Das Design spielt eine entscheidende Rolle bei der CNC-Bearbeitung, da es die Grundlage für den gesamten Herstellungsprozess legt. Bekanntermaßen werden bei der CNC-Bearbeitung computergesteuerte Maschinen eingesetzt, um Material präzise von einem Werkstück abzutragen. Der Prozess ist äußerst vielseitig, wiederholbar und genau – außerdem ist er mit einer breiten Palette von Materialien kompatibel, von Schaumstoff und Kunststoff bis hin zu Holz und Metall.
Das Erreichen dieser Fähigkeiten hängt stark vom Design für die CNC-Bearbeitung ab. Effektives Design stellt nicht nur die Qualität des Teils sicher, sondern spart auch Produktionskosten und Zeit, die mit CNC-bearbeiteten Teilen verbunden sind.
In diesem Leitfaden besprechen wir Konstruktionseinschränkungen und stellen umsetzbare Konstruktionsregeln und empfohlene Werte für die häufigsten Merkmale bereit, die bei der CNC-Bearbeitung auftreten. Diese Richtlinien helfen Ihnen dabei, die besten Ergebnisse für Ihre Teile zu erzielen.
Designeinschränkungen für die CNC-Bearbeitung
Um Teile für die CNC-Bearbeitung richtig zu entwerfen, müssen wir zunächst ein klares Verständnis der verschiedenen Designbeschränkungen haben, die dem Prozess innewohnen. Diese Einschränkungen ergeben sich naturgemäß aus der Mechanik des Schneidvorgangs und betreffen vor allem folgende Aspekte:
Werkzeuggeometrie
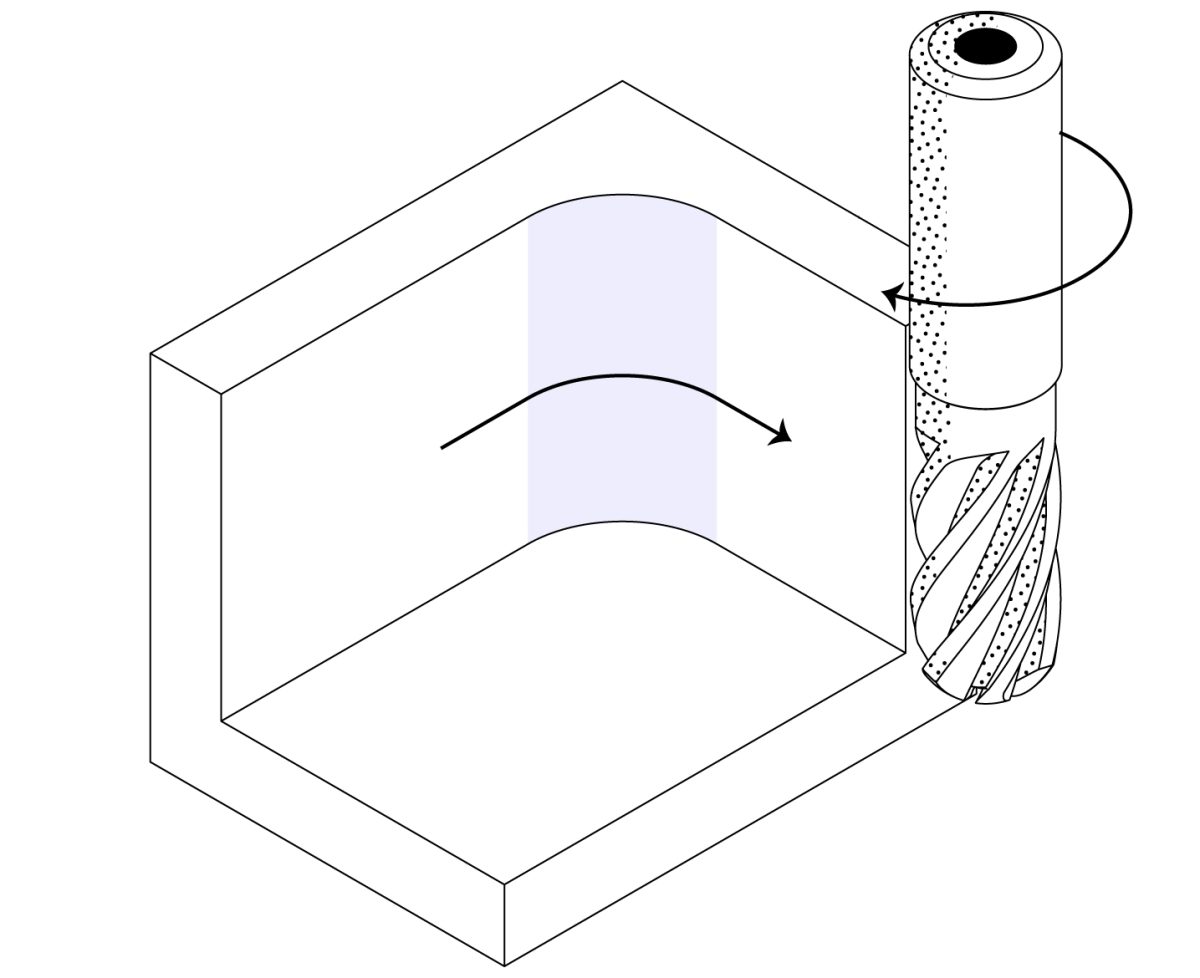
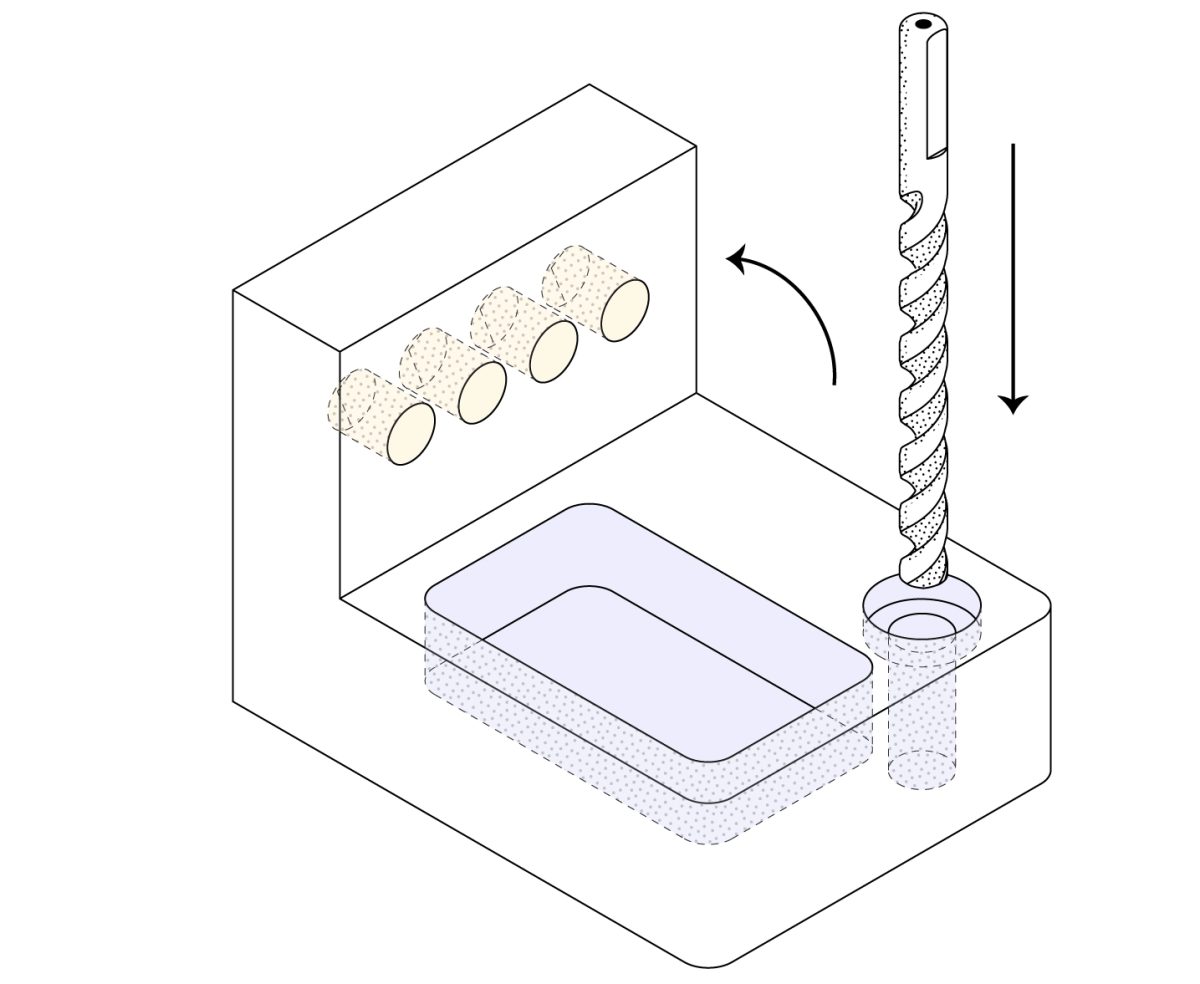
Die meisten Schneidwerkzeuge für die CNC-Bearbeitung haben eine zylindrische Form und eine begrenzte Schnittlänge. Beim Abtragen von Material von einem Werkstück übertragen diese Schneidwerkzeuge ihre Geometrie auf das Werkstück. Das bedeutet, dass Innenecken eines CNC-Teils immer einen Radius haben, egal wie klein das Schneidwerkzeug ist. Darüber hinaus begrenzt die Länge des Werkzeugs die maximal bearbeitbare Tiefe. Längere Werkzeuge weisen im Allgemeinen eine geringere Steifigkeit auf, was zu Vibrationen oder Verformungen führen kann.
Werkzeugzugriff
