Von alltäglichen Haushaltsgegenständen bis hin zu leistungsstarken industriellen Komponenten trägt die Kunststoffherstellung stark dazu bei, die Welt um uns herum zu formen. Die verschiedenen Formen und Funktionen dieser Komponenten werden unter Verwendung einer Reihe von Herstellungsprozesse , einschließlich Injektionsleisten, Plastikfehlern, 3D-Printing und mehr. Was unterscheidet diese Methoden in der plastischen Teilproduktion, und welche - oder Kombination - ist für Ihr Projekt am besten geeignet? Budget, Teildesign, Kunststoffmaterial und Produktionsvolumen sind nur einige der Faktoren, die bei der Auswahl einer Plastikherstellungsmethode spielen. In diesem Artikel werden 11 häufige Methoden zur Herstellung von Kunststoffen eingeführt, in denen er erklärt, wie sie funktionieren, ihre Vorteile, Einschränkungen und typischen Anwendungen.
Injektionsformung
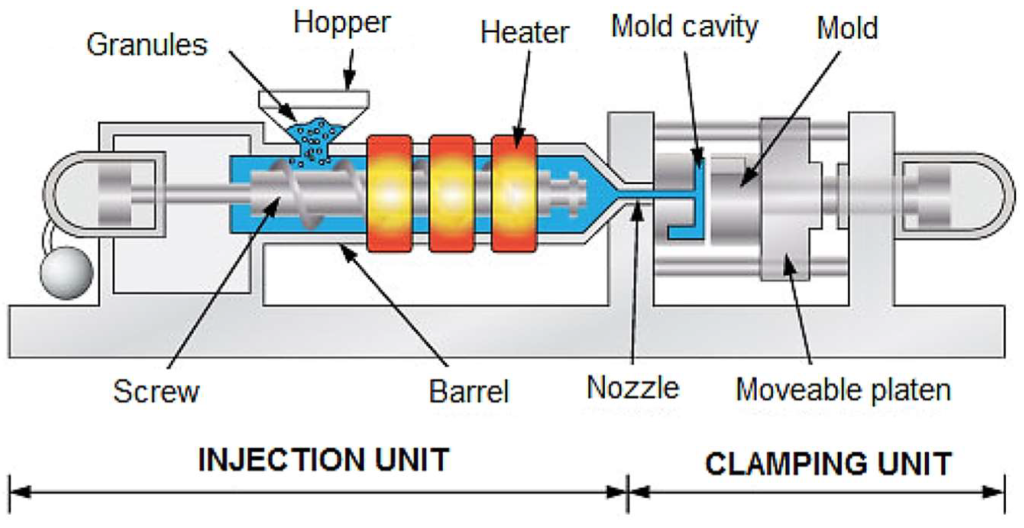
Injection -Formteile sind eine der häufigsten Kunststoffverarbeitungsmethoden. Es erhoben plastische Pellets (hauptsächlich thermoplastische Polymere und einige thermosetische Materialien) und injizieren dann das geschmolzene Material unter Verwendung eines Hochdrucks-Hubkörpers in einen Schimmelpilzhohlraum. Moderne Formen enthalten häufig integrierte Kühlkanäle, die den Kühlprozess beschleunigen und sicherstellen, dass der Kunststoff gleichmäßig verfestigt und die komplizierten Details der Innenflächen der Form genau erfasst. Nachdem der Kunststoff abgekühlt und verfestigt wurde, öffnet sich die Form und der feste Teil wird ausgeworfen.
Die Formen für die Injektionsformung bestehen normalerweise aus gehärtetem Stahl, der hohen Drücken und Temperaturen sowie wiederholten Gebrauch in der Massenproduktion standhält. Weichere Aluminiumformen sind eine kostengünstigere Alternative, tragen jedoch schneller. Daher werden sie in der Regel für moderatere Produktionsläufe verwendet.
Injection -Formteile können hochkomplexe Teile erzeugen, aber bestimmte Geometrien - wie tiefe Löcher, komplexe Merkmale oder interne Strukturen - werden das Schimmeldesign und die Produktionskosten erhöhen. Nach dem DFM -Richtlinien (Design for Manufacturing) können die Werkzeugkosten überschaubar sein. Das Erstellen neuer Formen für das Injektionsformpunkt kann Monate dauern, bis die Kosten Hunderttausende oder mehr betreiben können. Sobald die Formen verwendet werden, sind die Zykluszeiten für die Injektionsformung sehr kurz, was die Herstellung großer Mengen hochwertiger Teile in kurzer Zeit ermöglicht, wobei die Einheitenkosten erheblich niedriger sind als andere Herstellungsprozesse.
