من خلال عملية التصنيع، يمكن تشكيل المواد إلى المنتجات المطلوبة. ومع ذلك، فإن تصنيع المواد ليس دائمًا مهمة سهلة، لأن خصائص المواد وظروف التشغيل المحددة تلعب دورًا حيويًا في تحديد سلاسة وكفاءة العملية بأكملها. ترتبط كل هذه الاعتبارات بالكلمة الرئيسية "القابلية للتصنيع".
تعد قابلية التصنيع خاصية أساسية تميز سهولة إزالة المواد من قطعة العمل أثناء عملية التصنيع. هناك طلب كبير على المواد ذات قابلية التصنيع الجيدة في التصنيع لأنها تتيح تصنيعًا أسرع وأكثر كفاءة، مما يؤدي في النهاية إلى خفض التكلفة وتحسين جودة المنتج.
في هذه المقالة، سوف نقوم بتوضيح مفهوم القابلية للتصنيع، واستكشاف العوامل التي تؤثر عليه. علاوة على ذلك، سنناقش الطرق المختلفة التي يمكن اعتمادها لتحسين قابلية التشغيل الآلي وكيفية قياسها.
ما هي القدرة على الماكينات؟
تشير قابلية التصنيع إلى سهولة تصنيع المادة، وتحديدًا قدرتها على القطع أو التشكيل أو التعديل من خلال عمليات تصنيع متنوعة. وبعبارة أخرى، فهو يقيس مدى سهولة تشكيل المادة إلى الشكل المطلوب.
تعد قابلية تصنيع المادة مؤشرًا مهمًا لتقييم الوقت والتكلفة لإنتاج منتج منها. لضمان كفاءة الإنتاج وعمر الأداة وجودة المنتج النهائي، من الضروري جدًا فهم ما الذي يحدد قابلية التصنيع وما هي التدابير التي يمكن اتخاذها لتحسينها.
ما هي العوامل التي تؤثر على الآلات؟
تعتمد قابلية تصنيع المادة على خواصها الفيزيائية (مما مصنوعة) وحالتها (كيفية معالجتها). الخصائص الفيزيائية ثابتة، ولكن الحالة يمكن أن تختلف بشكل كبير.
الخصائص الفيزيائية
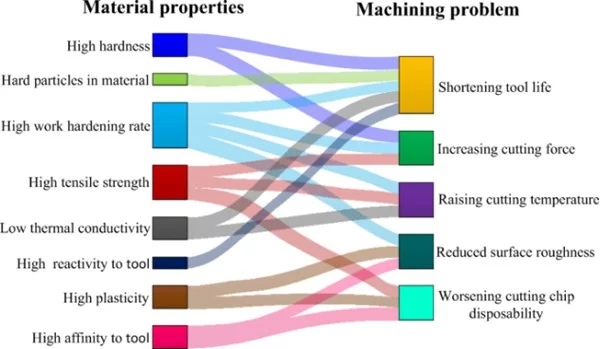
تصلب العمل: يشير إلى ظاهرة أن المعدن يصبح أكثر صلابة وقوة عندما يتشوه لدنًا. هذا التصلب يمكن أن يجعل قطع الشغل أكثر صرامة، مما يؤدي إلى زيادة تآكل الأداة وصعوبة الحفاظ على الدقة.
التمدد الحراري: يقيس معامل التمدد الحراري درجة التمدد الحراري للمواد الصلبة. كلما زادت المعاملات، كانت المواد عرضة للتمدد بشكل أكبر عند تسخينها، مما قد يؤثر على دقة التشغيل الآلي.
الموصلية الحرارية: هي قدرة المادة على توصيل الحرارة مباشرة. تعمل المواد ذات الموصلية الحرارية العالية على تبديد الحرارة بسرعة أكبر، مما يقلل الحمل الحراري على أداة القطع ويحسن عمر الأداة.
معامل المرونة: يقيس مقاومة المواد للتشوه المرن. المواد ذات معامل المرونة الأعلى تكون أكثر صلابة وأقل عرضة للانحناء تحت قوى القطع، مما يمكن أن يحسن دقة الأبعاد أثناء التشغيل الآلي. ومع ذلك، فإن المواد شديدة الصلابة قد تكون أيضًا أكثر هشاشة وعرضة للتشقق.
