3D-Druckerfilamente sind die Verbrauchsmaterialien, meist Kunststoffe, die beim FDM-Druck (Fused Deposition Modeling) verwendet werden. Sie werden auf Spulen geliefert und dem Extruder des Druckers zugeführt, wo das Material geschmolzen und durch eine beheizte Düse aufgetragen wird, um Objekte Schicht für Schicht aufzubauen.
Verschiedene Filamente haben unterschiedliche Eigenschaften, daher hängt die richtige Wahl davon ab, was Sie erstellen möchten. In diesem Artikel beginnen wir mit den gängigsten Filamenten für den 3D-Druck, werfen dann einen Blick auf fortgeschrittenere und speziellere Optionen und schließen mit praktischen Tipps ab, die Ihnen bei der Auswahl des besten Materials für Ihr Projekt helfen.
Gängige Filamente für den 3D-Druck
Beginnen wir mit den häufigsten Filamenttypen, denen Sie begegnen werden. Sie sind beliebt, weil sie einfach zu drucken und vielseitig für alltägliche Projekte geeignet sind.
PLA (Polymilchsäure)
PLA ist das Filament der Wahl für Anfänger und Bastler. Es handelt sich um einen biologisch abbaubaren Kunststoff aus nachwachsenden Rohstoffen wie Maisstärke und ist daher umweltfreundlicher als Kunststoffe auf Erdölbasis. PLA ist aucheines der günstigsten Filamenteund kommt in einemgroße Auswahl an Farben, was es für Prototypen und dekorative Drucke beliebt macht. Es druckt bei relativ niedrigen Temperaturen, normalerweise ohne beheiztes Bett, und weist kaum Schrumpfung oder Verformung auf. Dadurch ist es eines der am einfachsten zu verwendenden Materialien mit zuverlässiger Maßhaltigkeit und nahezu keiner Geruchsbelästigung beim Drucken.
PLA ist jedoch steif, aber spröde, weist eine geringe Flexibilität auf und neigt unter Belastung zum Brechen. Außerdem weist es eine geringe Hitzebeständigkeit auf – Teile beginnen bei etwa 50–60 °C weich zu werden – sodass sich Drucke in einem heißen Auto oder direkter Sonneneinstrahlung verziehen können. Darüber hinaus zersetzt sich PLA unter UV-Einstrahlung und ist daher für den langfristigen Einsatz im Freien ungeeignet.
Verwendung:Ideal für Prototypen, Hobbymodelle, Figuren und dekorative Teile, bei denen einfaches Drucken und gute Details wichtiger sind als extreme Festigkeit. Häufig für Cosplay-Requisiten, spannungsarme Gehäuse und als Lernmaterial für neue Benutzer.
Zugfestigkeit
Biegemodul
Drucktemperatur
Druckbetttemperatur
~53–65 MPa
~3,6–3,8 GPa
190–220 °C
45–60 °C
ABS (Acrylnitril-Butadien-Styrol)
ABS ist einer der ersten weit verbreiteten Kunststoffe für den 3D-Druck, auch als Material für LEGO-Steine bekannt. Im 3D-Druck wird es wegen seiner Zähigkeit und höheren Hitzebeständigkeit im Vergleich zu PLA geschätzt. Drucke sind stabil, langlebig und stoßfester und behalten ihre Form bis etwa 100 °C. ABS lässt sich auch gut nachbearbeiten: Sie können es schleifen oder mit Acetondampf glätten, um ein glänzendes Finish zu erzielen.
Allerdings ist ABS schwieriger zu drucken. Es benötigt höhere Extrusionstemperaturen, ein beheiztes Bett und idealerweise einen geschlossenen Drucker, um Verformungen und Risse zu reduzieren. Außerdem gibt es spürbare Dämpfe ab, daher ist eine gute Belüftung wichtig.
Verwendung:Geeignet für funktionale Prototypen und Endverbrauchsteile, die Robustheit oder Hitzebeständigkeit erfordern, wie z. B. Maschinenkomponenten, Automobilteile, Werkzeuggriffe oder Schnappgehäuse. Es kommt auch häufig in Drohnenrahmen und RC-Car-Teilen vor. Für den Außenbereich ist ABS (oder sein UV-beständiger Cousin ASA) oft die bessere Wahl als PLA.
