Die chemische Vernickelung entstand Mitte des 20. Jahrhunderts. Im Jahr 1944 erforschten Dr. Abner Brenner und Grace E. Riddell die traditionelle Galvanisierung , entdeckte zufällig eine Methode, Nickel ohne den Einsatz von elektrischem Strom auf Metalloberflächen abzuscheiden. Dieser Durchbruch führte zur Entwicklung der stromlosen Vernickelung. Seitdem hat sich die Technologie kontinuierlich weiterentwickelt und ihre Anwendungsmöglichkeiten erweitert – von der Elektronik und Luft- und Raumfahrt bis hin zur Öl- und Gas-, Automobil- und Verteidigungsindustrie. In diesem Artikel untersuchen wir, wie die chemische Vernickelung funktioniert, welche Vorteile, Eigenschaften, Anwendungen und mehr sie bietet.
Was ist stromloses Vernickeln?
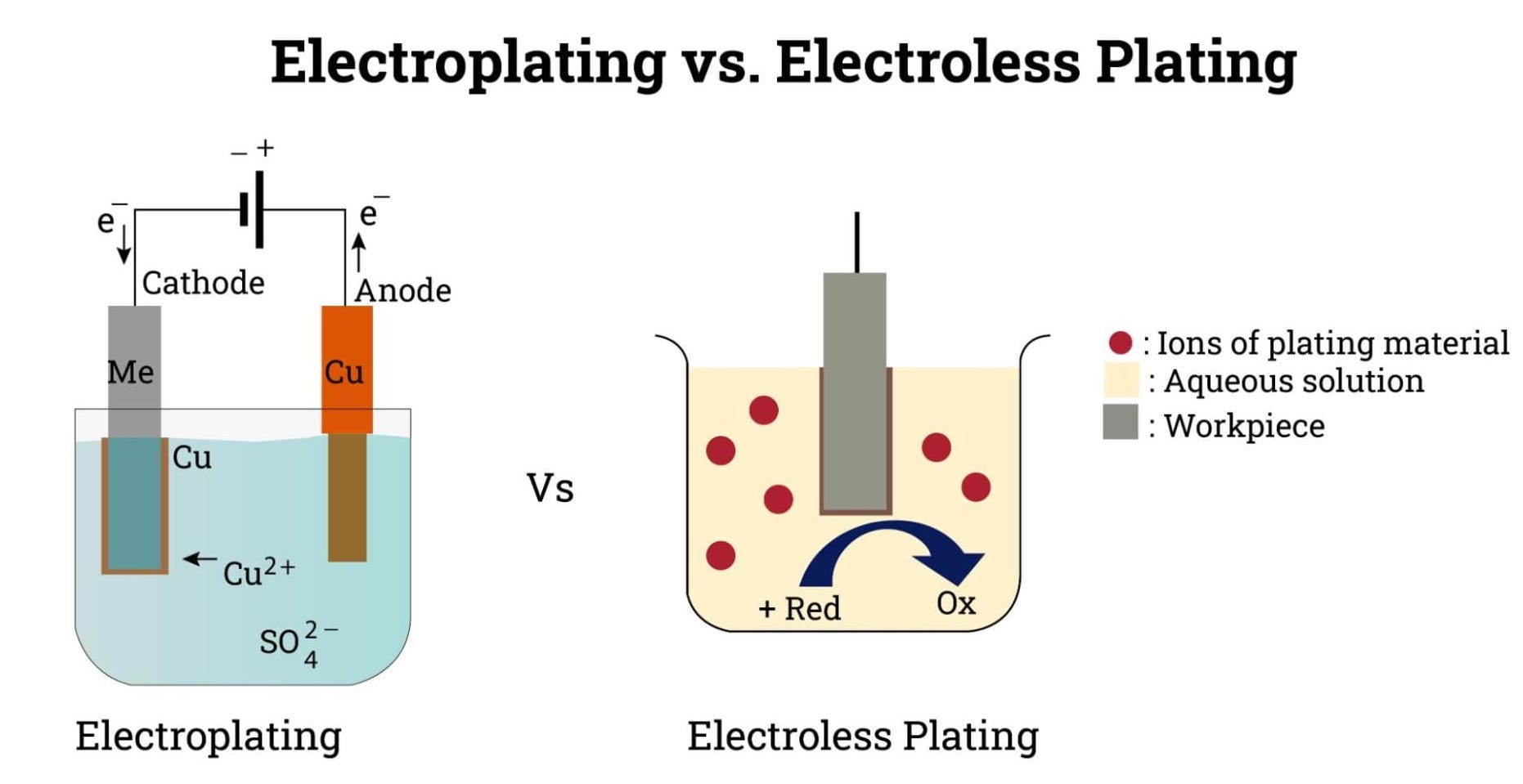
Chemische Vernickelung (ENP) ist ein autokatalytischer chemischer Prozess, bei dem eine gleichmäßige Schicht einer Nickellegierung auf einem festen Substrat wie Metall oder Kunststoff abgeschieden wird, ohne dass ein externer elektrischer Strom erforderlich ist. Im Gegensatz zum herkömmlichen Galvanisieren, bei dem Elektrizität erforderlich ist, um Metallionen auf einem Substrat zu reduzieren, basiert das stromlose Galvanisieren auf einem chemischen Reduktionsmittel – Natriumhypophosphit –, um die Abscheidung von Nickel zu erleichtern.