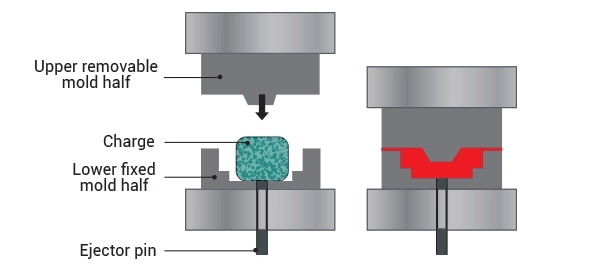
Beim Kompressionsformen wird der Rohstoff, typischerweise ein thermosettierendes Polymer oder ein Elastomer wie Silikonkautschuk, vorgeheizt und in eine offene Schimmelpilzhöhle gelegt. Eine hydraulische Presse schließt dann die Form und trägt Wärme und Druck aus, um das Material so zu erzwingen, um sich der Hohlheit anzupassen und in seine endgültige Form zu heilen.
Im Vergleich zu Injektionsformungen weist das Kompressionsformen eine einfachere Schimmelpilzstruktur und niedrigere Herstellungskosten auf, was sie für niedrige bis mittlere Produktionsläufe und große Teile geeignet ist. Im Gegensatz zu Injektionsformen sind keine Tore, Läufer oder Überlaufstrukturen erforderlich, wodurch die Materialnutzung maximiert und Abfall minimiert wird. Thermosettierende Kunststoffe und bestimmte Verbundwerkstoffe unterliegen einer irreversiblen Aushärtungsreaktion, was ihnen eine höhere Wärmebeständigkeit und die strukturelle Festigkeit verleiht.
Das Kompressionsformen hat jedoch einen längeren Produktionszyklus als ein Injektionsform, da der Härtungsvorgang mehr Zeit in Anspruch nimmt. Darüber hinaus kann die Aufrechterhaltung der Konsistenz im Endprodukt und das Verwalten von Blinken (überschüssiges Material, das aus der Form entkommen) aufrechterhalten werden, und bei der Vorbereitung des anfänglichen Schimmelpilzdesigns muss viel darauf geachtet werden.
Typische Anwendungen:
Kautschukkomponenten (Dichtungen, O-Ringe und Tastaturen).
Kfz -Teile (Kapuzen, Kotflügel, Scoops, Spoiler und Bremsbeläge).
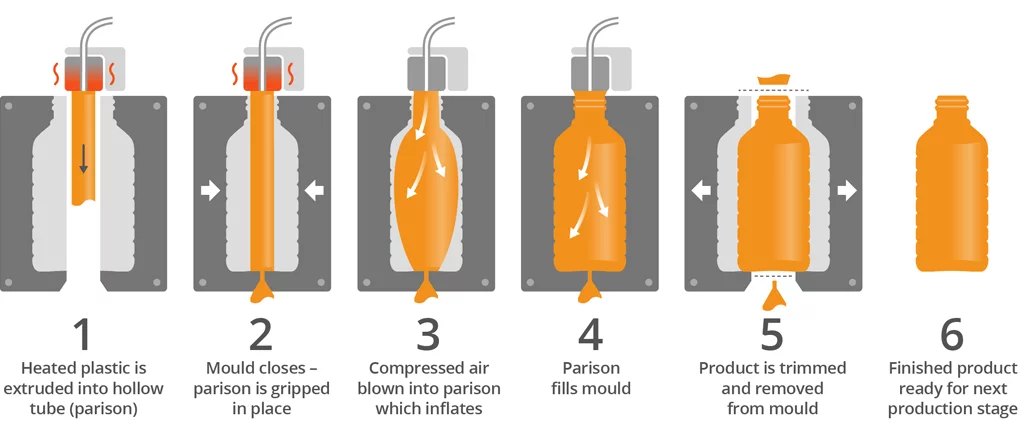
Diese Methode wird verwendet, um hohle und dünnwandige Kunststoffteile zu erzeugen, indem Luft geblasen wird, um ein weicheres Plastikrohr, das als Parison (eine kontinuierliche, schlankartige Struktur) oder Preform bezeichnet wird, aufzublasen. Wenn die Druckluft in die Pariser eindringt, zwingt sie das geschmolzene thermoplastische Rohr, sich auszudehnen und die Form der Innenseite der Form anzunehmen. Nach dem Abkühlen wird der gebildete Kunststoff ausgeworfen.
