CNC-Fräsen ist eine der am weitesten verbreiteten automatisierten subtraktiven Fertigungstechnologien. Dabei wechseln automatisierte Werkzeugwechsler nahtlos zwischen verschiedenen Fräsern, um hochpräzise Material von einem Werkstück abzutragen. Die Auswahl des richtigen Fräsers für jede Aufgabe ist entscheidend für die Erzielung von Effizienz, Genauigkeit und qualitativ hochwertigen Ergebnissen.
In diesem umfassenden Leitfaden befassen wir uns mit den Hauptmerkmalen typischer Fräser, den verschiedenen Arten von Fräswerkzeugen, den Materialien, aus denen sie hergestellt werden, und praktischen Tipps zur Auswahl des besten Fräsers für Ihre Fräsarbeiten.
Ein genauer Blick auf einen Fräser: Hauptmerkmale
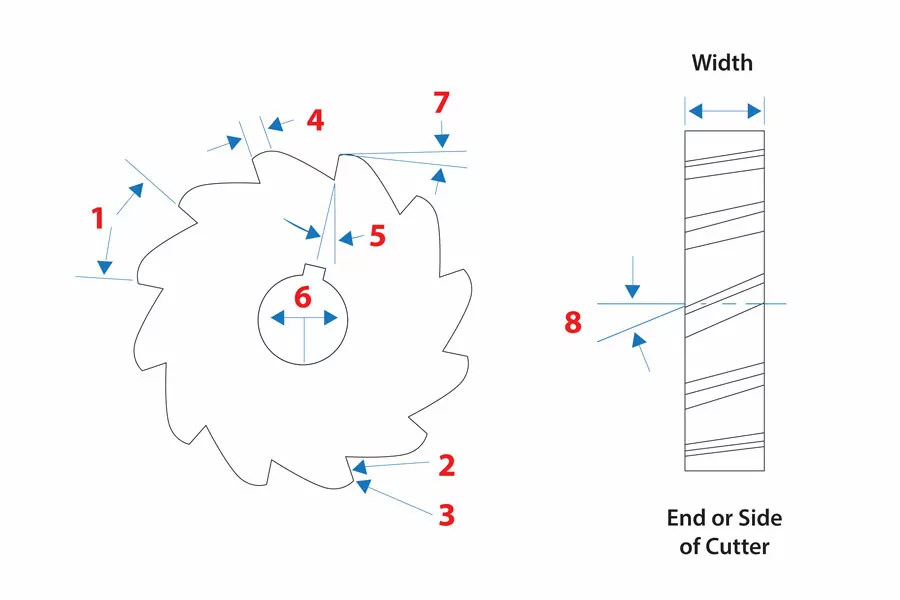
Das Bild zeigt einen Standardfräser. Wenn wir die Struktur betrachten, können wir erkennen, dass die meisten Fräser ähnliche Hauptmerkmale aufweisen:
1. Teilung: Der Winkelabstand zwischen den Zähnen, bestimmt durch die Anzahl der Zähne. Eine größere Teilung bedeutet weniger Zähne, während eine kleinere Teilung bedeutet, dass sich mehr Zähne am Fräser befinden.
2. Zahnfläche: Die Zahnfläche ist die nach vorne gerichtete Oberfläche der Schneidkante, die Späne von der Schneidzone wegleitet, was für einen reibungslosen Schnitt sorgt und die Ansammlung von Spänen verhindert.
3.Schneidkante: Der abgewinkelte Teil jedes Zahns, der für das Schneiden des Materials verantwortlich ist. Er ist darauf ausgelegt, Material effizient zu entfernen und gleichzeitig den Verschleiß zu minimieren und die Werkzeuglebensdauer zu verlängern.
4.Fase: Die Fase ist die flache Oberfläche hinter der Schneidkante, die den Zahn bei Schneidvorgängen stützt und stärkt.
5. Spanwinkel: Der Spanwinkel ist der Winkel zwischen der Zahnfläche und der Mittellinie des Fräsers. Dieser Winkel spielt eine Schlüsselrolle für die Spanbildung und die Schnitteffizienz.
