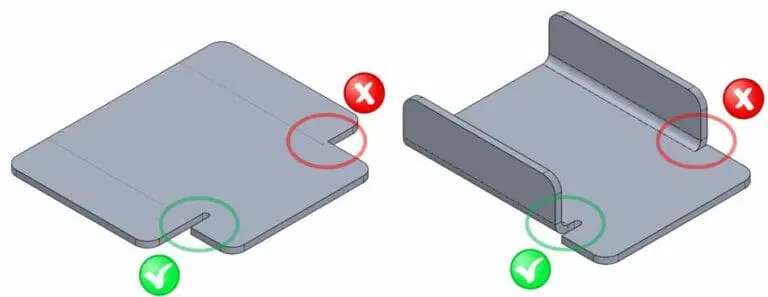
7. Biegeentlastungen
Biegeentlastungen sind kleine Kerben oder Ausschnitte an den Kanten einer Blechbiegung, um ein Reißen, Verziehen oder unerwünschte Verformungen während des Biegevorgangs zu verhindern. Beim Biegen von Blechen, insbesondere in der Nähe von Ecken oder Kanten, kann es zu starken Spannungen im Material kommen, die zu Rissen oder Verformungen führen können. Biegeentlastungen tragen dazu bei, diese Spannung abzubauen, indem sie dem Metall Raum für einen besseren Fluss geben.
8.Materialeigenschaften und Dicke
Verschiedene Metalle haben unterschiedliche Eigenschaften, einschließlich Duktilität, Festigkeit und Rückprallverhalten. Der minimale Biegeradius im Verhältnis zur Materialstärke ist entscheidend für ein erfolgreiches Biegen. Das Verständnis dieser Eigenschaften hilft bei der Auswahl geeigneter Biegetechniken und der Vorhersage der Materialreaktion. Beispielsweise muss bei Materialien wie Aluminium sorgfältig auf den Rückprall geachtet werden, während härtere Metalle die Biegerichtung einschränken können, um Risse zu verhindern. Auf dieses Thema gehen wir im nächsten Teil näher ein.
Welche Blechmaterialien eignen sich zum Biegen?
Die Eignung eines Blechmaterials zum Biegen hängt maßgeblich von seinen mechanischen Eigenschaften wie Duktilität, Festigkeit und Umformbarkeit sowie von der Materialstärke, den spezifischen Anforderungen des Biegeprozesses und der Endanwendung ab.
Materialien mit geringer Duktilität oder hoher Härte, wie z. B. bestimmte hochfeste Stähle und Gussmetalle, eignen sich weniger zum Biegen und erfordern möglicherweise spezielle Verfahren oder zusätzliche Vorbereitung. Zu den gängigen zum Biegen geeigneten Blechmaterialien gehören:
5052-Aluminium5052-Aluminium ist vielseitig und aufgrund seiner hervorragenden Formbarkeit und mäßigen Festigkeit ideal zum Biegen von Blechen geeignet. Seine gute Duktilität ermöglicht komplizierte Formen ohne Rissbildung. Die Legierung bietet außerdem eine hohe Korrosionsbeständigkeit, insbesondere in Meeresumgebungen, und eignet sich daher hervorragend für den Einsatz im Freien. Seine leichte Beschaffenheit reduziert das Gewicht des Endprodukts, verbessert die Kraftstoffeffizienz beim Transport und senkt die Installationskosten.
EdelstahlEdelstahl ist bekannt für seine Haltbarkeit, Korrosionsbeständigkeit und hohe Festigkeit und eignet sich ideal zum Biegen von Blechen in anspruchsvollen Anwendungen. Es funktioniert gut in rauen Umgebungen wie hohen Temperaturen und der Einwirkung von Chemikalien und eignet sich daher für die Lebensmittelverarbeitung, medizinische Geräte und den architektonischen Einsatz. Obwohl seine Formbarkeit aufgrund seiner Festigkeit etwas geringer ist als bei anderen Metallen, kann die Auswahl bestimmter Qualitäten (z. B. 304 oder 316) und die Verwendung einer Wärmebehandlung sie verbessern. Seine glatte, glänzende Oberfläche verleiht den fertigen Produkten zudem einen ästhetischen Mehrwert.