Zugfestigkeit
Biegemodul
Drucktemperatur
Druckbetttemperatur
~40–50 MPa
~2,0–2,5 GPa
220–250 °C
90–110 °C
PETG (Polyethylenterephthalat-Glykol)
PETG vereint das Beste von PLA und ABS: Es ist stärker als PLA, weist eine bessere Schlagfestigkeit und Hitzebeständigkeit auf und ist dennoch einfacher zu drucken als ABS. Drucke haben in der Regel eine leicht glänzende Oberfläche mit starker Schichthaftung, guter chemischer Beständigkeit und einer geringeren Feuchtigkeitsaufnahme als Nylon, wodurch sie in den meisten Umgebungen stabil sind. In reiner Form kann PETG auch lebensmittelecht sein. Allerdings kann PETG beim Drucken fadenziehend sein, da das Filament klebrig ist und manchmal zu stark am Druckbett haftet.
Verwendung:Eine gute Wahl für funktionale Prototypen, Behälter, Schnappteile und Außenanwendungen, bei denen PLA versagen würde. Es wird häufig für Halterungen, Schutzgehäuse, Drohnenteile und wasserbeständige Drucke verwendet.
Zugfestigkeit
Biegemodul
Drucktemperatur
Druckbetttemperatur
~50–60 MPa
~2,0–2,2 GPa
220–250 °C
70–90 °C
TPU (Thermoplastisches Polyurethan)
TPU ist ein flexibles Filament, das sich eher wie Gummi als wie Plastik anfühlt. Es kann sich biegen, dehnen und komprimieren, ohne zu brechen, und es weist außerdem eine hervorragende Schlagfestigkeit auf, indem es Stöße durch Biegen statt durch Risse absorbiert. TPU ist abriebfest und beständig gegen Öle und Fette und eignet sich daher für Dichtungen, Dichtungen und Automobilteile.
Das Drucken von TPU kann schwierig sein. Seine Weichheit kann in Bowden-Extrudern zu Einzugsproblemen führen und für konsistente Ergebnisse sind langsamere Druckgeschwindigkeiten erforderlich. Die Haftung des Bettes ist in der Regel einfach und die Verformung ist minimal, aber das Einwählen der Einstellungen erfordert Geduld.
Verwendung:Ideal für flexible Teile wie Handyhüllen, Dichtungen, Stoßdämpfer, RC-Reifen oder tragbare Riemen. Überall dort, wo Elastizität und Schlagfestigkeit gefragt sind, ist TPU die erste Wahl.
Zugfestigkeit
Biegemodul
Drucktemperatur
Druckbetttemperatur
~30–55 MPa
~25–75 MPa (sehr niedrig, sehr flexibel)
210–240 °C
20–60 °C (oft optional)
Spezial- und fortschrittliche Filamente
Über die oben genannten Standardkunststoffe hinaus gibt es viele Spezialfilamente, die für härtere, anspruchsvollere oder ästhetischere Anwendungen entwickelt wurden. Hier sind einige der bemerkenswertesten erweiterten Optionen und ihre wichtigsten Merkmale.
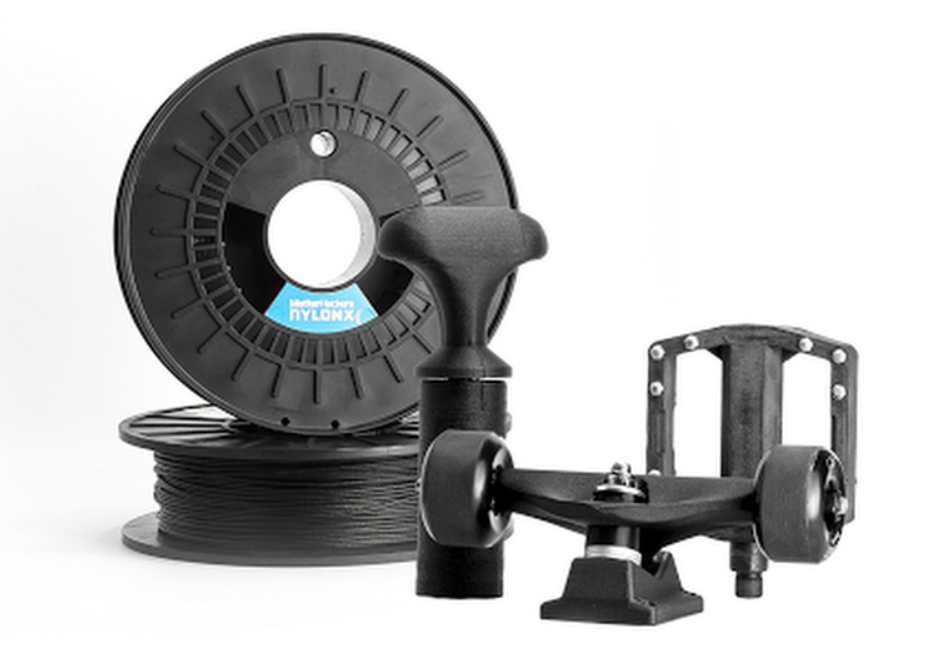
Nylon (Polyamid)
Nylonfilament ist stark, zäh und verschleißfest. Im Gegensatz zu sprödem PLA ist es halbflexibel und sehr schwer zu brechen. Unter Belastung verbiegt oder verformt sich Nylon leicht, anstatt zu brechen, was ihm eine hervorragende Schlagfestigkeit verleiht. Außerdem hat es einen relativ hohen Schmelzpunkt und dünne Abschnitte können dank seiner Zähigkeit und Flexibilität als bewegliche Scharniere fungieren.
