فيما يتعلق بالأنواع المختلفة لعمليات التصنيع، نرغب أحيانًا في الحصول على طريقة تصنيع لتحقيق عدم الاتصال بين الأداة وقطعة العمل. وبطبيعة الحال، سنفكر في معالجة التفريغ الكهربائي (EDM).
يمكن إرجاع أصل EDM إلى أواخر القرن الثامن عشر. رائد يدعى جوزيف بريستلي لاحظ أن التفريغات الكهربائية تزيل المواد من الأقطاب الكهربائية في تجاربه. تُعرف هذه الظاهرة أيضًا باسم تآكل التفريغ الكهربائي. في أربعينيات القرن العشرين، تم تطوير هذه العملية بشكل مستقل من قبل باحثين: الفيزيائي السوفييتي بي آر لازارينكو والمهندس الأمريكي هارولد ستارك. ومع ذلك، لم تصبح آلات EDM التجارية متاحة إلا في الستينيات، مما أدى إلى اعتماد صناعي واسع النطاق لهذه العملية.
مهدت هذه الآلات المبكرة الطريق لتطوير آلات تفريغ الأسلاك الكهربائية (Wire EDM) في أواخر الستينيات وأوائل السبعينيات من القرن الماضي، والتي أحدثت ثورة إضافية في قدرات التصنيع الدقيق. منذ ذلك الحين، شهدت تقنية EDM تطورًا كبيرًا وأصبحت الآن طريقة شائعة لإنتاج أشكال وميزات معقدة عبر مختلف الصناعات، بما في ذلك الطيران والسيارات والتصنيع الطبي.
في هذه المقالة، سنستكشف الأسلاك EDM بالتفصيل، ونناقش آلية عملها والمواد المناسبة والتطبيقات المتنوعة. نأمل أن يوفر لك فهمًا شاملاً.
ما هو سلك EDM؟
لفهم أفضل لسلك EDM، دعنا نوضح أولاً كيفية تفريغ الكهرباء في EDM.
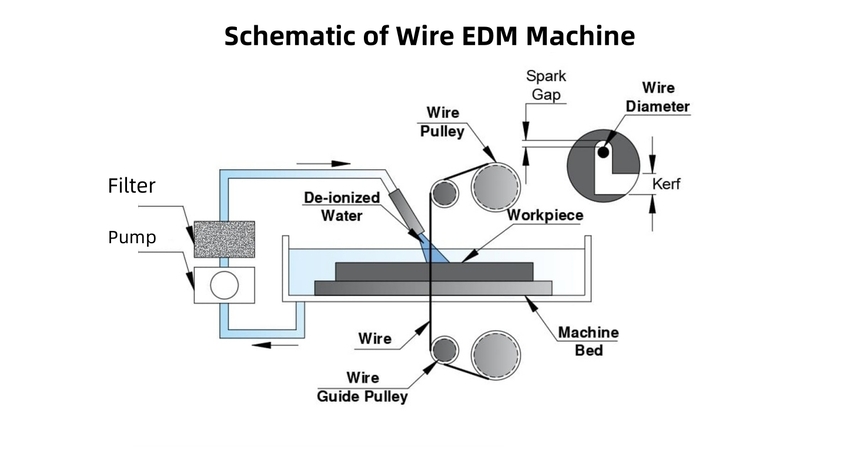
تعد عملية تصنيع التفريغ الكهربائي (EDM) بمثابة عملية تصنيع دقيقة حيث يتم إنشاء تفريغات/شرارات كهربائية لإزالة المواد من قطعة العمل. يتضمن عادةً إنشاء شرارات كهربائية بين قطبين كهربائيين. يُعرف أحد الأقطاب الكهربائية باسم قطب الأداة، ويشار إليه عادةً باسم الأداة أو القطب، بينما يُطلق على الآخر اسم قطب الشغل، أو قطعة العمل.