Wie mit Injektionsformungen kann das Blasformen vollständig automatisiert werden, was zu hohen Produktionsraten und niedrigen Kosteneinheiten führt. Das Blasformung funktioniert jedoch bei weitaus niedrigeren Drücken als mit Injektionsform, wodurch die Werkzeugkosten gesenkt werden. Es gibt drei primäre Arten von Blasformungen:
Extrusionsblasform (EBM) is the most common method. In this process, a molten plastic tube (parison) is continuously extruded, clamped into a mold, and then inflated with compressed air. EBM supports large, complex hollow parts like fuel tanks and industrial containers and works with various thermoplastics. However, inconsistencies in wall thickness may occur. Flashing often forms at the mold joints, requiring post-trimming to remove excess material, which leads to higher material waste.
Injektionsblasformung (IBM) follows a two-step process, where a preform is first injection molded, then reheated and inflated in a blow mold. It offers high precision, uniform wall thickness, and a smooth finish, which is perfect for producing small, detailed parts.IBM produces less waste than EBM but is less efficient for large containers.
Injektionsstretchblasform (ISBM) adds a stretching step before blowing, aligning polymer chains to enhance strength, clarity, and barrier properties. This method is ideal for thin-walled, impact-resistant containers, though commonly applied to materials like PET and PP and requires more processing steps than other blow molding techniques.
Medizinische und industrielle Behälter (sterile Verpackung, chemische Lagerung, Schüttgut -Flüssigkeitsbehälter).
Rotationsformung
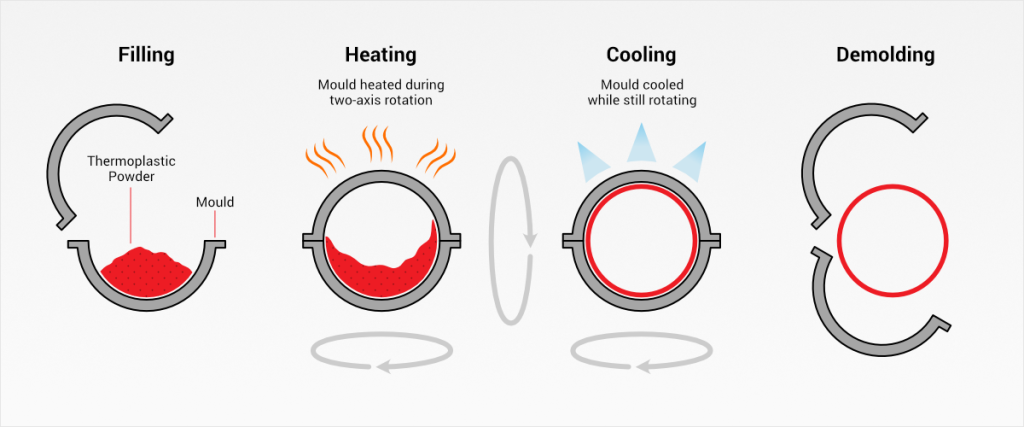
Drehleisten oder Rotomoldaten sind ein weiteres Verfahren zur Herstellung von hohlen Kunststoffteilen, unterscheidet sich jedoch sehr vom Blasformen. Beim Rotationsformen wird das Kunststoffpulver oder das flüssige Harz in eine hohle Form gelegt, die dann erhitzt und entlang von zwei (oder mehr) Achsen gedreht wird. Diese langsame, kontinuierliche Drehung stellt sicher, dass der geschmolzene Kunststoff den gesamten Innenraum der Form gleichmäßig überdeckt und der Form der Hohlraum entspricht. Schließlich wird die Form langsam abgekühlt und der Teil entenkt, was zu einer hohlen Komponente mit gleichmäßiger Wandstärke führt.
Drehleistung erfordert eine günstigere Werkzeuge als andere Formtechniken, da es eher auf der Zentrifugalkraft als auf hohem Druck zur Gestaltung des Kunststoffs basiert. Formen können aus Aluminium oder Epoxid hergestellt, gegossen oder aus Aluminium oder Epoxid gebildet werden, wodurch sie kostengünstig und schneller zu produzieren sind, insbesondere für große, hochkarätige Teile. Darüber hinaus unterstützt das Rotomolding die Integration vorbereiteter Komponenten wie Metalleinsätze, interne Rohre und Verstärkungsstrukturen direkt in die Form.
Dieser Prozess ist eine ausgezeichnete Wahl für die kurzfristige Produktion oder eine Alternative zum Blasenformpunkt für Anwendungen mit niedrigerem Volumen. Es hat jedoch einige Konstruktionsbeschränkungen. Fertige Teile haben in der Regel lockerere Toleranzen, und die langen Heizungs- und Kühlzyklen machen den Prozess langsam und arbeitsintensiv, wodurch der Effizienz für die Herstellung von Hochvolumen verringert wird.
