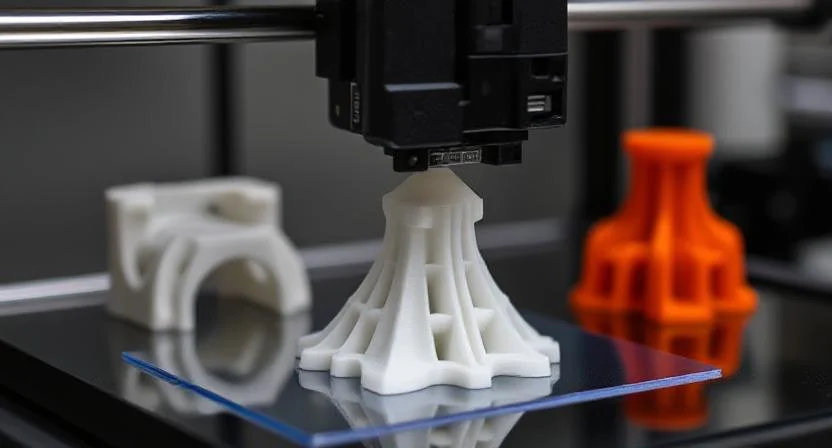
نمذجة الترسيب المنصهر (FDM) هي عملية طباعة ثلاثية الأبعاد لقذف المواد. إنه يعمل عن طريق تغذية خيوط لدنة بالحرارة في فوهة ساخنة، حيث تذوب ويتم ترسيبها طبقة تلو الأخرى على طول مسار أدوات مبرمج لبناء الجزء. في جوهرها، تعمل طابعة FDM إلى حد كبير مثل مسدس الغراء الساخن الذي يتم التحكم فيه بواسطة الكمبيوتر، حيث تقوم ببثق حبات رقيقة من البلاستيك المنصهر التي تتصلب بسرعة لتشكل جسمًا ثلاثي الأبعاد.
FDM هي طريقة الطباعة ثلاثية الأبعاد الأكثر استخدامًا على نطاق واسع، خاصة على المستوى الاستهلاكي والتعليمي. مع وجود أكبر قاعدة للطابعات في جميع أنحاء العالم، غالبًا ما تكون هذه هي العملية الأولى التي يفكر فيها الناس عند الحديث عن الطباعة ثلاثية الأبعاد. قد ترى أيضًا هذا المصطلحتصنيع الشعيرات المنصهرة (FFF)تستخدم بالتبادل. ولأن "FDM" هي علامة تجارية مملوكة لشركة Stratasys، فقد اعتمد مجتمع الطباعة ثلاثية الأبعاد مفتوح المصدر "FFF" كبديل محايد؛ في الممارسة العملية، يصف كلا المصطلحين نفس العملية القائمة على البثق.
تشرح هذه المقالة أساسيات FDM، بما في ذلك إيجابياتها وسلبياتها والاختلافات بين الأجهزة المكتبية والصناعية. كما يغطي أيضًا المواد البلاستيكية الشائعة للطباعة والحالات التي يكون فيها FDM أكثر ملاءمة.
تاريخ موجز لـ FDM
على الرغم من أن FDM هي الآن طريقة الطباعة ثلاثية الأبعاد الأكثر شيوعًا، إلا أنها لم تكن الأولى التي تم اختراعها. في الواقع، جاء بعد كل من الطباعة الحجرية المجسمة (SLA) والتلبد بالليزر الانتقائي (SLS). قدم سكوت كرومب أول براءة اختراع FDM في عام 1989 - بعد ثلاث سنوات من SLA وعام واحد بعد SLS - وقام مع زوجته ليزا بتأسيس شركة Stratasys لجلب التكنولوجيا إلى السوق.