Dieser Prozess führt zu einer konsistenten und gleichmäßigen Beschichtungsdicke, selbst bei komplexen Geometrien und schwer zugänglichen Innenflächen wie Schlitzen, Löchern und Rohrinnenseiten. Die abgeschiedene Nickelschicht verbessert die Oberflächeneigenschaften des Substrats, indem sie für verbesserte Korrosionsbeständigkeit, Härte, Verschleißfestigkeit und manchmal auch Schmierfähigkeit oder magnetische Eigenschaften sorgt. Normalerweise ist nach dem Plattieren keine weitere Oberflächenbearbeitung, Bearbeitung oder Schleifen erforderlich.
Chemische Vernickelung vs. Nickel-Galvanisierung: Hauptvorteile
Während galvanisch vernickeltes Nickel häufig aufgrund seiner Kosteneffizienz und Eignung für die Massenproduktion verwendet wird, wird bei bestimmten Anwendungen aufgrund seiner einzigartigen Vorteile häufig die stromlose Vernickelung bevorzugt.
Gleichmäßige Beschichtungsdicke
Ein Merkmal, das bei allen ENP-Anwendungen von großer Bedeutung ist, ist die Fähigkeit, eine Beschichtung mit sehr gleichmäßiger Dicke zu erzeugen, selbst auf komplexen Teilen mit kritischen Abmessungen, wie z. B. Kugelhähnen und Gewindekomponenten. Aufgrund der autokatalytischen Natur des Prozesses gibt es keine Hoch- oder Niedrigstrombereiche, die in kritischen Bereichen zu einer Über- oder Unterplattierung führen könnten. Die Dicke kann streng kontrolliert werden, um gleichmäßige Abscheidungsraten über die gesamte Oberfläche des Bauteils sicherzustellen. Darüber hinaus verringert die glatte und gleichmäßige Oberfläche von ENP-Beschichtungen die Reibung.
Überlegene Korrosionsbeständigkeit
Die chemische Vernickelung ist weniger porös als galvanisch vernickeltes Nickel. Insbesondere ENP-Beschichtungen mit hohem Phosphorgehalt weisen eine amorphe Struktur auf, die das Eindringen korrosiver Substanzen verringert. Dadurch entsteht eine gleichmäßige und dichte Barriere, die die Korrosionsbeständigkeit erheblich verbessert und es zur ersten Wahl für raue chemische und maritime Umgebungen macht.
Keine Notwendigkeit für elektrische Leitfähigkeit und zusätzliche Ausrüstung
Für diese Beschichtungsmethode ist es nicht erforderlich, dass das Substrat elektrisch leitend ist oder leitfähig behandelt wird. Außerdem entfällt der Bedarf an Netzteilen, Anoden und komplexen Vorrichtungen. Bei minimalen Anforderungen an die Ausrüstung senkt die stromlose Beschichtung die Einrichtungskosten erheblich und verringert Sicherheitsrisiken.
Zusätzliche Härte und Verschleißfestigkeit
ENP-Ablagerungen können mit Wärme behandelt werden, um etwa 90 % der gleichen Härte wie Chrom zu erreichen. EN-Beschichtungen mit niedrigem Phosphorgehalt erreichen im plattierten Zustand einen Wert von bis zu 63 auf der Rockwell-Skala (Rc). Im Vergleich dazu haben Glanznickelablagerungen vom Typ II, die durch elektrolytische Beschichtung erzeugt werden, eine Härte von 50+ Rc im plattierten Zustand.
Wie funktioniert die chemische Vernickelung?
Schritt 1: Oberflächenvorbereitung
a. Reinigen und Entfetten
Zunächst wird die Oberfläche des Teils gründlich untersucht und gereinigt, um Verunreinigungen wie Öle, Fette oder Oxide zu entfernen und eine gute Haftung der Nickelschicht sicherzustellen.
b. Aktivierung (für nichtmetallische Substrate oder passive Metalle)
Nichtmetallischen Materialien (wie Kunststoffen und Keramiken) fehlt es von Natur aus an katalytischer Aktivität, während passive Metalle (wie Edelstahl und Aluminium) dazu neigen, dichte Oxid- oder Passivschichten auf ihren Oberflächen zu bilden, die die Beschichtungshaftung und die Nickelionenreduktion behindern. Teile aus diesen Materialien müssen typischerweise in ein chemisches Bad getaucht werden, um die Oberfläche zu aktivieren und so die Haftung und Gleichmäßigkeit der stromlosen Nickelbeschichtung zu verbessern.
