الأجزاء الآلية سائدة عبر الصناعات. وهي تمثل فئة من المكونات المهندسة الدقيقة ، التي يتم إجراؤها من خلال العمليات الطرفية إلى التحمل الصارم ، وتقديم الأشكال الهندسية المعقدة ، ودقة متكررة ، والتشطيبات السطحية المتفوقة. يغطي هذا الدليل أساسيات الأجزاء والمكونات المعنية: ما هي عليه ، وكيفية إنتاجها ، ومزاياه ، ومبادئ التصميم الرئيسية. ستتعرف أيضًا على المواد المستخدمة وتطبيقاتها.
ما هي الأجزاء والمكونات المعنية؟
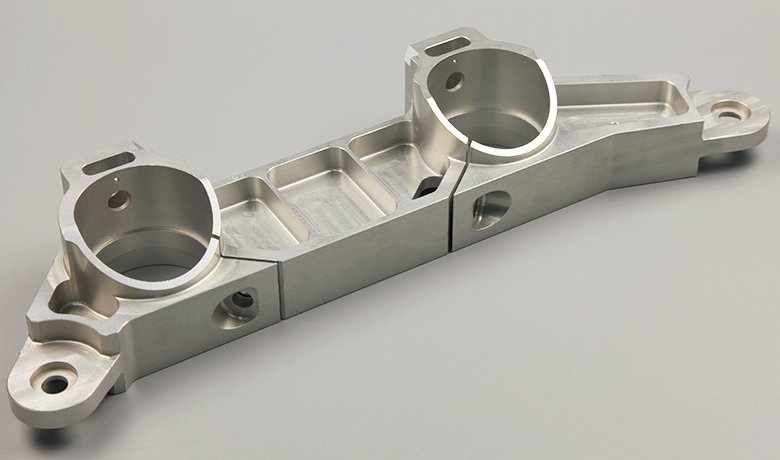
الأجزاء والمكونات المكررة هي كائنات دقيقة تم إنشاؤها عن طريق إزالة المواد الزائدة من كتلة صلبة ، أو "قطعة العمل". تشكل آلات القطع - مثل المخارط ، والمطاحن ، والتدريبات ، وأجهزة التوجيه - الشغل إلى الشكل المطلوب والانتهاء. يمكن صنع هذه الأجزاء من المعادن أو البلاستيك أو المواد الأخرى التي تحافظ على الاستقرار الأبعاد أثناء القطع.
يمكن تنفيذ الآلات بطريقتين رئيسيتين:
الآلات اليدوية:تديرها الميكانيكي الماهر الذي يتحكم في حركة الأدوات مباشرة ، وغالبًا ما يستخدم عجلات اليد أو الرافعات.
تصنيع CNC:تلقائيًا بالكامل باستخدام التعليمات الرقمية المبرمجة مسبقًا ، مما يسمح بالهندسة المعقدة ، والتكرار ، والكفاءة العالية-خاصة بالنسبة للأجزاء المخصصة أو عالية الدقة.
يتم إجراء معظم المكونات المعقدة أو المخصصة على أجهزة CNC لتحقيق أقصى قدر من الدقة وقابلية التوسع. ومع ذلك ، لا يزال للآلات اليدوية مكانها - خاصةً للأجزاء السريعة ، حيث يستغرق إعداد برنامج CNC وقتًا أطول من مجرد القطع باليد.
في بعض الحالات ، يتم استخدام الآلات كعملية ثانوية أو تشطيب. على سبيل المثال ، قد يتم إلقاء جزء في البداية أو مزورة أو معزولة بالحقن ، ثم يخضع لتصنيع إضافي لتحسين ميزاته-مثل الثقوب المحفورة أو المواضيع المستغلة أو الأسطح المطحونة. وغالبًا ما يشار إليها على أنها أجزاء مصابة جزئيًا أو بعدها.