من خلال تطبيق تيارات نبضية عالية الجهد بين القطب الكهربائي وقطعة العمل، يتم توليد شرارة أو تفريغ كهربائي، مما يتسبب في تعرض المواد الموجودة على سطح قطعة العمل للانصهار والتبخر، وبالتالي تحقيق إزالة المواد. يتم تنظيم الفجوة بين القطب الكهربائي وقطعة العمل عن طريق نظام التحكم التكيفي، مما يحافظ على مسافة ثابتة بين الأقطاب الكهربائية. ويضمن ذلك معدلات إزالة متسقة ودقيقة للمواد، ويحافظ على ظروف المعالجة المثالية حتى في حالة حدوث تفريغ كهربائي يصل إلى ملايين المرات في الثانية.
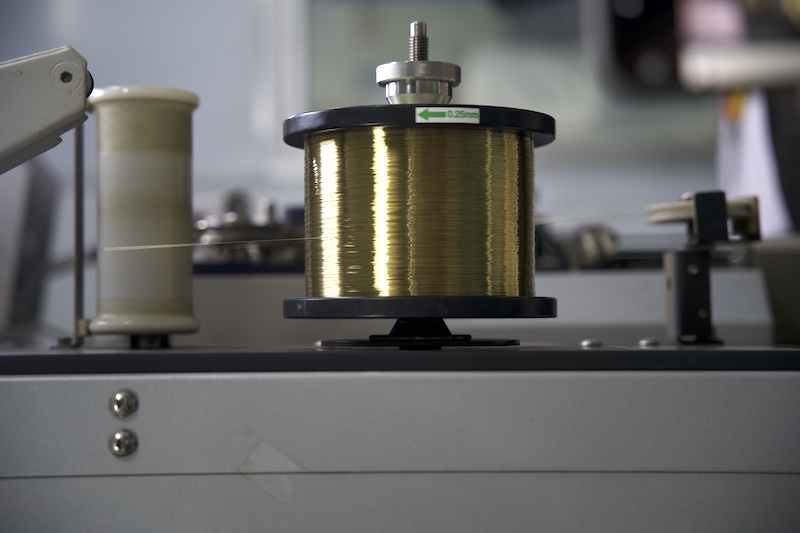
في ماكينة EDM السلكية، يوجد قطبان كهربائيان هما السلك وقطعة العمل. عادةً ما يكون السلك مصنوعًا من النحاس أو النحاس الطبقي، وتتراوح أقطاره عادة من 0.1 و0.3 ملم. إنها تعمل كأداة قطع يتم التحكم فيها بواسطة CNC ويمكنها تجنب أي اتصال ميكانيكي مع قطعة العمل أثناء عملية قطع السلك EDM.
باختصار، سلك EDM هو عملية تصنيع مطروح بدون تلامس تستخدم سلكًا كهربائيًا رفيعًا مع سائل عازل لقطع أو تشكيل قطعة عمل، عادةً ما تكون مادة موصلة، عن طريق اتباع مسار مبرمج بدقة.
ما نوع الأسلاك المستخدمة في آلات EDM؟
في آلات EDM، غالبًا ما يتم استخدام عدة أنواع من الأسلاك.
الأسلاك النحاسية
النحاس هو المادة السلكية الأكثر استخدامًا في سلك EDM نظرًا للتوصيل الكهربائي الجيد والتكلفة المنخفضة نسبيًا. إنها مناسبة لأعمال EDM للأغراض العامة، مما يحقق توازنًا دقيقًا بين فعالية التكلفة والأداء.
الأسلاك النحاسية
يتم اختيار الأسلاك النحاسية بسبب موصليتها الكهربائية الفائقة مقارنةً بالنحاس الأصفر. إنها مفيدة بشكل خاص في المعالجة الدقيقة وحيثما تكون هناك حاجة إلى سرعات قطع أعلى. ومع ذلك، النحاس عادة ما يكون أكثر تكلفة من النحاس.