Hochleistungsbehälter (Industriebehälter, große Plastikbehälter).
Vakuumguss
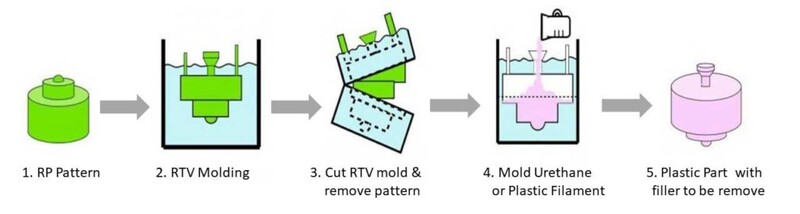
Das Vakuumguss, auch Urethanguss genannt, ist eine weiche Werkzeugtechnik, die Silikonformen zum Gießen von Polyurethanplastik und Elastomeren verwendet. Es wird häufig für hochwertige schnelle Prototypen oder Produktionsläufe in kleinen Maßnahmen verwendet, da es schneller und günstiger sein kann als Methoden wie Injektionsformung.
Der Prozess beginnt mit der Erstellung eines hochprezierenden Mastermodells unter Verwendung von Techniken wie CNC-Bearbeitung oder 3D-Print. Dieses Modell wird dann in eine Gussbox gelegt und vollständig mit flüssigem Silikon eingekapselt. Die gesamte Baugruppe wird in einen vorgeheizten Ofen überführt und bei 40 ° geheilt, typischerweise 8–16 Stunden. Nach der Heilung wird die gehärtete Silikonform geöffnet und vom Mastermodell getrennt, wodurch die negative Höhle für das nachfolgende Vakuumguss enthält.
Als nächstes wird die Silikonform in eine Vakuumkammer gelegt, und flüssiges Harz - oft gemischt mit Pigmenten oder metallischen Pulvern für ästhetische oder funktionelle Eigenschaften - wird in die Form gegossen. Das Vakuum entfernt Luftblasen und sorgt für ein fehlerfreies, detailliertes Finish. Das Harz wird dann in einem Ofen bei hohen Temperaturen geheilt, wonach die Silikonform geöffnet wird, um den verfestigten Teil zu entfernen.
Im Vergleich zu metallischen Formen, die teuer und zeitaufwändig zu produzieren sind, sind Silikonformen schneller und wirtschaftlicher. Silikonformen haben jedoch eine begrenzte Lebensdauer, die normalerweise 20 bis 30 Abgüsse ermöglicht, was den Prozess für die Massenproduktion ungeeignet macht. Außerdem sind Silikonformen auf Thermoset-Polyurethan und ähnliche Formulierungen beschränkt, da sie hohen Temperaturen oder schweren Lastanwendungen nicht widerstehen können. Darüber hinaus beruht die Qualität des letzten Teils stark von der Präzision und dem Finish des Mastermodells.
Typische Anwendungen:
Prototyping (funktionelle Prototypen zur Entwurfsvalidierung und -prüfung).
Produktion mit niedriger Volumen (kleine Teilestapel für Nischenmärkte oder Vorproduktionsläufe).
Ästhetische und funktionelle Teile (Unterhaltungselektronik, benutzerdefinierte Gehäuse und Hüllen und medizinische Geräte).
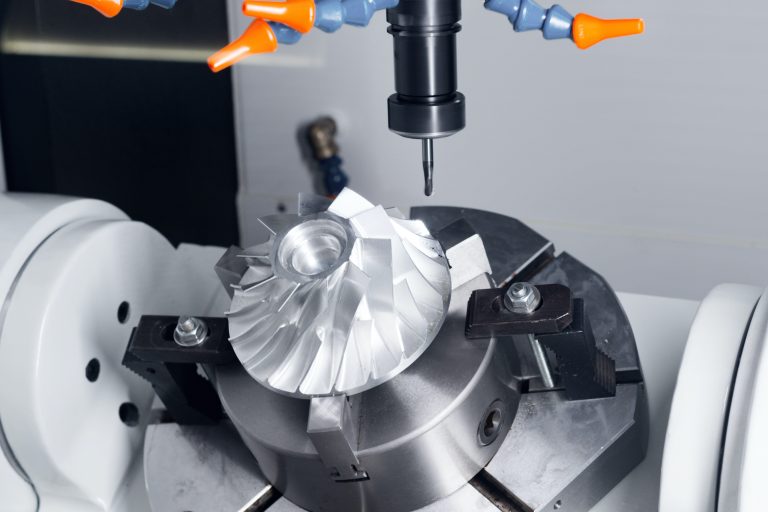
Plastik -CNC -Bearbeitung
Die Kunststoff-CNC (Computer Numerical Control) ist ein subtraktiver Herstellungsprozess, bei dem computergesteuerte Werkzeuge verwendet werden, um feste Kunststoffblöcke genau zu schneiden, zu mühlen, zu drehen oder zu bohren, in die gewünschten Formen. Es unterstützt eine breite Palette von Kunststoffen wie ABS, Nylon, PE und PP und kann komplexe Geometrien wie tiefe Löcher und Unterschnitte produzieren. Im Gegensatz zu Formmethoden ist die CNC-Bearbeitung besser für dickwandige Teile geeignet und kann enge Toleranzen (± 0,005 Zoll) und glatte Oberflächenoberflächen ohne Formen erfolgen.