تقنيات وعمليات الآلات الشائعة
من الثقوب البسيطة إلى الأشكال الهندسية الداخلية المعقدة ، تشكل تقنيات الآلات المختلفة الخصائص الرئيسية للأجزاء المعنية. فيما يلي بعض أساليب الآلات الأكثر استخدامًا:
الطحن:يستخدم أدوات القطع متعددة النقاط الدوارة لإزالة المواد من قطعة عمل على طول محاور متعددة. هذه العملية متعددة الاستخدامات للغاية لإنشاء أسطح معقدة وجيوب وفتحات وأشكال محددة بدقة عالية. تشمل الأنواع الشائعة لعمليات الطحن الطحن على الوجه ، وطحن النهاية ، وطحن القمار.
تحول:تدور الشغل ضد أداة القطع الثابتة نسبيًا لتوليد ميزات أسطواني - العمود ، والقضبان ، والبطانات - مع التحكم الضيق في الأبعاد والتشطيبات السلسة.
حفر:يؤدي بتات الدوارة إلى خلق ثقوب من مختلف الأحجام والأعماق. إنها واحدة من أهم عمليات الآلات الأساسية ، وتستخدم على نطاق واسع للثقوب والثقوب العمياء والثقوب الملولبة في الأجزاء الميكانيكية.
التطرق:يقطع مسنن ، مع أسنان أكبر تدريجياً ، المواد في ممر واحد. إنه مفيد بشكل خاص لقطع الميزات الداخلية مثل الممرات والمفاتيح والثقوب غير المستديرة.
طحن:تقوم عجلة الكشطية الدوارة بإنهاء هندسة السطح وتنتهي إلى التحمل الضيق للغاية. غالبًا ما يتم استخدام هذه التقنية كخطوة نهائية في الأجزاء عالية الدقة.
تصنيع التفريغ الكهربائي (EDM):تآكل الشرر الكهربائي في سائل العزل الكهربائي من مادة العمل الموصل ، مما يتيح إنشاء أشكال معقدة ، زوايا حادة ، وتجويف عميق في المعادن الصلبة أو الحساسة.
قطع الليزر:يستخدم شعاع ليزر مركّز للذوبان أو تبخير أو حرق المواد ، مما يتيح قطعًا دقيقًا وخاليًا من الاتصال. إنه مناسب للمعادن والبلاستيك والمواد الأخرى ، وخاصة في شكل ورقة رقيقة.
تصنيع الموجات فوق الصوتية:تنقل الاهتزازات بالموجات فوق الصوتية ملاطًا كاشفًا ضد قطعة العمل ، وإزالة المواد من مواد هشة أو حساسة للحرارة (على سبيل المثال ، السيراميك ، الزجاج) دون أضرار حرارية أو ضغوط ميكانيكية.
ما هي مزايا الأجزاء المعنية؟
توفر الأجزاء المعنية CNC العديد من المزايا الرئيسية على مكونات ثلاثية الأبعاد المطبوعة والحقن. وتشمل هذه الفوائد:
لا يوجد الحد الأدنى من كمية الطلب (MOQ)
واحدة من المزايا الرئيسية للأجزاء المعنية هي أنك لست بحاجة إلى كمية الحد الأدنى للطلب لشرائها. يمكنك طلب نموذج أولي واحد أو كميات صغيرة جدًا عند الطلب - بدون الأدوات المكلفة والمستهلكة للوقت المطلوبة للأجزاء المقولبة. هذا مفيد بشكل خاص للشركات الأصغر ، لأنه يقلل من المخزون وربط رأس المال ويدعم الإنتاج المخصص.