أسلاك الموليبدينوم والتنغستن
تُستخدم هذه المواد في المواقف التي تتطلب دقة عالية جدًا وثباتًا حراريًا ممتازًا. إنها أكثر تكلفة وعادةً ما تكون مخصصة للتطبيقات المتخصصة نظرًا لنقاط انصهارها العالية وقوتها الميكانيكية.
الأسلاك المغلفة
هذه الأسلاك عبارة عن أسلاك أساسية مصنوعة من النحاس أو النحاس ومغطاة بمادة أخرى مثل الزنك أو طبقة من النحاس الملدن بالانتشار. يساعد الطلاء على تحسين موصلية السلك ومقاومة التآكل، مما يؤدي إلى أداء أفضل للتصنيع وعمر أطول للأداة. على سبيل المثال، تُعرف الأسلاك المطلية بالزنك بقدرتها على تحقيق تشطيبات سطحية أفضل وسرعات قطع أسرع.
تُستخدم هذه الأنواع من الأسلاك في آلات EDM اعتمادًا على عوامل مثل المادة المحددة التي يتم تشكيلها، والتشطيب السطحي المطلوب، ومستوى الدقة. مهما كان نوع السلك، فإن السلك يمكن التخلص منه، حيث يتم التخلص منه بعد استخدام واحد، لأنه يتلف أو ينكسر أثناء عملية التفريغ الكهربائي. تعد الصيانة الجيدة والتعامل الدقيق مع الأسلاك أمرًا مهمًا لتحسين الإعداد، وضمان الإنتاج دون انقطاع، وتقليل المشكلات مثل الكسور أو الدقة الضعيفة.
كيف يعمل Wire EDM؟
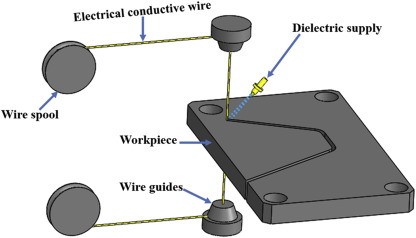
Wire EDM عبارة عن عملية تصنيع دقيقة تستخدم بشكل أساسي لقطع الخطوط أو التجاويف المعقدة في العديد من المواد الصلبة الموصلة، مثل المعادن. وإليك كيف يعمل:
عندما يتم غمر السلك وقطعة العمل في سائل عازل (ماء أو زيت منزوع الأيونات)، عن طريق توصيل مصدر الطاقة، يتم شحن السلك بسرعة إلى الجهد المطلوب. بمجرد وصول الجهد إلى المستوى الصحيح، تسد شرارة الفجوة بين السلك وقطعة العمل، مما يؤدي إلى إذابة جزء صغير من المادة.
من الضروري إما حفر ثقب في قطعة العمل أو البدء في القطع من الحافة. داخل منطقة المعالجة، يشكل كل تفريغ حفرة في قطعة العمل ويؤثر على السلك. من خلال إمالة السلك، يصبح من الممكن إنشاء أجزاء ذات أشكال مستدقة أو مختلفة في الأعلى والأسفل.
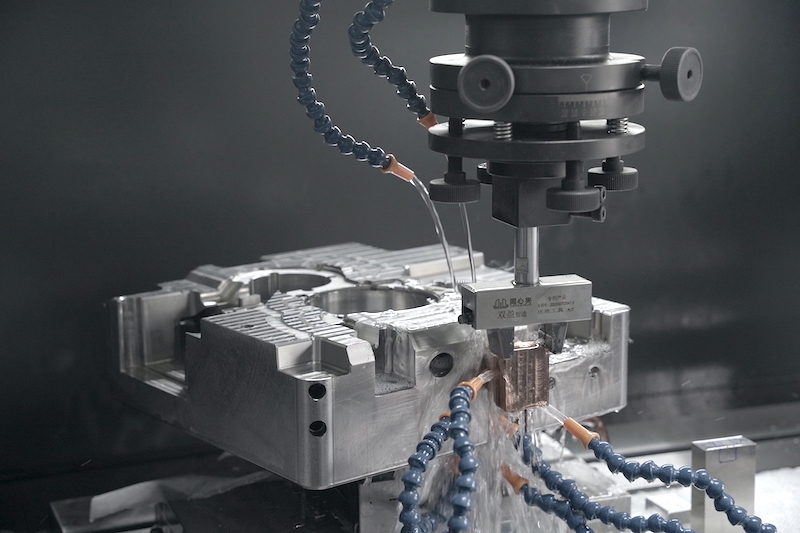
يتم إجراء هذه العملية في سائل عازل لمنع ارتفاع درجة الحرارة وإزالة الحطام، مما يؤدي إلى تكوين حفر صغيرة على سطح قطعة العمل. كما هو مبرمج، تستمر حالات التفريغ المتكررة هذه حتى يتم إنتاج الشكل المطلوب للجزء.