Die CNC-Bearbeitung wird für die Produktion, Prototypen und benutzerdefinierte Teile mit niedrigem bis mittlerem Volumen bevorzugt und bietet Flexibilität und Präzision. Es erzeugt jedoch mehr materielle Abfälle als das Formteil. Die Kosten pro Teil steigen mit der Komplexität, da Merkmale wie Unterschnitte, Multi-Face-Geometrien und interne Kanäle zusätzliche Überlegungen zur Bearbeitungszeit und den Zugriff auf Tool-Zugriff erfordern. Bestimmte Geometrien, wie z. B. gekrümmte interne Kanäle, sind schwierig oder unmöglich, mit herkömmlichen subtraktiven Methoden zu produzieren.
Typische Anwendungen:
Leichte Luft- und Raumfahrtkomponenten (Klammern und Gehäuse).
Kfz -Teile (benutzerdefinierte Ausstattung, Sensorhalterungen und Innenteile).
Medizinprodukte (chirurgische Werkzeuge, Gehäuse und diagnostische Geräte).
Industrieteile (Zahnräder, Dichtungen und benutzerdefinierte Maschinenkomponenten).
3D -Druck
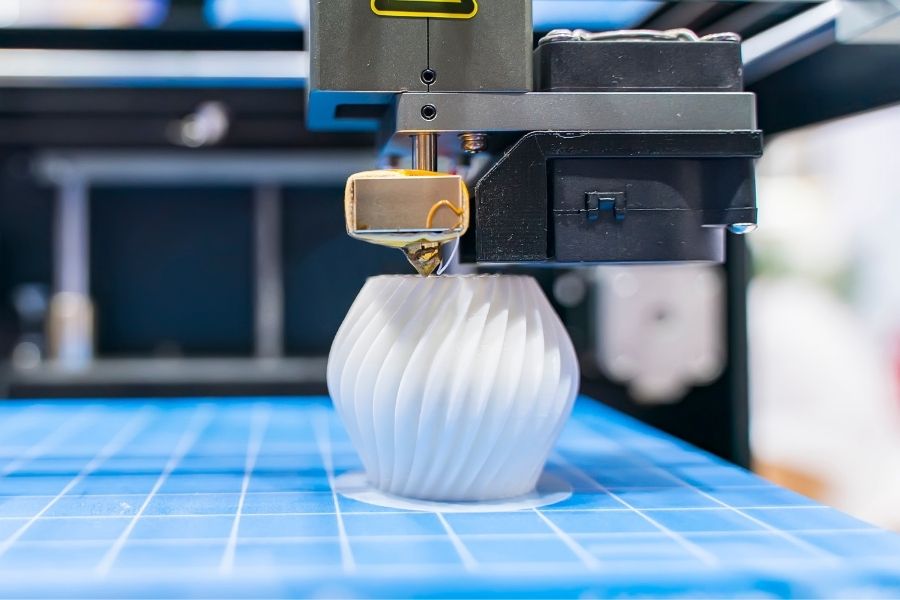
3D -Druck oder additive Fertigung baut aus digitalen Modellen Schicht aus Kunststoffteilen für Schicht. Im Gegensatz zur subtraktiven Herstellung, die Material zur Form eines Objekts entfernt, fügt 3D -Druck bei Bedarf genau Material hinzu. Da 3D-Drucker für neue Konstruktionen keine Werkzeuge und minimale Einrichtungszeit benötigen, sind die Produktionskosten für einzelne oder kleine benutzerdefinierte Teile im Vergleich zu herkömmlichen Herstellungsmethoden wie Injektionsform oder CNC-Bearbeitung relativ niedrig.
