توفر هذه المقالة نصائح للتصميم العملية لقولبة الحقن للمساعدة في تخفيف الأخطاء الشائعة ، وتحسين جودة المنتج ، وتقليل التكاليف عن طريق تجنب تغييرات العفن باهظة الثمن وإعادة صياغة.
نظرة عامة على صب الحقن
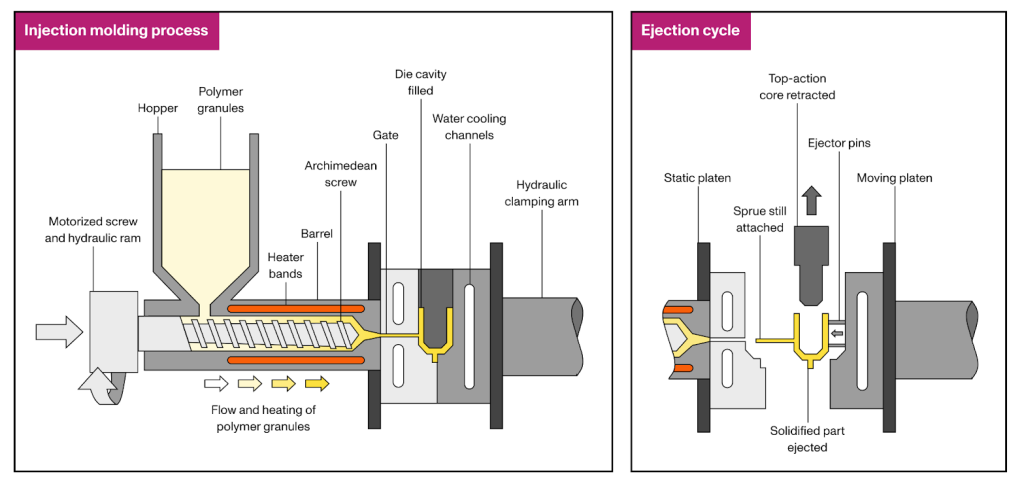
صب الحقن هو واحد من أكثر من حيث التكلفة من حيث التكلفةعملية التصنيعلإنتاج كميات عالية من الأجزاء البلاستيكية المتطابقة. في هذه العملية ، يتم ذوبان كريات البوليمر أولاً ثم حقنها تحت الضغط في قالب. بمجرد أن يبرد البلاستيك ويصلبه ، يتم فتح القالب ، ويتم طرد الجزء. ثم تتكرر الدورة ، غالبًا ما تتراوح ما بين 15 إلى 60 ثانية ، اعتمادًا على حجم الجزء وتعقيد القالب. بالمقارنة ، قد تتطلب تصنيع CNC أو الطباعة ثلاثية الأبعاد من ساعات إلى ساعات لإنتاج نفس الهندسة.
توفر هذه العملية التكرار العالي ، والتحمل الضيق ، ومرونة في التصميم الممتازة. يستخدم على نطاق واسع في مشاريع الإنتاج الضخمة من حولك ، بما في ذلك لوحات معلومات السيارات ، والحاويات البلاستيكية ، ومباني الهاتف المحمول ، وأغطية الزجاجة ، وحتى الألعاب اليومية. تتمثل القيود الرئيسية في التكاليف الأولية العالية لتصميم العفن وتصنيعها ، وكذلك أوقات الرصاص الأطول - من التصميم الأولي إلى الإنتاج - والتي عادة ما تستغرق أربعة أسابيع على الأقل.
اختيار المواد
تقريبا كل شيءمواد لدن بالحرارةيمكن أن تكون مصبوبة للحقن ، وبعض الحرارية والسيليكونات السائلة متوافقة أيضًا مع العملية. بالإضافة إلى ذلك ، يمكن تصميم خصائصها عن طريق إضافة مواد حشو وإضافات (على سبيل المثال ، الألياف الزجاجية والكربون) أو عن طريق مزج الكريات المختلفة (مثل مزيج PC/ABS) لتحقيق المظهر والوظائف المطلوبة. فيما يلي نظرة عامة على مواد صب الحقن شائعة الاستخدام:
مادة
صفات
البولي بروبيلين (PP)
الكثافة والتكلفة الفائقة ، التدفق الممتاز والمقاومة الكيميائية ؛ صلابة منخفضة وضعف الأشعة فوق البنفسجية/المتانة المؤكسدة.