Um Material abzutragen, muss das Schneidwerkzeug direkt an das Werkstück heranfahren. Oberflächen oder Merkmale, die mit einem Schneidwerkzeug nicht erreicht werden können, können nicht CNC-bearbeitet werden. Beispielsweise können komplexe interne Strukturen, insbesondere wenn es mehrere Winkel oder Merkmale innerhalb eines Teils gibt, die durch ein anderes Merkmal blockiert werden, oder wenn ein großes Verhältnis von Tiefe zu Breite besteht, es dem Werkzeug erschweren, bestimmte Bereiche zu erreichen. Fünfachsige CNC-Maschinen können einige dieser Einschränkungen beim Werkzeugzugriff durch Drehen und Neigen des Werkstücks mildern, sie können jedoch nicht alle Einschränkungen vollständig beseitigen, insbesondere Probleme wie Werkzeugvibrationen.
Werkzeugsteifigkeit
Wie das Werkstück kann sich auch das Schneidwerkzeug während der Bearbeitung verformen oder vibrieren. Dies kann zu größeren Toleranzen, erhöhter Oberflächenrauheit und sogar Werkzeugbruch während des Herstellungsprozesses führen. Dieses Problem verstärkt sich, wenn das Verhältnis von Werkzeuglänge zu Werkzeugdurchmesser zunimmt oder wenn Materialien mit hoher Härte geschnitten werden.
Werkstücksteifigkeit
Aufgrund der erheblichen Wärmeentwicklung während des Bearbeitungsprozesses und der hohen Schnittkräfte neigen Materialien mit geringer Steifigkeit (wie bestimmte Kunststoffe oder weiche Metalle) und dünnwandige Strukturen während der Bearbeitung zu Verformungen.
Werkstückhalterung
Die Geometrie eines Teils bestimmt, wie es auf der CNC-Maschine gehalten wird und wie viele Aufspannungen erforderlich sind. Komplexe oder unregelmäßig geformte Werkstücke können schwierig zu spannen sein und erfordern möglicherweise spezielle Vorrichtungen, was die Kosten und die Bearbeitungszeit in die Höhe treiben kann. Darüber hinaus besteht bei der manuellen Neupositionierung der Werkstückhalterung das Risiko, dass kleine, aber nicht vernachlässigbare Positionsfehler entstehen.
Designrichtlinien für die CNC-Bearbeitung
Jetzt ist es an der Zeit, diese Einschränkungen in umsetzbare Designregeln umzusetzen. In der Welt der CNC-Bearbeitung gibt es keinen allgemein anerkannten Standard, vor allem weil sich die Branche und die verwendeten Maschinen ständig weiterentwickeln. Durch langjährige Verarbeitungspraktiken wurden jedoch ausreichend Erfahrungen und Daten gesammelt. Die folgenden Richtlinien fassen die empfohlenen und realisierbaren Werte für die häufigsten Merkmale von CNC-bearbeiteten Teilen zusammen.