مزايا سلك EDM
بالمقارنة مع عمليات قطع المعادن الأخرى، فإن سلك EDM له العديد من المزايا. وفيما يلي أبرزها:
دقة عالية
يمكن لـ Wire EDM أن يحقق دقة تصنيع عالية للغاية، وعادةً ما يصل إلى دقة موضعية تبلغ بضعة ميكرونات. يمكن للآلات المتخصصة عالية الدقة أن تحقق دقة تبلغ 10 أجزاء من المليون من البوصة (0.000001 بوصة). ومن الشائع أن تحافظ الأجزاء المقطوعة على تفاوتات تصل إلى 0.0001 بوصة.
يوفر القطع الدقيق والدقيق لسلك EDM ميزتين بارزتين: 1) إنه يلغي الحاجة إلى مزيد من المعالجة والتشطيب لقطعة الشغل. 2) لا يترك أي نتوءات أو تشويه.
جميع المعادن القدرة على التكيف
يمكن لـ Wire EDM تصنيع المواد الموصلة ذات الصلابة والهشاشة المتفاوتة. إنها مناسبة بشكل خاص لقطع المواد المعالجة بالحرارة، مثل الفولاذ القالب المتصلب مسبقًا والتيتانيوم والفولاذ المقاوم للصدأ والتنغستن والموليبدينوم.
تشويه منخفض
Wire EDM هي طريقة تصنيع غير متصلة. نظرًا لأن عملية القطع تستخدم شرارات كهربائية ولا تتضمن اتصالًا جسديًا بين الأداة وقطعة الشغل، فهناك خطر ضئيل للإجهاد الميكانيكي أو تأثير التسخين أو تزييف قطعة الشغل. وهذا مفيد بشكل خاص لمعالجة المواد الحساسة أو الهشة.
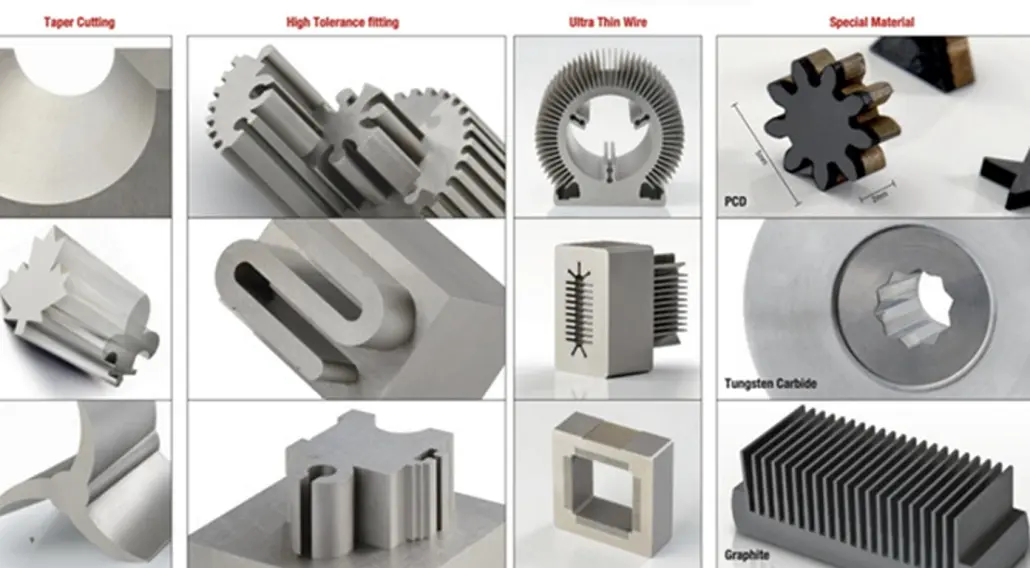
تنوع في الأشكال والزوايا
يمكن تشغيل السلك لإنشاء زوايا متنوعة وأشكال هندسية معقدة، بما في ذلك الأشكال المدببة أو المحددة. يتم استخدام سلك EDM في تصنيع الأجزاء الصغيرة ولقطع الزوايا الحادة بأقل نصف قطر.