Der 3D-Druck ist jedoch in der Produktionsgeschwindigkeit im Allgemeinen langsamer und erfordert häufig mehr manuelle Eingriffe in Betrieb und Nachbearbeitung als die Herstellung von Massenproduktion. Darüber hinaus können die endgültigen Teile in Abhängigkeit von der verwendeten 3D -Drucktechnologie eine geringere mechanische Stärke aufweisen. Überprüfen Sie die drei Haupttypen des 3D -Drucks:
Ablagerungsmodellierung (FDM):The most common and affordable 3D printing method. It uses a heated nozzle to extrude thermoplastic filament along predefined paths to deposit material layer by layer. Once a layer cools, the next layer is added on top, gradually forming the final object. This process is widely accessible but prone to visible layer lines and weaker interlayer adhesion, which can affect surface quality and part strength. It struggles with overhangs and intricate details, often requiring support structures to prevent sagging and post-processing to achieve a polished finish.
Stereolithographie (SLA):Uses a UV laser to cure liquid photopolymer resin into successive layers, producing parts with ultra-smooth surfaces and fine details. SLA provides greater accuracy and stronger material properties than FDM, especially in engineering plastics. However, it is more expensive due to specialized resins and equipment, and SLA parts can be brittle, often requiring post-curing for full strength.
Selektives Lasersintern (SLS): Uses a high-powered laser to fuse powdered plastic (such as nylon or TPU) into solid layers, creating a durable and highly functional part. The process does not require support structures, as the surrounding unsintered powder acts as a natural support, which enables interlocking, overhanging and other complex designs that are difficult to produce with other methods. SLS parts offer good mechanical strength but tend to have a slightly grainy surface texture.
Typische Anwendungen:
Produkttests und -entwicklung (Rapid Prototyping und Konzeptmodelle).
Niedrigvolumige, komplexförmige Kunststoffteile (Luft- und Raumfahrt, Automobil- und Unterhaltungselektronik, bei denen Anpassungen und leichte Strukturen erforderlich sind).
Benutzerdefinierte medizinische Implantate und Prothetik (Zahnaligner, orthopädische Implantate und Prothesen).
Plastikextrusion
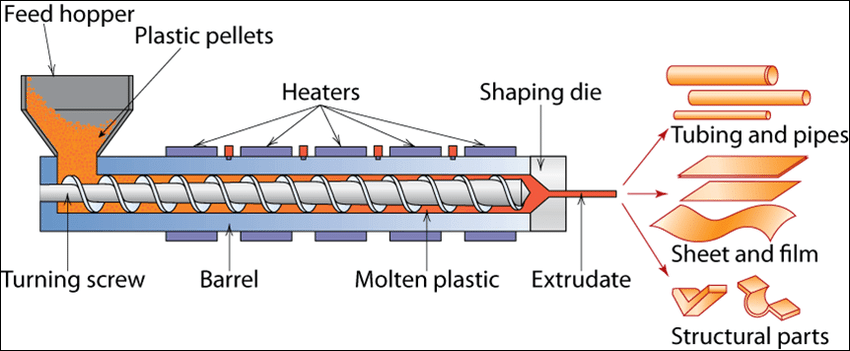
Die Kunststoff -Extrusion ist ein kontinuierlicher Prozess, bei dem thermoplastische Pellets in ein erhitztes Fass gefüttert, geschmolzen und durch eine rotierende Schraube homogenisiert werden. Der geschmolzene Kunststoff wird dann durch einen Würfel gezwungen, um ein kontinuierliches Profil mit einer bestimmten Querschnittsform zu erzeugen. Nach dem Verlassen des Würfels wird das extrudierte Material abkühlt - entweder über Luft oder Wasser - und schneidet auf die gewünschte Länge. Varianten des Prozesses, wie die Extrusion und Extrusion der Schläuche, erweitern seine Vielseitigkeit.
Diese Methode ist effizient, um einheitliche Querschnittskunststoffprodukte in großen Mengen herzustellen. Diese Produkte sind in Eigenschaften, Abmessungen, Toleranzen und Oberflächen in hohem Maße konsistent. Es kann jedoch keine komplexen dreidimensionalen Geometrien erzeugen.
Typische Anwendungen:
Rohre und Profile (Kunststoffrohre, Fensterrahmen und Geländer).
Blätter und Filme (Verpackungsfilme, Plastikblätter und landwirtschaftliche Wraps).
Elektrische Kabelisolierung (Schutzbeschichtungen für Kabel und Kabel in elektrischen Systemen).
Andere Produkte (Bodenbeläge, Industrieblätter und Schuhsohlen).