البولي إيثيلين (PE)
المقاومة الكيميائية ، المتوفرة في HDPE/LDPE للقوة أو المرونة ؛ صلابة منخفضة وسوء التصاق.
البوليسترين (PS)
جامدة جدا ومستقرة الأبعاد. من السهل العفن هش مع انخفاض قوة التأثير.
acrylonitrile butadiene styrene (ABS)
صعبة ومقاومة للأثر ، والتشطيب السطحي الجيد والقدرة على القابلية ؛ مقاومة حرارة معتدلة ، قابلية الطقس على المدى الطويل.
أسيتال (POM)
ارتفاع صلابة ، احتكاك منخفض وامتصاص الماء ، استقرار أبعاد ممتازة ؛ أداء درجة حرارة عالية محدودة.
الأكريليك (PMMA)
واضحة بصريًا واضحة ، مقاومة للأشعة فوق البنفسجية/الطقس ، صلابة عالية ؛ هش وعرضة لتكسير الإجهاد.
النايلون (PA)
صلابة ممتازة ، ارتداء ومقاومة التعب ، قوة عالية ؛ رطوبة (امتصاص الرطوبة) التي تتطلب تعويض التجفيف والتصميم.
polybutylene terephthalate (PBT)
قوية ، قاسية مع امتصاص الرطوبة المنخفض والعزل الكهربائي الجيد ؛ الانكماش المعتدل - احتجاز البوابات المناسبة.
البولي كربونات (PC)
قوة عالية التأثير ، الشفافية الطبيعية ، نطاق درجة الحرارة الواسعة ؛ حساسة لتكسير الإجهاد ، يحتاج إلى سمك جدار موحد.
بولي إيثر كيتون (نظرة خاطفة)
المقاومة الكيميائية/الحرارية الاستثنائية والقوة الميكانيكية ؛ مكلف للغاية ، يتطلب صب متخصص.
اللدائن المرنة بالحرارة (TPE)
المطاط مثل المرونة وشعور اللمس الناعم ، مقاومة كيميائية/الطقس الجيدة ؛ انخفاض قدرة تحمل الحمل.
البولي يوريثان بالحرارة (TPU)
مقاومة التآكل المتميزة والمرونة ، الحمل الجيد - الحمل ؛ يمكن أن تلتصق في العفن - احتجز مسودة وإصدار محسّن.
الكمبيوتر/القيمة المطلقة
صلابة متوازنة ومقاومة للحرارة مع قابلية أسهل من الكمبيوتر والاستقرار أفضل من ABS ؛ مقاومة كيميائية معتدلة.
اعتبارات تصميم الجزء
لضمان إنتاج الأجزاء باستمرار ، مع الحد الأدنى من العيوب ، وبأقل تكلفة ممكنة ، يجب على المصممين اتباع بعض الإرشادات المعمول بها. تحدد الأقسام التالية الاعتبارات الرئيسية عند تصميم أجزاء لتلاعب الحقن:
سمك الجدار
يؤثر سماكة الجدار على الأداء الميكانيكي والتكلفة الإجمالية ومظهر الجزء المقولب للحقن. هناك نوعان من مصطلح سمك الجدار يحتاج المصممون إلى فهمه:
سمك الجدار الموحد
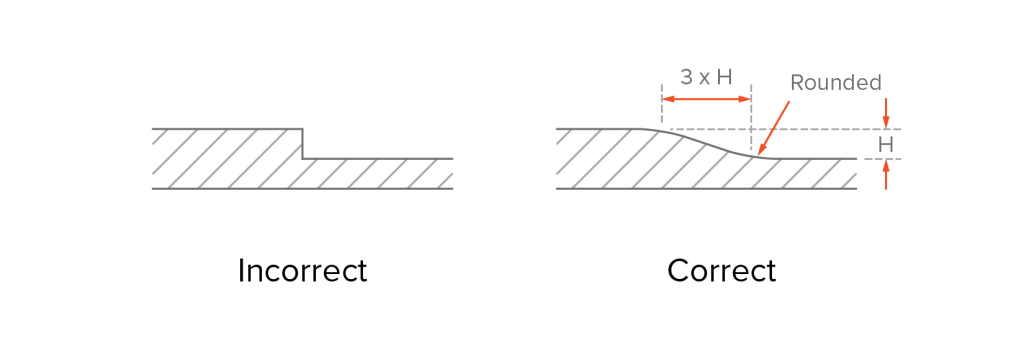
كلما كان ذلك ممكنًا ، حافظ على سمك جدار موحد من جانبك. هذا يعزز حتى التبريد ، مما يؤدي إلى انكماش أكثر اتساقًا ، ويساعد على تقليل تركيزات التوتر والتشوه وعيوب صب الحقن الأخرى.
