Durch den Herstellungsprozess der maschinellen Bearbeitung können Materialien in die gewünschten Produkte geformt werden. Allerdings ist die Bearbeitung von Materialien nicht immer eine leichte Aufgabe, da die Eigenschaften der Materialien und die spezifischen Bearbeitungsbedingungen eine entscheidende Rolle dabei spielen, wie reibungslos und effizient der gesamte Prozess abläuft. Alle diese Überlegungen hängen mit dem Schlüsselwort „Bearbeitbarkeit“ zusammen.
Bearbeitbarkeit ist eine wesentliche Eigenschaft, die die Leichtigkeit des Materialabtrags von einem Werkstück während eines Bearbeitungsprozesses charakterisiert. Materialien mit guter Bearbeitbarkeit sind in der Fertigung sehr gefragt, da sie eine schnellere und effizientere Bearbeitung ermöglichen, was letztendlich zu Kostensenkungen und einer verbesserten Produktqualität führt.
In diesem Artikel veranschaulichen wir das Konzept der Bearbeitbarkeit und untersuchen die Faktoren, die es beeinflussen. Darüber hinaus werden wir verschiedene Methoden diskutieren, die zur Verbesserung der Bearbeitbarkeit eingesetzt werden können, und wie diese gemessen werden kann.
Was ist Bearbeitbarkeit?
Bearbeitbarkeit bezieht sich auf die Leichtigkeit der Bearbeitung eines Materials, insbesondere auf seine Fähigkeit, durch verschiedene Bearbeitungsprozesse geschnitten, geformt oder modifiziert zu werden. Mit anderen Worten: Es misst, wie leicht ein Material in die gewünschte Form gebracht werden kann.
Die Bearbeitbarkeit eines Materials ist ein wichtiger Indikator für die Bewertung von Zeit und Kosten für die Herstellung eines Produkts daraus. Um die Produktionseffizienz, die Werkzeuglebensdauer und die Qualität des Endprodukts sicherzustellen, ist es unbedingt erforderlich zu verstehen, was die Bearbeitbarkeit bestimmt und welche Maßnahmen zu ihrer Verbesserung ergriffen werden können.
Welche Faktoren beeinflussen die Bearbeitbarkeit?
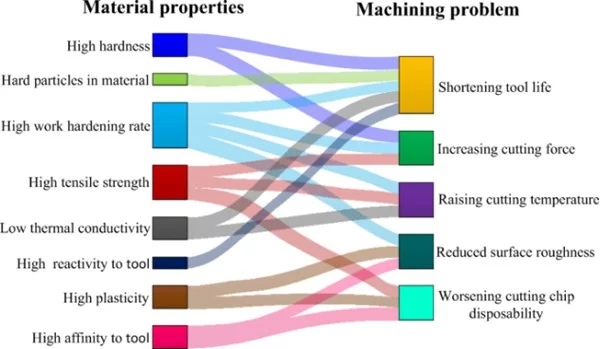
Die Bearbeitbarkeit eines Materials hängt sowohl von seinen physikalischen Eigenschaften (woraus es besteht) als auch von seinem Zustand (wie es bearbeitet wurde) ab. Die physikalischen Eigenschaften sind festgelegt, der Zustand kann jedoch stark variieren.
Physikalische Eigenschaften
Kaltverfestigung: Dabei handelt es sich um das Phänomen, dass ein Metall bei plastischer Verformung härter und fester wird. Durch diese Härtung kann das Werkstück schwieriger zu schneiden sein, was zu erhöhtem Werkzeugverschleiß und Schwierigkeiten bei der Aufrechterhaltung der Präzision führt.
Wärmeausdehnung:Der Wärmeausdehnungskoeffizient misst den Grad der Wärmeausdehnung fester Materialien. Je höher der Koeffizient ist, desto stärker dehnt sich das Material bei Erwärmung aus, was die Präzision der Bearbeitung beeinträchtigen kann.
Wärmeleitfähigkeit: Es ist die Fähigkeit eines Materials, Wärme direkt zu leiten. Materialien mit hoher Wärmeleitfähigkeit leiten die Wärme schneller ab, wodurch die thermische Belastung des Schneidwerkzeugs verringert und die Standzeit des Werkzeugs verbessert wird.