طوال التسعينيات، امتلكت شركة ستراتاسيس براءات الاختراع الرئيسية ووضعت FDM في المقام الأول للنماذج الأولية الصناعية. حدث تحول كبير في عام 2005 مع مشروع RepRap (نسخ النماذج الأولية السريعة)، وهو مبادرة مفتوحة المصدر قام بها Adrian Bowyer تهدف إلى إنشاء طابعات ذاتية النسخ. عندما انتهت صلاحية براءات اختراع FDM الأساسية في عام 2009، مهدت هذه الحركة الطريق أمام ظهور شركات مثل MakerBot وUltimaker وPrusa Research، مما جعل الطابعات المكتبية في متناول الهواة والمعلمين.
بحلول العقد الأول من القرن الحادي والعشرين، نجحت الأنظمة الصناعية من شركة Stratasys والطابعات الاستهلاكية من الشركات المستوحاة من حركة المصادر المفتوحة معًا في ترسيخ FDM باعتبارها تكنولوجيا الطباعة ثلاثية الأبعاد الأكثر استخدامًا في العالم.
طابعات سطح المكتب مقابل طابعات FDM الصناعية
واليوم، أدى هذا التطور إلى ظهور فئتين رئيسيتين من الآلات: الأنظمة الصناعية للإنتاج الاحترافي والطابعات المكتبية للمستهلكين والمعلمين. تم تلخيص الاختلافات الرئيسية بينهما أدناه:
ملكية
FDM الصناعية
سطح المكتب FDM
الدقة القياسية
حوالي ±0.2–0.3 ملم
حوالي ± 0.2-0.5 ملم
سمك الطبقة النموذجية
0.15-0.3 ملم
0.1-0.25 ملم
الحد الأدنى لسماكة الجدار
~1 ملم
~0.8-1 ملم
الحد الأقصى لحجم البناء
كبيرة (على سبيل المثال، 900 × 600 × 900 مم)
متوسطة (على سبيل المثال، 200 × 200 × 200 مم)
المواد المشتركة
ABS/ASA، الكمبيوتر الشخصي، النايلون، ULTEM
جيش التحرير الشعبى الصينى، ABS، PETG، تي بي يو
مواد الدعم
الانفصالية والذوبان
نفس المادة أو قابلة للذوبان (الطارد المزدوج)
القدرة على الإنتاج
منخفض – متوسط؛ دفعات قابلة للتكرار
قليل؛ النماذج الأولية والعروض الفريدة
تكلفة الآلة
50,000 دولار+
500 دولار - 5000 دولار
كيف يعمل FDM: عملية خطوة بخطوة
تقوم طابعة FDM بتحويل التصميم الرقمي إلى كائن مادي من خلال الخطوات التالية:
النمذجة ثلاثية الأبعاد :تبدأ العملية بنموذج رقمي، يتم إنشاؤه عادةً في برنامج CAD أو تنزيله من مكتبة ثلاثية الأبعاد. يتم تصدير النموذج بتنسيق مثلالمحكمة الخاصة بلبنانأو OBJ، الذي يحدد هندسة الكائن.
التقطيع:يقوم برنامج التقطيع بتحويل النموذج ثلاثي الأبعاد إلى مجموعة من الطبقات ثنائية الأبعاد ويقوم بإنشاء مسارات الأدوات التي ستتبعها الطابعة. كما أنه يضيف أي دعم ضروري للأجزاء المتدلية ويخرج ملف G-code الذي يحتوي على تعليمات الطباعة. يتم اختيار الإعدادات الرئيسية، مثل ارتفاع الطبقة وسرعة الطباعة وكثافة التعبئة وموضع الدعم، في هذه المرحلة وتؤثر بشكل مباشر على جودة الطباعة ومدتها.
إعداد الطابعة:يتم تحميل بكرة الفتيل في الطارد، الذي يغذي المادة باتجاه الطرف الساخن. يتم تنظيف لوحة التصميم وتسويتها لضمان الالتصاق المناسب للطبقة الأولى، وبالنسبة للمواد مثل ABS، يتم عادةً تسخينها مسبقًا لتقليل الالتواء.