Plastikpulstusion
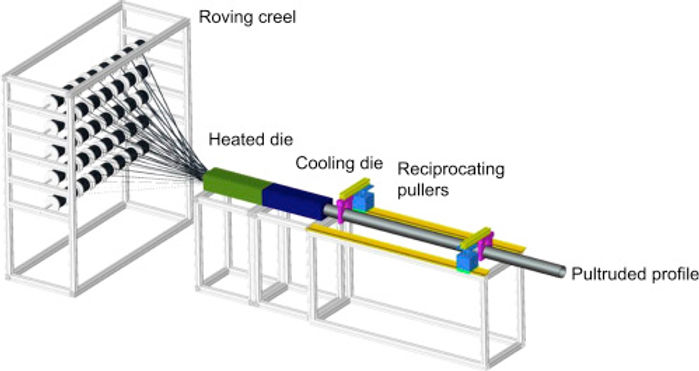
Kunststoffpulstusion ist eine Variante der Kunststoffextrusion, bei der das Material eher durch eine Würfel gezogen wird als gedrückt. Während des Prozesses werden die Fasern - wie Glas, Kohlenstoff oder Aramide - durch einen Tank aus Kunststoffharz gezogen, um eine vollständige Imprägnierung zu gewährleisten. Die mit Harz beschichteten Fasern werden dann durch einen erhitzten Würfel gezogen, wobei die Heilung sie in ein starres, hochfestes Profil verwandelt, das anschließend auf die gewünschte Länge geschnitten wird.
Diese Methode wird hauptsächlich zur Herstellung von Faserverstärkten-Kunststoff-Verbundprofilen mit einem konstanten Querschnitt verwendet. Diese Teile haben eine hervorragende Korrosionsbeständigkeit, Wetterfähigkeit und mechanische Festigkeit.
Typische Anwendungen:
Infrastruktur und Industriestrukturen (Strahlen und Stäbe für Brücken, Plattformen und Rahmenbedingungen).
Sicherheits- und Zugangsausrüstung (faserverstärkte Leitern und Gitter).
Konstruktions- und Architekturkomponenten (Unterstützungsprofile und Schutzgehäuse).
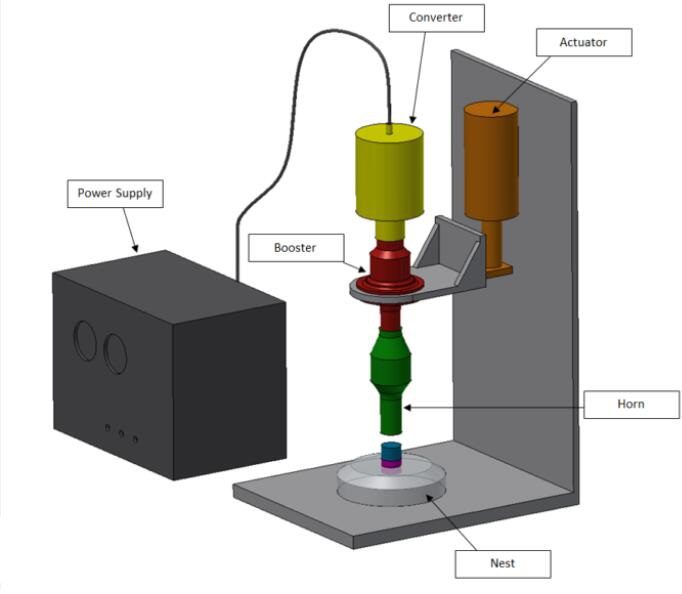
Plastikschweißung
Plastikschweiß ist eine Herstellungstechnik, mit der Plastikteile durch Auftragen von Wärme und Druck verbunden sind. Es gibt unterschiedliche Methoden zum Plastikschweißen, einschließlich Ultraschall, Induktion, heiße Platten und Vibrationsschweißen. Jedes Verfahren verwendet eine andere Energiequelle-z. B. hochfrequente Schwingungen, elektromagnetische Induktion oder direkte Leitung von einer erhitzten Oberfläche-, um den Kunststoff an der Verbindung zu schmelzen. Wenn sich die geschmolzenen Oberflächen abkühlen, verschmelzen sie zusammen und bilden starke, nahtlose Bindungen, ohne dass Klebstoffe erforderlich sind. Das Plastikschweiß ist jedoch nur für kompatible Kunststoffe anwendbar und erfordert häufig spezielle Geräte.
Typische Anwendungen:
Automobile (Stoßfängerbaugruppen, Kraftstofftanks und Luftkanäle).