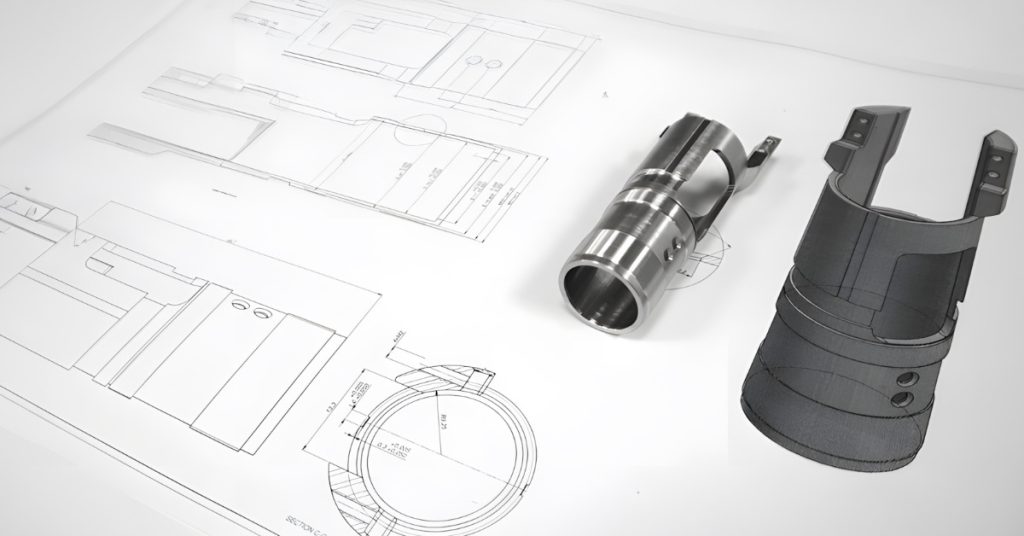
نماذج جيدة
الأجزاء المعنية مناسبة وبأسعار معقولة كنماذج أولية لأنها تتجنب الأدوات باهظة الثمن والحد الأدنى من متطلبات الطلب. عادةً ما تستغرق البرمجة والإعداد بضعة أيام فقط ، بحيث يمكن للفرق تكرار التصميمات بسرعة وتقييم ملاءمة كل إصدار ووظيفة في اختبارات العالم الحقيقي. تضمن الدقة العالية والتشطيب السطحي المتفوق للآلات CNC النماذج الأولية عن كثب أجزاء الإنتاج النهائية ، حتى بالنسبة للهندسة المعقدة أو التفاصيل المعقدة.
علاوة على ذلك ، يدعم Machining مجموعة واسعة من المواد - من سبائك الألومنيوم والصلب إلىالبلاستيك الهندسي- يمكن للمطورين اختبار خيارات متعددة في ظل ظروف التشغيل الفعلية وتحديد الركيزة المثلى قبل الالتزام بالتصنيع على نطاق واسع.
تصميم الحرية
يوفر Machining حرية التصميم التي لا مثيل لها باستخدام أدوات القطع متعددة المحاور لإنتاج أي شكل تقريبًا-جيوب عميقة ، تقويضات ، زوايا حادة ، وملامح معقدة. يمكنك دمج ميزات مثل المواضيع والرؤساء والممرات في إعداد واحد ، بدلاً من تصميم إدراجات منفصلة أو إضافتها لاحقًا.
على النقيض من ذلك ، يتطلب صب حقن التنازلات التصميم - سماكة جدار موحدة ، زوايا مسودة ، ومسارات التدفق المتسقة - لضمان ملء العفن المناسبة والطرد الجزئي. بمجرد بناء القالب ، يتطلب تعديل هذا التصميم عادة تغييرات باهظة الثمن أو حتى إعادة بناء العفن الكاملة.
حتى عملية الطباعة ثلاثية الأبعاد ، التي يُنظر إليها عمومًا على أنها واحدة من الأفضلعمليات التصنيعمن حيث تصميم حرية ، لديه قيود. لا يمكن لمعظم الأساليب المضافة (وخاصة FDM و SLA) بناء تراكب حاد دون هياكل الدعم. تضيف هذه الدعم مواد ، وزيادة وقت الطباعة ، ويجب إزالتها بعد طباعة-غالبًا ما تترك علامات تحتاج إلى الصنفرة أو غيرها من التشطيب. قد تشوه الأجزاء الكبيرة أو المعقدة مع وجود طبقات باردة ، ويؤدي بناء طبقة تلو الأخرى إلى قوة متباين الخواص و "خطوة" مرئية على الأسطح الرأسية.
قوة
يتم قطع الأجزاء المعنية من billets الصلبة ، والتي تحتفظ بالقوة الكاملة والسلامة المادية للسهم. هذا يجعلها متفوقة من الناحية الهيكلية على الأجزاء المطبوعة ثلاثية الأبعاد ، والتي يمكن أن تعاني من نقاط الضعف البيني ، ولأجزاء مصبوبة ، والتي قد تتطلب جدران أرق لاعتبارات التدفق.