صقل المعالجة
يعد Wire EDM ممتازًا لإنتاج الخيوط الدقيقة في المواد الصلبة، وهي مهمة غالبًا ما تكون صعبة مع الآلات التقليدية. بالإضافة إلى ذلك، يُظهر Wire EDM الكفاءة في تكديس الأجزاء المتعددة وربطها وتداخلها.
حدود الأسلاك EDM
على الرغم من مزاياه العديدة، فإن سلك EDM لديه أيضًا بعض القيود.
الحد من المواد
المواد الموصلة فقط هي المؤهلة للتصنيع باستخدام سلك EDM، مما يجعلها غير مناسبة للمواد البلاستيكية أو المركبة أو المواد الطبيعية.
بطء معدل إزالة المواد
بالمقارنة مع بعض عمليات التصنيع الأخرى مثل الطحن أو الخراطة، فإن سلك EDM عادةً ما يكون لديه معدل إزالة أبطأ للمواد.
ارتفاع تكاليف المعدات والصيانة
آلات EDM السلكية باهظة الثمن للشراء والصيانة. بالإضافة إلى ذلك، يتم التخلص من الأسلاك بعد استخدام واحد، وتزيد نفقات أقطاب الأسلاك والمواد الاستهلاكية الأخرى من تكاليف التشغيل.
تطبيقات سلك EDM
بفضل عملية التصنيع المتخصصة ومزاياها، يتم استخدام سلك EDM في العديد من المجالات. فيما يلي بعض التطبيقات الشائعة:
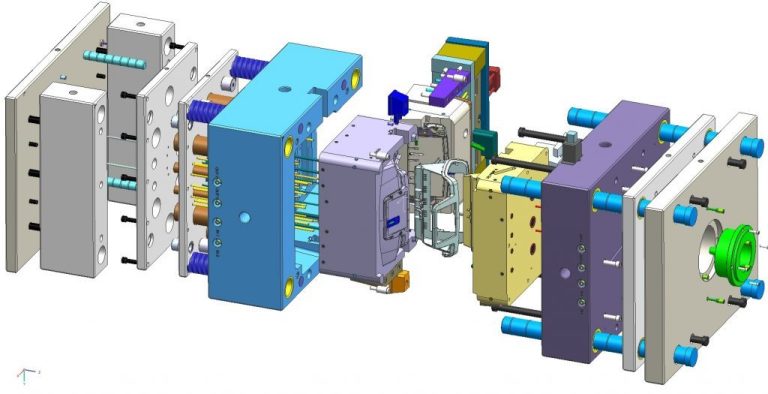
صنع الأدوات والقوالب
يتم استخدام سلك EDM على نطاق واسع في تصنيع القوالب والقوالب واللكمات لمختلف الصناعات. يصبح لا غنى عنه في صياغة مكونات الأدوات المعقدة بسبب دقته ومهارته في التشكيل المعقد.