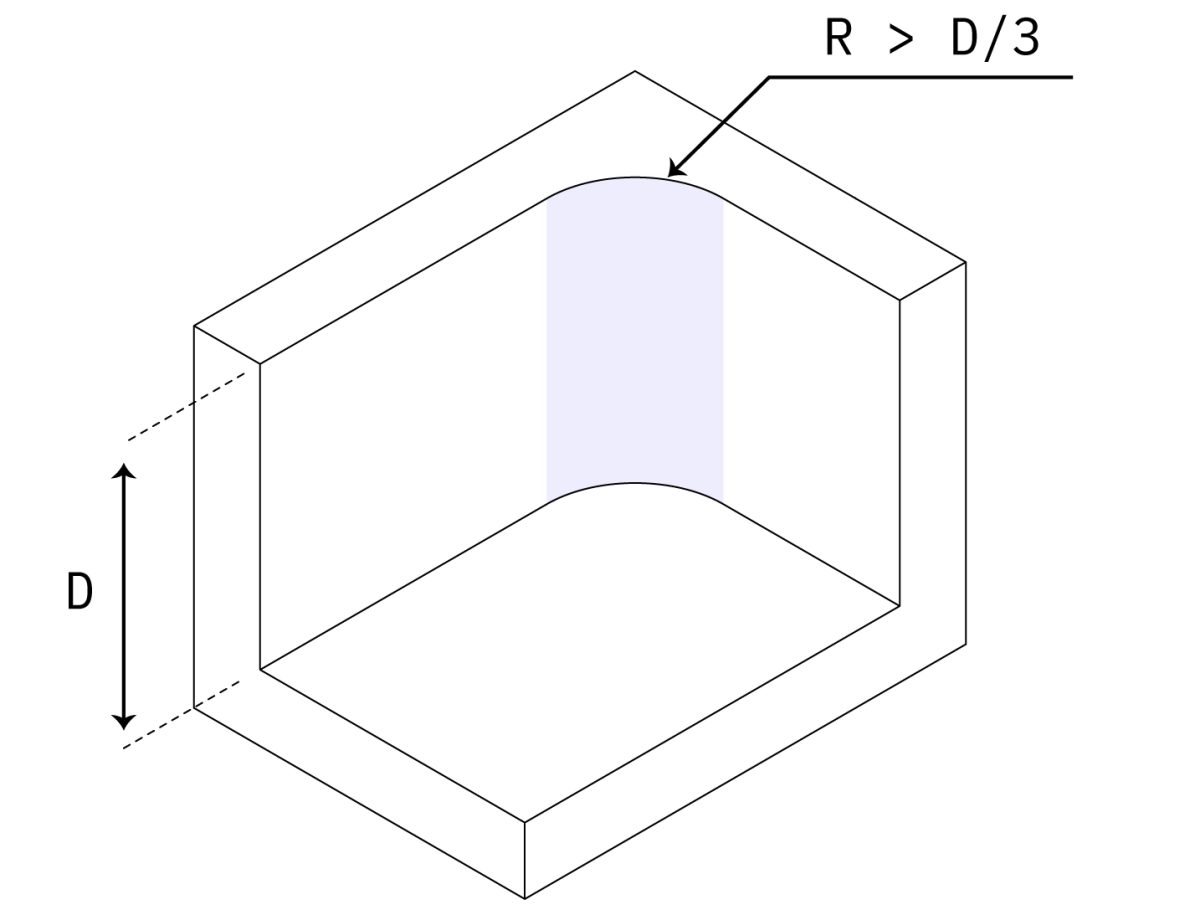
Generell empfiehlt es sich, scharfe Innenecken zu vermeiden. Die meisten CNC-Werkzeuge sind zylindrisch, wodurch es schwierig ist, scharfe Innenwinkel zu erzielen. Durch die Verwendung der empfohlenen Inneneckenradien kann das Werkzeug einer kreisförmigen Bahn folgen, wodurch Spannungskonzentrationspunkte und Bearbeitungsspuren reduziert werden, was zu einer besseren Oberflächengüte führt. Dadurch wird auch sichergestellt, dass Werkzeuge geeigneter Größe verwendet werden, sodass diese weder zu groß noch zu klein sind, wodurch die Bearbeitungsgenauigkeit und -effizienz erhalten bleibt. Für scharfe 90-Grad-Winkel empfiehlt sich der Einsatz von T-Nutenfräsern oder Drahtschneiden, statt die Eckenradien zu verkleinern.
Empfohlener Bodenradius: 0,5 mm, 1 mm oder kein Radius
Möglicher Bodenradius: Beliebiger Radius
Schaftfräser haben typischerweise flache oder leicht abgerundete untere Schneidkanten. Wenn der entworfene Bodenradius mit dem empfohlenen Wert übereinstimmt, können für die Bearbeitung Standard-Schaftfräser verwendet werden. Dieses Design wird von Maschinisten bevorzugt, da es die Verwendung weit verbreiteter und benutzerfreundlicher Werkzeuge ermöglicht, was in den meisten Fällen dazu beiträgt, Bearbeitungskosten und Qualität in Einklang zu bringen. Kugelfräser eignen sich zwar für jeden Bodenradius, aufgrund ihrer Form können sich jedoch die Bearbeitungszeit und die Kosten erhöhen.
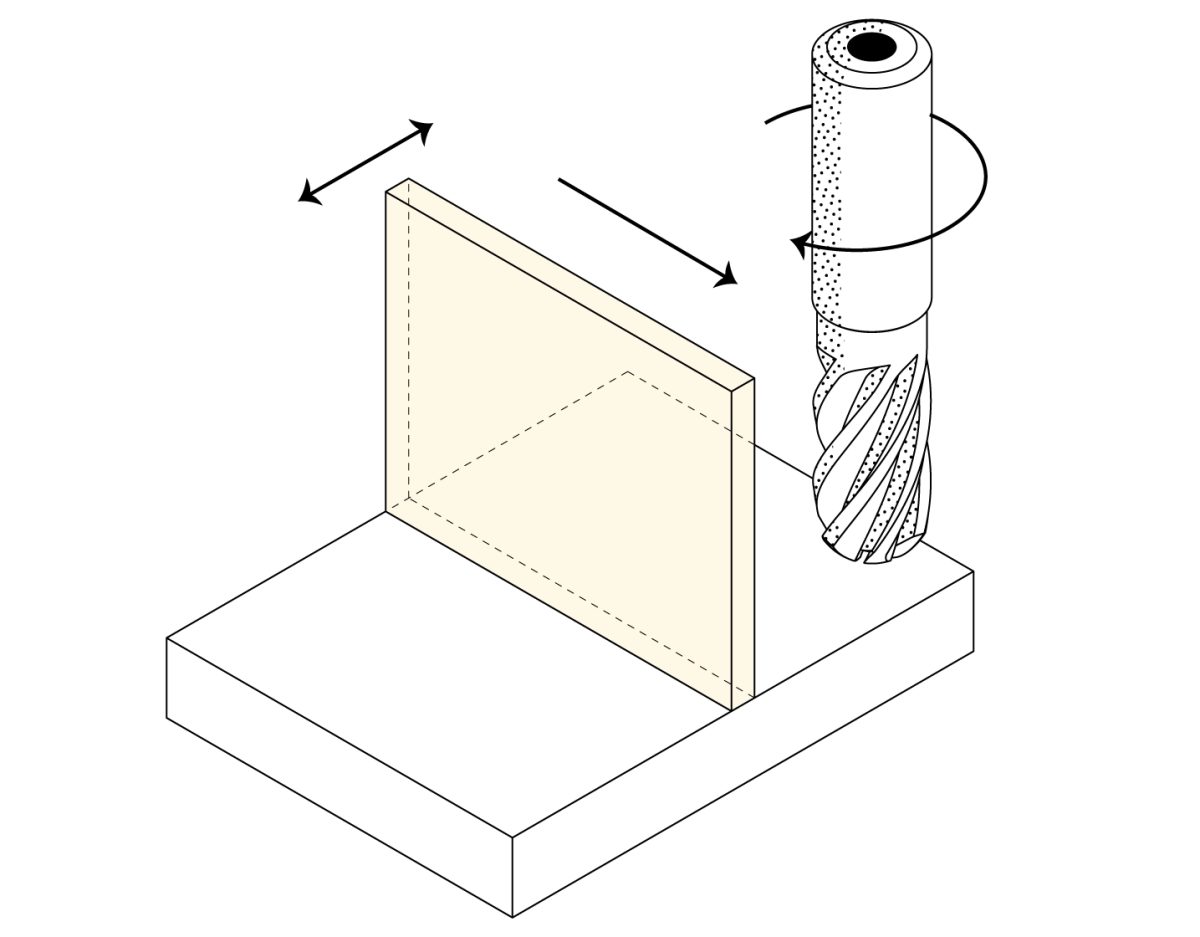
Dünne Wände
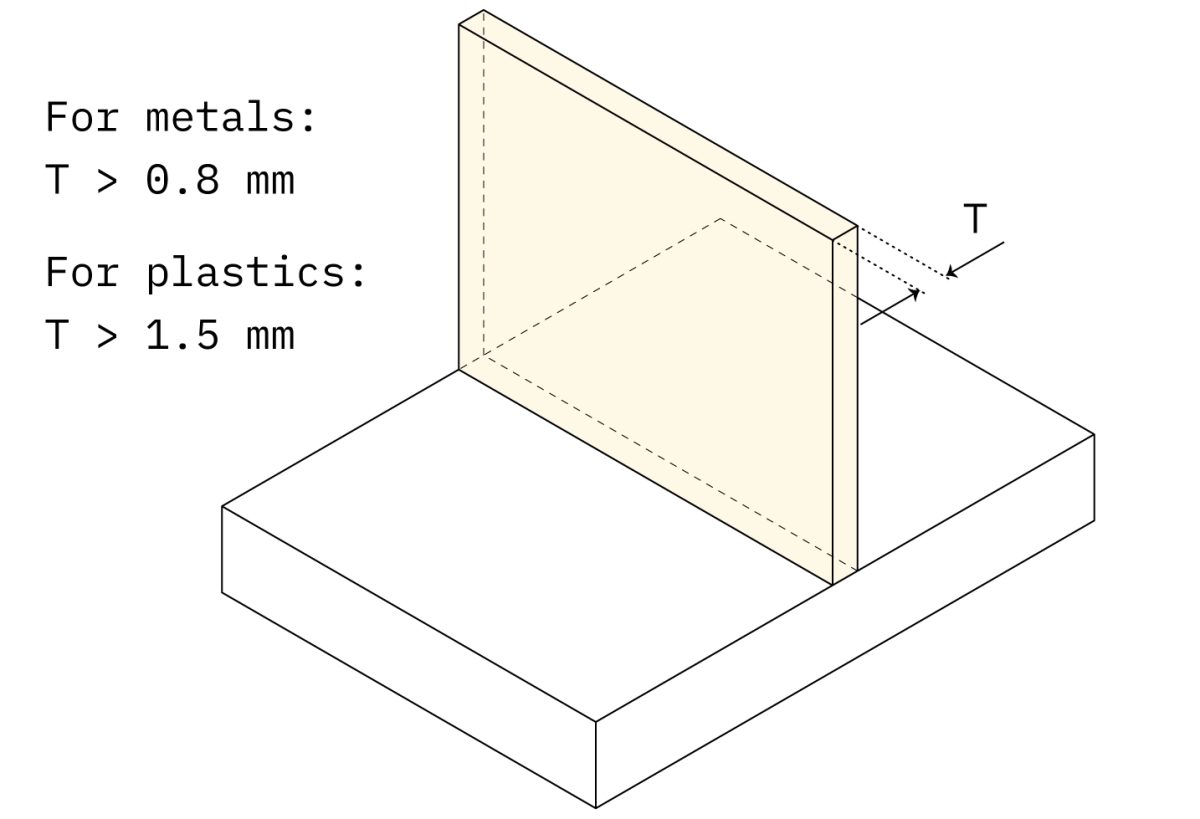
Empfohlene Mindestwandstärke: 0,8 mm (Metalle), 1,5 mm (Kunststoffe)
Mögliche Mindestwandstärke: 0,5 mm (Metalle), 1,0 mm (Kunststoffe)