Allerdings ist Nylon ein fortschrittliches Material zum Bedrucken. Es erfordert hohe Extrusionstemperaturen, ein beheiztes Bett und häufig eine geschlossene Baukammer, um Verformungen zu reduzieren. Eine weitere große Herausforderung besteht darin, dass Nylon sehr hygroskopisch ist – es nimmt leicht Feuchtigkeit aus der Luft auf. Nasses Filament platzt und zischt beim Drucken und führt zu schwachen, fehlerhaften Teilen. Um dies zu vermeiden, muss Nylon mit Trockenmittel gelagert und vor der Verwendung häufig getrocknet werden. Außerdem kostet es mehr als PLA oder ABS und es kann schwierig sein, eine gleichmäßige Haftung auf dem Druckbett zu erreichen.
Verwendung:Funktionelle und technische Teile, die Festigkeit, Zähigkeit und geringe Reibung erfordern. Typische Beispiele sind Zahnräder, Buchsen, Schrauben und Muttern, Scharniere, Halterungen und Drohnenrahmen. Aufgrund seiner Haltbarkeit eignet sich Nylon auch für hochbeanspruchte Prototypen oder verschleißanfällige Komponenten, bei denen PLA oder ABS versagen würden.
Zugfestigkeit
Biegemodul
Drucktemperatur
Druckbetttemperatur
40 – 85 MPa
0,8 – 2 GPa
225 – 265 °C
70 – 90 °C
Polycarbonat (PC)
Polycarbonat ist ein Thermoplast in Industriequalität und eines der widerstandsfähigsten Materialien, die Sie auf einem Desktop-Gerät bedrucken können. Es ist äußerst schlagfest, lässt sich leicht biegen, ohne zu reißen, und behält seine Festigkeit auch in Umgebungen mit hohen Temperaturen.
Das Bedrucken von Polycarbonat ist eine Herausforderung und wird normalerweise als fachmännisches Unterfangen angesehen. Es erfordert sehr hohe Extrusionstemperaturen, ein beheiztes Bett und idealerweise ein beheiztes Gehäuse, um starke Verformungen zu verhindern. Da das Material zudem schnell Feuchtigkeit aufnimmt, muss es trocken gehalten werden und erfordert ein Ganzmetall-Hotend, um den hohen Temperaturen standzuhalten. PC ist außerdem teurer als Standardfilamente und eignet sich besser für fortgeschrittene Setups.
Verwendung:Hochleistungsfunktionsteile, die Hitze und Stößen standhalten müssen. Beispiele hierfür sind Industrievorrichtungen, Gehäuse für Sicherheitsausrüstung, Werkzeugkomponenten und anspruchsvolle Prototypen.
Zugfestigkeit
Biegemodul
Drucktemperatur
Druckbetttemperatur
~72 MPa
2,2 – 2,5 GPa
260 – 310 °C
80 – 120 °C
Kohlenstofffaserverstärkte Filamente
„Carbonfaser“-Filament ist keine reine Carbonfaser. Es handelt sich um einen Verbundwerkstoff, der normalerweise aus einem Basiskunststoff wie PLA, PETG, Nylon oder ABS besteht und mit winzigen Kohlenstofffasern vermischt ist. Durch den Zusatz von Carbonfasern wird das Material deutlich steifer und formstabiler, zudem kann die Zugfestigkeit leicht verbessert werden. Bei Materialien, die zu Verformungen neigen, wie Nylon oder ABS, trägt Kohlefaser dazu bei, Schrumpfung und Verformung zu reduzieren.