عوامل الحالة
البنية الدقيقة: يشير إلى توزيع وترتيب الحبوب والأطوار داخل المادة. تعمل الهياكل المنتظمة ذات الحبيبات الدقيقة عمومًا على تحسين إمكانية تصنيع المادة، في حين أن الهياكل الخشنة أو غير المستوية يمكن أن تؤدي إلى تصنيع غير مستقر وزيادة تآكل الأدوات.
حجم الحبوب: غالبًا ما تؤدي أحجام الحبوب الأصغر إلى تحسين إمكانية التصنيع لأنها تقلل من احتمالية تكوين الشقوق والتقطيع.
المعالجة الحرارية: يمكن أن تؤثر بشكل كبير على إمكانية تصنيع المواد عن طريق تغيير خصائصها الميكانيكية. وسوف نوضح هذا بالتفصيل لاحقًا في النص.
الصلابة: تكون المواد الأكثر صلابة عمومًا أكثر صعوبة في التصنيع لأنها تقاوم القطع، مما يؤدي إلى زيادة تآكل الأدوات.
قوة الشد: وهي تقيس أقصى إجهاد للمادة يمكن أن تصمد أمام التوتر قبل أن تنكسر. يصعب تصنيع المواد ذات قوة الشد العالية بسبب مقاومتها للقطع، مما قد يزيد من تآكل الأدوات وقوى التشغيل.
إلى جانب العوامل الخمسة المذكورة أعلاه، تتأثر قابلية تصنيع المواد أيضًا بجوانب أخرى مختلفة مثل طرق التشغيل، ومواد أدوات القطع وهندستها، ومعلمات القطع، والتشحيم والتبريد، وحالة المعدات، وما إلى ذلك.
كيف يمكن تحسين القدرة على الماكينات؟
كما هو مذكور أعلاه، فإن إدخال هذه العوامل يتيح لنا أن نفهم بوضوح كيفية تأثيرها على قابلية التشغيل الآلي. الخصائص المتأصلة للمعادن، مثل معامل المرونة، والتمدد الحراري، والتوصيل الحراري، هي خصائصها الفيزيائية غير القابلة للتغيير. ومع ذلك، هناك طرق لتغيير الظروف وعملية التشغيل الآلي لجعل قطعة العمل أسهل في التصنيع. على وجه التحديد، يمكننا تحسين إمكانية التشغيل الآلي من الفئتين الرئيسيتين التاليتين.
الفئة الأولى: دون تغيير في خواص المواد
يركز هذا النهج على تحسين الظروف التي تتم مواجهتها أثناء عمليات التشغيل الآلي. فيما يلي بعض الأساليب المحددة على النحو التالي.
اختيار المواد
حدد المواد ذات قابلية التصنيع الأفضل بطبيعتها. تمتلك بعض المواد قابلية تصنيع مناسبة بسبب تركيبها الكيميائي وبنيتها المجهرية. قم بإعطاء الأولوية للمواد ذات الصلابة المعتدلة والتوصيل الحراري الجيد والالتصاق المنخفض.
تحديد وترقية أدوات القطع
حدد الأدوات المصنوعة من المواد المناسبة (على سبيل المثال، كربيد، والفولاذ عالي السرعة) بناءً على المواد التي يتم تشكيلها. استخدم أدوات ذات زوايا جرف مثالية وزوايا خلوص وتصميمات متطورة لتقليل قوى القطع وتحسين إخلاء الرقاقة.
تحسين معلمات التصنيع
من خلال تحسين معلمات القطع مثل سرعة القطع، ومعدل التغذية، وعمق القطع، يمكن إطالة عمر الأداة وتحسين تشطيب السطح، مما يؤدي في النهاية إلى تعزيز إمكانية التشغيل الآلي. على سبيل المثال، زيادة سرعة القطع ومعدل التغذية ضمن حدود معقولة يمكن أن تعزز معدلات إزالة المواد، ولكن يجب تجنب الزيادات المفرطة لمنع ارتفاع درجة الحرارة وتآكل الأدوات. بالإضافة إلى ذلك، من خلال ضبط عمق القطع بشكل مناسب - استخدام أعماق أكبر للمعالجة الخشنة وأعماق أصغر للتصنيع النهائي وفقًا للمهمة المطروحة - يمكن للمرء ضمان جودة السطح وكفاءة المعالجة.