لا يعني سمك الجدار الموحد بالضرورة أن كل جدار يجب أن يكون له نفس سمك بالضبط. بدلاً من ذلك ، فإنه يشدد على تقليل الاختلافات الكبيرة بين أقسام الجدار المجاورة. بشكل عام ، يجب أن لا يقل سمك الجدار من 40 ٪ إلى 60 ٪ من الجدران المجاورة. عندما يكون تباين السمك ضروريًا للأسباب الوظيفية أو الهيكلية ، يجب أن تكون التحولات تدريجية - باستخدام الحرف أو الشرائح بطول 3 أضعاف الفرق في السماكة - لتجنب التغيرات المفاجئة في التدفق أو التبريد الذي قد يؤدي إلى فشل جزء.
سمك الجدار الاسمي
يشير سمك الجدار الاسمي إلى الهدف أو متوسط سمك الجزء ، ويعمل كنقطة انطلاق للتصميم. يساعد سمك الجدار المناسب في ضمان قوة جزء كافية وتقليل نفايات المواد. كما أنه يضع الأساس لتصميم العفن ومعلمات المعالجة وإعداد المعدات واختيار المواد.
الجدران التي تكون سميكة للغاية تزيد من خطر الانكماش والتشوه. كما أنها تتطلب المزيد من المواد وأوقات دورة أطول , رفع تكاليف الإنتاج. من ناحية أخرى ، يمكن أن تتصاعد الجدران الرقيقة جدًا بسرعة كبيرة أو في فخ الهواء ، مما يؤدي إلى لقطات قصيرة - هوية ناتجة عن ملء العفن غير المكتمل.
لتجنب هذه المشكلات ، احتفظ دائمًا بسماكة الجدار ضمن النطاق الموصى به للمواد التي اخترتها. فيما يلي قائمة بسمك الجدار الموصى بها للراتنجات البلاستيكية الشائعة:
مادة
نوصي بسمك الجدار (في)
نوصي بسمك الجدار (مم)
أسيتال (POM)
0.030-0.120
0.76-3.05
الأكريليك (PMMA)
0.025-0.500
0.64-12.70
acrylonitrile butadienestyrene (ABS)
0.045-0.140
1.14-3.56
النايلون (PA)
0.030-0.115
0.76-2.92
polybutylene terephthalate (PBT)
0.080-0.250
2.032-6.350
البولي كربونات (PC)
0.040-0.150
1.02-3.81
بولي إيثر كيتون (نظرة خاطفة)
0.020-0.200
0.508-5.080
polyetherimide (PEI)
0.080-0.120
2.032-3.048
البولي إيثيلين (PE)
0.030-0.200
0.76-5.08
polyphenylsulphone (PPSU)
0.030-0.250
0.762-6.350
البولي بروبيلين (PP)
0.035-0.150
0.89-3.81
البوليسترين (PS)
0.035-0.150
0.89-3.81
اللدائن المرنة بالحرارة (TPE)
0.025-0.125
0.64-3.18
البولي يوريثان بالحرارة (TPU)
0.025-0.125
0.64-3.18
زوايا
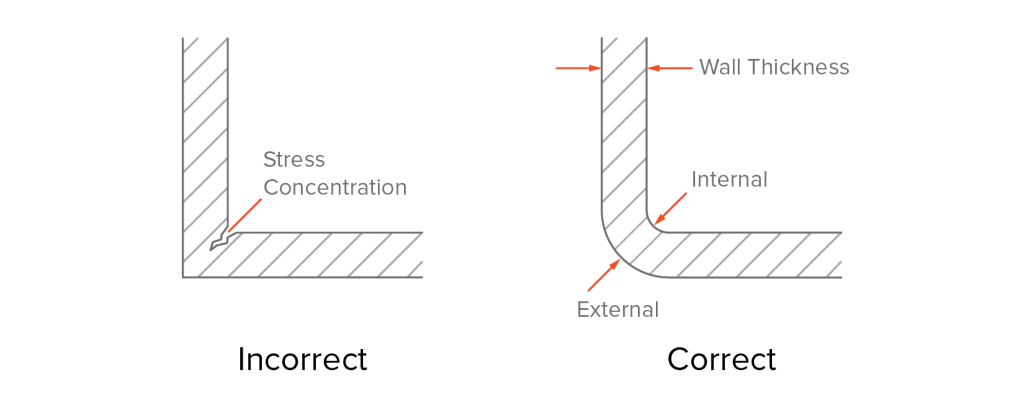
تميل الزوايا الحادة إلى تركيز الإجهاد ، وجعل التخلص من التآكل أكثر صعوبة ، وتسريع التآكل على سطح القالب. يمكن أن تتراكم المواد أو تبرد بشكل غير متساو في هذه التحولات الحادة ، مما يؤدي إلى خطوط التدفق أو العيوب الأخرى. بالإضافة إلى ذلك ، تتطلب الزوايا الحادة في كثير من الأحيان استخدام EDM (تصنيع التفريغ الكهربائي) لتشكيل القالب ، مما يرفع تكاليف الأدوات.