6.Lochdurchmesser: Der Durchmesser des zentralen Lochs, der die Größe des Dorns oder der Spindel bestimmt, die zur Montage des Fräsers benötigt wird.
7.Primärer Freiwinkel: Der Winkel der Fase, gemessen von einer Linie senkrecht zur Mittellinie des Fräsers an der Schneidkante. Dieser Winkel, typischerweise 5 bis 7 Grad, verhindert, dass der Zahn am Werkstück reibt, und unterstützt die Spanabfuhr.
8. Spiral- oder Spiralzähne: Diese Zähne sind in einem spiralförmigen Muster angeordnet und werden typischerweise bei breiteren Fräsern (über 3/4 Zoll) verwendet. Sie sorgen für einen gleichmäßigeren Schnittvorgang, reduzieren die Schnittkräfte und verbessern die Oberflächengüte, insbesondere auf unterbrochenen Oberflächen oder unebenen Materialien.
Welche verschiedenen Arten von Fräsern gibt es?
Nachdem wir nun die gemeinsamen Merkmale von Fräsern behandelt haben, werden wir in diesem Abschnitt die verschiedenen verfügbaren Typen untersuchen. Fräser gibt es in einer Vielzahl von Formen, Größen und Designs, die jeweils für bestimmte Schneidaufgaben geeignet sind. Das Verständnis der verschiedenen Typen ist der Schlüssel zur Auswahl des richtigen Fräsers für Ihr Projekt. Um einen schnellen Überblick zu erhalten, sehen wir uns zunächst die Übersichtstabelle unten an.
Kategorie
Werkzeugtyp
Hauptmerkmale
Verwendung
Schaftfräser
Quadratische Schaftfräser
Flaches Ende mit scharfen 90-Grad-Schneiden
Universelles Fräsen wie Einstechen, Profilieren, Nutenfräsen, insbesondere quadratische Grundflächen wie Taschen und Schlitze
Kugelfräser
Halbkugelförmiges Ende mit abgerundeten Schneidkanten
3D-Konturierung und Feinbearbeitung, insbesondere auf komplexen oder gekrümmten Oberflächen
Eckradius-Schaftfräser
Flaches Ende mit abgerundeten Schneidkanten zur Reduzierung der Eckenbelastung
Erstellen von abgerundeten Kanten und Übergängen mit kleinem Radius an Innen- und Außenkanten von Teilen
Abrundfräser
Abgerundete Schneide
Bearbeiten abgerundeter Außenkanten, Entgraten und Verbessern der Ästhetik und Sicherheit der Teilekanten.
Unterschneidende Schaftfräser
Kugelförmiger oder gebogener Schneidkopf mit verlängertem Hals
Bearbeiten von Hinterschnitten, Nuten, Überhängen oder der Rückseite von Innenwänden, besonders nützlich für komplexe Teile mit vertieften oder schwer zugänglichen Geometrien
Planfräswerkzeuge
Planfräser
Fräser mit großem Durchmesser und mehreren austauschbaren Schneideinsätzen entlang seines Umfangs
Schnelles Entfernen von Material von breiten, ebenen Flächen wie der Oberseite von Teilen oder Werkstücken.
Schlitz- und Nutfräser
T-Nutenfräser
T-förmiger Schneidkopf
Erstellen von T-förmigen Schlitzen für Vorrichtungen und Hängehalterungen
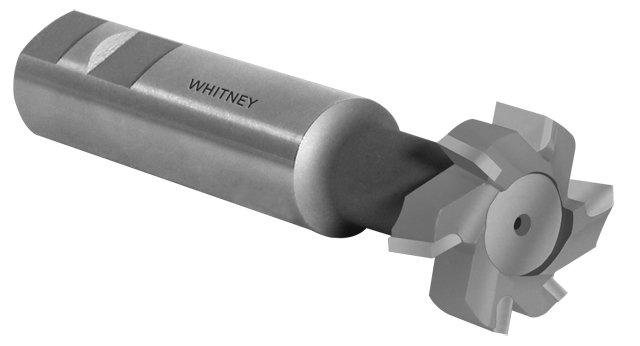
Woodruff (Keilnut)-Fräser
Kleiner, scheibenförmiger Fräser mit gerader oder leicht konkaver Schneide.