Elastizitätsmodul: Es misst den Widerstand von Materialien gegenüber elastischer Verformung. Materialien mit einem höheren Elastizitätsmodul sind steifer und neigen weniger dazu, sich unter Schnittkräften zu verbiegen, was die Maßgenauigkeit bei der Bearbeitung verbessern kann. Zu steife Materialien können jedoch auch spröder und anfälliger für Risse sein.
Bedingungsfaktoren
Mikrostruktur: Bezieht sich auf die Verteilung und Anordnung von Körnern und Phasen innerhalb eines Materials. Gleichmäßige, feinkörnige Strukturen verbessern im Allgemeinen die Bearbeitbarkeit des Materials, während grobe oder ungleichmäßige Kornstrukturen zu einer instabilen Bearbeitung und einem erhöhten Werkzeugverschleiß führen können.
Korngröße: Kleinere Korngrößen führen häufig zu einer besseren Bearbeitbarkeit, da sie die Wahrscheinlichkeit von Rissbildung und Absplitterungen verringern.
Wärmebehandlung: Sie kann die Bearbeitbarkeit von Materialien erheblich beeinträchtigen, indem sie deren mechanische Eigenschaften verändert. Wir werden später im Text näher darauf eingehen.
Härte: Härtere Materialien sind im Allgemeinen schwieriger zu bearbeiten, da sie sich dem Schneiden widersetzen, was zu einem höheren Werkzeugverschleiß führt.
Zugfestigkeit: Sie misst die maximale Spannung eines Materials kann der Spannung standhalten, bevor es bricht. Materialien mit hoher Zugfestigkeit sind aufgrund ihrer Schnittfestigkeit schwieriger zu bearbeiten, was zu einem höheren Werkzeugverschleiß und höheren Bearbeitungskräften führen kann.
Neben den fünf oben genannten Faktoren wird die Bearbeitbarkeit von Materialien auch von verschiedenen anderen Aspekten beeinflusst, wie z. B. Bearbeitungsmethoden, Material und Geometrie des Schneidwerkzeugs, Schneidparameter, Schmierung und Kühlung, Gerätestatus usw.
Wie kann die Bearbeitbarkeit verbessert werden?
Wie oben ermöglicht uns die Einführung dieser Faktoren ein klares Verständnis dafür, wie sie die Bearbeitbarkeit beeinflussen. Die inhärenten Eigenschaften von Metallen wie Elastizitätsmodul, Wärmeausdehnung und Wärmeleitfähigkeit sind ihre unveränderlichen physikalischen Eigenschaften. Dennoch gibt es Ansätze, die Bedingungen und den Bearbeitungsprozess zu verändern, um das Werkstück leichter bearbeitbar zu machen. Insbesondere können wir die Bearbeitbarkeit in den folgenden zwei Hauptkategorien verbessern.
Kategorie eins: Ohne Veränderung der Materialeigenschaften
Dieser Ansatz konzentriert sich auf die Optimierung der Bedingungen während der Bearbeitungsprozesse. Nachfolgend finden Sie einige spezifische Methoden.
Materialauswahl
Wählen Sie Materialien mit von Natur aus besserer Bearbeitbarkeit. Einige Materialien sind aufgrund ihrer chemischen Zusammensetzung und Mikrostruktur gut zerspanbar. Priorisieren Sie Materialien mit mäßiger Härte, guter Wärmeleitfähigkeit und geringem Haftvermögen.
Schneidwerkzeuge auswählen und aktualisieren
Wählen Sie Werkzeuge aus geeigneten Materialien (z. B. Hartmetall, Schnellarbeitsstahl) basierend auf dem zu bearbeitenden Material aus. Verwenden Sie Werkzeuge mit optimalen Spanwinkeln, Freiwinkeln und Schneidkantendesigns, um die Schnittkräfte zu reduzieren und die Spanabfuhr zu verbessern.