أفضل الممارسات هي استخدام الزوايا المستديرة. إرشادات التصميم العامة هي كما يلي:
▪ استخدم نصف قطر داخلي لا يقل عن 50 ٪ من سمك الجدار (الحد الأدنى 25 ٪ إذا كانت المساحة محدودة).
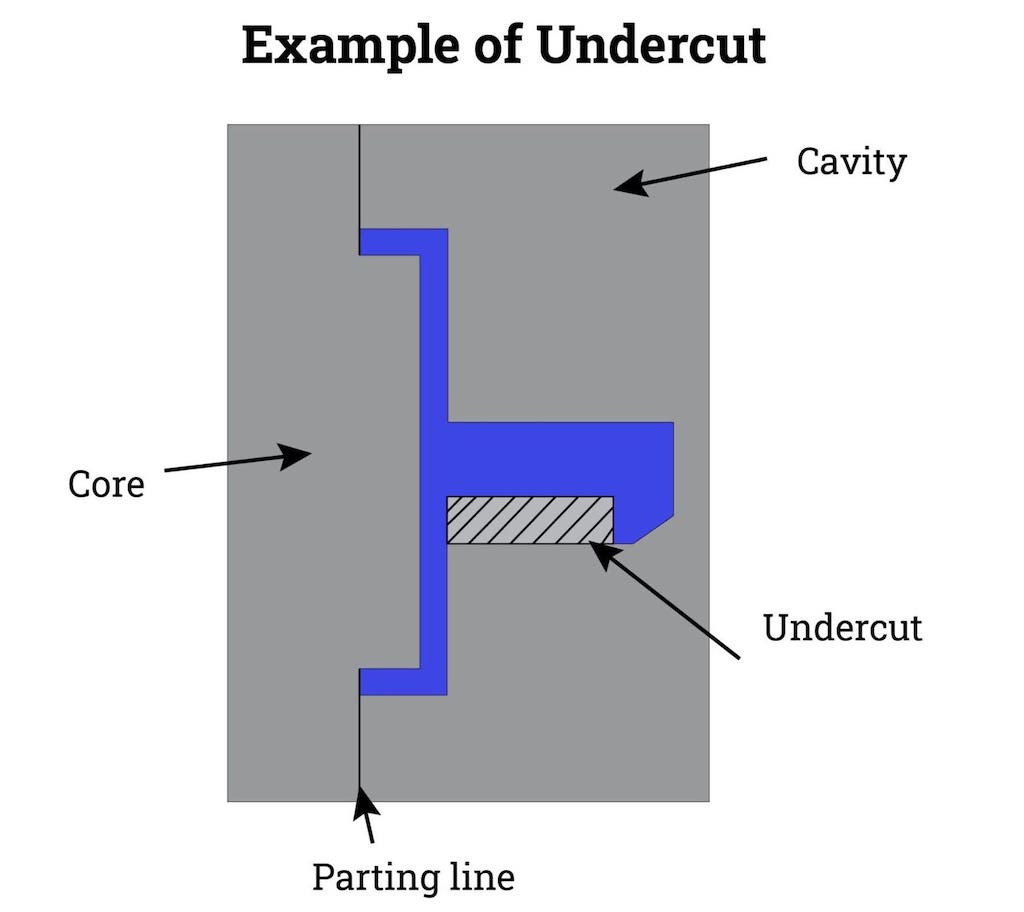
خط الفراق
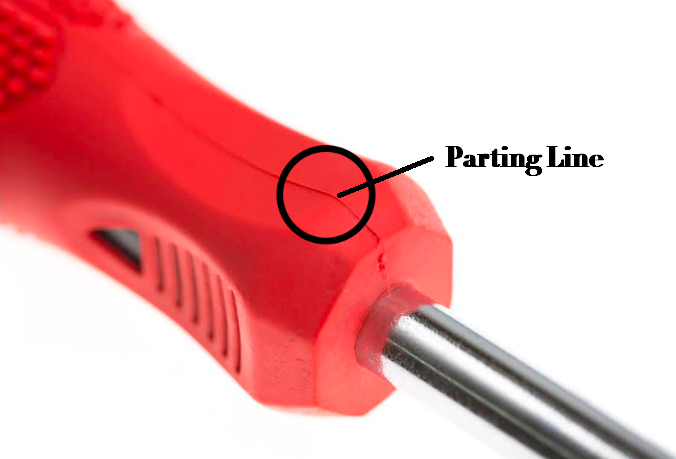
خط الفراق هو التماس الذي يتكون حيث يجتمع نصفي القالب. يظهر عادة على سطح الجزء المقولب وهو ميزة لا يمكن تجنبها في صب الحقن. يؤثر وضع خط الفراق على تعقيد القالب ، وكفاءة الإنتاج ، والمظهر النهائي أو وظائف الجزء.
قد تكون الفكرة البديهية هي وضع خط الفراق مباشرة في منتصف الجزء. لكن هذا ليس ممكنًا دائمًا - أو حتى عملي. في الواقع ، يجب وضع خط الفراق بشكل استراتيجي لتحقيق التوازن بين الجاذبية البصرية والوظيفة وتعقيد العفن. على سبيل المثال:
إخفاء خط الفراق في المناطق الأقل وضوحا. ومن الأمثلة الجيدة على ذلك طوب Lego ، حيث يتم إخفاء خط الفراق بمهارة على طول الجانب السفلي بدلاً من الوجه العلوي ، مما يضمن أن تظل الأسطح الأكثر وضوحًا لا تشوبها شائبة.