Keilnuten für Scheibenfedern ausschneiden
Schlitzsägenschneider
Dünnes Kreissägeblatt mit feinen, eng beieinander liegenden Zähnen
Präzises Schlitzen oder Schneiden dünner Rillen in Materialien, häufig in der Metallbearbeitung zum Trennen von Teilen oder zum Schneiden schmaler Schlitze
Formfräser
Zahnradfräser
Entwickelt mit Zähnen, die zu bestimmten Zahnprofilen passen
Schneiden von Stirn-, Schräg- und Kegelrädern
Konvexe Fräser
Konvexe (nach außen gebogene) Schneidkante
Erstellen konkaver Rillen oder gebogener Profile
Konkave Fräser
Konkave (nach innen gebogene) Schneide
Erstellen konvexer Profile oder abgerundeter Kanten
Gewindefräser
Vielzahniges Schneidwerkzeug mit gewindeähnlicher Geometrie
Präzises Schneiden von Innen- und Außengewinden
Fliegenschneider
Fliegenschneider
Ein Einspitz-Schneidwerkzeug, das auf einer rotierenden Welle montiert ist
Erzielen glatter Oberflächen beim leichten Fräsen und Prototyping
Als nächstes besprechen wir die Details der einzelnen Fräsertypen.
Schaftfräser
Schaftfräser sind vielseitige Werkzeuge und gehören zu den am häufigsten verwendeten Fräsertypen. Sie ähneln Bohrern, aber im Gegensatz zu Bohrern, die nur axial schneiden, haben Schaftfräser Schneidkanten sowohl am Ende als auch an der Seite, sodass sie sowohl axial als auch seitlich schneiden können.
Hersteller verwenden sie üblicherweise für eine Vielzahl von Bearbeitungsaufgaben, einschließlich Eintauchen, Schlitzen, Profilieren, Bohren und Konturieren
▪ Vierkant-Schaftfräser: Auch Flachfräser genannt, haben ein flaches Ende mit scharfen 90-Grad-Schneidkanten. Diese Werkzeuge eignen sich ideal für allgemeine Aufgaben wie Einstechen, Profilieren und Schlitzen und sind besonders nützlich bei der Herstellung von Schlitzen und Taschen mit quadratischem Boden.
▪ Kugelfräser: Haben eine halbkugelförmige Spitze mit abgerundeten Schneidkanten. Sie werden häufig für die 3D-Konturierung verwendet, insbesondere für die Feinbearbeitung komplexer Geometrien oder gekrümmter Oberflächen wie Formen und Matrizen.
▪Eckenradius-Schaftfräser: Ähnlich wie Vierkant-Schaftfräser, verfügen jedoch über einen abgerundeten Radius an den Schneidenecken anstelle scharfer 90-Grad-Winkel. Diese Konstruktion trägt dazu bei, Spannungskonzentrationen zu verhindern, das Risiko von Eckenausbrüchen zu verringern und die Werkzeuglebensdauer zu verlängern. Sie eignen sich ideal für die Herstellung verrundeter Kanten und werden häufig für die Herstellung von Übergängen mit kleinem Radius an Innen- und Außenkanten verwendet und äußere Teilekanten.
▪ Abrundfräser: Entwickelt mit einem bestimmten Radius entlang der Schneidkanten, typischerweise für die Bearbeitung abgerundeter Kanten an der Außenseite von Teilen verwendet. Sie werden häufig zum Entgraten und zur Verbesserung der Sicherheit und Ästhetik von Teilekanten eingesetzt.
▪ Hinterschneidende Schaftfräser: Auch als Lutscherfräser bekannt, sind mit einem kugelförmigen oder gebogenen Schneidkopf ausgestattet, der einem Lutscher ähnelt. Dank ihres verlängerten Halses können sie tiefe oder schwer zugängliche Bereiche erreichen, die mit Standard-Schaftfräsern nicht erreicht werden können, z. B. zur Bearbeitung von Hinterschnitten, Nuten, Überhängen oder der Rückseite von Innenwänden.
