Beim Eloxieren, auch Eloxieren genannt, handelt es sich um einen elektrochemischen Prozess zur Erzeugung einer dekorativen und korrosionsbeständigen Oxidschicht auf Metalloberflächen. Während mehrere Nichteisenmetalle, darunter Magnesium und Titan, eloxiert werden können, eignet sich Aluminium besonders gut für dieses Verfahren. Tatsächlich wird Aluminium heute häufig eloxiert, da es sowohl die Haltbarkeit als auch das Erscheinungsbild des Materials erheblich verbessert.
Dieser Artikel konzentriert sich auf das Eloxieren von Aluminium, beschreibt den Eloxalprozess im Detail und erläutert seine Arten, Vorteile, Anwendungen und Designtipps des Eloxierens von Aluminium.
Was ist Aluminiumanodisierung?
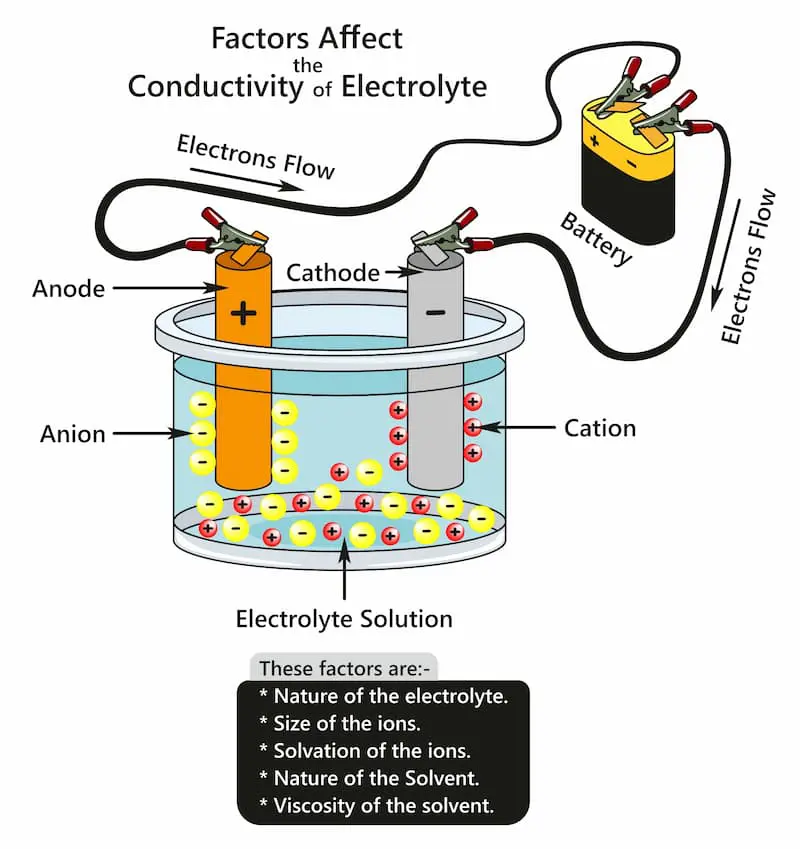
Das Anodisieren von Aluminium ist ein elektrolytischer Prozess, der meist in einer verdünnten Schwefelsäurelösung durchgeführt wird. Dabei wird ein elektrischer Strom durch das Aluminiumteil geleitet, wodurch die Aluminiumatome an der Oberfläche Elektronen verlieren und zu positiv geladenen Aluminiumionen (Al3+) werden. Diese Aluminiumionen reagieren dann mit Wassermolekülen (H2O) im Elektrolyten und bilden eine dauerhafte Aluminiumoxidschicht, die deutlich stärker und korrosionsbeständiger ist als die natürlich vorkommende Oxidschicht des Metalls.