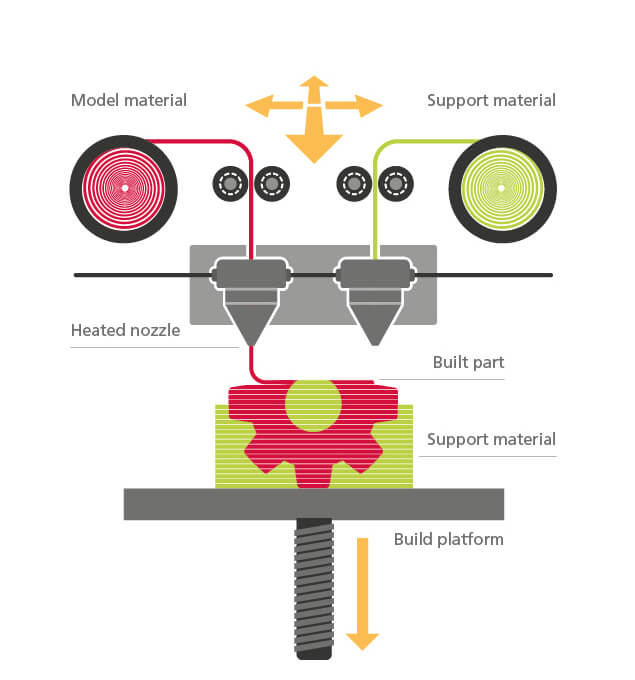
التسخين والبثق وترسيب الطبقة:عندما تصل الفوهة إلى درجة الحرارة المستهدفة، يقوم الطارد بدفع الفتيل إلى الرأس الساخن، حيث يذوب. يتم تثبيت رأس البثق على نظام حركة ثلاثي المحاور (X، Y، Z) الذي يوجه الفوهة بدقة عبر منطقة البناء. عندما يتحرك الرأس، فإنه يقذف خيوطًا رفيعة من البلاستيك المنصهر على لوحة التصميم على طول المسار المحدد مسبقًا.
يتم وضع كل طبقة جديدة فوق الطبقة السابقة. تبرد المادة وتتصلب بسرعة؛ في كثير من الحالات، تعمل مراوح التبريد المرفقة بالقرب من رأس البثق على تسريع هذه العملية، خاصة بالنسبة للمواد مثل PLA. لملء المناطق الأوسع، تقوم الفوهة بتمريرات متعددة حتى تكتمل الطبقة. بعد ذلك، إما أن تنخفض منصة البناء أو يرتفع رأس البثق بمقدار طبقة واحدة، وتبدأ الآلة في الطبقة التالية. تتكرر هذه الدورة مئات أو آلاف المرات حتى يتم بناء الجزء بأكمله.
تبرد المادة وتتصلب على الفور تقريبًا، وغالبًا ما يتم ذلك بمساعدة مراوح لتبريد أسرع باستخدام مواد مثل PLA. لملء منطقة ما، تقوم الفوهة بتمريرات متعددة، تمامًا مثل تلوين شكل باستخدام قلم التحديد. بمجرد اكتمال الطبقة، تنخفض منصة البناء أو يرتفع رأس البثق بمقدار طبقة واحدة، وتتكرر العملية. طبقة بعد طبقة، يتم بناء الجزء من الأسفل حتى يتم تشكيله بالكامل.
الهياكل الداعمة:بالنسبة للأجزاء المتدلية أو الجسور، تقوم الطابعة بإنشاء مادة دعم لمنع الأجزاء غير المدعومة من الانهيار. قد تتم طباعة هذه الدعامات في نفس البلاستيك ثم يتم قطعها لاحقًا، أو في فتيل ثانوي قابل للذوبان إذا كانت الطابعة تحتوي على فوهات متعددة.
مرحلة ما بعد المعالجة:بمجرد ترسيب الطبقة النهائية، يبرد الجزء ويتم إزالته من لوحة التصميم. تتطلب معظم مطبوعات FDM ما هو أكثر بقليل من مجرد إزالة الدعم، ولكن يمكن تطبيق خطوات تشطيب إضافية إذا كنت ترغب في الحصول على سطح أكثر نعومة أو أداء محسن.