FlussstahlFlussstahl oder kohlenstoffarmer Stahl ist aufgrund seiner Verfügbarkeit und einfachen Verarbeitung eine kostengünstige Option für das Blechbiegen. Es bietet eine gute Formbarkeit und ermöglicht die Herstellung verschiedener Formen ohne nennenswerte Aushärtung. Während ihm die Korrosionsbeständigkeit von Edelstahl und die leichten Eigenschaften von Aluminium fehlen, kann Weichstahl beschichtet oder lackiert werden, um die Rostbeständigkeit zu erhöhen. Aufgrund seiner Vielseitigkeit und geringen Kosten ist es in der Automobil-, Bau- und Möbelherstellung beliebt.
Verzinkter StahlVerzinkter Stahl ist mit einer Zinkschicht überzogen, um die Korrosionsbeständigkeit zu erhöhen, was ihn ideal für den Einsatz im Freien macht. Es behält die Formbarkeit und Festigkeit von normalem Stahl bei und ermöglicht verschiedene Formen, ohne die strukturelle Integrität zu beeinträchtigen. Seine Haltbarkeit und Erschwinglichkeit machen es zu einer praktischen Wahl für Zäune, Dachrinnen und andere Anwendungen, bei denen Festigkeit, Korrosionsbeständigkeit und Kosteneffizienz wichtig sind.
Geglühter legierter StahlGeglühter legierter Stahl wird wärmebehandelt, um das Material weicher zu machen und die Formbarkeit und Duktilität zu verbessern. Dadurch eignet es sich für komplexe Biegungen mit hoher Präzision. Es kombiniert die Festigkeit von Stahl mit besserer Bearbeitbarkeit und Biegbarkeit und ist somit ideal für Anwendungen, die sowohl Festigkeit als auch Flexibilität erfordern. Aufgrund seiner Fähigkeit, hohen Belastungen und Temperaturschwankungen standzuhalten, eignet es sich auch für anspruchsvolle Industrieumgebungen.
Kupfer und MessingKupfer und Messing sind Nichteisenmetalle, die für ihre hervorragende Formbarkeit, Korrosionsbeständigkeit und Ästhetik bekannt sind. Kupfer ist ein hervorragender Strom- und Wärmeleiter und eignet sich ideal für elektrische Komponenten und Wärmetauscher. Messing, eine Legierung aus Kupfer und Zink, bietet ein ausgewogenes Verhältnis zwischen der Duktilität von Kupfer und der Festigkeit von Zink, sodass es sich leicht formen lässt und gleichzeitig eine gute Festigkeit beibehält. Beide Metalle lassen sich auf Hochglanz polieren und erfreuen sich aufgrund ihrer Korrosionsbeständigkeit und attraktiven Optik großer Beliebtheit bei dekorativen und funktionalen Anwendungen im Bauwesen und in der Architektur.
TitanTitan ist ein leichtes und starkes Metall, das für seine hervorragende Korrosionsbeständigkeit bekannt ist, insbesondere in rauen Umgebungen wie Schiffs- und Luft- und Raumfahrtanwendungen. Es bietet eine gute Formbarkeit, lässt sich jedoch nicht so leicht biegen wie Aluminium und ist biokompatibel, wodurch es für medizinische Implantate geeignet ist. Das hohe Verhältnis von Festigkeit zu Gewicht macht Titan für Anwendungen wertvoll, bei denen eine Gewichtsreduzierung von entscheidender Bedeutung ist.
Abschluss
Im Vergleich zu anderen Blechbearbeitungsverfahren bietet das Blechbiegen deutliche Vorteile, wie z. B. den Erhalt der strukturellen Festigkeit, die Senkung der Kosten und die Bereitstellung einer hohen Designflexibilität. Außerdem wird die Anzahl der Verbindungen und Schweißnähte reduziert, was die Teilekonsistenz verbessert und durch das Schweißen verursachte Defekte oder Korrosion minimiert. Mit durchdachtem Design und modernen Technologien wie CNC-Abkantpressen können präzise Biegewinkel und Formen schnell und genau erreicht werden.
Chiggo ist ein führender Anbieter von Blechumformdienstleistungen in China. Wir liefern qualitativ hochwertige Biegedienstleistungen für Unternehmen verschiedener Branchen. Wir bieten auch eine Reihe von Stanzdienstleistungen für die Massenproduktion und fortschrittliche CNC-Bearbeitung komplexer Teile an, um sicherzustellen, dass wir alle Ihre Fertigungsanforderungen erfüllen können. Wir freuen uns darauf, an Ihrem Produktdesign mitzuarbeiten und Ihnen bei der Auswahl des besten Herstellungsprozesses für Ihre spezifischen Anforderungen zu helfen. Lassen Sie uns gemeinsam daran arbeiten, Ihre Vision zum Leben zu erwecken.