أوقات الرصاص أسرع
يتم إنتاج الأجزاء المعنية بشكل أسرع بكثير لأنه لا يوجد قالب أو أدوات خاصة للبناء. بمجرد أن يكون طراز CAD جاهزًا ، يمكن إنشاء برنامج CAM وإرساله مباشرة إلى الجهاز. يمكن أن تعمل مراكز CNC الحديثة على مدار الساعة مع الحد الأدنى من الإشراف ، مما يسمح بتصنيع الأجزاء في غضون أيام قليلة. هذه السرعة مفيدة بشكل خاص للنماذج الأولية السريعة ، وإنتاج الجسر ، واحتياجات الاستبدال العاجلة.
الانتهاء من السطح
يمكن أن تحقق الأجزاء المشهورة تشطيبات سطحية ناعمة وعالية الجودة دون خطوط التدفق أو الفلاش أو الفراق في كثير من الأحيان في الأجزاء المقولبة-أو خطوط الطبقة من الطباعة ثلاثية الأبعاد. من خلال الجمع بين سرعات المغزل المرتفعة ، ومعدلات التغذية المحسنة ، والمبرد المناسب ، يمكن أن تحقق الآلات بشكل روتينيقيم الخشونة (RA)أقل من 0.8 ميكرون - ومع تمريرات التشطيب الدقيقة ، حتى إلى 0.2µm أو أفضل.
جودة
يمكن لآلات CNC تحمل التحمل الضيق وتقديم نتائج متسقة من جزء إلى آخر. إذا كانت ميزة معينة - مثل التجويف الدقيق الذي يجب أن يتم إغلاقه بشكل مثالي - تطلب اهتمامًا خاصًا ، فيمكن للميكانيكي قضاء وقت إضافي أو جعل تمريرات تشطيب إضافية على هذه الميزة دون التأثير على بقية الجزء.
على النقيض من ذلك ، تعتمد الأجزاء المقولبة للحقن بالكامل على دقة تجويف القالب الأولية. بعد أن يمكن لآلاف الدورات ، يمكن أن تتجول في تآكل الأدوات وتحولات العمليات الطفيفة الحواف أو تغيير الأبعاد ، ولا يمكنك تعديل القطع الفردية دون تعديلات العفن المكلفة أو العمليات الثانوية.
تعديلات سهلة
نظرًا لأن أجزاء CNC يتم إنتاجها مباشرة من ملفات CAD الرقمية ، يمكنك إجراء تغييرات في التصميم حتى يبدأ التصنيع. هذا لا يقدر بثمن أثناء البحث والتطوير والنماذج الأولية: يمكن للمهندسين ضبط الأبعاد أو اختبار إصدارات متعددة دون تكلفة إضافية أو مواد ضائعة.
كيفية تصميم الأجزاء المعنية؟
عند تصميم قطع الغيار ، يُنصح عمومًا باتباع مبادئ التصميم (DFM) لضمان الوظيفة والدقة وكفاءة التكلفة. لحسن الحظ ، لا يصعب تصميم الأجزاء المعنية بشكل خاص عند اتباع المفتاحاعتبارات تصميم الآلاتأقل:
سمك الجدار
الجدران الرقيقة عرضة للانحراف والاهتزاز أثناء الآلات ، مما قد يؤدي إلى عدم دقة الأبعاد وضعف السطح. كمبدأ توجيهي عام ، يجب ألا يقل سمك الجدار عن 0.8 مم للأجزاء المعدنية و 1.5 مم للأجزاء البلاستيكية.
تقف
تعتبر عمليات التقويض ميزات مريحة لا يمكن الوصول إليها باستخدام أدوات القطع القياسية بسبب عرقلة الهندسة. إنها تتطلب أدوات متخصصة ، مثل قواطع T-Slot أو L على شكل L ، بالإضافة إلى إعدادات الماكينة الإضافية وتغييرات الأدوات. لهذا السبب ، يجب استخدام Undercuts فقط عند الضرورة لوظيفة الجزء - على سبيل المثال ، عندما لا يمكن تحقيق أخدود قفل أو مفاتيح أو ميزة التجميع بأي وسيلة أخرى.