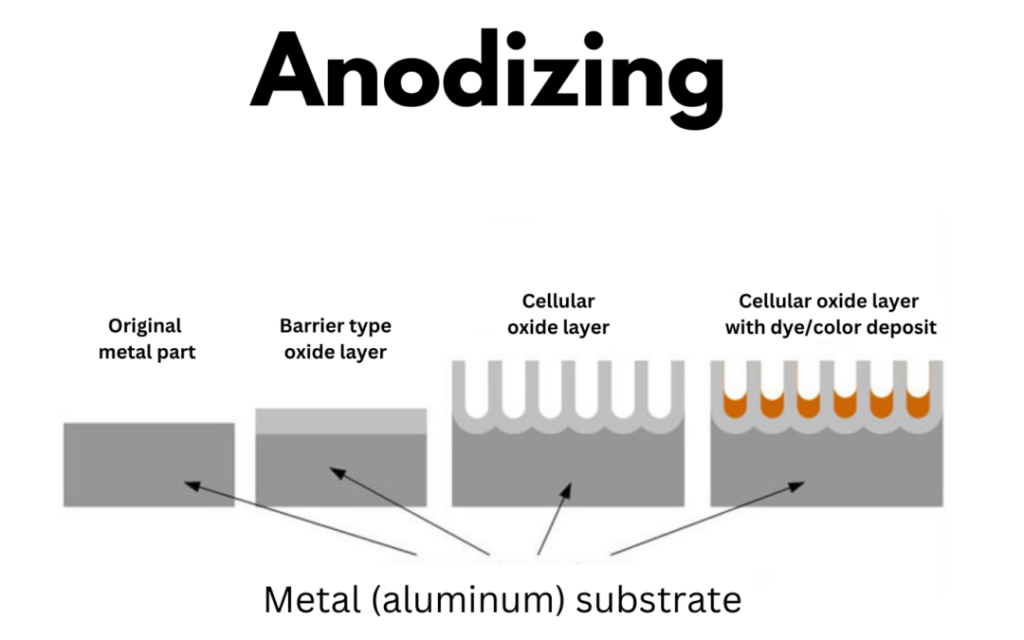
Dieses Aluminiumoxid wird nicht wie Farbe oder Beschichtung auf die Oberfläche aufgetragen, sondern ist vollständig in das darunter liegende Aluminiumsubstrat integriert, sodass es nicht abplatzen oder abblättern kann. Darüber hinaus weist die Oxidschicht eine hochgeordnete, poröse Struktur auf, die sekundäre Prozesse wie Einfärben und Versiegeln ermöglicht. Diese Behandlungen verbessern die Korrosionsbeständigkeit, Haltbarkeit und ästhetische Flexibilität der eloxierten Oberfläche weiter, ermöglichen dem Aluminium, verschiedene Farben anzunehmen und gleichzeitig seine metallische Oberfläche beizubehalten, und erweitern das Anwendungsspektrum von eloxiertem Aluminium – insbesondere in Konsumgütern, Architektur und Design.
Schritt-für-Schritt-Anleitung zum Eloxieren von Aluminium
Schritt 1: Reinigung
Der Eloxierungsprozess beginnt mit der gründlichen Reinigung des Aluminiumteils, um Fett, Öl, Schmutz und andere Verunreinigungen zu entfernen. Dies kann erreicht werden, indem das Aluminium in ein alkalisches oder saures Reinigungsmittelbad getaucht wird. Dieser Schritt sorgt für eine saubere, aktive Oberfläche, die für eine gleichmäßige Eloxierung unerlässlich ist.
Schritt 2: Vorbehandlung
Anschließend wird die Aluminiumoberfläche durch chemische oder mechanische Verfahren für die Eloxierung vorbereitet. Die chemische Vorbehandlung umfasst typischerweise Ätzen, bei dem eine Ätzlösung wie Natriumhydroxid Oberflächenunregelmäßigkeiten beseitigt, und Entklackung, bei dem Lösungen verwendet werden, die Salpeter- oder Schwefelsäure enthalten Säure, um Verschmutzungen (Rückstände unlöslicher Legierungselemente oder Oxide, die nach dem Ätzen auf der Oberfläche verbleiben) von den Aluminiumkomponenten zu entfernen.
Es kann auch eine mechanische Vorbehandlung angewendet werden, wobei Techniken wie Schleifpolieren, Sandstrahlen und Kugelstrahlen eingesetzt werden, um die Oberfläche je nach Bedarf weiter zu glätten oder zu texturieren.
Schritt 3: Eloxieren
Nach weiteren Spülungen wird das gereinigte und vorbehandelte Aluminiumteil in den Eloxaltank überführt und in eine Elektrolytlösung, typischerweise Schwefel- oder Chromsäure, getaucht. Anschließend wird ein elektrischer Strom durch die Lösung geleitet, wobei der Aluminiumteil als Anode dient (daher der Begriff „anodisierend“) und ein inertes Material wie Edelstahl oder Blei als Kathode fungiert.