تطبيق مواد التشحيم والمبردات
تطبيق مواد التشحيم والمبردات المناسبة لتقليل الاحتكاك وتوليد الحرارة وتآكل الأدوات أثناء عمليات التشغيل الآلي، لتحسين جودة السطح المُشكل في النهاية.
تحسين إعداد الماكينة وقطعة العمل
إن استخدام أداة الآلة ذات الصلابة العالية والصيانة المثلى، إلى جانب اعتماد التركيبات والدعم المناسبين لتثبيت قطعة العمل بشكل موحد، يمكن أن يمنع التشوه والحركة بشكل فعال. وهذا يضمن نتائج متسقة ودقيقة.
اعتماد طرق التصنيع المناسبة
غالبًا ما يتطلب تصنيع مواد مختلفة لتحقيق الأشكال المرغوبة أنواعًا معينة من المعدات. باستخدام مجموعة متنوعة من المعدات في ورشة الآلات، مثل ماكينة تفريغ الأسلاك الكهربائية (WEDM)، من الممكن التعامل بفعالية مع المواد الصلبة أو التصميمات المعقدة التي لا تستطيع الطرق الأخرى إدارتها بكفاءة.
الفئة الثانية: تغيير خواص المواد
العلاجات الحرارية
تعد المعالجة الحرارية طريقة فعالة للغاية لتحسين القدرة على التصنيع، ومع ذلك فمن المهم إدراك أن تطبيق المعالجة الحرارية ومعالجات تصلب العمل على المواد في المراحل المبكرة من الإنتاج يمكن أن يزيد بشكل كبير من صلابتها، مما يجعلها أكثر صعوبة للآلة. ولذلك، فإنه من المستحسن تأجيل المعالجات الحرارية وعمليات التصلب الأخرى إلى ما بعد التصنيع. التبريد، غالبًا ما يكون مقترنًا بالتلطيف، هو العملية النموذجية المستخدمة بعد التشغيل الآلي لتعزيز الخواص الميكانيكية النهائية لقطعة العمل.
ومع ذلك، إذا كان التأجيل مستحيلًا، فقد تفكر في تلدين قطعة العمل قبل التشغيل الآلي لتليين المادة وتخفيف الضغط الداخلي. فيما يلي النقاط الرئيسية لطرق المعالجة الحرارية شائعة الاستخدام.
التليين: تتضمن هذه العملية تسخين المادة إلى درجة حرارة معينة، والاحتفاظ بها لفترة من الوقت، ثم تبريدها ببطء. معالجة التلدين تجعل المادة أكثر ليونة، مما يقلل من المقاومة أثناء القطع، ويقلل من تآكل الأداة، وبالتالي تحسين القدرة على التشغيل الآلي.
التطبيع: تقوم هذه العملية بتسخين المادة فوق درجة حرارتها الحرجة ثم تسمح لها بالتبريد بشكل طبيعي في الهواء. تعمل عملية التطبيع على تحسين البنية الحبيبية للمادة، مما يمنحها نسيجًا أكثر تجانسًا مما يعمل على تحسين قابلية التشغيل. كما أنه يعزز الاتساق أثناء عملية التصنيع ويقلل من تآكل الأدوات.
التبريد والتلطيف: التسقية هي عملية يتم فيها تسخين المواد ثم تبريدها بسرعة، في حين أن التقسية هي عملية إعادة تسخين المواد المروية إلى درجة حرارة أقل ثم تبريدها. من الصعب عمومًا معالجة المواد التي خضعت للتبريد، مما يتطلب تقسية لتحسين صلابتها وصلابتها من أجل تسهيل تصنيعها. يمكن أن تؤدي درجة الحرارة والوقت المناسبين إلى تحسين أداء المعالجة بشكل كبير.