عند تصميم عمليات التقويض في الآلات ، من الأفضل جعل أبعادها بميليمرات كاملة لتتناسب مع أحجام الأدوات القياسية. تتراوح عروض Undercut عادة من 3 إلى 40 مم ، مع أعماق يصل إلى ضعف العرض.
نتوءات
من الصعب الجهاز ، طويل القامة ، الميزات البارزة الضيقة - مثل الرؤساء أو المنشورات - بدقة وقد تسبب الثرثرة أو الاهتزاز أو تشويه جزئي. للحفاظ على الاستقرار والدقة ، يجب ألا يتجاوز ارتفاع النتوء أربعة أضعاف عرضه. بالإضافة إلى ذلك ، يمكن أن تؤدي إضافة الأضلاع أو الشرائح إلى تعزيز الميزات البارزة بشكل فعال وتقليل تركيز الإجهاد ، مما يجعلها أكثر استقرارًا أثناء عملية الآلات.
التجاويف والثقوب والخيوط
يجب ألا تكون التجاويف والجيوب أعمق من أربعة أضعاف عرضها لضمان إخلاء الرقائق المناسبة ومنع انحراف الأدوات. نظرًا لأن مطاحن النهاية لها ملف تعريف دائري ، فإن الزوايا الداخلية لها دائمًا دائرة نصف قطرها - لذا تجنب تحديد حواف داخلها الحادة تمامًا.
عادة ما تصنع الثقوب مع بتات الحفر أو المطاحن النهائية. نظرًا لأن بتات الحفر تأتي بأحجام قياسية ، فإن مطابقة أقطار ثقب مع الأدوات القياسية كلما كان ذلك ممكنًا. أيضا ، الحد من عمق الثقب إلى أربعة أضعاف القطر للحفاظ على ثبات الأدوات ودقة الحفر.
يمكن تصنيع المواضيع إلى أحجام صغيرة (على سبيل المثال ، M6 وتحت) ، ولكن يجب أن توازن بين القوة والكفاءة. كدليل توجيهي ، استخدم طول المشاركة لا يقل عن 1.5 × القطر الاسمي (يصل إلى الحد الأقصى العملي البالغ 3 ×). علاوة على ذلك ، تضيف المواضيع الإضافية وقتًا للآلات وارتداء الأدوات دون فائدة كبيرة للحمل الدائنة.
حجم
يجب أن يناسب حجم الجزء قدرات معدات الآلات. بالنسبة لمعظم عمليات الطحن ، يجب ألا تتجاوز أبعاد الأجزاء النموذجية 400 × 250 × 150 مم. قد تتطلب الأجزاء الأكبر مراكز تصنيع عمودية أو أفقية متقدمة. يمكن لبعض آلات الطحن 5 محاور التعامل مع المكونات التي تصل إلى 1000 × 1000 مم أو أكبر. بالنسبة لعمليات الدوران القياسية ، فإن الحد الأقصى للحجم القابل للتطبيق هو حوالي 500 مم × 1000 مم.
يقتصر الحد الأدنى لحجم الجزء بشكل عام على قطر الأداة ودقة الماكينة. على سبيل المثال ، إذا كانت الميزة أصغر من الأداة نفسها ، فلا يمكن تصنيعها. على الآلات القياسية ، يتراوح حجم الميزة الدنيا عادة من 0.5 مم إلى 1 مم. بالنسبة للأجزاء الصغيرة للغاية ، قد تكون هناك حاجة إلى معدات التصوير الدقيق أو عمليات الدقة الفائقة لتحقيق الهندسة المطلوبة.
مواد الجزء الآلي
يمكن تصنيع الأجزاء الماكينة من مجموعة واسعة من المواد. تؤثر مادة تصنيع CNC التي تختارها على كل من الخواص الميكانيكية - مثل القوة والوزن ومقاومة التآكل - وخصائص الآلات مثل سرعة القطع ، وارتداء الأدوات ، والتشطيب السطحي. مواد أكثر ليونة أسهل في قطعها ولكن قد تشوه ؛ مواد أصعب الطلب على خلاصات أبطأ وأدوات متخصصة.