الفضاء الجوي
تتطلب مكونات الفضاء الجوي، وخاصة تلك المصنوعة من السبائك الغريبة، دقة وموثوقية عالية لضمان السلامة والأداء في تطبيقات الفضاء الجوي. إن Wire EDM قادر على تصنيع الأجزاء ذات التفاوتات الصارمة مع الحفاظ على الدقة والاتساق. علاوة على ذلك، يمكن أن يقدم سلك EDM نتائج قابلة للتكرار وإجراءات ضمان الجودة المتقدمة في إنتاج أجزاء الفضاء الجوي مثل شفرات التوربينات والفوهات الصغيرة ومكونات المحرك.
طبي
غالبًا ما تتطلب الصناعة الطبية مكونات صغيرة ومعقدة مصنوعة من مواد صلبة مثل التيتانيوم والفولاذ المقاوم للصدأ. يمكن لـ Wire EDM إنتاج هذه الأجزاء بدقة عالية وإكمال قطع الأشكال الهندسية المعقدة، مثل الهياكل الصغيرة والثقوب في زراعة الأسنان والأدوات الجراحية.
السيارات
يتم استخدام Wire EDM في قطاع السيارات لإنتاج مكونات دقيقة مثل التروس وحاقن الوقود وأجزاء المحرك. إنها مفيدة بشكل خاص لتصنيع النماذج الأولية وعمليات الإنتاج الصغيرة لقطع غيار السيارات المتخصصة.
العمل مع Chiggo لمشاريع Wire EDM الخاصة بك
حتى الآن، لدينا فهم شامل لأسلاك EDM. بالنظر إلى مشاريعك، هل سيكون من المناسب تصنيعها بواسطة الأسلاك EDM؟ من فضلك لا تتردد في الاتصال بنا إذا كان لديك أي أسئلة.
مع أكثر من عشر سنوات من الخبرة في التصنيع، تقدم Chiggo مجموعة واسعة من إمكانيات التصنيع، بما في ذلك التصنيع باستخدام الحاسب الآلي وغيرها من القيمة المضافة خدمات لجميع احتياجات النماذج والإنتاج الخاصة بك. اتصل بنا لطلب عرض أسعار فوري!
مكونات ماكينة EDM للأسلاك
تتكون آلة تصنيع تفريغ الأسلاك الكهربائية (Wire EDM) عادةً من عدة مكونات رئيسية، بما في ذلك:
المنضدة
تعمل طاولة العمل على تثبيت قطعة العمل في مكانها وتسمح بحركة دقيقة في محاور متعددة (عادةً محاور X وY وZ). تتيح هذه الحركة للقطب السلكي قطع الأشكال والخطوط المعقدة.
مزود الطاقة
يقوم مصدر الطاقة بتوليد الطاقة الكهربائية اللازمة لإنشاء تفريغات شرارة بين قطب السلك وقطعة العمل. يتحكم في الجهد والتيار ومدة النبض للتفريغ الكهربائي.
سلك
سلك معدني رفيع يستخدم كقطب كهربائي لقطع قطعة العمل. عادة ما يكون هذا السلك مصنوعًا من النحاس أو النحاس أو التنجستن، وهو بمثابة الأداة التي يتم من خلالها حدوث التفريغ الكهربائي.
أقطاب كهربائية
يوجد في ماكينة EDM السلكية قطبان كهربائيان، يشيران بشكل منفصل إلى السلك (الكاثود) وقطعة العمل (الأنود).
وسط عازل
يتم استخدام سائل عازل، مثل الماء منزوع الأيونات، لطرد الحطام والحفاظ على تفريغ كهربائي مستقر بين السلك وقطعة العمل. كما أنه يساعد على تبريد قطعة العمل والأسلاك أثناء عملية التصنيع.
نظام التحكم
يشتمل نظام التحكم على مكونات البرامج والأجهزة التي تمكن المشغلين من إدخال معلمات المعالجة والتحكم في حركات الآلة ومراقبة عملية المعالجة. ويتضمن واجهات مثل لوحة التحكم أو واجهة الكمبيوتر.