إضافات
يمكن أن تؤدي إضافة عناصر محددة إلى تغيير جذري في قابلية تصنيع المادة. بعض الطرق الشائعة هي كما يلي:
إضافة الرصاص: يمكن أن تؤدي إضافة كمية صغيرة من الرصاص إلى المادة إلى تحسين مداهنتها بشكل كبير. وهذا يقلل من الاحتكاك والتآكل على أداة القطع، مما يجعل عملية القطع أكثر سلاسة وإدارة الرقائق الناتجة أسهل.
المضافات الأخرى: يمكن أن تؤدي إضافة الكبريت أو الفوسفور المناسب إلى تحسين كسر الرقائق، مما يقلل من قوى القطع ويعزز من إمكانية التشغيل الآلي.
كيف يتم قياس القدرة على الماكينات؟
إن تقييم قابلية تصنيع المادة هو عملية متعددة الأوجه تأخذ في الاعتبار عوامل مختلفة. نقوم في كثير من الأحيان بإجراء تقييم نوعي من الجوانب التالية.
عمر الأداة: يشير العمر الأطول للأداة إلى سهولة التصنيع. تعتبر المواد التي تسمح للأدوات بالاستمرار لفترة أطول في ظل ظروف مماثلة تتمتع بإمكانية تصنيع أفضل.
قوى الأداة واستهلاك الطاقة: يشير انخفاض قوى القطع وانخفاض استهلاك الطاقة أثناء المعالجة إلى إمكانية تصنيع أفضل. غالبًا ما يتم قياس هذه العوامل باستخدام معدات متخصصة تسجل مقدار القوة والطاقة اللازمة لتصنيع المادة.
تشطيب السطح: تتمتع المواد التي يمكن تشكيلها آليًا للحصول على لمسة نهائية ناعمة دون الحاجة إلى معالجة إضافية بقابلية تصنيع أعلى.
شكل الرقاقة: تشير الرقائق المتعرجة الأقصر إلى سهولة التصنيع، في حين تشير الرقائق الطويلة والخيطية إلى صعوبة التصنيع.
على الرغم من أن هذه الأساليب شائعة الاستخدام، إلا أنها تعمل في المقام الأول كمراجع نوعية وقد لا تكون موثوقة بشكل كامل بسبب تأثير العوامل المختلفة على استهلاك الطاقة، وتآكل الأدوات، وتشطيب السطح. للحصول على منظور كمي أكثر، دعنا نستكشف نظام تصنيف اختبار الدوران AISI.
نظام تقييم اختبار الدوران AISI
إنه نظام تصنيف قابلية التصنيع الأكثر اعتماداً على نطاق واسع، والذي أجراه المعهد الأمريكي للحديد والصلب (AISI). يقيس هذا النظام قابلية تصنيع المادة مقابل الفولاذ B1112، الذي يعمل كمعيار مرجعي بصلابة برينل تبلغ 160. ويتم التعبير عن تصنيف قابلية التصنيع كنسبة مئوية، حيث يتم تعيين الفولاذ B1112 كخط أساسي بتصنيف 100%.
في هذا النظام، فإن المواد التي تكون أسهل في الماكينة من الفولاذ B1112 سيكون لها معدل قابلية للتصنيع أعلى من 100%، في حين أن المواد الأكثر صعوبة في الماكينة سيكون لها تصنيف أقل من 100%.
مواد
تصنيف قابلية التشغيل الآلي
الألومنيوم 6061
480% – 320%
الألومنيوم 7075
480% – 320%
فولاذ منخفض الكربون 1010
64% – 40%
فولاذ منخفض الكربون 1018
80% – 44%
فولاذ كربوني متوسط 1045
60% – 28%
الفولاذ المقاوم للصدأ 304
64% – 44%
الفولاذ المقاوم للصدأ 316
36%
نحاس 260
105% – 100%
نحاس 360
160% – 200%
سبائك التيتانيوم الصف 2
30%
سبائك التيتانيوم الصف 5
35% – 30%
سبائك التيتانيوم الصف 23
28% – 25%
سبائك المغنيسيوم ZK60A
65% – 60%
سبائك المغنيسيوم AZ31
55% – 50%
مخطط تقييمات قابلية التصنيع
العمل مع Chiggo للأجزاء التي يصعب تصنيعها
تعد قابلية التصنيع مؤشرًا رئيسيًا للوقت والتكلفة اللازمين لتصنيع الأجزاء. من السهل معالجة المواد ذات قابلية التصنيع العالية، لكن هذا لا يعني دائمًا الأداء العالي. في بعض السيناريوهات، تكون المواد ذات قابلية التصنيع المنخفضة ضرورية. لتحسين نتائج المعالجة، يمكننا ضبط طرق المعالجة والمتغيرات الأخرى.