Bearbeitungsparameter optimieren
Durch die Optimierung von Schnittparametern wie Schnittgeschwindigkeit, Vorschubgeschwindigkeit und Schnitttiefe können die Werkzeugstandzeit verlängert und die Oberflächengüte verbessert werden, was letztendlich die Bearbeitbarkeit verbessert. Beispielsweise kann eine Erhöhung der Schnittgeschwindigkeit und des Vorschubs innerhalb angemessener Grenzen die Materialabtragsraten steigern, übermäßige Erhöhungen sollten jedoch vermieden werden, um Überhitzung und Werkzeugverschleiß zu vermeiden. Darüber hinaus kann durch die entsprechende Anpassung der Schnitttiefe – je nach Aufgabe größere Tiefen für die Grobbearbeitung und kleinere Tiefen für die Endbearbeitung – sowohl die Oberflächenqualität als auch die Bearbeitungseffizienz sichergestellt werden.
Tragen Sie Schmiermittel und Kühlmittel auf
Einsatz geeigneter Schmier- und Kühlmittel, um Reibung, Wärmeentwicklung und Werkzeugverschleiß während der Bearbeitungsvorgänge zu minimieren und letztendlich die Qualität der bearbeiteten Oberfläche zu verbessern.
Verbessern Sie die Maschinen- und Werkstückeinrichtung
Der Einsatz einer Werkzeugmaschine mit hoher Steifigkeit und optimaler Wartung sowie die Verwendung geeigneter Vorrichtungen und Halterungen zum gleichmäßigen Spannen des Werkstücks können Verformungen und Bewegungen wirksam verhindern. Dies gewährleistet konsistente und präzise Ergebnisse.
Geeignete Bearbeitungsmethoden anwenden
Die Bearbeitung verschiedener Materialien zur Erzielung gewünschter Formen erfordert häufig spezielle Gerätetypen. Durch den Einsatz einer Vielzahl von Geräten in einer Maschinenwerkstatt, beispielsweise der Drahterosionsbearbeitung (WEDM), ist es möglich, harte Materialien oder komplexe Designs effektiv zu bearbeiten, die mit anderen Methoden nicht effizient bewältigt werden können.
Kategorie zwei: Materialeigenschaften ändern
Wärmebehandlungen
Die Wärmebehandlung ist eine hochwirksame Methode zur Verbesserung der Bearbeitbarkeit. Es ist jedoch wichtig zu erkennen, dass die Anwendung von Wärmebehandlungen und Kaltverfestigungsbehandlungen auf Materialien in den frühen Produktionsstadien deren Härte erheblich erhöhen kann, wodurch sie schwieriger zu bearbeiten sind. Daher ist es ratsam, Wärmebehandlungen und andere Härteprozesse auf die Zeit nach der Bearbeitung zu verschieben. Abschrecken, oft gekoppelt mit Anlassen, ist der typische Prozess, der nach der Bearbeitung eingesetzt wird, um die endgültigen mechanischen Eigenschaften des Werkstücks zu verbessern.
Wenn ein Aufschieben jedoch nicht möglich ist, können Sie erwägen, das Werkstück vor der Bearbeitung zu glühen, um das Material weicher zu machen und innere Spannungen abzubauen. Hier sind die wichtigsten Punkte dieser häufig verwendeten Wärmebehandlungsmethoden.
Glühen: Bei diesem Prozess wird das Material auf eine bestimmte Temperatur erhitzt, diese eine Zeit lang gehalten und dann langsam abgekühlt. Die Glühbehandlung macht das Material weicher, verringert den Widerstand beim Schneiden, verringert den Werkzeugverschleiß und verbessert so die Bearbeitbarkeit.
Normalisierung: Bei diesem Prozess wird das Material über seine kritische Temperatur erhitzt und lässt es dann an der Luft auf natürliche Weise abkühlen. Durch das Normalisieren wird die Kornstruktur des Materials verfeinert und ihm eine gleichmäßigere Textur verliehen, die die Verarbeitbarkeit verbessert. Es verbessert außerdem die Konsistenz während des Bearbeitungsprozesses und reduziert den Werkzeugverschleiß.
Abschrecken und Anlassen: Abschrecken ist ein Prozess, bei dem Materialien erhitzt und dann schnell abgekühlt werden, während Tempern ein Prozess ist, bei dem die abgeschreckten Materialien erneut auf eine niedrigere Temperatur erhitzt und dann abgekühlt werden. Werkstoffe, die einer Abschreckung unterzogen wurden, sind im Allgemeinen schwer zu verarbeiten und erfordern ein Anlassen, um ihre Härte und Zähigkeit zu optimieren und sie so leichter zerspanbar zu machen. Die richtige Tempertemperatur und -zeit kann die Verarbeitungsleistung erheblich verbessern.