تجنب وضع خط الفراق في المناطق الوظيفية الحرجة ، مثل أسطح الختم أو ثقوب التزاوج أو الإدراج الملولبة. يمكن أن يسبب وجود خط فراق في هذه المناطق اختلافات طفيفة الأبعاد أو الفلاش أو الضعف.
تجنب وضع خط الفراق على الشرائح أو الأسطح المنحنية. تتطلب هذه الميزات دقة أعلى للعفن ، مما يزيد من تكاليف التصنيع وقد يؤدي إلى إغلاق العفن غير المكتمل ، مما يؤدي إلى عيوب فلاش أو غيرها من العيوب. بدلاً من ذلك ، يجب أن تضع خط الفراق على طول خطوط الانقسام الطبيعية (مثل الحواف الحادة أو الخطوات أو الخطوط) لتبسيط بناء القالب ، وتحسين كفاءة إزالة ، وتقليل تكاليف الأدوات والصيانة.
بالنسبة للهندسة الأكثر تعقيدًا ، قد يحتاج المصممون إلى إدخال خطوط فراق غير منتظمة أو حتى دمج الإجراءات الجانبية لاستيعاب السمات السفلية أو المخفية.
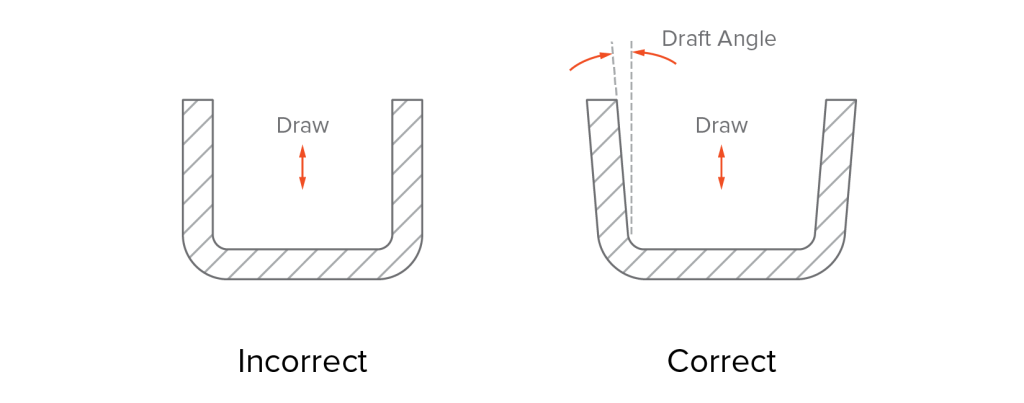
مسودة
المسودة هي الزاوية المطبقة على الأسطح الرأسية للجزء الذي يعاني من الحقن للسماح بالطرد السلس من القالب. بدون مسودة كافية ، سيتصل الجزء بإحكام بسطح القالب ، ويخاطر بالقوة المفرطة أثناء الطرد. يمكن أن يقلل هذا من جودة الجزء ، ويؤدي إلى قطع الغيار ، وقد يؤدي إلى تلف الأدوات.