CNC-Maschinen stoßen bei der Bearbeitung sehr dünner Wände an Grenzen, da sich eine Verringerung der Wandstärke auf die Steifigkeit des Materials auswirkt und die erreichbare Genauigkeit verringert, was möglicherweise zu erhöhten Vibrationen während der Bearbeitung führt. Die oben genannten empfohlenen und realisierbaren Werte sollten im Einzelfall sorgfältig geprüft werden, da sich Materialien in Härte und mechanischen Eigenschaften unterscheiden. Für dünnere Wände könnten alternative Verfahren wie die Blechfertigung vorzuziehen sein.
Löcher
Empfohlener Lochdurchmesser: Standardbohrer
Möglicher Lochdurchmesser: Mindestens 1 mm
Löcher werden entweder mit einem Bohrer oder einem Schaftfräser bearbeitet. Bohrer sind in klar definierten Standardgrößen sowohl in metrischen als auch in imperialen Einheiten erhältlich. Konstrukteure legen Lochgrößen in der Regel auf der Grundlage dieser Standarddurchmesser fest, um sicherzustellen, dass geeignete Werkzeuge leicht verfügbar sind. Durch diese Vorgehensweise entfällt die Notwendigkeit kundenspezifischer Werkzeuge und kann zu erheblichen Kosteneinsparungen führen, insbesondere bei hochpräzisen Löchern mit Durchmessern unter 20 mm, bei denen die Verwendung eines Standarddurchmessers dringend empfohlen wird.
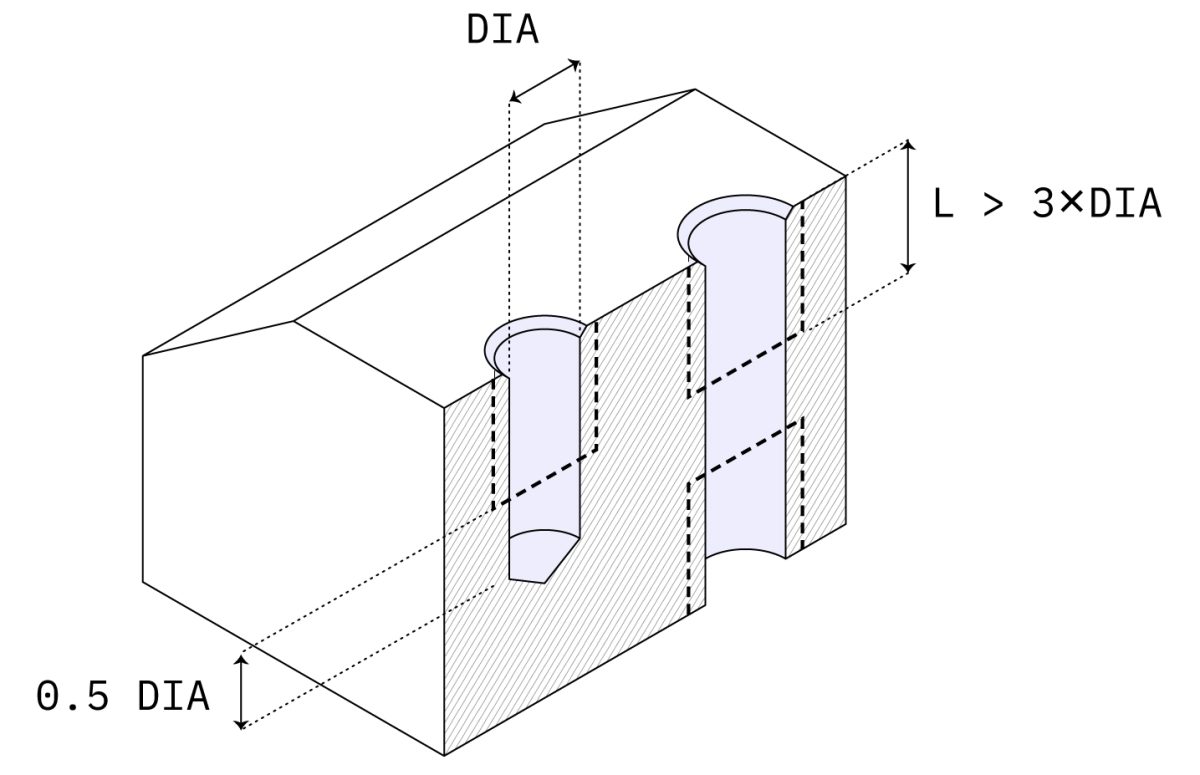
Wenn der Durchmesser eines Lochs nicht mit einer Standardbohrergröße übereinstimmt, wird stattdessen ein Schaftfräser verwendet. Bei der Bearbeitung nicht standardmäßiger Löcher mit einem Schaftfräser ist es jedoch wichtig, die empfohlene maximale Hohlraumtiefe einzuhalten, um die Stabilität und Qualität des Bearbeitungsprozesses sicherzustellen. Wenn die Lochtiefe das empfohlene Maximum überschreitet, sind möglicherweise Spezialbohrer erforderlich. Typisch ist das 10-fache des Nenndurchmessers, machbar ist auch das 40-fache des Nenndurchmessers.