Dieser Strom führt dazu, dass die Aluminiumatome Elektronen verlieren und zu Aluminiumionen werden, die mit Wassermolekülen im Elektrolyten reagieren und eine Schicht aus Aluminiumoxid (Al₂O₃) bilden, die sich auf der Oberfläche des Teils ablagert und eine schützende und dauerhafte Beschichtung bildet. Die elektrochemische Die Reaktionen an jeder Elektrode sind nachstehend zusammengefasst:
Reaktionen an der Anode(Oxidation von Aluminium)
Al → Al3+ + 3e- 2Al3++3H2O→Al2O3+6H+
Reaktionen am CAthode(Reduktion von Wasserstoffionen)
6H++ 6e-→3H2
Gesamtreaktion
2Al + 3H2O → Al2O3+ 3H2
Elektrochemische Reaktionen beim Eloxieren
Während der Elektrolysephase können sich abhängig von der chemischen Zusammensetzung des Elektrolytbades zwei verschiedene Arten von Oxidfilmen bilden:
Barriereoxidfilm:
Ein Barriereoxidfilm bildet sich, wenn die Anodisierung in einer neutralen oder leicht alkalischen Lösung erfolgt, beispielsweise solchen, die Ammoniumborat-, Phosphat- oder Tartratzusammensetzungen enthalten. In diesen Lösungen bleibt Aluminiumoxid unlöslich, was die Bildung einer dünnen, nicht porösen und kontinuierlichen Oxidschicht ermöglicht, die direkt mit dem Aluminiumsubstrat verbunden ist. Diese Sperrschicht ist sehr dicht und dient als Schutzschicht, die weitere Oxidation und Korrosion verhindert.
Poröser Oxidfilm:
Wenn das Anodisieren in einer verdünnten sauren Lösung wie Schwefel-, Phosphor- oder Chromsäure durchgeführt wird, treibt der elektrische Strom die Bildung einer Oxidschicht auf der Aluminiumoberfläche voran. Gleichzeitig löst der saure Elektrolyt das Oxid teilweise auf, insbesondere an exponierten oder schwächeren Stellen. Dieses dynamische Gleichgewicht zwischen Oxidbildung und -auflösung führt dazu, dass ein Teil des Oxids zurückgehalten wird und einen stabilen Film bildet, während sich andere Teile auflösen und eine regelmäßige poröse Struktur entsteht.
Die Dicke der porösen Oxidschicht wird durch Faktoren wie angelegte Spannung, Elektrolyttemperatur und Anodisierungszeit beeinflusst. Höhere Spannungen und längere Dauer führen zu dickeren Filmen. Darüber hinaus hängen Größe und Dichte der Poren von der Säurekonzentration und der Temperatur des Elektrolyten ab.
Schritt 4: Färben (optional)
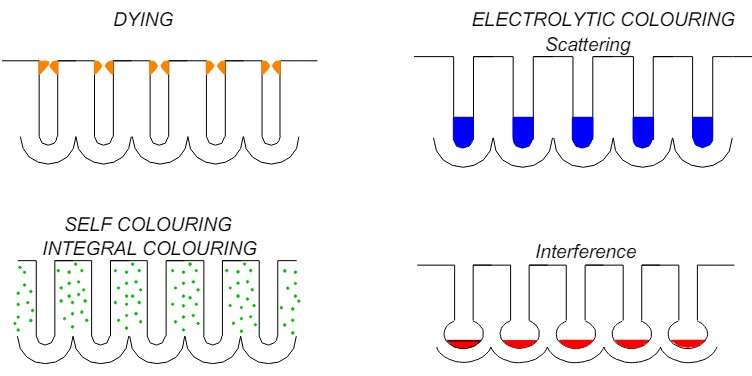
Wenn eine farbige Oberfläche gewünscht wird, stehen mehrere Methoden zur Verfügung, wobei das Färben (Tauchfärben) und das elektrolytische Färben die gebräuchlichsten sind.