Es ist zu beachten, dass für aktive Metalle wie Kohlenstoffstahl und Kupfer ein spezieller Aktivierungsschritt normalerweise nicht erforderlich ist. Nach standardmäßigen Vorbehandlungsschritten wie Reinigen und Säureätzen ist die Substratoberfläche ausreichend aktiv, um direkt mit der stromlosen Vernickelung fortfahren zu können.
Schritt 2: Autokatalytischer Reaktionsprozess
Der Kernbestandteil dieses Prozesses ist die Beschichtungslösung. Das Galvanisierbad enthält mehrere Schlüsselelemente:
Nickelquelle: Provides nickel ions, typically sourced from nickel sulfate or nickel chloride.
Reduktionsmittel: Commonly sodium hypophosphite, although sodium borohydride and DMAB (dimethylamine borane) are also used, which reduce nickel ions to metallic nickel.
Komplexbildner: Bind with nickel ions to keep them in solution and control the deposition rate, examples include lactic acid and acetic acid.
Puffer: Maintain the desired pH level of the solution, such as acetic acid or sodium acetate.
Stabilisatoren: Prevent unwanted decomposition of the bath, typically trace amounts of compounds like lead or sulfur.
Um diesen Prozess besser zu veranschaulichen, verwenden wir Natriumhypophosphit (NaH2PO2) als Reduktionsmittel und untersuchen die wichtigsten chemischen Reaktionen, die in der Lösung ablaufen.
Oxidation von Natriumhypophosphit
H2PO2−+ H2O → H2PO3−+ 2H++2e−
Reduktion von Nickelionen
Ni2++2e−→Ni
Gesamtreaktion
Ni2++ 2H2PO2−+ 2H2O → Ni + 2H2PO3−+ 2H+
Wichtigste chemische Reaktionen beim stromlosen Vernickeln.
Wichtige Punkte:
Sobald eine erste Nickelschicht abgeschieden ist, fungiert diese als Katalysator für die Reaktion und ermöglicht eine kontinuierliche Abscheidung, ohne dass externe Elektrizität erforderlich ist.
Ein Teil des Phosphors aus den Hypophosphitionen lagert sich zusammen mit Nickel ab, was zu einer Nickel-Phosphor-Legierung führt. Der Phosphorgehalt beeinflusst die Eigenschaften der Beschichtung wie Härte und Korrosionsbeständigkeit.
Chemische Nickelbeschichtungen werden typischerweise basierend auf dem Phosphorgehalt in niedrige Phosphorgehalte (2–5 % P), mittlere Phosphorgehalte (6–9 % P) und hohe Phosphorgehalte (10–13 % P) eingeteilt. Im nächsten Abschnitt werden wir im Detail untersuchen, wie sich unterschiedliche Phosphorgehalte auf die Eigenschaften der stromlosen Nickelschicht auswirken.
Schritt 3: Nachbeschichtungsprozesse
Sobald die gewünschte Dicke des abgeschiedenen Nickels erreicht ist, werden die Teile gründlich gespült und getrocknet. Sie werden in der Regel wärmebehandelt, um die Härte weiter zu verbessern, die Verbindung zwischen Beschichtung und Substrat zu stärken und innere Spannungen innerhalb der Beschichtung zu reduzieren.
Ablagerungseigenschaften der chemischen Vernickelung
In den vorherigen Abschnitten haben wir gelernt, dass sowohl der Phosphorgehalt als auch die Wärmebehandlung die Eigenschaften von stromlosen Nickelbeschichtungen beeinflussen, wobei die zugrunde liegende Logik darin besteht, dass sie sich auf die Struktur der Beschichtung auswirken. Als Nächstes untersuchen wir, wie sich diese Faktoren auf bestimmte Eigenschaften auswirken, was für die Auswahl der richtigen Art der chemischen Vernickelung für bestimmte Anwendungen und Leistungsanforderungen von entscheidender Bedeutung ist.