Planfräswerkzeuge
Im Gegensatz zu Schaftfräsern, die sowohl Enden- als auch Seitenfräsen durchführen und hauptsächlich zum detaillierten Schneiden, Konturieren, Schlitzen oder tiefen Schnitten verwendet werden, konzentrieren sich Planfräswerkzeuge auf das Endenschneiden und die Bearbeitung großer, flacher Flächen. Planfräser schneiden horizontal und haben typischerweise einen größeren Durchmesser, sodass sie große Oberflächenbereiche effizient abdecken können. Sie sind oft mit mehreren austauschbaren Wendeschneidplatten ausgestattet (z. B. bei Aufsteckfräsern), die ein schnelles Schruppen großer Flächen ermöglichen und bei der Verwendung von Schlichteinsätzen für eine glatte Oberfläche sorgen.
Schlitz- und Nutfräser
Schlitz- und Nutfräser sind Spezialwerkzeuge zum Schneiden von Schlitzen, Nuten und Keilnuten –Merkmale, die sich an eingefügte Komponenten anpassen. Sie sind typischerweise dünn und scheibenförmig oder haben spezielle Geometrien, die schmale und präzise Schnitte ermöglichen.
▪T-Nutenfräser: Mit Zähnen senkrecht zum Außendurchmesser und speziell für das Schneiden von T-förmigen Schlitzen konzipiert. Diese Schlitze werden üblicherweise zum sicheren Halten von Bolzen, Vorrichtungen oder anderen Komponenten verwendet, die eine präzise Montage und Montage erfordern.
▪ Holzschneider (Keilnutfräser): Kleine, scheibenförmige Fräser zum Schneiden von Keilnuten. Dabei handelt es sich um Nuten, die rotierende Teile wie Wellen und Zahnräder verbinden, ein Abrutschen verhindern und einen sicheren Sitz gewährleisten.
▪ Schlitzsägenschneider: Diese Fräser zeichnen sich durch dünnere Klingen aus und werden häufig zum präzisen Schlitzen, Trennen oder Schneiden tiefer, schmaler Nuten verwendet.
Formfräser
Formfräser werden mit spezifischen Profilen hergestellt und ermöglichen die präzise Bearbeitung komplizierter Konturen in einem einzigen Durchgang. Sie eignen sich effizient für die Herstellung von Zahnrädern, Gewinden und anderen komplexen Teilen.
▪ Zahnradfräser: Wird zur Herstellung verschiedener Arten von Zahnrädern verwendet, darunter Stirnräder (gerade Zähne), Schrägräder (schräge Zähne) und Kegelräder (konische Zähne).
▪ Konvexe Fräser:Perfekt für die Bearbeitung von nach außen gekrümmten, abgerundeten Profilen an einem Werkstück, typischerweise für halbkreisförmige oder bogenförmige Konturen.
▪ Konkavfräser: Diese Fräser haben eine abgerundete, nach innen gerichtete Schneidkante, die es ihnen ermöglicht, glatte, konkave Profile oder Nuten zu erzeugen.
▪ Gewindefräser: Gewindefräser werden zur Herstellung von Innen- und Außengewinden in einem Werkstück verwendet. Herkömmliche Gewindeschneidvorgänge wie Gewindeschneiden werden typischerweise auf Bohrmaschinen durchgeführt. Allerdings bietet das Gewindefräsen eine präzisere Kontrolle über Gewindedurchmesser und -steigung und sorgt so für mehr Stabilität und weniger Einschränkungen in verschiedenen Arbeitsumgebungen.
Fliegenschneider
Sowohl Schlagfräser als auch Planfräser bearbeiten flache Oberflächen an einem Werkstück, unterscheiden sich jedoch in Design und Verwendung. Schlagschneider verfügen in der Regel über ein einzelnes oder doppeltes Schneidwerkzeug, das auf einem Dorn montiert ist, und sind kostengünstiger. Sie sind ideal für leichte Fräs-, Prototyping- und manuelle Fräsmaschinen und können bei niedrigeren Geschwindigkeiten und leichten Schnitten hervorragende Oberflächengüten erzeugen, sind jedoch nicht für schwere Bearbeitungen oder Hochgeschwindigkeitsbearbeitungen geeignet.