فيما يلي بعض المواد المستخدمة عادة في الأجزاء المعنية:
يمكن تطبيق مجموعة متنوعة من خيارات ما بعد المعالجة على الأجزاء المعنية لتحسين نسيج السطح والمظهر والأداء. فيما يلي التشطيبات السطحية الشائعة للأجزاء المخصصة لـ CNC:
as-machined:لا يوجد علاج سطحي إضافي. إنه يعكس حالة السطح الطبيعي للجزء لأنه يخرج مباشرة من الجهاز. قد تكون علامات الأدوات الطفيفة والاختلافات السطحية مرئية. وهي مناسبة للأجزاء الداخلية أو غير الساخرة أو الوظيفية البحتة.
انفجرت حبة:يتم تفجير الوسائط الكاشطة على السطح لإنشاء نسيج موحد غير لامع. يساعد في إزالة الأشرطة ، الحواف الحادة ، وعلامات الآلات. ومع ذلك ، من المهم أن نلاحظ أن عملية التفجير تزيل كمية صغيرة من المواد من الجزء ، مما قد يؤثر على التحمل الضيق والميزات الحساسة.
أنود:عملية كهروكيميائية شائعة الاستخدام على أجزاء الألومنيوم لتحسين التآكل وارتداء المقاومة. النوع الثاني أنودايج يخلق طلاء ديكور ومقاوم للتآكل متوفر بألوان مختلفة. ينتج نوع III أنوود (أنود صلبة) طبقة أكثر سمكا ، أكثر كثافة ، مما يوفر مزيدًا من التآكل والمقاومة الكيميائية.
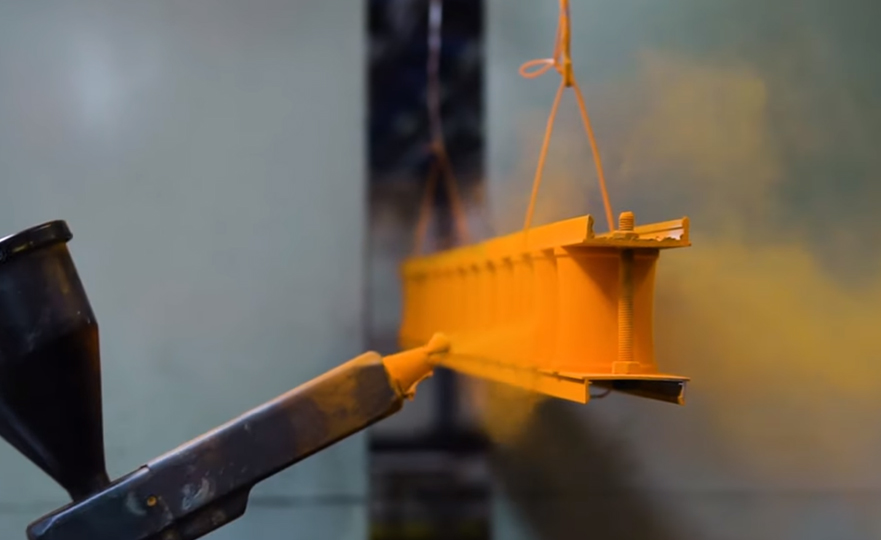
مسحوق المغلفة:يتم رش المسحوق الجاف على سطح الجزء ، والذي يتم تحطيمه بعد ذلك في الفرن لتشكيل طبقة صلبة ملونة. توفر هذه النهاية طبقة قوية ومقاومة للارتداء ومقاومة للتآكل أكثر دواما من الطلاء القياسي.
مصقول:عملية ميكانيكية تستخدم كاشطات دقيقة أو عجلات تلو الأخرى لتحقيق سطح سلس وعاكس. يعمل التلميع على تحسين الجماليات ويمكن أن يقلل من خشونة السطح للمكونات التي تتطلب احتكاكًا منخفضًا أو جاذبية بصرية.
تفاوتات جزء التحمل
تحمل الآلات هي النطاق المسموح به للانحراف الأبعاد ، مما يوضح مقدار الجزء النهائي الذي قد يختلف عن أبعاد التصميم الاسمية. كلما زادت تشديد التسامح ، زادت دقة الآلات - وكلما زادت صعوبة التصنيع والتكلفة. تتطلب المكونات التي تتطلب نوبات دقيقة أو وظائف مهمة تتطلب تحملًا ضيقًا ، في حين يمكن صنع الأجزاء غير الحرجة لتزيينها ، وتفاوتات أكثر فعالية من حيث التكلفة.