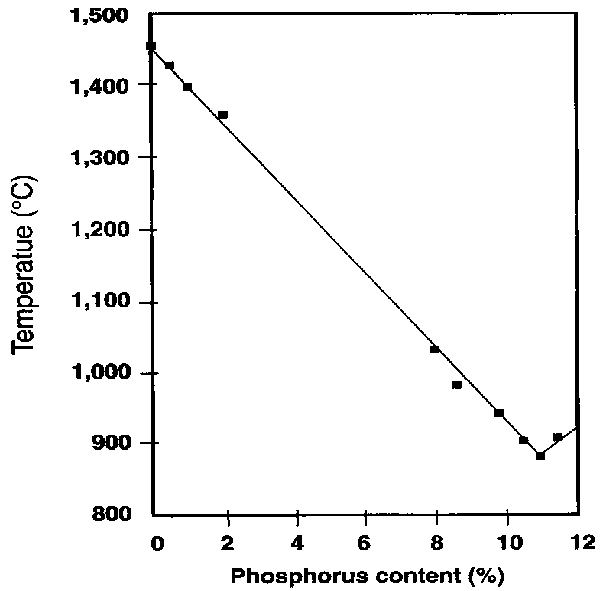
Schmelzpunkt
Chemisches Nickel besitzt nicht die Hochtemperaturbeständigkeit von reinem Nickel. Durch die Zugabe von Phosphor zu Nickel wird der Schmelzpunkt der Legierung nahezu linear gesenkt. Reines Nickel hat beispielsweise einen Schmelzpunkt von etwa 1455 °C und die Zugabe von etwa 11 % Phosphor reduziert ihn auf etwa 880 °C, was dem eutektischen Punkt des Nickel-Phosphor-Systems entspricht. Diese deutliche Senkung des Schmelzpunkts schränkt den Einsatz von stromlosem Nickel in Hochtemperaturumgebungen ein.
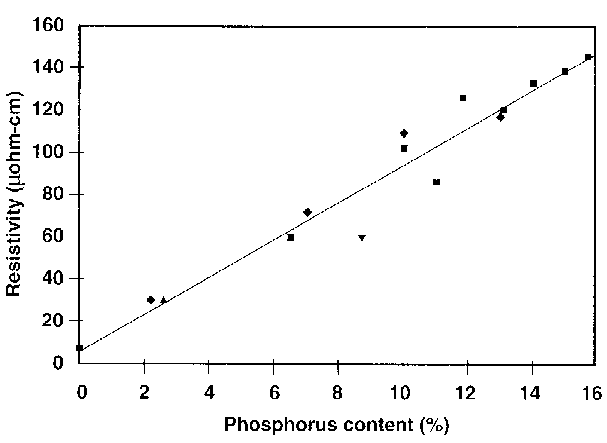
Elektrische Eigenschaften
EN-Ablagerungen sind mäßig leitfähig, ihre Leitfähigkeit nimmt jedoch mit zunehmendem Phosphorgehalt ab. Durch die gleichzeitige Ablagerung von Phosphor wird das Nickelkristallgitter gestört, was zur Bildung einer amorphen oder feinkristallinen Struktur führt. Diese Strukturänderung erhöht die Elektronenstreuung und erhöht den spezifischen Widerstand.
Beschichtungen mit hohem Phosphorgehalt weisen typischerweise einen spezifischen Widerstand zwischen 50 und 200 Mikroohm/cm auf und bieten ein ausgewogenes Verhältnis von Isolierung und Leitfähigkeit, das für Anwendungen wie Kontakte, Schaltanlagen und Wärmetauscherrohre von Vorteil ist. Eine Wärmebehandlung kann diese Eigenschaften weiter verändern. Der spezifische Widerstand beginnt bei etwa 150 °C abzunehmen, wobei die stärkste Verringerung zwischen 260 °C und 280 °C aufgrund struktureller Veränderungen durch Nickelphosphid-Ausfällung auftritt.
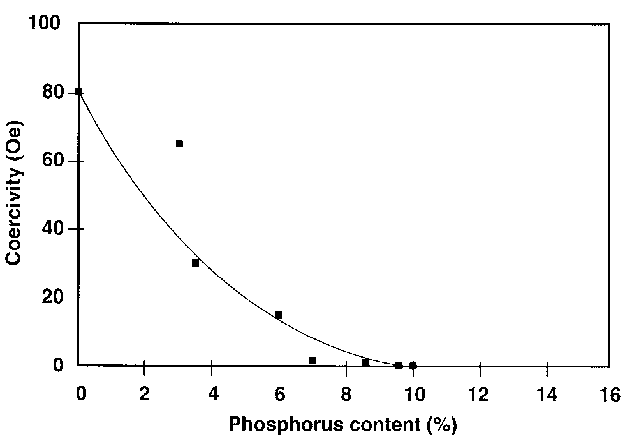
Magnetische Eigenschaften
Der Ferromagnetismus von reinem Nickel nimmt mit zunehmendem Phosphorgehalt deutlich ab. ENP-Ablagerungen mit mehr als 10,5 % Phosphor sind typischerweise nicht magnetisch, eine Eigenschaft, die eine der Hauptanwendungen für stromlose Nickelbeschichtungen mit hohem Phosphorgehalt ermöglicht: als Unterschicht für magnetische Beschichtungen bei der Herstellung von Speicherplatten. Dieser unmagnetische Zustand bleibt auch nach einer kurzzeitigen Wärmebehandlung bei 260°C erhalten. Längere Wärmebehandlungen oder Wärmebehandlungen bei höheren Temperaturen können jedoch zur Ausfällung von Nickelphosphid führen und so die ferromagnetischen Eigenschaften verbessern.