في Chiggo، لدينا الخبرة والمعدات المتقدمة لتوفير تصنيع عالي الجودة وفعال من حيث التكلفة لمختلف المواد. اتصل بنا للحصول على تصميم مجاني وتحسين عملية التصنيع.
المواد المشتركة القابلة للتصنيع
الألومنيوم
الألومنيوم معدن ناعم وخفيف الوزن وقابل للتشكيل بشكل كبير. من بين متغيراته، غالبًا ما يتم التعرف على الألومنيوم 6061 باعتباره واحدًا من أكثر الأنواع التي يمكن تصنيعها.
فُولاَذ
على الرغم من أن تصنيع الفولاذ يمكن أن يكون أكثر تعقيدًا من تصنيع سبائك الألومنيوم، إلا أن الفولاذ الطري يكون عمومًا أسهل في التصنيع مقارنة بالفولاذ عالي الكربون ويوفر تشطيبًا جيدًا للسطح. إنها تنتج رقائق قصيرة ولا تسبب تآكلًا مفرطًا للأداة. علاوة على ذلك، تحتوي بعض درجات الفولاذ المقاوم للصدأ، مثل 303، على مواد مضافة مثل الرصاص لتعزيز إمكانية التصنيع.
البلاستيك
يصعب تصنيع اللدائن الحرارية لأن الحرارة الناتجة عن أدوات القطع يمكن أن تتسبب في ذوبان البلاستيك والتصاقه بالأداة. ومع ذلك، فإن المواد البلاستيكية مثل ABS، والنايلون، وPTFE، وDelrin توفر إمكانية تصنيع ممتازة.
معادن أخرى
تشمل المعادن الأخرى القابلة للتشكيل النحاس، وسبائك المغنيسيوم، وسبائك الرصاص، وما إلى ذلك. النحاس، وهو سبيكة نحاسية، له طبيعة ناعمة مع قوة شد جيدة، ويظهر قابلية تصنيع جيدة جدًا. سبائك المغنيسيوم هي معادن خفيفة الوزن ذات قابلية تشغيل جيدة. سبائك الرصاص، التي تتكون أساسًا من الرصاص مع إضافات مختلفة، توفر احتكاكًا منخفضًا ومقاومة جيدة للتآكل وقابلية للتصنيع، ولكن استخدامها محدود بسبب مخاوف السمية.
القدرة على الماكينات مقابل قابلية التشغيل
تشير قابلية التشغيل إلى السهولة التي يمكن بها تشكيل المادة وتشكيلها في التكوينات المطلوبة من خلال عمليات مثل الثني والتزوير والرسم والبثق. ويشمل جوانب مثل الليونة (القدرة على التشوه تحت ضغط الشد)، والمرونة (القدرة على التشوه تحت ضغط الضغط)، والقابلية للتشكيل (سهولة تشكيل أشكال معقدة دون تشقق). تشمل قابلية التشغيل عمليات العمل الباردة والساخنة.
تتعلق قابلية التصنيع على وجه التحديد بسهولة قطع المادة أو تشكيلها أو إنهائها باستخدام الأدوات الآلية مثل المخارط وآلات الطحن وآلات CNC. وهي تتضمن عوامل مثل سرعة القطع (معدل إزالة المواد)، وتآكل الأدوات (معدل تآكل أدوات القطع)، وتشطيب السطح (جودة السطح المُشكل)، والدقة (القدرة على تحقيق تفاوتات مشددة وأبعاد دقيقة). تركز قابلية التصنيع على سلوك المادة في ظل ظروف القطع وتفاعلها مع أدوات القطع.