Zusatzstoffe
Das Hinzufügen bestimmter Elemente kann die Bearbeitbarkeit eines Materials grundlegend verändern. Einige gängige Methoden sind wie folgt:
Bleizugabe: Die Zugabe einer kleinen Menge Blei zu einem Material kann seine Gleitfähigkeit erheblich verbessern. Dies reduziert Reibung und Verschleiß am Schneidwerkzeug, wodurch der Schneidvorgang reibungsloser verläuft und die entstehenden Späne leichter bewältigt werden können.
Andere Zusätze: Die Zugabe von entsprechendem Schwefel oder Phosphor kann den Spanbruch verbessern, die Schnittkräfte reduzieren und die Bearbeitbarkeit weiter verbessern.
Wie wird die Bearbeitbarkeit gemessen?
Die Beurteilung der Bearbeitbarkeit eines Materials ist ein vielschichtiger Prozess, der verschiedene Faktoren berücksichtigt. Wir führen häufig qualitative Bewertungen unter folgenden Gesichtspunkten durch.
Werkzeuglebensdauer: Eine längere Werkzeuglebensdauer weist auf eine einfachere Bearbeitbarkeit hin. Materialien, die eine längere Lebensdauer von Werkzeugen unter ähnlichen Bedingungen ermöglichen, gelten als besser bearbeitbar.
Werkzeugkräfte und Stromverbrauch: Niedrigere Schnittkräfte und ein geringerer Stromverbrauch während der Bearbeitung weisen auf eine bessere Bearbeitbarkeit hin. Diese Faktoren werden häufig mithilfe spezieller Geräte gemessen, die die für die Bearbeitung des Materials erforderliche Kraft- und Energiemenge aufzeichnen.
Oberflächenbeschaffenheit: Materialien, die zu einer glatten Oberfläche bearbeitet werden können, ohne dass eine zusätzliche Bearbeitung erforderlich ist, sind besser bearbeitbar.
Spanform: Kürzere, lockige Späne weisen auf eine einfachere Bearbeitung hin, während lange, fadenförmige Späne auf Schwierigkeiten bei der Bearbeitung hinweisen.
Obwohl diese Methoden häufig verwendet werden, dienen sie in erster Linie als qualitative Referenzen und sind aufgrund des Einflusses verschiedener Faktoren auf den Stromverbrauch, den Werkzeugverschleiß und die Oberflächenbeschaffenheit möglicherweise nicht vollständig zuverlässig. Um eine quantitativere Perspektive zu erhalten, erkunden wir das AISI Turning Test Rating System.
AISI-Drehtest-Bewertungssystem
Es ist das am weitesten verbreitete Bewertungssystem für die Zerspanbarkeit und wird vom American Iron and Steel Institute (AISI) durchgeführt. Dieses System vergleicht die Bearbeitbarkeit eines Materials mit B1112-Stahl, der mit einer Brinellhärte von 160 als Referenzstandard dient. Die Bearbeitbarkeitsbewertung wird in Prozent ausgedrückt, wobei B1112-Stahl als Basiswert mit einer Bewertung von 100 % festgelegt wird.
In diesem System haben Materialien, die leichter zu bearbeiten sind als B1112-Stahl, eine Zerspanbarkeitsbewertung von mehr als 100 %, während Materialien, die schwieriger zu bearbeiten sind, eine Bewertung von weniger als 100 % haben.
Materialien
Bearbeitbarkeitsbewertung
Aluminium 6061
480 % – 320 %
Aluminium 7075
480 % – 320 %
Kohlenstoffarmer Stahl 1010
64 % – 40 %
Kohlenstoffarmer Stahl 1018
80 % – 44 %
Mittlerer Kohlenstoffstahl 1045
60 % – 28 %
Edelstahl 304
64 % – 44 %
Edelstahl 316
36 %
Messing 260
105 % – 100 %
Messing 360
160 % – 200 %
Titanlegierung Grad 2
30 %
Titanlegierung Grad 5
35 % – 30 %
Titanlegierung Grad 23
28 % – 25 %
Magnesiumlegierung ZK60A
65 % – 60 %
Magnesiumlegierung AZ31
55 % – 50 %
Tabelle zur Bearbeitbarkeitsbewertung
Arbeiten Sie mit Chiggo für schwer zu bearbeitende Teile
Die Bearbeitbarkeit ist ein wichtiger Indikator für den Zeit- und Kostenaufwand für die Herstellung von Teilen. Materialien mit hoher Bearbeitbarkeit lassen sich leichter verarbeiten, was jedoch nicht immer mit hoher Leistung gleichzusetzen ist. In einigen Szenarien sind Materialien mit geringerer Bearbeitbarkeit erforderlich. Um die Bearbeitungsergebnisse zu optimieren, können wir Bearbeitungsmethoden und andere Variablen anpassen.