Der Wärmeausdehnungskoeffizient (CTE) für ENP-Beschichtungen liegt im Allgemeinen zwischen 11,1 und 22,3 µm/m°C. Beschichtungen mit niedrigem Phosphorgehalt haben einen höheren WAK, der dem von reinem Nickel nahe kommt oder diesen sogar übertrifft, während Beschichtungen mit hohem Phosphorgehalt einen deutlich niedrigeren WAK aufweisen. Die Auswahl des richtigen CTE passend zum Substrat ist von entscheidender Bedeutung, um die strukturelle Integrität sicherzustellen, die Lebensdauer der Komponenten zu verlängern und das Risiko von Rissen oder Abblättern aufgrund von Temperaturschwankungen zu verringern.
Korrosionsbeständigkeit
Korrosionsbeständigkeit ist einer der Hauptgründe dafür, dass die stromlose Vernickelung weit verbreitet ist. Allerdings variiert die Leistung verschiedener Arten von stromlosen Nickelbeschichtungen je nach Umgebungsbedingungen. In Umgebungen mit hohen Temperaturen und stark alkalischen Umgebungen bieten Beschichtungen mit niedrigem Phosphorgehalt eine bessere Korrosionsbeständigkeit als Beschichtungen mit hohem Phosphorgehalt. Im Gegensatz dazu bieten Beschichtungen mit hohem Phosphorgehalt eine hervorragende Korrosionsbeständigkeit in neutralen oder sauren Umgebungen.
Da die stromlose Vernickelung eher als Barriere als als Opferbeschichtung fungiert, sind die Dicke und die geringe Porosität der Beschichtung entscheidend für ihre Korrosionsbeständigkeit. Dickere Beschichtungen mit geringerer Porosität weisen tendenziell eine bessere Korrosionsbeständigkeit auf. Darüber hinaus neigen Beschichtungen mit hohem Phosphorgehalt (über 10 % Phosphor) aufgrund ihrer amorphen Struktur weniger zur Porenbildung und weisen daher eine höhere Korrosionsbeständigkeit auf.
Es ist wichtig zu beachten, dass die Wärmebehandlung insbesondere bei Beschichtungen mit hohem Phosphorgehalt zur Bildung von Mikrorissen führen kann. Durch diese Risse können korrosive Medien in die Beschichtung eindringen und deren Korrosionsbeständigkeit verringern.
Ätzlösung
N02200 (Nickel 200)
DE Beschichtungen
Weichstahl
S31600 (316 SS)
LP
Abgeordneter
PS
45 % NaOH + 5 % NaCl bei 40 °C
2.5
0,3
0,3
0,8
35.6
6.4
45 % NaOH + 5 % NaCl bei 140 °C
80,0
5.3
11.9
Fehlgeschlagen
Keine Daten
27.9
35 % NaOH bei 93 °C
5.1
5.3
17.8
13.2
94
52,0
50 % NaOH bei 93 °C
5.1
6.1
4.8
9.4
533,4
83,8
73 % NaOH bei 120 °C
5.1
2.3
7.4
Fehlgeschlagen
1448
332,7
Vergleich der Korrosionsraten von stromlosen Nickelbeschichtungen in Laugen mit anderen häufig verwendeten Materialien. Alle Korrosionsraten in Mikrometern/Jahr, 100 Tage Exposition.
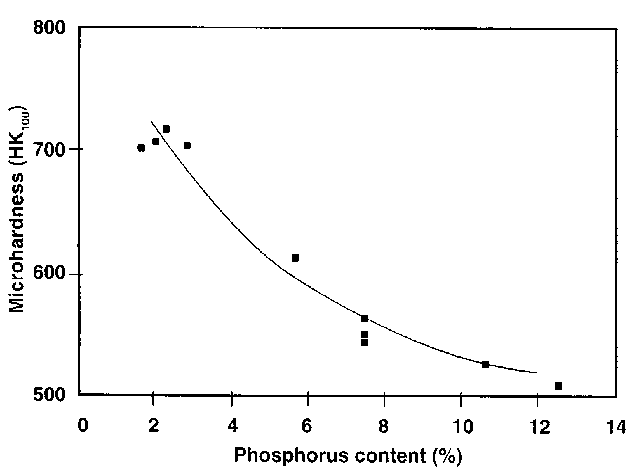
Härte
Im abgeschiedenen Zustand nimmt die Härte stromloser Nickelbeschichtungen mit zunehmendem Phosphorgehalt ab. Chemische Nickelbeschichtungen mit niedrigem Phosphorgehalt weisen im abgeschiedenen Zustand eine höhere Härte auf. Allerdings sind alle chemisch vernickelten Beschichtungen härter als galvanisiertes Nickel. Beispielsweise liegt die Vickers-Härte (HK100) von stromlos vernickelten Beschichtungen typischerweise zwischen 500 und 720, während die Härte von galvanisch vernickeltem Nickel nur zwischen 150 und 400 HK100 liegt.