Bohrer erzeugen normalerweise Sacklöcher mit einem konischen Boden (im 135-Grad-Winkel), während mit einem Schaftfräser bearbeitete Löcher einen flachen Boden haben. Bei der CNC-Bearbeitung gibt es im Allgemeinen keine Präferenz zwischen Durchgangslöchern und Sacklöchern, was bedeutet, dass Konstrukteure den Lochtyp basierend auf spezifischen Designanforderungen oder Funktionalität auswählen.
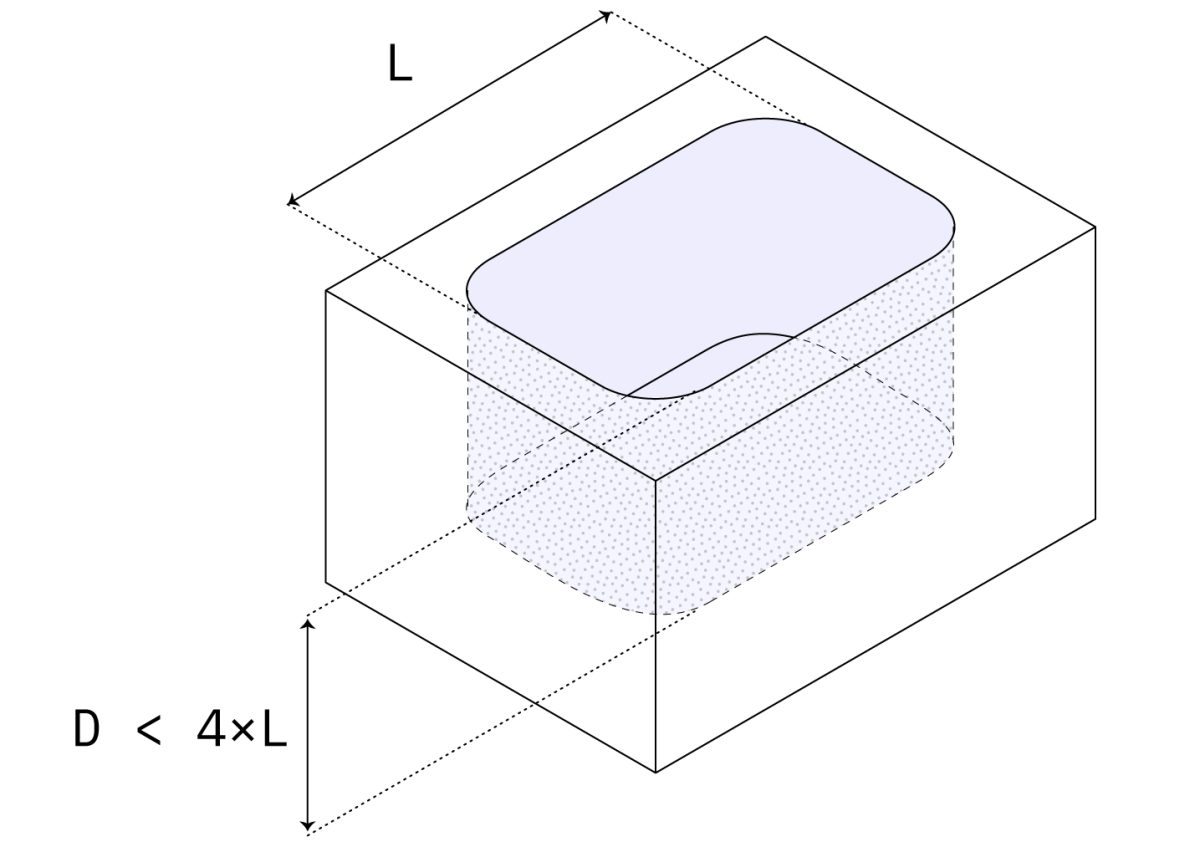
Hohlräume und Taschen
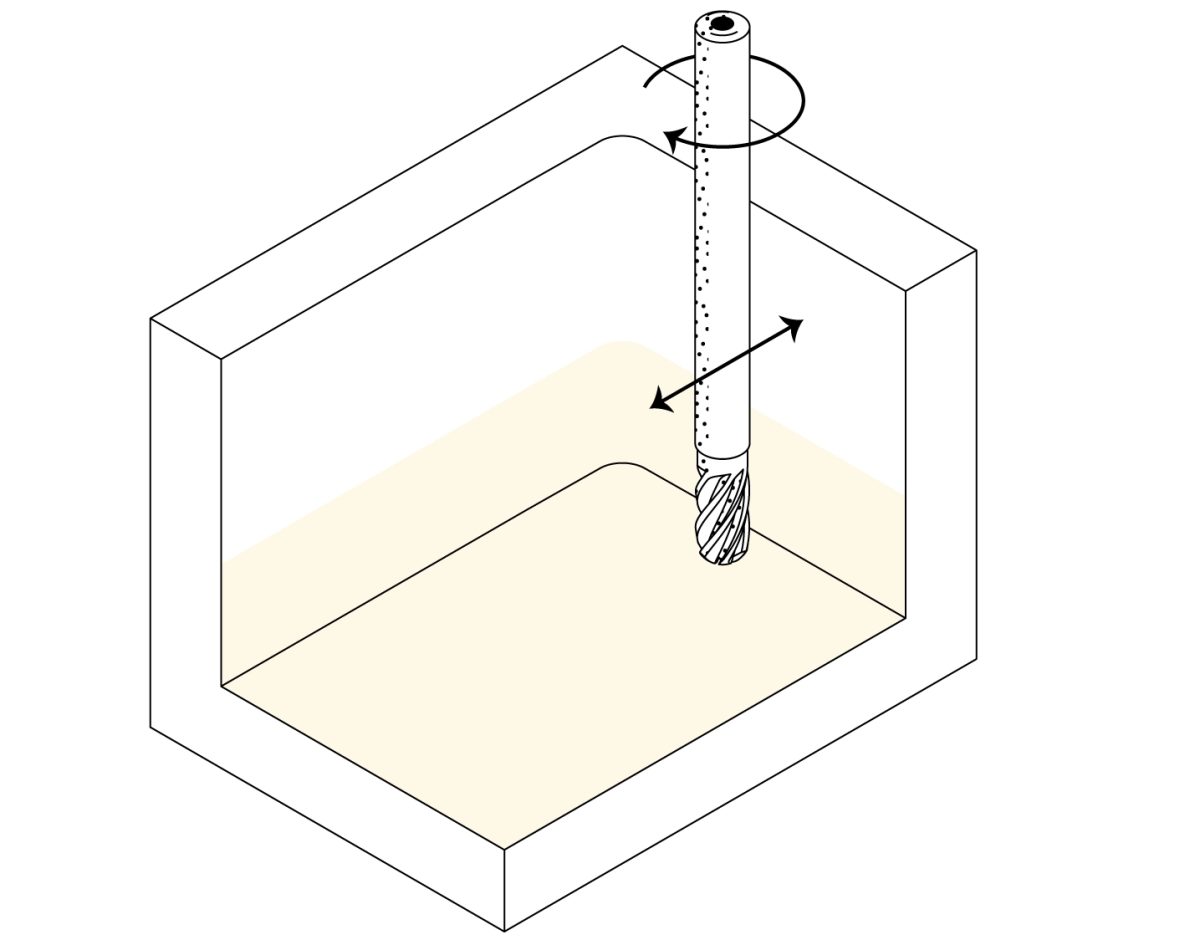
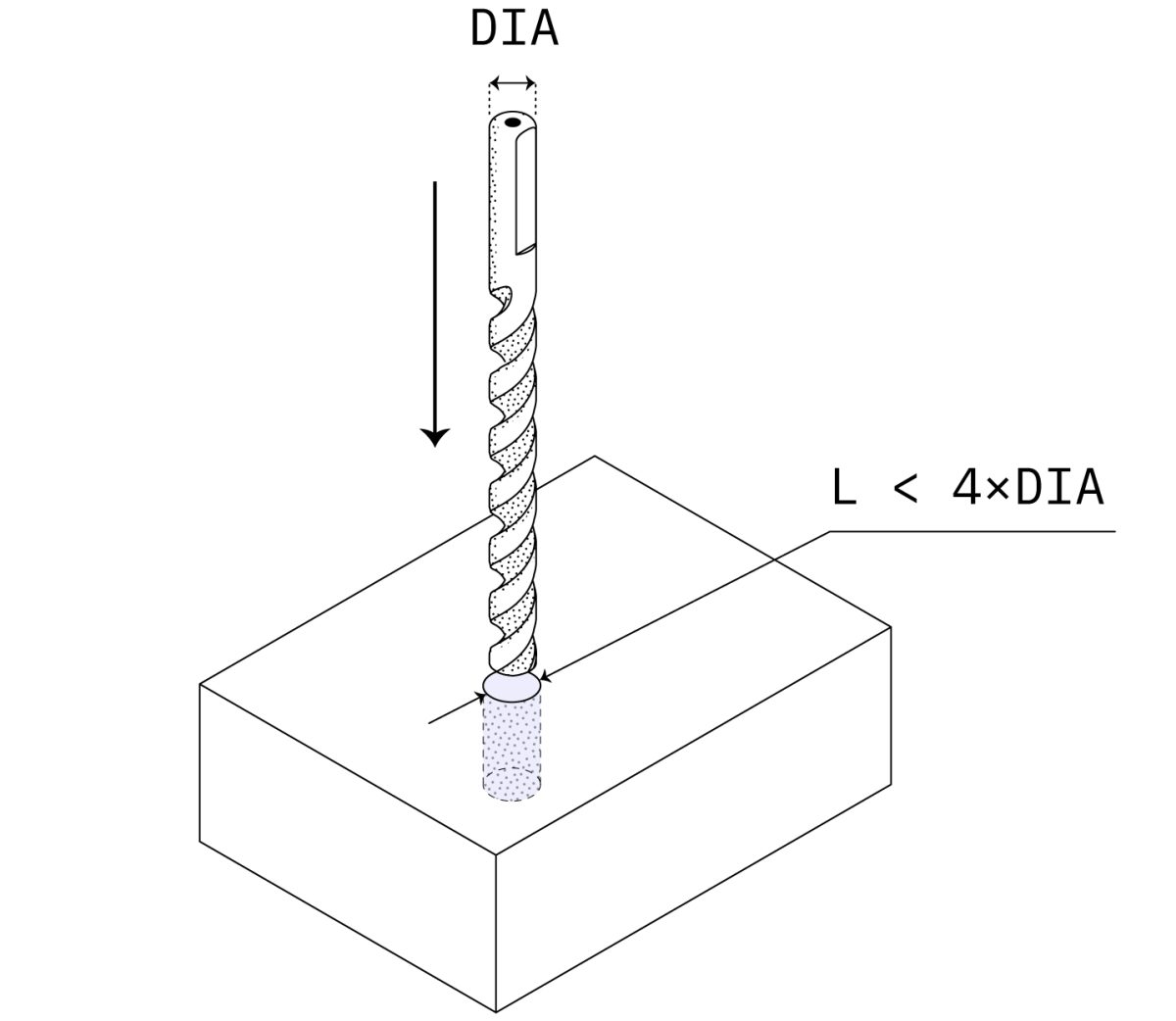
Empfohlene Hohlraumtiefe: Nicht mehr als das Vierfache der Hohlraumbreite
Für eine optimale Bearbeitung sollte die Hohlraumtiefe das Vierfache ihrer Breite nicht überschreiten. Hohlräume, die tiefer als das Sechsfache des Werkzeugdurchmessers sind, gelten als tief und können den Bearbeitungsprozess erschweren. Zu diesen Herausforderungen können Werkzeugablenkung, schlechte Spanabfuhr und sogar Werkzeugbruch gehören. Sind größere Tiefen erforderlich, empfiehlt es sich, Teile mit variablen Hohlraumtiefen zu konstruieren.
Themen
Empfohlene Gewindegröße: M6 oder größer