Bei Chiggo verfügen wir über das Fachwissen und die fortschrittliche Ausrüstung, um eine qualitativ hochwertige und kostengünstige Bearbeitung verschiedener Materialien anzubieten. Kontaktieren Sie uns für kostenloses Design und Optimierung des Herstellungsprozesses.
Gängige bearbeitbare Materialien
Aluminium
Aluminium ist ein weiches, leichtes und gut bearbeitbares Metall. Unter seinen Varianten wird Aluminium 6061 oft als eine der am besten bearbeitbaren Varianten angesehen.
Stahl
Obwohl die Bearbeitung von Stahl komplexer sein kann als die Bearbeitung von Aluminiumlegierungen, ist Weichstahl im Vergleich zu Stählen mit hohem Kohlenstoffgehalt im Allgemeinen einfacher zu bearbeiten und bietet eine gute Oberflächengüte. Es erzeugt kurze Späne und verursacht keinen übermäßigen Werkzeugverschleiß. Darüber hinaus enthalten bestimmte Edelstahlsorten wie 303 Zusatzstoffe wie Blei, um die Bearbeitbarkeit zu verbessern.
Kunststoffe
Thermoplaste sind schwer zu bearbeiten, da die von Schneidwerkzeugen erzeugte Hitze dazu führen kann, dass der Kunststoff schmilzt und am Werkzeug haftet. Kunststoffe wie ABS, Nylon, PTFE und Delrin bieten jedoch eine hervorragende Bearbeitbarkeit.
Andere Metalle
Andere bearbeitbare Metalle sind Messing, Magnesiumlegierungen, Bleilegierungen usw. Messing, eine Kupferlegierung, hat eine weiche Beschaffenheit mit guter Zugfestigkeit und weist eine sehr gute Bearbeitbarkeit auf. Magnesiumlegierungen sind Leichtmetalle mit guter Bearbeitbarkeit. Bleilegierungen, die hauptsächlich aus Blei mit verschiedenen Zusätzen bestehen, bieten geringe Reibung, gute Verschleißfestigkeit und Bearbeitbarkeit, ihre Verwendung ist jedoch aufgrund von Toxizitätsbedenken begrenzt.
Bearbeitbarkeit vs. Bearbeitbarkeit
Unter Verarbeitbarkeit versteht man die Leichtigkeit, mit der ein Material durch Prozesse wie Biegen, Schmieden, Ziehen und Extrudieren in die gewünschte Konfiguration gebracht werden kann. Es umfasst Aspekte wie Duktilität (Fähigkeit, sich unter Zugspannung zu verformen), Formbarkeit (Fähigkeit, sich unter Druckspannung zu verformen) und Formbarkeit (einfache Bildung komplexer Formen ohne Rissbildung). Die Bearbeitbarkeit umfasst sowohl Kalt- als auch Warmumformverfahren.
Bearbeitbarkeit bezieht sich insbesondere auf die Leichtigkeit, mit der ein Material mithilfe von Werkzeugmaschinen wie Drehmaschinen, Fräsmaschinen und CNC-Maschinen geschnitten, geformt oder bearbeitet werden kann. Dabei geht es um Faktoren wie Schnittgeschwindigkeit (Materialabtragsrate), Werkzeugverschleiß (Abnutzungsrate der Schneidwerkzeuge), Oberflächenbeschaffenheit (Qualität der bearbeiteten Oberfläche) und Präzision (Fähigkeit, enge Toleranzen und genaue Abmessungen zu erreichen). Die Bearbeitbarkeit konzentriert sich auf das Verhalten des Materials unter Schneidbedingungen und seine Wechselwirkung mit Schneidwerkzeugen.