تتضمن طرق ما بعد المعالجة الشائعة لأجزاء FDM ما يلي:
الصنفرة والتلميع - يعمل على تنعيم خطوط الطبقات المرئية وإعداد الأسطح للطلاء.
التمهيدي والطلاء - يضيف اللون ويحسن جماليات السطح.
اللحام البارد – يستخدم المذيبات (مثل الأسيتون لـ ABS) أو المواد اللاصقة لربط الأجزاء معًا أو إغلاق اللحامات.
تجانس البخار - يعرض الجزء لأبخرة المذيبات، مما يؤدي إلى إذابة السطح الخارجي قليلاً لإنتاج لمسة نهائية لامعة.
طلاء الإيبوكسي - يتم وضع طبقة رقيقة من الراتنج تملأ الفجوات، وتحسن القوة، ويمكن أن تجعل الأجزاء مقاومة للماء.
طلاء معدني - يضيف طبقة سطحية معدنية من أجل المتانة أو التوصيل أو التأثير البصري.
مزايا وعيوب FDM
الايجابيات
فعالة من حيث التكلفة
تعد FDM عمومًا طريقة الطباعة ثلاثية الأبعاد الأكثر تكلفة من حيث سعر الماكينة وتكلفة المواد. تتراوح تكلفة الوحدات المكتبية من بضع مئات إلى بضعة آلاف من الدولارات، وحتى العديد من أنظمة FDM الصناعية تظل أقل تكلفة من نظيراتها من SLA أو SLS. الخيوط غير مكلفة، ومتوفرة على نطاق واسع في العديد من العلامات التجارية والأنواع، ومن السهل الحصول عليها. هذا الحاجز المنخفض أمام الدخول يجعل FDM متاحًا للفصول الدراسية ومختبرات الأبحاث والشركات الصغيرة.
سرعة النماذج الأولية السريعة
يعد FDM ممتازًا لتكرار التصميم السريع. يمكن طباعة جزء في دقائق إلى بضع ساعات، مما يسمح للفرق بالانتقال من المفهوم إلى النموذج الأولي المادي بين عشية وضحاها. بالمقارنة مع الطرق التي تتطلب دورات معالجة أو تبريد طويلة، فإن FDM يقلل من فترات الانتظار ويسرع تطوير المنتج.
مجموعة واسعة من المواد
تدعم FDM مجموعة واسعة من اللدائن الحرارية، بدءًا من الخيارات الشائعة وبأسعار معقولة مثل PLA وABS وPETG إلى المواد الهندسية مثل النايلون والبولي كربونات وTPU، وحتى البوليمرات عالية الأداء مثل ULTEM أو PEEK في الأنظمة الصناعية. يتيح هذا التنوع للمهندسين اختيار المواد التي تتوافق بشكل وثيق مع متطلبات أداء المنتج النهائي.
قابلية التوسع (حجم الطباعة)
على عكس الأنظمة القائمة على الراتنج أو المسحوق، والتي تكون مقيدة بأبعاد الحوض أو السرير، يمكن توسيع نطاق آلات FDM ببساطة عن طريق توسيع الإطار ونظام الحركة. تمنح قابلية التوسع هذه FDM ميزة واضحة من حيث التكلفة إلى الحجم وتجعلها حلاً عمليًا لإنتاج نماذج أولية كبيرة مثل مكونات السيارات أو النماذج المعمارية.