هناك العديد من المعايير الدولية للتسامح مع الآلات ، مع كون ISO 2768 واحدة من أكثر المعايير التي يتم تبنيها على نطاق واسع. يوفر هذا المعيار التحمل المتري العام (بالملليمتر) للأبعاد الخطية والزاوية دون طلب مواصفات التسامح الفردية. إنه يصنف التحمل في أربع درجات ويساعد المصنعين على تقليل الغموض والحفاظ على الاتساق وتحسين تكاليف الإنتاج. انظر الجداول أدناه:
نطاق الحجم الأساسي في مم
الانحرافات المسموح بها في مم
F (بخير)
م (متوسط)
ج (خشن)
الخامس (خشن جدا)
0.5 حتى 3
± 0.05
± 0.1
± 0.2
-
أكثر من 3 حتى 6
± 0.05
± 0.1
± 0.3
± 0.5
أكثر من 6 حتى 30
± 0.1
± 0.2
± 0.5
± 1.0
أكثر من 30 إلى 120
± 0.15
± 0.3
± 0.8
± 1.5
أكثر من 120 حتى 400
± 0.2
± 0.5
± 1.2
± 2.5
أكثر من 400 إلى 1000
± 0.3
± 0.8
± 2.0
± 4.0
أكثر من 1000 حتى عام 2000
± 0.5
± 1.2
± 3.0
± 6.0
أكثر من 2000 حتى 4000
-
± 2.0
± 4.0
± 8.0
تعيين فئة التسامح للأبعاد الخطية ، وفقًا لمعايير ISO 2768
نطاق الحجم الأساسي في مم (الجانب الأقصر من الزاوية المعنية)
الانحرافات المسموح بها في الدرجات والدقائق
F (بخير)
م (متوسط)
ج (خشن)
الخامس (خشن جدا)
ما يصل إلى 10
± 1º
± 1º
± 1º30
± 3º
أكثر من 10 حتى 50
± 0º30
± 0º30
± 1º
± 2º
أكثر من 50 إلى 120
± 0º20 ′
± 0º20 ′
± 0º30 ′
± 1º
أكثر من 120 حتى 400
± 0º10 ′
± 0º10 ′
± 0º15 ′
± 0º30 ′
أكثر من 400
± 0º5 ′
± 0º5 ′
± 0º10 ′
± 0º20 ′
التحمل العام للزوايا/الأبعاد الزاوية
ما هي تطبيقات الأجزاء المعنية؟
يتم استخدام الآلات عبر الصناعات لإنتاج مكونات دقيقة ودائمة - مثل أجسام الصمامات ، والتروس ، والمباني ،السحاباتوالأقواس - في كل من النماذج الأولية والإنتاج الكامل. فيما يلي الصناعات الرئيسية التي تستخدم قطع الغيار:
الفضاء
تتطلب صناعة الطيران أجزاء مشهية تلبي أعلى معايير الأداء والسلامة. يجب أن تقاوم هذه المكونات الضغط الشديد ، وتغيرات درجات الحرارة ، والأحمال الميكانيكية مع الحفاظ على الحد الأدنى من الوزن. يدعم Machining CNC الهندسة المعقدة والتحمل على مستوى الميكرون المطلوبة في هذا المجال.
التطبيقات النموذجية:
شفرات التوربينات والمباني
مكونات نظام الوقود وتركيبات المحرك
مهاوي ترس الهبوط والدعم الهيكلي
مكونات الأقمار الصناعية ومقلبات نظام الاتصالات
طبي
الدقة والتوافق الحيوي أمر بالغ الأهمية في تصنيع الأجهزة الطبية. تتيح Machining CNC إنتاج أجزاء عالية الدقة مع التشطيبات السلسة والتحملات الضيقة ، ومناسبة للزرع والأدوات الجراحية عالية الأداء. كما يدعم مجموعة واسعة من المواد الطبية المعتمدة.