Materialien zur Herstellung von Fräsern
Fräswerkzeuge werden aus verschiedenen Materialien gefertigt, die jeweils unterschiedliche Vorteile für unterschiedliche Bearbeitungsanforderungen bieten. Hier sind die am häufigsten verwendeten Materialien zur Herstellung von Fräsern:
Schnellarbeitsstahl (HSS)
Der Name Schnellarbeitsstahl (HSS) geht auf seine Fähigkeit zurück, dank Legierungselementen wie Molybdän, Wolfram, Chrom und manchmal Vanadium oder Kobalt auch bei hohen Schnittgeschwindigkeiten Härte und Verschleißfestigkeit aufrechtzuerhalten. Allerdings beginnt HSS bei etwa 600–650 °C an Härte zu verlieren, wodurch es sich besser für das allgemeine Fräsen weicherer Materialien wie Aluminium, Stahl und Kunststoffe eignet. Es wird üblicherweise für Werkzeuge verwendet, die unter moderaten Schnittbedingungen ihre Schärfe behalten müssen, und Hersteller verwenden häufig Kühlmittel, um eine Überhitzung zu verhindern und die Werkzeuglebensdauer zu verlängern. Wenn Kobalt hinzugefügt wird (5–8 %), bietet das resultierende HSCO eine verbesserte Hitzebeständigkeit und Härte, wodurch es für anspruchsvollere Anwendungen geeignet ist.
Hartmetall
Hartmetalle sind Verbundwerkstoffe, die aus Wolframkarbidpartikeln (WC) bestehen, die mit einem Metallbindemittel, typischerweise Kobalt, verbunden sind. Das Hartmetall sorgt für extreme Härte, während das Bindemittel die Zähigkeit erhöht und die Sprödigkeit verringert. Diese Kombination führt zu einem Material, das äußerst hart und verschleißfest ist und Schneidtemperaturen von bis zu 1000 °C standhält.
Im Vergleich zu Schnellarbeitsstahl (HSS) sind Hartmetalle deutlich härter und bieten eine bessere Leistung bei höheren Schnittgeschwindigkeiten. Aus diesem Grund werden sie häufig für die Bearbeitung harter Materialien wie Edelstahl, Gusseisen und Nichteisenmetalle verwendet. Man findet sie häufig in Fräswerkzeugen, Bohrern und Wendeschneidplatten.
Keramik
Keramikfräser sind noch härter und bieten eine bessere Hitzebeständigkeit als Hartmetalle, verlieren aber an Zähigkeit. Sie werden hauptsächlich in der Hochgeschwindigkeitsbearbeitung, Trockenbearbeitung und der Bearbeitung von harten und hitzebeständigen Materialien wie gehärteten Stählen, Gusseisen und Superlegierungen eingesetzt. Aufgrund ihrer Sprödigkeit eignen sich Keramikwerkzeuge besser für kontinuierliche Schneidvorgänge als für unterbrochene Schnitte.
Polykristalliner Diamant (PKD)
PKD besteht aus Diamantpartikeln und ist eines der härtesten verfügbaren Materialien. Dies verleiht ihm eine außergewöhnliche Verschleißfestigkeit, neigt jedoch zur Sprödigkeit. PKD-Werkzeuge werden hauptsächlich für die Bearbeitung von Nichteisenmetallen wie Aluminium und Kupfer sowie von Verbundwerkstoffen wie Kohlefaser und Glasfaser sowie Kunststoffen verwendet.
Allerdings eignen sich PKD-Werkzeuge nicht für die Bearbeitung von Stahl, da der Diamant bei hohen Temperaturen chemisch mit dem Kohlenstoff im Stahl reagieren kann, was zu einem vorzeitigen Werkzeugausfall führt. Darüber hinaus sind PKD-Werkzeuge recht teuer.