Die Kohlenstofffasern machen das Filament abrasiv, daher müssen Sie eine Düse aus gehärtetem Stahl oder Rubin verwenden; Andernfalls verschleißt eine Messingdüse schnell. Während Teile steifer und fester sind, neigen sie auch dazu, spröder zu sein und bei starker Einwirkung eher zu brechen als sich zu verbiegen. Auch die Kosten sind höher, obwohl die Druckeinstellungen nahe an denen des Basismaterials bleiben. Die fertigen Drucke verfügen zudem über eine matte Oberfläche, was viele Anwender als zusätzlichen Vorteil sehen.
Verwendung:Am besten geeignet für starke, leichte Teile, die sich nicht verbiegen dürfen, wie Drohnenrahmen, RC-Car-Chassis, Halterungen, Werkzeugaufnahmen und funktionale Prototypen. Ingenieure entscheiden sich häufig für Carbonfaser-Nylon für Teile, die geringes Gewicht mit hoher Steifigkeit kombinieren müssen, manchmal sogar als Ersatz für Aluminium.
Grundmaterial
Zugfestigkeit
Biegemodul
Drucktemperatur
Druckbetttemperatur
PLA CF
~50–65 MPa
4,5 – 6,0 GPa
210 – 230 °C
55 – 65 °C
PETG CF
~45–60 MPa
3,5 – 5,0 GPa
230 – 250 °C
70 – 90 °C
Nylon CF
~50–80 MPa
5,0 – 7,0 GPa
250 – 280 °C
90 – 120 °C
Metallgefüllte Filamente
Metallgefüllte Filamente mischen feines Metallpulver in einen Basiskunststoff, meist PLA. Zu den gängigen Typen gehören mit Bronze, Kupfer, Messing und Stahl gefüllte PLA. Der zugesetzte Metallanteil verleiht den Drucken einen metallischen Look und ein spürbar höheres Gewicht. Direkt nach dem Drucken haben die Teile typischerweise eine raue, matte Oberfläche, die eine Nachbearbeitung wie Schleifen oder Polieren erfordert, um einen echten metallischen Glanz zu erzielen.
Diese Filamente sind schwieriger zu drucken als Standard-PLA. Sie benötigen oft langsamere Druckgeschwindigkeiten und höhere Düsentemperaturen, um Verstopfungen zu verhindern. Wie Kohlefaser sind die Metallpartikel abrasiv, daher wird dringend eine Düse aus gehärtetem Stahl oder Rubin empfohlen. Drucke neigen auch dazu, spröder zu sein – sie gewinnen an Steifigkeit, verlieren aber an Zähigkeit – und das Material ist im Allgemeinen teurer als herkömmliche Filamente.
Verwendung:Ideal für Cosplay-Requisiten, Statuen, Schmuck, Dekorationsgegenstände und Konzeptmodelle, bei denen eine realistische Metalloptik und ein realistisches Gewicht wichtig sind.
Zugfestigkeit
Biegemodul
Drucktemperatur
Druckbetttemperatur
Vergleichbar mit PLA (etwas spröder)
Höher als PLA (steifer)
200 – 230 °C
50 – 70 °C
PEEK (Polyetheretherketon)
PEEK gilt als einer der fortschrittlichsten Thermoplaste, die für den 3D-Druck verfügbar sind. Es gilt als Hochleistungsthermoplast mit außergewöhnlicher mechanischer Festigkeit, Verschleiß- und Chemikalienbeständigkeit sowie inhärenten flammhemmenden Eigenschaften. Dank seines hervorragenden Verhältnisses von Festigkeit zu Gewicht kann PEEK in anspruchsvollen Umgebungen manchmal Metall ersetzen. Darüber hinaus ist es biokompatibel und sterilisierbar, was es im medizinischen und wissenschaftlichen Bereich wertvoll macht.
Das Drucken mit PEEK ist jedoch äußerst anspruchsvoll. Es erfordert spezielle Ausrüstung, die sehr hohen Extrusionstemperaturen standhalten kann, eine beheizte Kammer und eine Hochtemperatur-Bauoberfläche, um ein Verziehen zu verhindern. Der Prozess muss sorgfältig kontrolliert werden, damit das Material richtig kristallisiert, ohne dass es zu Rissen kommt. Aufgrund dieser strengen Anforderungen sind für PEEK nur Industriemaschinen oder fortschrittliche professionelle Drucker geeignet. Darüber hinaus ist das Filament selbst deutlich teurer als Standardkunststoffe, was seinen Einsatz auf den professionellen und industriellen Kontext beschränkt.