تجعل العديد من برامج برامج CAD من السهل إضافة زوايا المسودة ، ولكن من الأفضل تطبيقها في المراحل النهائية من التصميم لمنع التعقيد غير الضروري. عند تحديد زاوية المسودة المناسبة ، يجب مراعاة العوامل التالية:
مادة
المواد البلاستيكية المختلفة لها خصائص تدفق مختلفة ، والتي تؤثر على زاوية المسودة المطلوبة. مواد مثل البولي بروبيلين (PP) ، البولي إيثيلين (PE) ، والبوليسترين (PS) لها خصائص تدفق جيدة وانخفاض اللزوجة. بالنسبة لهذه المواد ، عادة ما تكون زاوية مسودة من 1 إلى 3 درجات كافية. في المقابل ، غالبًا ما تتطلب البلاستيكات الحرارية مثل الراتنجات الايبوكسي والفينول زوايا مسودات أكبر (3 ° أو أكثر) لضمان طرد سلس.
الانتهاء من السطح
ترتبط المسودة بملمس السطح وسلاسة الأجزاء المصبوبة بالحقن. تتطلب التشطيبات الأكثر سلاسة مشروعًا أقل ، بينما تتطلب القوام الأثقل المزيد. على سبيل المثال:
▪ للانتهاء السلس ، تكون زاوية مسودة من حوالي 1-2 درجة كافية بشكل عام. ▪ بالنسبة للأجزاء ذات القوام الخفيفة أو المعتدلة ، عادة ما تكون هناك حاجة إلى مسودة من 3 إلى 5 درجات.
أثناء صب الحقن ، يتم نقل الملمس من القالب إلى سطح الجزء. سيؤثر نوع المنتج الذي تقوم بتصميمه على اختيارك لإنهاء العفن. قامت منظمات الصناعة مثل جمعية صناعة البلاستيك (SPI) وجمعية المهندسين الألمان (VDI) ، وكذلك شركات مثل Mold-Tech (MT) و Yick Sang (YS) ، بتصنيفات موحدة للتشطيبات المصقولة والمحكم. تساعد هذه المعايير في توجيه اختيار زوايا المسودة المناسبة بناءً على متطلبات الانتهاء من السطح.
يسرد مخطط الانتهاء من السطح أدناه زوايا المسودة الموصى بها للتشطيبات الأكثر شيوعًا.
معيار SPI
مسودة (°)
قوالب نسيج التكنولوجيا
مسودة(°)
A-1
0.5
MT-11000
1.0
A-2
0.5
MT-11010
1.5
A-3
0.5
MT-11020
2.5
ب -1
1.0
MT-11030
3.0
ب 2
1.0
vdi نسيج pc
ب 3
1.0
VDI-18
1.0
C-1
1.5
VDI-24
1.5
C-2
1.5
VDI-33
3.0
C-3
1.5
نسيج Ys
D-1
2.0
YS1XX
1.0
D-2
2.5
YS3XX
4.0-5.5
D-3
3.0
YS5XX
6.0-12.0
بناء العفن
اضبط زواياك بالطريقة التي يفتح بها القالب - اتجاه "السحب" للقالب. خلاف ذلك ، يمكن أن يلتزم الجزء بالنصف الذي يحمل دبابيس القاذف ولن يتم إطلاقه بشكل صحيح. بالإضافة إلى ذلك ، تأكد من تطبيق مسودة ليس فقط على جميع الجدران الرأسية ولكن أيضًا على أي ميزات مثل الثقوب أو الرؤساء.