Darüber hinaus steigt die Härte aller Beschichtungsarten nach der Wärmebehandlung unabhängig vom Phosphorgehalt deutlich an und erreicht etwa 850 bis 950 HK100. Dieser Härtegrad nähert sich dem der Verchromung an oder erreicht ihn sogar. Dies ist einer der Gründe, warum die chemische Vernickelung bei Anwendungen, die eine hohe Härte und Verschleißfestigkeit erfordern, nach und nach die Verchromung ersetzt.
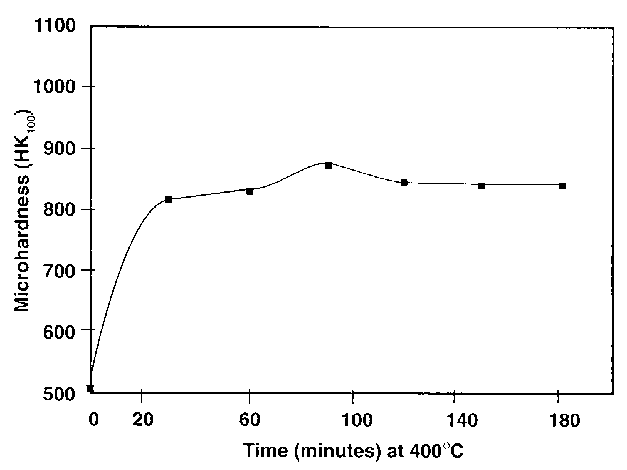
Wärmebehandlungsverhalten von Ablagerungen mit hohem Phosphorgehalt.
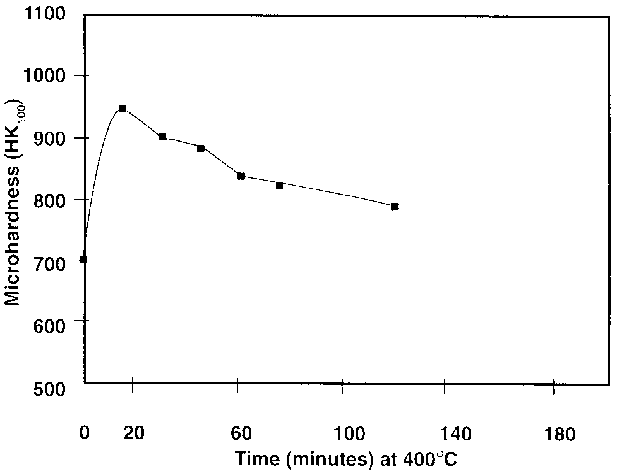
Wärmebehandlungsverhalten von Ablagerungen mit niedrigem Phosphorgehalt.
Allerdings unterscheidet sich das Wärmebehandlungsverhalten deutlich zwischen phosphorreichen und phosphorarmen Beschichtungen. Wie in der Abbildung oben gezeigt, erfahren Beschichtungen mit niedrigem Phosphorgehalt bei einer Wärmebehandlung bei 400 °C in der ersten kurzen Zeitspanne einen schnellen Anstieg der Härte. Bei längerer Wärmebehandlung kommt es jedoch zu Rekristallisation und Kornwachstum, was zu einem allmählichen Härteabfall führt. Daher eignen sich Beschichtungen mit niedrigem Phosphorgehalt besser für kurzzeitige Hochtemperatur-Wärmebehandlungen. Im Gegensatz dazu behalten Beschichtungen mit hohem Phosphorgehalt auch nach längerer Wärmebehandlung eine stabile Härte bei, wodurch sie sich ideal für eine Langzeitwärmebehandlung eignen.
Die folgende Tabelle zeigt die drei empfohlenen Wärmebehandlungsmethoden für die chemische Vernickelung, um maximale Härte zu erreichen.
Phosphorgehalt (%)
Wärmebehandlung
2 - 5
1 Stunde bei 400° - 425°C
6 - 9
1 Stunde bei 375° - 400°C
10 - 13
1 Stunde bei 375° - 400°C
Wärmebehandlungsbedingungen zur Erzielung maximaler Härte.
Verschleißfestigkeit
Aufgrund ihrer höheren Härte weisen stromlose Nickelbeschichtungen mit niedrigem Phosphorgehalt im abgeschiedenen Zustand eine bessere Verschleißfestigkeit auf. Beschichtungen mit mittlerem Phosphorgehalt haben eine etwas geringere Verschleißfestigkeit als Beschichtungen mit niedrigem Phosphorgehalt und liegen im mittleren Bereich. Beschichtungen mit hohem Phosphorgehalt weisen aufgrund ihrer amorphen Struktur und geringeren Härte im abgeschiedenen Zustand im Allgemeinen eine geringere Verschleißfestigkeit auf.