Beim Färben wird das eloxierte Teil in ein Bad mit organischen Farbstoffen getaucht. Der Farbstoff dringt in die Oberflächenporen der Oxidschicht ein und bleibt darin haften. Die endgültige Farbe hängt vom verwendeten Farbstoff sowie von Faktoren wie seiner Konzentration und Molekülstruktur ab. Diese Methode ist kostengünstig und ermöglicht die Aufbringung verschiedenster Farben auf Aluminiumteile. Der resultierende Farbfilm ist jedoch weniger beständig gegen UV-Licht, was bedeutet, dass die Farbe bei Sonneneinstrahlung mit der Zeit verblassen kann.
Beim elektrolytischen Färben wird das eloxierte Teil in ein Bad getaucht, das Metallsalze (z. B. Zinn, Nickel oder Kobalt) enthält, und es wird elektrischer Strom angelegt. Dadurch lagern sich Metallionen in den Poren der Oxidschicht ab und erzeugen eine charakteristische Farbe auf der eloxierten Oberfläche. Die endgültige Farbe und ihre Qualität hängen von der Art des verwendeten Metalls und der Konzentration der Metallablagerungen in den Poren ab.
In welchen Farben kann man Aluminium eloxieren?
Die meisten Farben können Sie mit den oben beschriebenen Methoden erzielen, zusammen mit zusätzlichen Techniken wie Integralfärbung und Interferenzfärbung.
Mögliche Eloxalfarben sind Schwarz, Blau, Blaugrau, Braun, Gold, Grau, Grün, Olivgrün, Rosa, Rot, Violett und Gelb. Einige Methoden, wie zum Beispiel die elektrolytische Färbung mit anorganischen Metallsalzen, erzeugen UV-beständige Farben und eignen sich daher ideal für Außenanwendungen, bei denen es auf Farbstabilität ankommt.
Bestimmte Prozesse, wie etwa die Interferenzfärbung, erzeugen Farben durch optische Interferenzeffekte innerhalb der eloxierten Schicht, was zu einzigartigen Farbtönen führt, die sich je nach Betrachtungswinkel ändern können. Andere Methoden basieren auf Lichtstreuung und beeinflussen so die Art und Weise, wie Licht mit der Oberfläche interagiert, um bestimmte Farbtöne zu erzeugen.
Darüber hinaus eignet sich eloxiertes Aluminium hervorragend für die Aufnahme von Farbe, Siebdruck oder aufgebrachten reflektierenden Materialien (wie sie in Verkehrsschildern verwendet werden). Diese Vielseitigkeit ermöglicht die Erzielung von Farben und Oberflächen, die durch Eloxieren allein nicht möglich wären, wie beispielsweise reines Weiß oder stark reflektierende Oberflächen.
Schritt 5: Versiegelung
Der letzte Schritt im Eloxalprozess ist die Versiegelung, die die Poren in der Eloxalschicht verschließt, um weitere chemische Reaktionen zu verhindern und jegliche Farbe zu fixieren. Dies geschieht normalerweise durch Eintauchen des Teils in ein Bad mit kochendem entionisiertem Wasser, es können jedoch auch andere Methoden wie Dampfversiegelung oder chemische Versiegelung angewendet werden. Nach der Versiegelung wird die Eloxalschicht stabil und das Teil erhält eine verbesserte Verschleiß- und Korrosionsbeständigkeit. Da die Oxidschicht empfindlich ist, muss die Versiegelung zeitnah nach dem Einfärben erfolgen, um die Qualität und Langlebigkeit des Finishs zu gewährleisten.
Arten von Aluminium-Anodisierungsprozessen
Gemäß MIL-PRF-8625 (das MIL-A-8625 ersetzt) gibt es drei primäre Aluminium-Eloxierungsverfahren, die jeweils für spezifische Anwendungen entwickelt wurden und einzigartige Eigenschaften in Bezug auf Aussehen, Haltbarkeit und Korrosionsbeständigkeit bieten.