أدلة الأسلاك ونظام الشد
تضمن أدلة الأسلاك بقاء قطب السلك مستقيمًا ومحاذاته بشكل صحيح أثناء التشغيل الآلي. يحافظ نظام الشد على الشد المناسب على السلك لمنع الكسر وضمان أداء القطع المتسق.
عرافة الأسلاك التلقائية
تتميز بعض آلات Wire EDM المتقدمة بنظام خيوط الأسلاك الأوتوماتيكي، الذي يساعد في تمرير قطب السلك عبر قطعة العمل بدقة، مما يوفر الوقت ويقلل العمل اليدوي.
نظام الترشيح
يمكن أن يصبح السائل العازل المستخدم في معالجة Wire EDM ملوثًا بالحطام الناتج عن عملية المعالجة. يقوم نظام الترشيح بإزالة هذه الملوثات، مما يضمن بقاء السائل العازل فعالاً.
التعليمات
<قوية>1. إلى جانب Wire EDM، ما هي الأنواع الأخرى المتوفرة من EDM؟
إلى جانب سلك EDM، هناك نوعان أساسيان آخران من عمليات تصنيع التفريغ الكهربائي (EDM)، يستخدم كل منهما نفس الآلية الأساسية لإزالة المواد من خلال التفريغ الكهربائي بين قطب الأداة وقطعة العمل، وكلاهما مغمور في سائل عازل:
Sinker EDM: المعروف أيضًا باسم EDM التقليدي أو ram EDM، يستخدم هذا النوع قطبًا كهربائيًا مُشكل مسبقًا، مصنوع عادةً من الجرافيت أو النحاس، والذي يعكس التجويف المطلوب في قطعة العمل. على سبيل المثال، يمكن استخدام قطب كهربائي على شكل هرم لإنشاء تجويف على شكل هرم مماثل. يتم استخدام Sinker EDM بشكل شائع لتصنيع القوالب والقوالب والمكونات ذات الأشكال الهندسية ثلاثية الأبعاد المعقدة. إنه فعال بشكل خاص في تشكيل التجاويف أو الأشكال المعقدة في أدوات قولبة حقن البلاستيك، وصب القوالب، والتزوير.
حفر الثقوب EDM أو Fast Hole EDM: تستخدم هذه الطريقة قطبًا كهربائيًا أنبوبيًا دوارًا لتآكل المواد، مما يتيح حفر ثقوب دقيقة بسرعة عالية مع تفاوتات مشددة. يتم استخدامه خصيصًا لإنشاء ثقوب صغيرة وعميقة ودقيقة، مثل فتحات التبريد في شفرات التوربينات وفوهات حقن الوقود وفتحات الفتحات الصغيرة.
<قوية>2. ما الفرق بين EDM وEDM المقطوع بالأسلاك؟
يكمن الاختلاف الأساسي بين EDM (يشير عادةً إلى Sinker EDM) وEDM المقطوع بالأسلاك في نوع القطب الكهربائي المستخدم، والذي يؤثر بشكل مباشر على تطبيقاتهما. يستخدم قطع الأسلاك EDM سلكًا رفيعًا مستمرًا كقطب كهربائي، والذي يتم تغذيته تلقائيًا من خلال قطعة العمل. يوفر هذا الإعداد مرونة عالية، مما يسمح بالقطع المعقد بدقة والقدرة على قطع الخطوط التفصيلية أو التجاويف في المعادن المختلفة.
في المقابل، يستخدم Sinker EDM قطبًا كهربائيًا ذو شكل مخصص، مصنوع عادةً من النحاس أو الجرافيت، والذي يتم تشكيله مسبقًا ليعكس التجويف أو الشكل المطلوب. هذه الطريقة أقل مرونة من EDM المقطوعة بالأسلاك ولكنها تتفوق في إنشاء أشكال هندسية متكررة ودقيقة ومعقدة في عمق الركيزة لقطعة العمل.