Während eine Wärmebehandlung die Verschleißfestigkeit aller Arten von Beschichtungen erhöht, zeichnen sich phosphorarme Beschichtungen nach einer Wärmebehandlung besonders aus. Ihre Verschleißfestigkeit nähert sich der von galvanischem Chrom an und ist der von Beschichtungen mit hohem Phosphorgehalt überlegen.
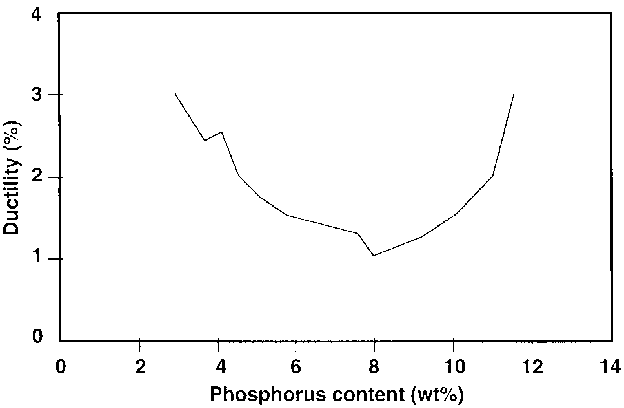
Duktilität
Der Phosphorgehalt hat einen minimalen Einfluss auf die Duktilität stromloser Nickelbeschichtungen. Sowohl Beschichtungen mit niedrigem Phosphorgehalt als auch Beschichtungen mit hohem Phosphorgehalt weisen eine relativ geringe Duktilität auf, wobei es nur geringfügige Unterschiede zwischen ihnen gibt. Die Bruchdehnung beträgt typischerweise nur 1 % bis 2,5 % und die Duktilität stromloser Nickelbeschichtungen nimmt nach der Wärmebehandlung weiter ab.
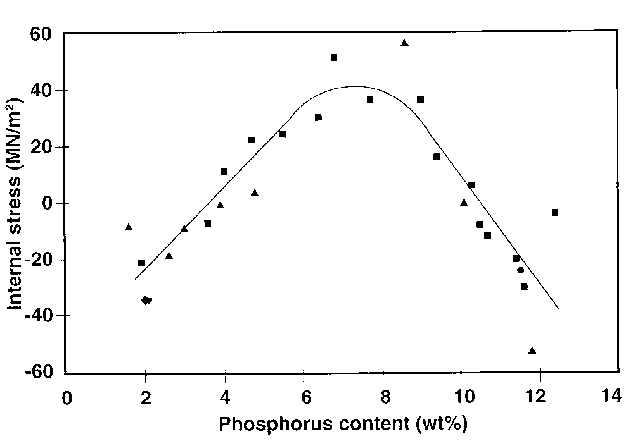
Innerer Stress
Unter Eigenspannung versteht man die Spannung, die innerhalb der Beschichtung selbst erzeugt wird und deren Dimensionsstabilität beeinflusst. Zugspannung führt dazu, dass sich die Ablagerung zusammenzieht, während Druckspannung dazu führt, dass sie sich ausdehnt, was möglicherweise zu Rissen oder Delaminationen führt. Der innere Stress in ENP kann durch Anpassen der Zusammensetzung, der Temperatur und des pH-Werts des Galvanisierbads sowie durch die Optimierung der Parameter des Galvanisierungsprozesses bewältigt werden. Beschichtungen mit hohem Phosphorgehalt weisen typischerweise in frischen Lösungen eine Druckspannung auf, während Beschichtungen mit niedrigem Phosphorgehalt sowohl in neuen als auch in gealterten Bädern unter Druckspannung bleiben. Beschichtungen mit mittlerem Phosphorgehalt neigen jedoch zu Zugspannungen.
Lötbarkeit, Schweißbarkeit
EN-Beschichtungen verbinden sich gut mit Lot und ermöglichen so starke und zuverlässige Verbindungen zwischen elektronischen Bauteilen und Drähten. Insbesondere EN-Beschichtungen mit niedrigem Phosphorgehalt bieten aufgrund ihrer glatteren Oberfläche eine bessere Lothaftung, was im Vergleich zu Beschichtungen mit hohem Phosphorgehalt stärkere Lötverbindungen begünstigt.