يستخدم Machining CNC على نطاق واسع في هندسة السيارات لإنتاج مكونات موثوقة وعالية القوة لمجموعات القيادة وأنظمة الطاقة وتجمعات الهيكل. يسمح Machining بالتكرار السريع في ضبط الأداء والنماذج الأولية ، مع دعم الإنتاج على نطاق واسع للأجزاء الميكانيكية الدقيقة.
التطبيقات النموذجية:
كتل المحرك ، المكابس ، رؤوس الأسطوانات
مكونات الإرسال: مهاوي ، تروس ، علب
أجزاء نظام الفرامل والسحابات الهيكلية
الأداء المخصص أو قطع غيار الترميم
إلكترونيات المستهلك
في صناعة الإلكترونيات ، يجب أن تكون المكونات مضغوطة وموثوقة حرارياً. يتم استخدام Machining CNC لإنتاج العبوات ، هياكل التبريد ، ومباني الموصل ذات الدقة العالية الأبعاد والتشطيب السطحي الممتاز ، وغالبًا ما يكون لإنتاج الحجم المنخفض.
التطبيقات النموذجية:
أحواض الحرارة ومكونات التدريع EMI
حاويات الألومنيوم أو البلاستيك الدقيق
الموصلات والفواصل والأجهزة المتصاعدة
النماذج الأولية للجهاز المخصص
تستخدم المكونات المعنية أيضًا على نطاق واسع في الدفاع والروبوتات والطاقة المتجددة والمعدات الصناعية. إن قوتها ودقة وموثوقيتها تجعلها مناسبة جيدًا للأجزاء العالية الأداء التي تعمل تحت الإجهاد الميكانيكي والتباين الحراري والظروف القاسية.
كيفية اختيار موردي قطع الغيار؟
من جودة المنتج الإجمالية ودقة التصميم إلى التفاصيل الدقيقة للتسامح الضيق والمواد المتخصصة ، يعد اختيار مورد قطع الغيار المناسب أمرًا ضروريًا لنجاح المشروع. في هذا القسم ، نوجز بعض العوامل الرئيسية التي يجب مراعاتها عند تقييم موردي تصنيع CNC:
الشهادات:ابحث عن الموردين الذين يعانون من ISO9001 أو شهادات خاصة في الصناعة والتي تظهر إدارة الجودة والتحكم في العمليات.
الاتصالات الهندسية:تقييم مدى جودة الفهم المورد متطلبات التصميم الخاصة بك. عادة ما تعكس الإجابات الواضحة والأسئلة الثاقبة الآلات العميقة تعرف كيف.
سمعة ومراجع:اسأل فرق المنتج الأخرى عن تجارب المورد الخاصة بهم. غالبًا ما تكون ردود الفعل المباشرة هي المرشح الأكثر موثوقية.
شفافية المنشأة:إذا كان ذلك ممكنًا ، تفضل بزيارة المورد أو ترتيب تدقيق افتراضي لتقييم المعدات وتدفق العملية والقدرة ومراقبة الجودة.
اقتبس وأوقات الرصاص:طلب عروض الأسعار (RFQs) من العديد من الموردين لمقارنة التسعير والاستجابة والمرونة وأوقات الرصاص - وخاصة للشحنات الدولية.
لضمان تعاون أكثر سلاسة:
اتبع مبادئ DFM (تصميم للآلات) في نماذج CAD الخاصة بك
قم بتضمين رسومات ثنائية الأبعاد مفصلة مع التحمل القياسي والتدوين
استخدم NDAs لحماية التصميمات الملكية
توضيح شروط الدفع - غالبًا ما يكون الدفع مطلوبًا للطلبات الأولى
العمل مع chiggo لقطع الغيار المخصصة
Chiggo هو عرض شريك موثوق بهخدمات الآلات CNCلاحتياجات الأجزاء السريعة الخاصة بك والاحتياجات الأجزاء الآلي. مع خبرة واسعة عبر الصناعات المتنوعة ، نتفهم أهمية كل من السرعة والدقة.
Our machine shop is equipped with advanced machining centers and supported by a robust quality management system, enabling us to deliver high-quality components at competitive prices and with shorter lead times. اتصل بنا اليومto order your machined parts!