سهولة الاستخدام والمعالجة اللاحقة البسيطة
يعد تشغيل طابعة FDM أمرًا بسيطًا: قم بتحميل الفتيل، وابدأ الطباعة، وقم بإزالة الجزء عند الانتهاء. تقتصر مرحلة ما بعد المعالجة عادةً على فصل الدعامات، على عكس طباعة الراتنج التي تتطلب الغسيل والمعالجة والتعامل مع المواد الكيميائية. العديد من أجزاء FDM جاهزة للاستخدام على الفور، مع تشطيب إضافي مطلوب فقط لمواد أو تطبيقات معينة. ميزة أخرى هي مرونة الألوان: مع توفر الخيوط في مجموعة واسعة من الظلال، يمكن طباعة النماذج في كثير من الأحيان في شكلها النهائي دون الطلاء الإضافي الذي تتطلبه مطبوعات الراتنج عادةً.
مرونة التصميم في القوة واستخدام المواد
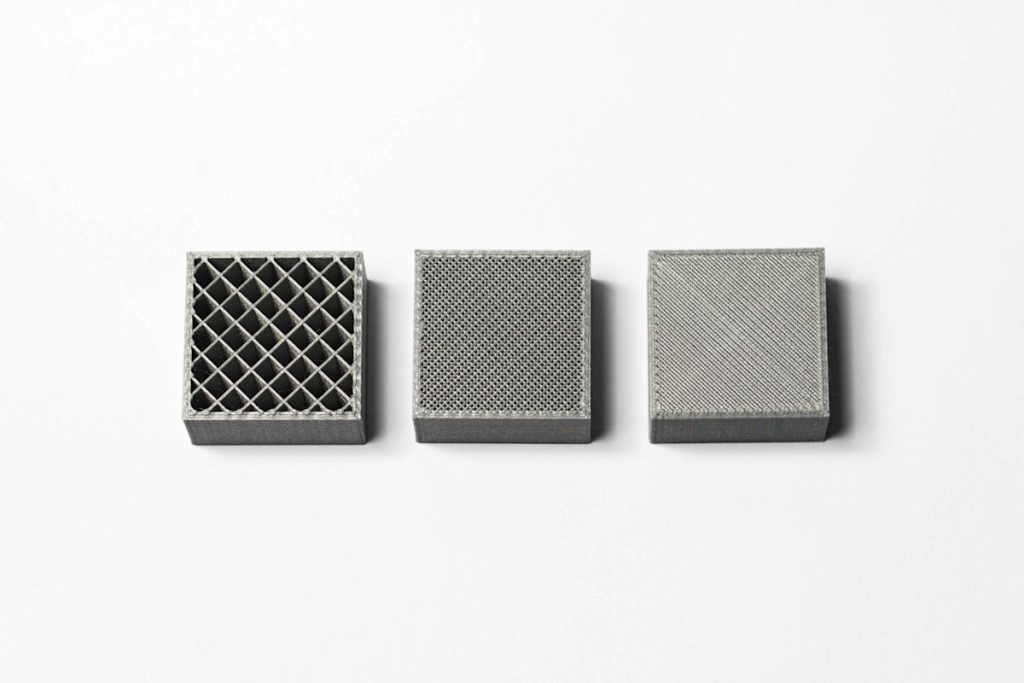
يسمح FDM للمستخدمين بالتعديلكثافة الحشووسمك القشرةوتحقيق التوازن بين وقت الطباعة واستهلاك المواد والأداء الميكانيكي. تعني إمكانية الضبط هذه أنه يمكن تحسين الأجزاء كنماذج أولية خفيفة الوزن أو كمكونات وظيفية أقوى. في الأنظمة المتطورة، تتوفر أيضًا مواد دعم قابلة للذوبان، مما يسهل التعامل مع الأشكال الهندسية المعقدة وتبسيط المعالجة اللاحقة.
هدر مادي أقل
يستخدم FDM خيوطًا يتم صهرها وترسيبها عند الحاجة تمامًا، لذلك لا يتم إهدار أي مواد خام تقريبًا أثناء الطباعة. يتناقض هذا مع الطرق المعتمدة على المسحوق مثل SLS أو MJF، حيث يتطلب المسحوق غير المستخدم التعامل معه وقد يتحلل بعد عدة دورات. بفضل التصميم الذكي الذي يقلل أو يزيل هياكل الدعم، يمكن أن يكون FDM أكثر كفاءة في استخدام المواد.