Innengewinde werden mit Gewindebohrern und Außengewinde mit Schneideisen geschnitten. Mit Gewindebohrern und Schneideisen lassen sich Gewinde bis M2 schneiden. Allerdings sind CNC-Gewindewerkzeuge weit verbreitet und werden von Maschinenbauern bevorzugt, da sie das Risiko eines Gewindebohrerbruchs begrenzen. Mit CNC-Gewindewerkzeugen können Gewinde bis hinunter zu M6 geschnitten werden.
Empfohlene Gewindelänge: 3-facher Nenndurchmesser
Der größte Teil der auf das Gewinde einwirkenden Belastung wird von den ersten Zähnen aufgenommen (bis zum 1,5-fachen des Nenndurchmessers). Gewinde, die dreimal länger als der Nenndurchmesser sind, sind in der Regel nicht erforderlich.
Bei Gewindebohrern zum Schneiden von Gewinden (z. B. M6 und darunter) verbleibt normalerweise eine Länge ohne Gewinde, die dem 1,5-fachen des Nenndurchmessers des Gewindes entspricht. Dadurch wird sichergestellt, dass der primär tragende Teil des Gewindes vollständig geformt wird, ohne dass die Gefahr einer Beschädigung des Werkzeugs besteht.
Bei großen Gewinden, die mit CNC-Gewindewerkzeugen bearbeitet werden, können die Gewinde aufgrund der hohen Präzision und besseren Kontrolle der CNC-Werkzeuge manchmal nahe am Boden des Lochs bearbeitet werden, aber normalerweise bleibt noch ein kleiner Teil des nicht mit Gewinde versehenen Teils übrig, um dies sicherzustellen Bearbeitungsqualität und Werkzeugsicherheit.