Typ I – Chromsäure-Anodisierung
Beim Eloxieren mit Chromsäure, der ältesten Eloxierungsmethode, wird Chromsäure als Elektrolyt verwendet, um auf Aluminiumoberflächen einen dünnen Oxidfilm mit einer Dicke von typischerweise 0,5 bis 2,5 Mikrometern zu erzeugen. Obwohl Typ I der dünnste der drei Eloxierungstypen ist, verbessert er die Korrosionsbeständigkeit im Vergleich zu blankem Aluminium deutlich. Die resultierende dünne Oxidschicht verursacht vernachlässigbare Dimensionsänderungen und eignet sich daher ideal für Komponenten, die enge Toleranzen erfordern. Es erzeugt außerdem eine nicht reflektierende, matte Oberfläche, die für Anwendungen im Militär und in der Luft- und Raumfahrt wünschenswert ist. Darüber hinaus ist der dünnere Film flexibler als die dickeren Hartanodisierungsschichten vom Typ III, wodurch er Belastungen und Biegungen besser standhält.
Allerdings stellt das Eloxieren vom Typ I Bedenken hinsichtlich der Umwelt dar, da Chromsäure giftig und krebserregend ist. Folglich müssen Anlagen, die diesen Prozess durchführen, spezielle Abwasserbehandlungssysteme zur Behandlung der Chromsäure-Nebenprodukte implementieren. Darüber hinaus verringert die begrenzte Dicke der Oxidschicht ihre Fähigkeit, Farbstoffe zu absorbieren, was häufig dazu führt, dass der Film selbst bei schwarzer Färbung grau erscheint.
Typ II – Anodisieren mit Schwefelsäure
Das Anodisieren mit Schwefelsäure ist die am weitesten verbreitete Anodisierungsmethode, bei der anstelle von Chromsäure Schwefelsäure als Elektrolyt verwendet wird. Dieser Prozess erzeugt typischerweise eine dickere Oxidschicht zwischen 2,5 und 25 Mikrometern, die im Vergleich zu eloxierten Teilen vom Typ I eine bessere Abrieb- und Korrosionsbeständigkeit bietet und im Allgemeinen härter ist.
Die erhöhte Dicke und Porosität der Oxidschicht ermöglicht eine effektive Aufnahme von Farbstoffen, Lacken und Klebstoffen und eignet sich daher ideal für dekorative Anwendungen. Darüber hinaus ist diese Art der Eloxierung aufgrund geringerer Chemikalienkosten, geringerem Energieverbrauch und einfacherer Abfallbehandlungsprozesse kostengünstiger als Typ I.
Typ III – Hartanodisieren (Hardcoat-Anodisieren)
Beim Hartanodisieren wird wie beim Typ-II-Anodisieren Schwefelsäure verwendet, es wird jedoch bei viel niedrigeren Temperaturen, höheren Spannungen und höheren Stromdichten gearbeitet. Durch diesen Prozess entsteht eine Oxidschicht, die eine Dicke von mehr als 25 Mikrometern erreichen kann und außergewöhnlich hart ist – oft erreicht sie die Härte von Werkzeugstahl. Dadurch bietet die Eloxierung vom Typ III einen hervorragenden Verschleißschutz und ist daher die erste Wahl für Teile, die in industriellen und mechanischen Umgebungen mit hohem Verschleiß eingesetzt werden.
Der resultierende Film ist jedoch typischerweise dunkel und kann ungefärbt oder schwarz gefärbt bleiben. Obwohl das Eloxieren vom Typ III wie Typ II umweltfreundlich ist, ist es aufgrund der erforderlichen strengen Prozessbedingungen kostspieliger.
Welche Art der Eloxierung ist die beste für Sie?
Die folgende Tabelle fasst die Hauptmerkmale der drei Eloxierungsarten zusammen und hebt ihre häufigsten Anwendungen hervor, um Ihnen bei der Auswahl der Eloxierungsart zu helfen, die Ihren Anforderungen am besten entspricht.
Eigenschaften
Typ I (Chromsäure-Anodisierung)
Typ II (Schwefelsäure-Anodisierung)
Typ III (Hartanodisieren)
Beschichtungsdicke
0,5–2,5 Mikrometer
2,5–25 Mikrometer
>25 Mikrometer
Korrosionsbeständigkeit
Gut
Besser
Exzellent
Verschleißfestigkeit
Arm
Mäßig
Exzellent
Porosität
Niedrig
Mäßig
Niedrig
Aussehen
Mattgrau oder Naturfarbe
Klar oder gefärbt
Hartklar oder Hartschwarz
Umweltfreundlich
NEIN
Ja
Ja
Kosten
Mäßig bis hoch; aufgrund von Sicherheitsmaßnahmen für Chromsäure höher
Niedrig; wirtschaftlichstes Eloxierungsverfahren
Hoch; aufgrund strenger Prozessbedingungen und Energieanforderungen
Anwendungen
- Teile, die enge Maßtoleranzen erfordern – erfordern eine weitere Bearbeitung wie Kleben oder Lackieren
- Ausgleich zwischen Oberflächenhärte und Ästhetik - Projekte, die lebendige, anpassbare Farben und Haltbarkeit erfordern
- Umgebungen mit hohem Verschleiß – Teile, die unter rauen Bedingungen verwendet werden
Vergleich von drei Arten des Eloxierens
Was sind die Vorteile des Eloxierens von Aluminium?