سلبيات
دقة محدودة وتشطيب سطحي
يبني FDM كائنات ذات خطوط طبقة مرئية، وحتى في الإعدادات الدقيقة (~0.1–0.2 مم)، تُظهر الأسطح المنحنية تأثير "درج السلم". الحد الأدنى لحجم الميزة محدود بقطر الفوهة (غالبًا ~ 0.4 مم)، لذلك يصعب تحقيق التفاصيل الصغيرة جدًا أو الملاءمة الدقيقة. ونتيجة لذلك، غالبًا ما يتطلب المظهر أو الدقة ذات الجودة الاحترافية معالجة لاحقة: قد تحتاج الخيوط إلى التنصت، وقد تحتاج الثقوب إلى توسيع، وقد تحتاج الأسطح إلى الصنفرة، أو الطلاء، أو تنعيم البخار للحصول على لمسة نهائية مصقولة. تكافح FDM أيضًا لإنتاج أجزاء مانعة لتسرب الماء أو محكم الغلق تمامًا دون إحكام إضافي.
قضايا تباين والتصاق الطبقة
نظرًا لأن الأجزاء مصنوعة طبقة تلو الأخرى، فإن مطبوعات FDM تكون متباينة الخواص: أضعف بشكل ملحوظ على طول المحور Z. يكون الترابط بين الطبقات أقل قوة من الترابط داخل الطبقة، مما يجعل الأجزاء أكثر عرضة للانقسام أو التصفيح تحت الضغط المطبق بشكل عمودي على اتجاه البناء. وهذا يحد من أدائها في التطبيقات الميكانيكية الهامة ما لم يتم تحسين اتجاه الجزء والملء بعناية.
تحديات الاعوجاج والدقة
يمكن أن يؤدي الانكماش الحراري أثناء التبريد إلى اعوجاج الأجزاء، مع رفع الحواف عن لوحة التصميم أو ثني الميزات الرقيقة. إن ABS والنايلون معرضان بشكل خاص لهذا الأمر، وغالبًا ما يتطلبان أسرة ساخنة أو غرف مغلقة. حتى مع المعايرة، يعد تحقيق دقة أبعاد عالية أمرًا صعبًا، حيث تتراوح التفاوتات عادةً بين ±0.1–0.3 مم. غالبًا ما تحتاج الثقوب والتفاصيل الدقيقة إلى التعديل أو التصنيع للحصول على ملاءمة دقيقة.
الدعم والقيود الهندسية
تتطلب طابعات FDM هياكل دعم للأجزاء المتدلية الأكثر انحدارًا من ~45 درجة أو الجسور الطويلة. تعمل هذه الدعامات على إضافة مواد، وإطالة أوقات الطباعة، ويمكن أن تترك عيوبًا عند إزالتها. قد يكون من المستحيل طباعة الأشكال الهندسية الداخلية المعقدة لأن الدعامات ستكون محاصرة بالداخل. على الرغم من أن آلات البثق المزدوجة ذات الدعامات القابلة للذوبان تعمل على تحسين المرونة، إلا أنها تضيف تكلفة ولا تزال تتطلب خطوات الإزالة.
القيود المادية
على الرغم من أن FDM يدعم العديد من اللدائن الحرارية، إلا أنه لا يزال يقتصر على تلك الفئة من المواد. لا يمكن طباعة المعادن والسيراميك الكامل بشكل مباشر. تتطلب البوليمرات عالية الأداء مثل PEEK أو ULTEM درجات حرارة عالية جدًا للفوهة والغرفة، مما يجعلها متاحة فقط على الآلات الصناعية المتخصصة. ونتيجة لذلك، يمكن لكل طابعة FDM التعامل مع مجموعة فرعية فقط من نطاق المواد الكامل.