Die richtige Einschraubtiefe des Gewindes kann die Festigkeit und Zuverlässigkeit der Verbindung gewährleisten und gleichzeitig übermäßige Bearbeitung oder Materialverschwendung vermeiden. Eine zu geringe Eingriffstiefe kann dazu führen, dass das Gewinde der erwarteten Belastung nicht standhält; Wenn es zu tief ist, kann es die Verarbeitungsschwierigkeiten und -kosten erhöhen. Eine Tiefe von 1,5D wird im Allgemeinen als sichere Wahl angesehen, die eine ausreichende Festigkeit bieten kann, insbesondere bei allgemeinen mechanischen Anwendungen.
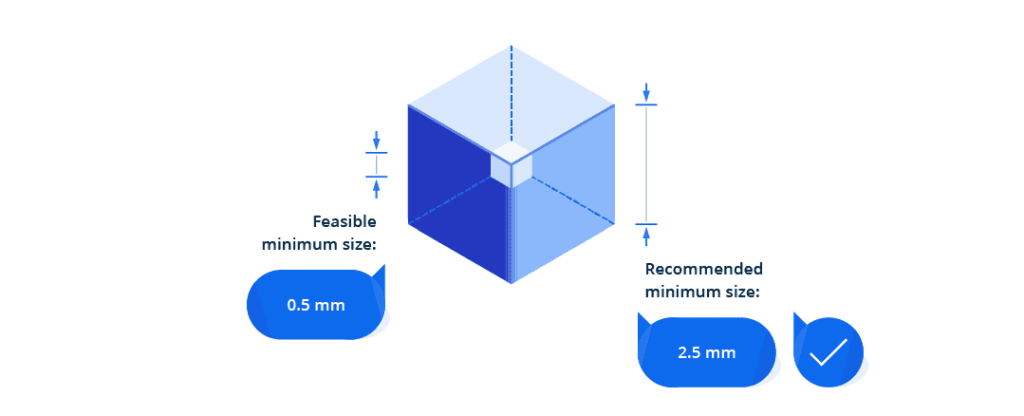
Kleine Funktionen
Empfohlene Mindestgröße: 2,5 mm
Mögliche Mindestgröße: 0,5 mm
Die meisten CNC-Maschinen haben einen minimalen Werkzeugdurchmesser von 2,5 mm, was bedeutet, dass jedes Merkmal, das kleiner als 2,5 mm ist, schwierig zu bearbeiten wäre. Um beispielsweise ein kleines Merkmal von 0,5 mm zu bearbeiten, sind typischerweise sehr kleine Mikrowerkzeuge oder spezielle Bearbeitungsmethoden wie Mikrofräsen oder Funkenerosion (EDM) erforderlich. Obwohl mit diesen Methoden sehr kleine Merkmale erzielt werden können, verlängern sie die Bearbeitungszeit erheblich und stellen höhere Anforderungen an die Ausrüstung und Betriebstechniken, was wiederum die Bearbeitungskosten erhöht.
Text und Schrift
Empfohlen: Schriftgröße 20 (oder größer), mit 5 mm Gravurtiefe
Gravierter Text wird gegenüber geprägtem Text bevorzugt, da weniger Material entfernt werden muss, was die Bearbeitungszeit und Materialverschwendung reduziert. Einfache serifenlose Schriftarten wie Arial oder Helvetica mit einer Tiefe von 5 mm bieten typischerweise eine gute Lesbarkeit und Bearbeitungsergebnisse. Darüber hinaus sind viele CNC-Maschinen mit diesen gängigen Schriftarten vorprogrammiert, was den Bearbeitungsprozess vereinfacht, ohne dass zusätzliche Programmierung oder komplexe Einrichtung erforderlich sind.
Unterschneidungen
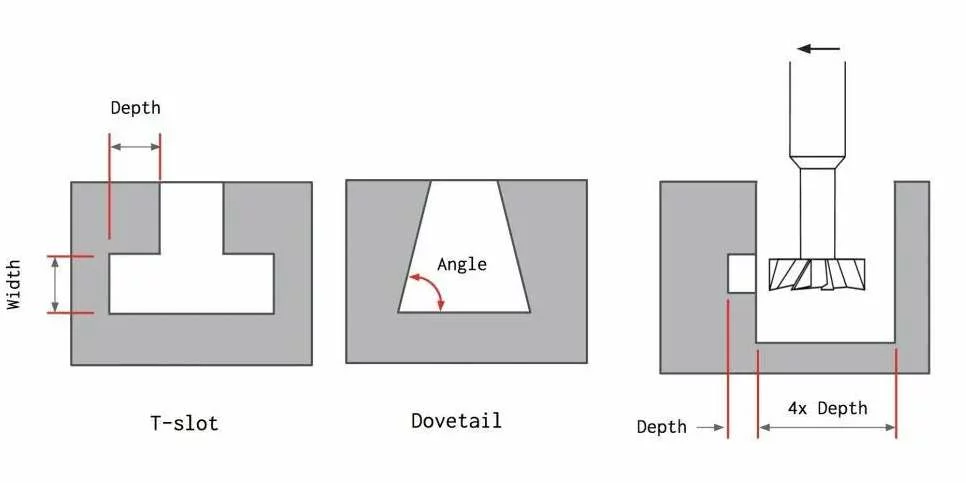
Ein Hinterschnitt ist ein Merkmal an einem Werkstück, das mit herkömmlichen vertikalen Schneidwerkzeugen nicht direkt erreicht werden kann, häufig weil Teile der Oberfläche blockiert sind. Diese Bereiche erfordern spezielle Werkzeuge für die Bearbeitung. Es gibt zwei Haupttypen von Hinterschnitten: T-Nuten und Schwalbenschwänze.
Eine T-Nut ist eine übliche hinterschnittene Form, die dem Buchstaben „T“ ähnelt. Die zur Bearbeitung von T-Nuten verwendeten Werkzeuge bestehen aus horizontalen Schneidkanten und einem vertikalen Schaft, wodurch sie den hinterschnittenen Bereich auf engstem Raum effektiv schneiden können. Die Breite des Hinterschnitts liegt typischerweise zwischen 3 mm und 40 mm. Es empfiehlt sich, Standardgrößen (z. B. ganze Millimeter oder gängige Zoll-Bruchteile) zu verwenden, da diese eher zu leicht erhältlichen Werkzeugen passen und so die zusätzlichen Kosten und Zeitaufwand für kundenspezifische Werkzeuge vermieden werden.
Bei der Gestaltung von T-Nuten gilt als Faustregel, dass ein Abstand vorgesehen wird, der dem Vierfachen der Tiefe des Hinterschnitts entspricht, um sicherzustellen, dass das Werkzeug über ausreichend Arbeitsraum verfügt. Es ist wichtig zu beachten, dass die Schnitttiefe von Standard-Hinterschnittwerkzeugen oft durch das Werkzeugdesign eingeschränkt wird, da das typische Verhältnis zwischen Schnittdurchmesser und Schaftdurchmesser 2:1 beträgt. Dies bedeutet, dass die Bearbeitungstiefe des Hinterschnitts begrenzt ist und dies bei der Konstruktion berücksichtigt werden sollte.