EN-Beschichtungen sind jedoch nicht zum Schweißen geeignet. Durch die hohen Temperaturen beim Schweißen kann es zu Oxidation oder zur Bildung spröder Phasen innerhalb der Nickelschicht kommen, wodurch die Schweißnaht geschwächt wird. Beschichtungen mit hohem Phosphorgehalt neigen unter diesen Bedingungen besonders zur Sprödigkeit, während Beschichtungen mit niedrigem Phosphorgehalt möglicherweise eine bessere Hitzebeständigkeit bieten, aufgrund der extremen Temperaturen jedoch immer noch nicht zum Schweißen geeignet sind.
Vorteilhafte Anwendungen der chemischen Vernickelung
Die chemische Vernickelung wird aufgrund ihrer außergewöhnlichen Eigenschaften in zahlreichen Branchen häufig eingesetzt, insbesondere wenn herkömmliche Materialien wie Edelstahl nicht kosteneffektiv oder machbar sind. Hersteller entscheiden sich häufig für diesen Beschichtungsansatz für alternative Materialien wie Aluminiumlegierungen, Kohlenstoffstahl oder minderwertigen Edelstahl, da diese in der Regel Schutzbeschichtungen erfordern, um die Leistungsstandards zu erfüllen. Nachfolgend sind die wichtigsten Branchen und Teile aufgeführt, in denen sich die chemische Vernickelung als besonders vorteilhaft erweist:
Gastronomiebranche
Die chemische Vernickelung wird in der Lebensmittelindustrie häufig für Komponenten eingesetzt, die zwar nicht in direktem Kontakt mit Lebensmitteln stehen, aber eine hohe Korrosionsbeständigkeit und einfache Wartung erfordern. Zu den typischen Anwendungen gehören Lager, Rollen, Fördersysteme, Hydrauliksysteme und Zahnräder in Maschinen für die Fleischverarbeitung, Getreideverarbeitung, Bäckereien, Fast-Food-Geräte, Brauereien und Geflügelverarbeitung.
Öl- und Gasindustrie
Teile im Öl- und Gassektor sind häufig rauen, korrosiven Umgebungen ausgesetzt. Die chemische Vernickelung sorgt für eine dauerhafte Schutzschicht auf Komponenten wie Ventilen, Kugel- und Stopfenanschlüssen, Zylindern und Rohrverbindungen und bietet eine hervorragende Korrosions- und Verschleißfestigkeit für die anspruchsvollen Anwendungen dieser Branche.
Automobilindustrie
Die chemische Vernickelung verbessert die Haltbarkeit und Leistung wichtiger Automobilteile wie Stoßdämpfer, Zylinder, Bremskolben und Zahnräder. Die gleichmäßige Dicke und Reibungsbeständigkeit der Beschichtung verbessern die Lebensdauer der Komponenten und die Gesamtleistung des Fahrzeugs.
Luft- und Raumfahrtindustrie
Präzision und Zuverlässigkeit sind in der Luft- und Raumfahrt von entscheidender Bedeutung, wo Komponenten wie Ventile, Kolben, Pumpen und kritische Raketenteile stromlos vernickelt werden. Seine gleichmäßige Abscheidung gewährleistet eine gleichmäßige Beschichtungsdicke auf komplexen Formen und erhöht die Haltbarkeit und Zuverlässigkeit unter extremen Bedingungen.
Chemische verarbeitende Industrie
Die ständige Belastung durch aggressive Chemikalien in dieser Branche erfordert einen dauerhaften Schutz von Teilen wie Pumpen, Mischflügeln, Wärmetauschern und Filtereinheiten. Durch die chemische Vernickelung wird die Korrosionsbeständigkeit deutlich verbessert, die Geräteintegrität erhalten und Ausfallzeiten aufgrund von Wartungsarbeiten reduziert.
Kunststoff- und Textilherstellung
In der Kunststoff- und Textilbranche profitieren Komponenten wie Formen, Düsen, Spinndüsen und Extruder von der Verschleißfestigkeit und der glatten Oberfläche der chemischen Vernickelung. Die Beschichtung reduziert die Reibung, verlängert die Lebensdauer der Teile, sorgt für eine gleichbleibende Produktqualität und minimiert die Ausfallzeiten der Geräte.
Bestellen Sie Teile mit chemischer Vernickelung
Die chemische Vernickelung zeichnet sich durch eine äußerst anpassungsfähige und zuverlässige Beschichtungslösung aus, die Schutz, Haltbarkeit und Gleichmäßigkeit für ein breites Spektrum industrieller Anwendungen bietet. Seine einzigartige Kombination aus Korrosionsbeständigkeit, Verschleißschutz und gleichmäßiger Beschichtungsdicke selbst auf den komplexesten Oberflächen macht es in bestimmten Anwendungen zu einer fortschrittlichen Alternative zur herkömmlichen Galvanisierung.
Wenn Sie sich nicht sicher sind, ob ENP für Ihr kundenspezifisches Teil geeignet ist, kontaktieren Sie Chiggo , um Ihre Anforderungen zu besprechen. Sie können auch mehr über Oberflächenveredelungen lesen.