Beschichtetes Hartmetall
Beschichtete Hartmetallwerkzeuge bestehen aus einer Hartmetallbasis, die mit einer oder mehreren Schichten verschleißfester Materialien wie Titannitrid (TiN), Titancarbonitrid (TiCN), Aluminiumoxid (Al2O3) oder Aluminiumtitannitrid (AlTiN) beschichtet ist. Diese Beschichtungen verbessern die Hitzebeständigkeit und Härte und verringern die Reibung, sodass das Werkzeug härtere Materialien effizienter bei höheren Geschwindigkeiten und Temperaturen schneiden kann.
Wie wählt man das richtige Fräswerkzeug aus?
In den vorherigen Abschnitten haben wir die verschiedenen Arten von Fräsern und ihre einzigartigen Eigenschaften besprochen. Verschiedene Werkzeuge wie Schaftfräser, Planfräser, Schlitzfräser und Formfräser dienen verschiedenen Zwecken, vom Schruppen bis zum Schlichten und komplexen Konturieren. Um eine fundierte Entscheidung treffen zu können, ist es wichtig zu verstehen, wie die Eigenschaften der einzelnen Fräser zu Ihren spezifischen Fräsanforderungen passen. Einen schnellen Überblick finden Sie in der zuvor besprochenen Werkzeugtyptabelle.
Natürlich müssen wir bei praktischen Anwendungen zusätzliche Faktoren berücksichtigen, wie z. B. die Ausgewogenheit von Geschwindigkeit, Kosten und Qualität, um Ihre spezifischen Fräsanforderungen zu erfüllen. Nachfolgend finden Sie wichtige Tipps, die Ihnen helfen sollen, eine fundierte Entscheidung zu treffen.
1. Berücksichtigen Sie das Werkstückmaterial und die Bearbeitungsanforderungen
▪ Werkstückmaterial:Wählen Sie einen Fräser basierend auf dem Material aus, mit dem Sie arbeiten. Für härtere Materialien wie Edelstahl, Titan oder gehärtete Legierungen benötigen Sie Werkzeuge aus Hartmetall, da diese eine überlegene Härte und Verschleißfestigkeit bieten. Andererseits können weichere Materialien wie Aluminium oder Kupfer effizient mit Fräsern aus Schnellarbeitsstahl (HSS) bearbeitet werden, die kostengünstiger sind, aber schneller verschleißen.
▪ Bearbeitungsanforderungen:Bewerten Sie die spezifischen Anforderungen Ihres Projekts, einschließlich Präzision, Oberflächenbeschaffenheit und Produktionseffizienz. Wählen Sie zum Schruppen grobverzahnte Fräser, um große Materialmengen schnell zu entfernen. Für die Feinbearbeitung sorgen Werkzeuge mit mehr Zähnen und feineren Schneidgeometrien für glattere Ergebnisse.
2. Bewerten Sie die Werkzeugmaschine und die Bearbeitungsbedingungen
▪ Kompatibilität mit Werkzeugmaschinen: Stellen Sie sicher, dass der Leistungsbedarf des Werkzeugs mit der Leistungskapazität der Fräsmaschine übereinstimmt. Größere Werkzeuge benötigen im Allgemeinen mehr Leistung, während kleinere Werkzeuge mit der maximalen Drehzahl der Maschine kompatibel sein sollten, um ein effizientes Schneiden bei höheren Geschwindigkeiten zu gewährleisten. Stellen Sie außerdem sicher, dass die Spindel- und Spannsysteme der Maschine die Größe und das Design des Werkzeugs ausreichend unterstützen können.
▪ Spannung und Stabilität: Überprüfen Sie die Spannkapazität Ihrer Maschine und die Stabilität der Vorrichtung. Die richtige Einrichtung der Vorrichtung hilft, Vibrationen zu reduzieren und stellt sicher, dass das Werkzeug während des Schneidens einen gleichmäßigen Eingriff mit dem Werkstück beibehält.