متطلبات المعايرة والصيانة
نظرًا لبساطة أنظمة FDM وتصميمها القائم على التكلفة، غالبًا ما يقضي المستخدمون وقتًا في تعديل الإعدادات مثل تسوية السرير وارتفاع الفوهة لتحقيق جودة متسقة. إن الاعتماد الكبير على الحركة الميكانيكية يعني أن هناك حاجة إلى صيانة منتظمة - مثل ضبط شد الحزام، وتشحيم القضبان، وتنظيف البثق، واستبدال الأجزاء مثل الفوهات أو الأطراف الساخنة.
حساسية المواد الخام
تعتمد جودة الطباعة بشكل كبير على جودة الخيوط. يمكن أن يؤدي ضعف تحمل الأبعاد في قطر الفتيل أو التركيب غير المتناسق إلى مشاكل في البثق. بالإضافة إلى ذلك، فإن معظم الخيوط استرطابية؛ إذا لم يتم تخزينها بشكل صحيح، فإنها تمتص الرطوبة من الهواء، مما يؤدي إلى ظهور فقاعات أو سوء تشطيب السطح أو ضعف التصاق الطبقة أثناء الطباعة.
المواد الشائعة المستخدمة في طباعة FDM
لقد خلقت عقود من التطوير في صناعة البلاستيك مجموعة واسعة منخيوط البوليمربدءًا من المواد البلاستيكية المستخدمة يوميًا وحتى البوليمرات الهندسية المتخصصة.
جيش التحرير الشعبى الصينىهو الفتيل الأكثر شيوعًا لطابعات FDM المكتبية. إنه بلاستيك قابل للتحلل (غالبًا ما يعتمد على نشا الذرة) يسهل طباعته وينتج أجزاء بتفاصيل جيدة وجودة سطحية. عندما تكون هناك حاجة إلى صلابة أعلى ومقاومة درجات الحرارة،ABSعادة ما يكون الاختيار. ومع ذلك، فإن ABS أكثر عرضة للالتواء وغالبًا ما يتطلب سريرًا أو حجرة ساخنة لمنع الزوايا من الرفع.
بديل شعبي آخر هوبيتغ،الذي يجمع بين سهولة الطباعة من PLA ومتانة ABS. إنه يوفر توازنًا جيدًا بين القوة والمرونة والمقاومة الكيميائية.
ماكينات FDM الصناعيةمن ناحية أخرى، تستخدم بشكل رئيسي اللدائن الحرارية الهندسية مثلABS,البولي (كمبيوتر)، وأولتيم (جزيرة الأمير إدوارد). غالبًا ما تشتمل هذه المواد على مواد مضافة لتعزيز خصائصها، مما يجعلها مناسبة للتطبيقات الصعبة التي تتطلب قوة تأثير عالية، أو ثباتًا حراريًا، أو مقاومة كيميائية، أو حتى توافقًا حيويًا.
مرنة ومرنة للغاية - يمكنها إنشاء أجزاء تشبه المطاط. امتصاص جيد للصدمات.
من الصعب الطباعة بدقة وبسرعة (يلزم وجود مطبوعات بطيئة). يمكن أن تتكدس الخيوط الناعمة في بعض أجهزة البثق غير المصممة للمرونة.
الجوانات، والأختام، وحافظات الهاتف، والعجلات/الإطارات، والنماذج الطبية
البولي (كمبيوتر)
قوة تأثير ممتازة. مقاومة أعلى للحرارة (~110 درجة مئوية). مناسبة للأجزاء الوظيفية الصعبة.
يتطلب درجات حرارة عالية للطابعة؛ عرضة للتزييف/التشقق إذا تم تبريده بسرعة كبيرة. يحتاج بشكل عام إلى طابعة مغلقة من الدرجة الصناعية.
الأدوات الصناعية، العلب الواقية، مكونات السيارات
بي / ألتيم
أداء عالي: قوة كبيرة بالنسبة للوزن، مثبطات اللهب، تعمل حتى 170 درجة مئوية. تستخدم في مجال الطيران والسيارات.