Medizinische (medizinische Geräte und Verpackungen).
Industrielle (plastische Tanks und Behälter).
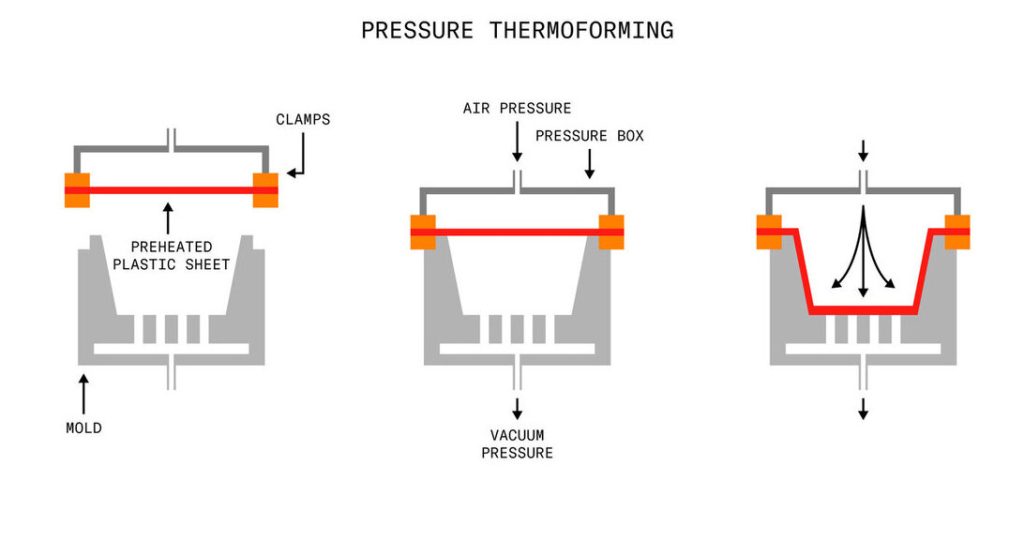
Thermoformierung
Die Thermoformierung wird im Allgemeinen als Vakuumforschung und Druckbildung eingestuft. Es verwendet eine Maschine, um eine Plastikfolie zu erwärmen, bis sie biegsam wird. Die Plastikfolie wird dann unter Verwendung von Vakuum, Druck oder beides über eine Form gestreckt. Sobald der Kunststoff geformt ist, wird der Kunststoff abgekühlt und geschnitten, um das Endprodukt zu erstellen.
Die Thermoformierung wird hauptsächlich mit thermoplastischen Materialien wie ABS, Hüften, PVC und PETG verwendet. Die bei der Thermoformierung verwendeten Formen bestehen typischerweise aus Aluminium- oder Verbundwerkstoffen, die deutlich günstiger und schneller hergestellt sind als in Einspritzformen. Mit kürzeren Zykluszeiten und hoher Produktionseffizienz eignet sich die Thermoformierung für die Herstellung einer bestimmten Produktmenge in kurzer Zeit und ist auch für die Produktion mit mittlerer bis hoher Volumen gut geeignet.
Dieser Prozess ist besonders für große, dünnwandige Kunststoffprodukte wie Verpackungsbehälter, Lebensmittelschalen und Gerätegehäuse geeignet. Die Präzision von thermoformierten Produkten ist jedoch im Allgemeinen niedriger als die von Injektionsleisten oder Blasenformeln mit größeren Wandstärken. Es funktioniert auch nicht so gut wie Vakuumguss für komplexe oder feine Designdetails.
Typische Anwendungen:
Verpackung (Blasenpackungen, Muscheln und Lebensmittelschalen).
Automobile (Innenpaneele, Dashboards und Türauskleidungen).
Unterhaltungselektronik und Haushaltsgeräte (elektronische Gehäuse, Display -Panels und Gerätehülsen).
Medizinische (sterile Verpackung und Geräteabdeckungen).
Abschluss
Nachdem wir diesen Beitrag gelesen haben, hoffen wir, dass Sie jetzt ein besseres Verständnis für verschiedene Kunststoffherstellungsmethoden und ihre Eigenschaften haben. Eine gut informierte Auswahl der Herstellungstechnik gewährleistet Effizienz, Qualität und Kosteneffizienz. Darüber hinaus ist es wichtig, einen zuverlässigen Kunststoffhersteller auszuwählen. Chiggo ist ein Experte für Kunststoffherstellung, das Prototyping und eine niedrige bis hochvolumige Produktion bietet. Partner mit uns Um sicherzustellen, dass Ihre Design-, Material- und Produktionsziele perfekt ausgerichtet sind.