Wir haben bereits einige Vorteile des Eloxierens von Aluminium erwähnt. Lassen Sie uns nun diese Vorteile zur Diskussion stellen und spezifische Anwendungen untersuchen, die sich daraus ergeben.
Verbesserte Korrosionsbeständigkeit
Die eloxierte Schicht fungiert als Schutzbarriere gegen Umwelteinflüsse wie Feuchtigkeit, Salz und Schadstoffe. Dies ist insbesondere in der Architektur- und Schifffahrtsindustrie von Vorteil, wo die Belastung häufig rauem Wetter und korrosiven Umgebungen ausgesetzt ist. Zu den typischen Anwendungen gehören Gebäudefassaden, Dächer, Fensterrahmen und Schiffsausrüstung.
Erhöhte Haltbarkeit und Härte
Die Aluminiumoxidschicht ist viel härter und härter als rohes Aluminium und trägt dazu bei, dass das Teil Kratzern, Abrieb und anderen Formen der Abnutzung widersteht. Dies macht eloxiertes Aluminium perfekt für stark beanspruchte oder häufig genutzte Produkte wie Kochgeschirr, elektronische Geräte und Automobilkomponenten wie Räder, Verkleidungen und Motorkomponenten.
Ästhetische Vielseitigkeit
Die poröse Beschaffenheit der eloxierten Schicht ermöglicht eine effiziente Absorption von Farbstoffen und bietet so eine große Auswahl an Farboptionen. Dadurch können Designer Funktionalität mit optischer Attraktivität verbinden und so sowohl hohe Leistung als auch ästhetische Flexibilität bieten. Besonders geschätzt wird es in Branchen wie der Unterhaltungselektronik und der Architektur, wo eloxiertes Aluminium in Produkten wie Smartphones, Laptops und Gebäudefassaden verwendet wird.
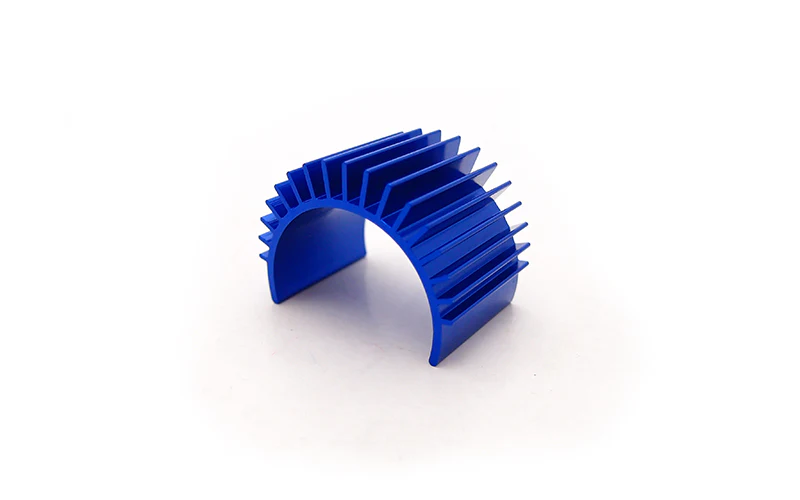
Verbesserte thermische und elektrische Isolierung
Anodische Beschichtungen erhöhen die Wirksamkeit von Kühlkörpern, indem sie den Oberflächenemissionsgrad im Vergleich zu blankem Aluminium um eine Größenordnung erhöhen und so die Strahlungswärmeübertragung verbessern. Dies ist bei Anwendungen von Vorteil, die Hitzebeständigkeit erfordern, wie z. B. Motorkomponenten und Kochgeschirr. Darüber hinaus sorgt das Eloxieren für eine wirksame elektrische Isolierung, was insbesondere in der Elektronikindustrie von Nutzen ist.