مادة باهظة الثمن تتم الطباعة فقط على الأجهزة المتطورة نظرًا لمتطلبات درجات الحرارة القصوى.
قطع غيار الفضاء الجوي، ومكونات السيارات تحت غطاء المحرك، والأجهزة الطبية
متى يتم استخدام FDM
نظرًا لنقاط القوة والقيود التي تمت مناقشتها، إليك بعض الحالات النموذجية التي يكون فيها FDM هو الخيار الأنسب مقارنة بالطرق الأخرى:
التكلفة أو السرعة هي الاهتمام الأساسي:إذا كنت بحاجة إلى نموذج أولي بسرعة وبتكلفة زهيدة، فمن الصعب التغلب على FDM. يمكنك الانتقال من CAD إلى الجزء المادي في نفس اليوم دون إنفاق الكثير من المال. مثالي للنماذج الأولية في المراحل المبكرة، ومشروعات الطلاب، وبناء الهوايات حيث يكون التكرار الميسور التكلفة أكثر أهمية من الكمال.
حجم الجزء كبير:يمكن لطابعات FDM كبيرة الحجم التعامل مع الأجزاء التي قد تكون مكلفة للغاية أو مستحيلة في أحواض الراتنج أو طبقات المساحيق. فكر في النماذج المعمارية، أو الأغلفة كاملة الحجم، أو النماذج الأولية الوظيفية الكبيرة - يمكن توسيع نطاق FDM بسهولة أكبر وبتكلفة أقل.
النماذج الوظيفية في البلاستيك الحقيقي:عندما تحتاج إلى أن يعمل النموذج الأولي كقطعة بلاستيكية للإنتاج - على سبيل المثال، مشبك يجب أن ينثني دون أن ينكسر أو حامل يجب أن يتحمل الحرارة - فإن FDM مع ABS أو PC أو Nylon هو الحل الأمثل. يمكن حفر هذه الأجزاء وربطها واختبارها في ظروف العمل التي قد تفشل فيها مطبوعات الراتنج.
الأدوات المخصصة أو الرقصات أو قطع الغيار:تتفوق شركة FDM في إنتاج أجزاء منفردة أو منخفضة الحجم مصممة خصيصًا لتلبية الاحتياجات المحددة. رقصة مخصصة للتجميع؟ مقبض بديل للمعدات؟ قم بطباعته بين عشية وضحاها وتشغيله. بالنسبة للعديد من الاستخدامات المتوسطة، يمكن أن تكون مطبوعات FDM بمثابة أجزاء حقيقية للاستخدام النهائي.
البيئات التعليمية والمنزلية:يعد FDM خيار الطباعة ثلاثية الأبعاد الأكثر سهولة في الاستخدام والأمان في الفصول الدراسية ومساحات التصنيع والمنازل. من السهل التعامل مع PLA والخيوط المشابهة، مما يسمح للمتعلمين بالتركيز على التصميم والهندسة. كما تشجع التكلفة المنخفضة لكل جزء على التجريب والتكرار.
عندما يجب أن تكون مرحلة ما بعد المعالجة في حدها الأدنى:إذا كنت بحاجة إلى قطعة غيار مباشرة من الطابعة مع القليل من العمل الإضافي، فإن FDM يناسبك. ما عليك سوى إزالة الدعامات، وسيكون الجزء جاهزًا للتعامل معه. بالنسبة للعروض التوضيحية وورش العمل، فإن هذه السرعة تجعل FDM عملية بشكل خاص.
خدمات الطباعة ثلاثية الأبعاد FDM من Chiggo
تقدم Chiggo طباعة FDM ثلاثية الأبعاد عند الطلب لكل من النماذج الأولية وعمليات الإنتاج. يمكننا تقديم أجزاء FDM عالية الجودة في غضون أيام قليلة.قم بتحميل ملفات CAD الخاصة بك to receive an instant quote. For more details or to discuss your requirements with our team, contact us today.