3. Bestimmen Sie spezifische Fräserparameter
▪ Fräserdurchmesser:Der Durchmesser des Fräsers ist entscheidend für Geschwindigkeit und Präzision. Ein Fräser mit größerem Durchmesser kann Material schneller entfernen, ist jedoch möglicherweise nicht für komplizierte Arbeiten oder enge Räume geeignet. Verwenden Sie zum Planfräsen die Formel D = 1,5d, wobei „d“ der Spindeldurchmesser ist. Wenn Sie mit weniger steifen Aufbauten oder kleineren Teilen arbeiten, ist ein Werkzeug mit kleinerem Durchmesser oft vorzuziehen, um die Kontrolle zu behalten und die Durchbiegung zu reduzieren.
▪Anzahl der Zähne (Nuten):Die Anzahl der Zähne beeinflusst die Schnittglätte und den Kraftbedarf. Weniger Zähne eignen sich für Schruppbearbeitungen, während mehr Zähne für Schlichtbearbeitungen besser geeignet sind. Allerdings kann eine größere Anzahl von Zähnen zu einer geringeren Spanabfuhr führen, sodass eine ordnungsgemäße Kühlmittel- und Spanabfuhr in Betracht gezogen werden muss.
▪Werkzeugbeschichtung: Beschichtungen wie Titannitrid (TiN) oder Aluminiumtitannitrid (AlTiN) können die Verschleißfestigkeit, Hitzetoleranz und Lebensdauer des Werkzeugs erhöhen, insbesondere beim Arbeiten mit abrasiven Materialien oder bei hohen Geschwindigkeiten. Beschichtete Werkzeuge erbringen in der Regel unter rauen Bedingungen eine bessere Leistung, sind jedoch mit höheren Vorlaufkosten verbunden. Diese sollten Sie mit der Werkzeuglebensdauer und den Arbeitsanforderungen abwägen.
▪ Fräsergeometrie: Berücksichtigen Sie Parameter wie Spanwinkel, Schneidkantenneigung und Freiwinkel, die mit den Fräser- und Werkstückmaterialien sowie den Bearbeitungsbedingungen übereinstimmen sollten. Ein steilerer Spanwinkel ist ideal für weichere Materialien wie Aluminium, während härtere Materialien wie Stahl möglicherweise einen flacheren Winkel für eine bessere Schnittstabilität erfordern.
▪Auswahl der Werkzeugklingen: Für Schrupparbeiten sind gepresste Klingen kostengünstiger. Bei der Endbearbeitung sorgen Schleifblätter für eine bessere Maßhaltigkeit und glattere Oberflächen. Stellen Sie stets sicher, dass der Sägeblatttyp zur Bearbeitungsaufgabe passt, um die Leistung zu optimieren.
4. Berücksichtigen Sie Wirtschaftlichkeit und Machbarkeit
Abschließend sollten Sie bei der Auswahl Ihres Fräsers die Kosten, die Lebensdauer des Werkzeugs und die Häufigkeit des Austauschs berücksichtigen. Während importierte Schneidgeräte möglicherweise eine bessere Leistung und eine längere Lebensdauer bieten, könnten inländische Werkzeuge für kleinere Projekte oder weniger anspruchsvolle Aufgaben kostengünstiger sein. In einigen Fällen kann die Wahl eines leistungsstärkeren Werkzeugs zu erheblichen langfristigen Einsparungen führen, indem Ausfallzeiten und Austauschkosten reduziert werden, insbesondere bei großen Produktionsläufen.
Abschluss
Fräswerkzeuge spielen eine entscheidende Rolle bei der Durchführung vielseitiger Fräsvorgänge und der Herstellung von Produkten mit unterschiedlichen Formen. Durch ihre große Typenvielfalt können sie sich an unterschiedliche Schneidaufgaben anpassen. Wenn Sie bei der Auswahl des richtigen Werkzeugs noch unsicher sind, empfiehlt sich die Einbeziehung eines Experten für eine professionelle Beratung.
Bei Chiggo helfen Ihnen unsere erfahrenen Ingenieure gerne bei der Auswahl der besten Fräser für Ihr Projekt. Wir bieten auch maßgeschneiderte Fertigungsdienstleistungen und umfassende Fertigungslösungen an, um alle Ihre Anforderungen zu erfüllen, einschließlich CNC-Bearbeitungsdienstleistungen, 3D-Druck, Rapid Prototyping und mehr. Laden Sie Ihre Dateien hoch und legen Sie los!