Schwalbenschwanznuten haben die Form eines Schwalbenschwanzes und einen leichten Winkel und werden typischerweise bei Anwendungen verwendet, die eine starke mechanische Verriegelung erfordern. Obwohl Werkzeuge mit verschiedenen Winkeln (im Bereich von 5 Grad bis 120 Grad) auf dem Markt erhältlich sind, sind 45-Grad- und 60-Grad-Werkzeuge Standard und werden häufig verwendet.
Weitere Regeln für die CNC-Bearbeitungskonstruktion
Verwenden Sie Werkzeuge mit großem oder Standarddurchmesser: Entwerfen Sie Teile, die mit Werkzeugen mit großem oder Standarddurchmesser bearbeitet werden können, um eine schnellere Bearbeitung zu gewährleisten und den Bedarf an Spezialwerkzeugen zu vermeiden.
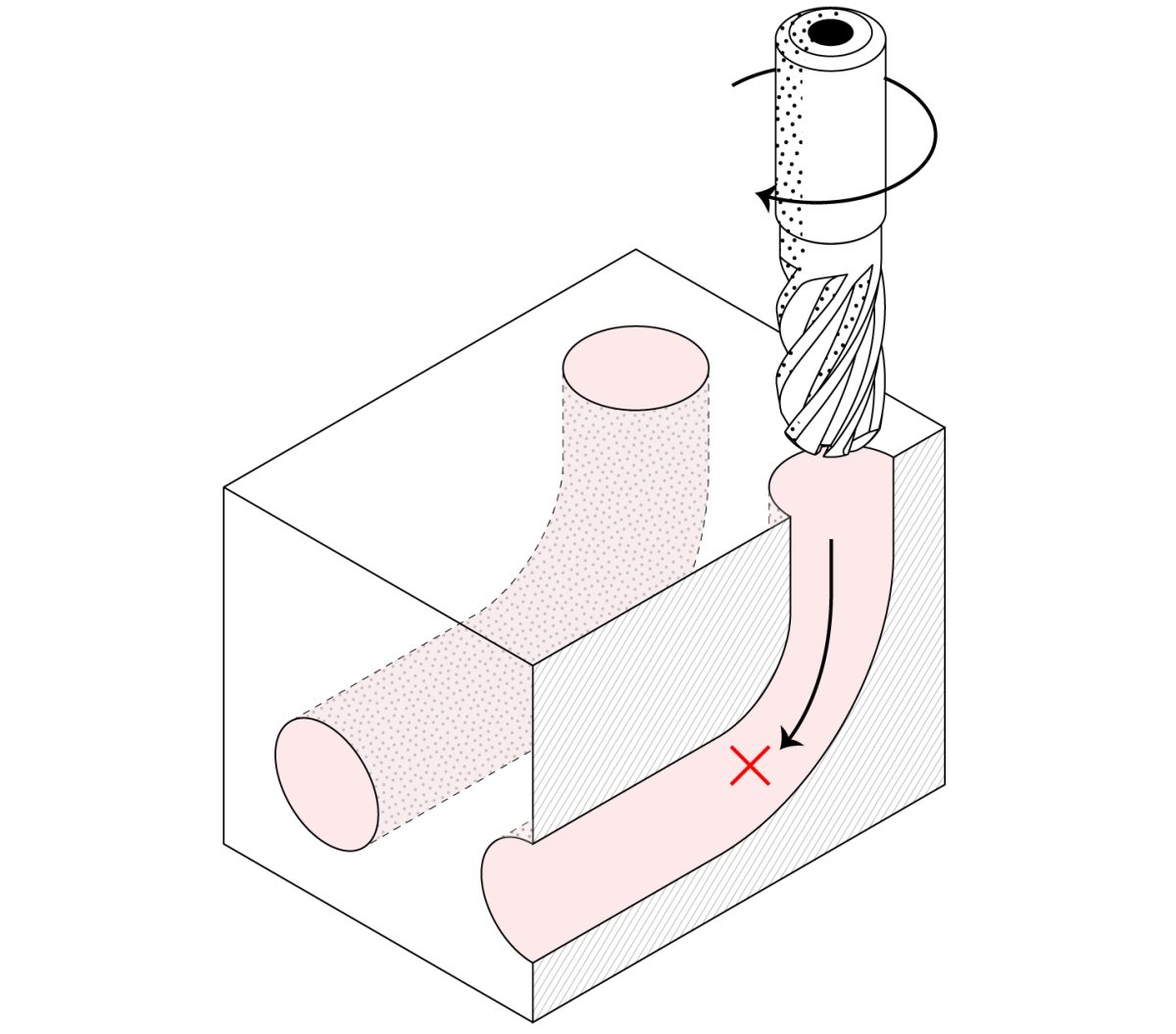
Vermeiden Sie nicht bearbeitbare Merkmale: Bestimmte Merkmale, wie z. B. gekrümmte Löcher, können nicht mit Standard-CNC-Fräsen, Drehmaschinen oder Bohrern hergestellt werden. Wenn Ihr Design solche Funktionen erfordert, sollten Sie stattdessen die Verwendung von Funkenerosion (EDM) in Betracht ziehen.
Geben Sie Toleranzen sorgfältig an: Wenn Sie in Ihrem Design keine Toleranzen festlegen, verwenden Hersteller in der Regel die Standardklasse ISO 2768. Während moderne CNC-Maschinen engere Toleranzen als die in ISO 2768 festgelegten erreichen können, vermeiden Sie unnötig enge Toleranzen, da diese sowohl Zeit als auch Kosten erhöhen.
Priorisieren Sie die Funktion vor der Ästhetik: Konzentrieren Sie sich auf die Genauigkeit wesentlicher Merkmale und nicht auf die Ästhetik. Ästhetische Verbesserungen lassen sich am besten durch Nachbearbeitungsprozesse erzielen.
Löcher mit flachem Boden vermeiden: Löcher mit flachem Boden erfordern eine fortgeschrittene Bearbeitung und können bei nachfolgenden Vorgängen wie dem Reiben zu Problemen führen.
Stellen Sie die Rechtwinkligkeit der Löcher sicher: Stellen Sie beim Bohren sicher, dass die Eintritts- und Austrittsflächen senkrecht zur Bohrachse stehen. Dies verhindert, dass die Bohrerspitze wandert, und verringert die Schwierigkeit der Gratentfernung rund um den Lochausgang.
Verwandeln Sie Ihr CNC-Design mit Chiggo in bearbeitete Teile
Die CNC-Bearbeitung bietet eine unglaubliche Vielseitigkeit, aber nicht jedes Design lässt sich problemlos in ein physisches Produkt umwandeln. Jedes Detail im Designprozess erfordert sorgfältige Überlegung und Überprüfung. Wenn Sie bereit sind, Ihre Idee zum Leben zu erwecken, ist Chiggo für Sie da!
Wir sind ein CNC-Bearbeitungsdesign- und Fertigungsunternehmen mit über zehn Jahren Erfahrung in der Herstellung von Produkten und Komponenten für verschiedene Branchen. Unser Team aus erfahrenen Designern, Ingenieuren und Maschinisten optimiert nicht nur Ihren Entwurf, sondern rationalisiert auch den Herstellungsprozess und sorgt so für kürzere Lieferzeiten und wettbewerbsfähige Preise. Laden Sie einfach Ihr Design hoch und Sie erhalten schnell einen kostenlosen DFM-Bericht (Design for Manufacturability).