Bessere Haftung für Beschichtungen und Dichtstoffe
Die eloxierte Oberfläche bietet eine hervorragende Grundlage für Farben, Dichtstoffe und Klebstoffe und erhöht die allgemeine Langlebigkeit und Haltbarkeit des Produkts. Diese Eigenschaft ist besonders wertvoll in der Automobil- und Luft- und Raumfahrtindustrie, wo eine zuverlässige Haftung für Beschichtungen und Oberflächen, die rauen Bedingungen standhalten müssen, unerlässlich ist. Eloxiertes Aluminium ist auch in architektonischen Anwendungen beliebt und gewährleistet langlebige Oberflächen an Gebäudefassaden und Strukturelementen.
Umweltfreundliches Verfahren
Das Eloxieren ist im Vergleich zu anderen Metallveredelungstechniken ein relativ umweltfreundlicher Prozess. Es erzeugt nur minimalen gefährlichen Abfall und die eloxierte Schicht ist ungiftig und recycelbar, was es zu einer sicheren Option für Kochgeschirr und Lebensmittelverarbeitungsgeräte macht. Im Zuge der Umstellung der Industrie auf eine umweltfreundlichere Fertigung erfreut sich eloxiertes Aluminium aufgrund seiner Nachhaltigkeit immer größerer Beliebtheit, insbesondere in Sektoren wie dem Transportwesen, wo eine wachsende Nachfrage nach leichten, energieeffizienten Materialien besteht.
Überlegungen bei der Auswahl von eloxiertem Aluminium
Eloxieren ist ein relativ unkomplizierter Prozess und hat sich in vielen Branchen der Teilefertigung zu einer beliebten Wahl entwickelt. Um jedoch die besten Ergebnisse zu erzielen, sollten bei der Konstruktion von Teilen für die Eloxierung mehrere Faktoren berücksichtigt werden. Hier finden Sie einige wichtige Tipps und Überlegungen.
1. Betrachten Sie die Legierung
Verschiedene Aluminiumlegierungen reagieren unterschiedlich auf den Eloxalprozess. Beispielsweise weisen Legierungen mit einem Kupfergehalt von 2 % oder mehr, wie die der 2000er-Serie und einiger 7000er-Serien, im Allgemeinen eine geringere Verschleißfestigkeit auf, wenn sie unter MIL Spec Type III-Beschichtungen getestet werden. Dies bedeutet, dass eine Hartbeschichtung vom Typ III auf diesen Legierungen möglicherweise nicht so verschleißfest ist wie auf 6061-Aluminium. Wenn Sie Bedenken hinsichtlich der von Ihnen verwendeten Legierung haben, wenden Sie sich am besten an Ihren Lieferanten.
2. Sorge um Toleranzen und Maßänderungen
Alle Arten des Eloxierens führen zu einigen Dimensionsänderungen, insbesondere Prozesse vom Typ II und Typ III. Denken Sie daran, die Anodisierungsdicke zu kompensieren, wenn Sie die Teileabmessungen festlegen und Merkmalstoleranzen festlegen. Dies ist besonders wichtig für zusammenpassende Teile oder Gewindeabschnitte, bei denen selbst kleine Änderungen die Leistung erheblich beeinträchtigen können.
3. Vermeiden Sie scharfe Kanten
Scharfe Kanten können zu einer ungleichmäßigen Eloxierung führen, da sich der elektrische Strom in diesen Bereichen konzentriert, was zu dickeren Oxidschichten führt. Um eine gleichmäßigere Oxidschicht zu erzielen und sowohl die Haltbarkeit als auch das Erscheinungsbild zu verbessern, wird empfohlen, Kanten während der Entwurfsphase abzurunden oder abzuschrägen.
4. Kombinierte Beschichtungen
In der Praxis kann das Eloxieren mit anderen Beschichtungstechnologien kombiniert werden, um die Leistung der Teile weiter zu verbessern. Beispielsweise kann das Auftragen einer Polymerbeschichtung (z. B. Epoxidharz oder Polyurethan) auf die eloxierte Schicht die Verschleißfestigkeit, die chemische Beständigkeit und den UV-Schutz verbessern. Alternativ kann eine Galvanisierung (z. B. mit Nickel oder Chrom) nach dem Eloxieren die Oberflächenhärte erhöhen, die Verschleißfestigkeit erhöhen und für eine glänzende Oberfläche sorgen.