Verwendung:PEEK wird nur dann ausgewählt, wenn die absolut höchste Leistung erforderlich ist, und findet sich in Luft- und Raumfahrtkomponenten, Hochleistungs-Automobilteilen, medizinischen Implantaten sowie Öl- und Gasanwendungen.
Zugfestigkeit
Biegemodul
Drucktemperatur
Druckbetttemperatur
~90–100 MPa
3,5 – 4,0 GPa
380 – 420 °C
120 – 230 °C
Tipps zur Auswahl des richtigen Filaments
Identifizieren Sie Projektanforderungen
Beginnen Sie mit der Definition der wesentlichen Eigenschaften Ihres Teils. Überlegen Sie, ob eine hohe Festigkeit und Haltbarkeit, Flexibilität oder Beständigkeit gegen Hitze und Witterungseinflüsse im Freien erforderlich sind. Beispielsweise eignet sich PLA für einfache Prototypen, während ABS oder PETG eher für langlebige, belastbare Bauteile geeignet wären. Für Teile, die sich biegen müssen, wie etwa Dichtungen oder Telefongriffe, werden TPU oder andere flexible Filamente empfohlen.
Berücksichtigen Sie die Möglichkeiten des Druckers
Stellen Sie sicher, dass das Hotend und das Heizbett Ihres Druckers die erforderlichen Temperaturen erreichen können. Materialien wie Nylon und Polycarbonat erfordern höhere Extrusionstemperaturen und oft ein beheiztes Gehäuse. Abrasive Filamente, einschließlich kohlefaser- oder metallgefüllter Varianten, sollten mit einer gehärteten Düse gedruckt werden, um Verschleiß vorzubeugen.
Berücksichtigen Sie Umgebungs- und Betriebsbedingungen
Wählen Sie Materialien, die für die endgültige Anwendung geeignet sind. Für den Außenbereich eignen sich PETG oder ASA aufgrund der UV- und Witterungsbeständigkeit. Umgebungen mit hohen Temperaturen erfordern möglicherweise ABS, PETG, Nylon oder Polycarbonat. Für Teile mit Lebensmittelkontakt sollte nur zertifiziertes PLA oder PETG in Betracht gezogen werden. Für hochpräzise Merkmale verwenden Sie schrumpfungsarme Materialien wie PLA oder PETG.
Bewerten Sie die Anforderungen an die Endbearbeitung
PLA und PETG können glatte Oberflächen erzeugen, ABS kann chemisch geglättet werden und Spezialfilamente wie holz- oder metallgefüllte Filamente erfordern häufig Schleifen oder Polieren. Überlegen Sie, ob Sie auf eine zusätzliche Nachbearbeitung vorbereitet sind, um das gewünschte Finish zu erzielen.
Berücksichtigen Sie Kosten und Verfügbarkeit
PLA und ABS sind kostengünstig und weit verbreitet. PETG und TPU sind preisgünstig und zugänglich, während Nylon, Polycarbonat und Verbundwerkstoffe teurer sind. Hochleistungskunststoffe wie PEEK oder PEI sind teuer und werden vor allem im industriellen Kontext eingesetzt.
Bringen Sie Druckbarkeit und Leistung in Einklang
PLA und PETG sind einfach zu verwenden und für die meisten Anfänger geeignet. ABS und ASA bieten eine bessere mechanische Leistung und Hitzebeständigkeit, erfordern jedoch eine sorgfältigere Einstellung. Fortschrittliche technische Kunststoffe wie Nylon und Polycarbonat bieten hervorragende Eigenschaften, erfordern jedoch professionelle Drucker.
3D-Druck mit Chiggo
Jeder großartige 3D-Druck beginnt mit der richtigen Filamentwahl. Bei Chiggo bieten wir eine umfassende Palette an maßgeschneiderten 3D-Druckdiensten an, um Ihre Projektanforderungen zu erfüllen. Mit einer großen Auswahl an Materialien und Fachkompetenz liefern wir Teile, die stabil, präzise und serienreif sind.Laden Sie noch heute Ihre CAD-Datei hochum sofort ein Angebot zu erhalten.