5. Berücksichtigen Sie Farbe und Ästhetik
Eloxiertes Aluminium bietet dank seiner porösen Oxidschicht, die Farbstoffe für eine Reihe von Oberflächen aufnimmt, eine große ästhetische Flexibilität. Bevor Sie das Teil färben, sollten Sie die folgenden Punkte berücksichtigen:
Färbemethoden:
Wie bereits erwähnt, kann eloxiertes Aluminium mit verschiedenen Methoden gefärbt werden, jede mit einzigartigen Anwendungen und Vorteilen. Die Wahl der Methode sollte von Ihren spezifischen Bedürfnissen abhängen:
Dip Coloring: Diese Methode ist unkompliziert und ermöglicht lebendige Farben, wodurch sie sich für dekorative Anwendungen eignet, bei denen Farbvielfalt im Vordergrund steht. Allerdings sind die bei dieser Methode verwendeten Farbstoffe weniger licht- und hitzebeständig, was dazu führen kann, dass sie mit der Zeit ausbleichen.
Elektrolytische Färbung: Erzeugt äußerst haltbare, UV-beständige Farben, die häufig in Architektur- und Außenanwendungen verwendet werden. Typische Farben sind Gold, Bronze und Schwarz.
Integrierte Färbung: Bildet Farben, die in die Oxidschicht integriert sind, was zu einer hohen Verschleiß- und Korrosionsbeständigkeit führt. Es wird häufig in Automobil- und Luft- und Raumfahrtanwendungen eingesetzt, wo hohe Festigkeit und Haltbarkeit erforderlich sind.
Interferenzfärbung: Erzeugt einzigartige, lichtbeständige Perlmutt- oder Metalltöne, die häufig in hochwertigen Dekorationsprodukten wie Architekturelementen und Elektronikgehäusen zu finden sind.
Farbkonsistenz:
Die endgültige Farbe kann durch mehrere Faktoren beeinflusst werden, darunter Legierungszusammensetzung, Oberflächenbeschaffenheit und Oxiddicke. Daher kann es eine Herausforderung sein, die Farbkonsistenz beim Eloxieren aufrechtzuerhalten. Auch unter kontrollierten Bedingungen kann es innerhalb derselben Charge oder zwischen verschiedenen Chargen zu Abweichungen kommen. Um diese Schwankungen zu reduzieren, kann es hilfreich sein, vor der vollständigen Produktion einen kleinen Testlauf durchzuführen oder mit mehreren Anbietern zusammenzuarbeiten.
Reaktionsfähigkeit der Farbstoffe:
Verschiedene Aluminiumlegierungen reagieren unterschiedlich auf Farbstoffe. Beispielsweise können bestimmte Legierungen aufgrund ihrer Zusammensetzung ungleichmäßige oder matte Farben erzeugen. Legierungen mit hohem Silizium- oder Kupfergehalt können nach dem Eloxieren einen Grauton aufweisen, der sich auf die endgültige Färbung auswirken kann. Wenn die Farbe im Vordergrund steht, ist es wichtig, eine Legierung zu wählen, die gut auf das Färben reagiert, um das gewünschte Finish zu erzielen.
Abschluss
Das Eloxieren von Aluminium hat sich in vielen Branchen bereits als wichtiger Prozess etabliert und verbessert sowohl die Leistung als auch das Erscheinungsbild alltäglicher Produkte. Mit fortschreitender Technologie wird das Eloxieren in der nachhaltigen Fertigung, im innovativen Materialdesign und in aufstrebenden Bereichen wie Nanotechnologie und Biomedizin eine noch wichtigere Rolle spielen.
Bei Chiggo sind wir auf die Bereitstellung hochwertiger Eloxierungsdienstleistungen für Aluminium spezialisiert, die auf Ihre spezifischen Anforderungen zugeschnitten sind und Ihnen helfen, in einem wettbewerbsintensiven Markt die Nase vorn zu haben. Laden Sie Ihre Datei hoch und los geht's!