على سبيل المثال ، تخيل جزءًا مستطيلًا بأربعة من الثقوب. إذا تم صياغة الثقوب نحو التجويف ، فقد يبقى الجزء عالقًا هناك بعد صب. بدلاً من ذلك ، صياغتها نحو الجانب الأساسي - حيث يعيش نظام القاذف - بحيث يمكن للدبابيس دفع الجزء إلى الخارج بشكل نظيف.
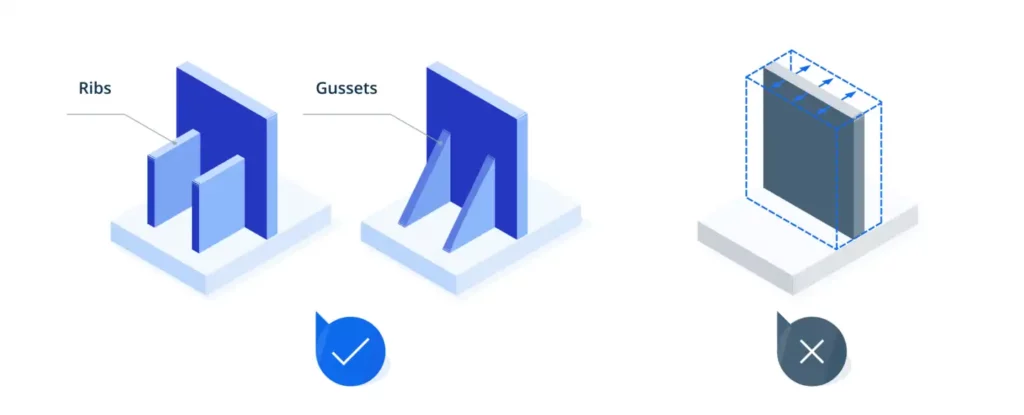
الأضلاع و gussets
يتم استخدام الأضلاع والجراست على حد سواء لتعزيز الهياكل الموضعية وتحسين صلابة جزء دون زيادة سمك الجدار الكلي.
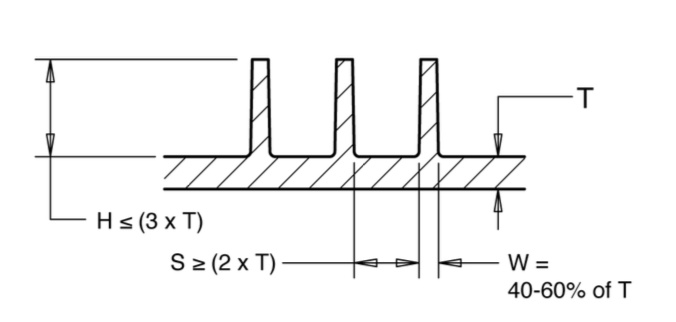
أضلاع
الأضلاع نحيلة ، مثل الجدار مثل النتوءات التي تمتد من سطح الجزء - غالبًا عبر المناطق العريضة ذات الجدران الرقيقة أو الميزات الداخلية على شكل صندوق - لتوزيع الأحمال بالتساوي وتحسين الصلابة الكلية. لضمان تصميم الأضلاع الفعال ، اتبع أفضل الممارسات:
▪ يجب أن يكون سمك الضلع 40-60 ٪ من سماكة الجدار الرئيسية. ed يجب ألا يتجاوز ارتفاع الضلع ثلاثة أضعاف سماكة الجدار. الأضلاع أو الزعماء أو حواف الثقب) لتوفير غرفة تبريد إضافية ومنع النقاط الساخنة.
gussets
Gussets عبارة عن لوحات ثلاثية أو شبه منحرفة صغيرة موضوعة عند تقاطع الجدران أو الرؤساء أو الأضلاع لتعزيز نقاط الإجهاد العالية المحلية. تشمل أفضل الممارسات لتصميم Gusset:
▪ يجب أن يكون Gusset عادة حوالي ثلث إلى نصف سميك مثل الجدار الذي يدعمه. ▪ يجب ألا يكون المجرى أطول من الرئيس أو الضلع الذي يعززه. في الواقع ، غالبًا ما تحتاج إلى أن يكون Gusset حوالي 30-50 ٪ من ارتفاع هذا الرئيس ، وهو ما يكفي لتوفير الدعم في معظم الحالات. ▪ تطبيق مسودة من 0.5 إلى 1 درجة لضمان طرد سلس. يكون سمك نصف القطر من 0.25 إلى 0.5 مرة مناسبة بشكل عام.
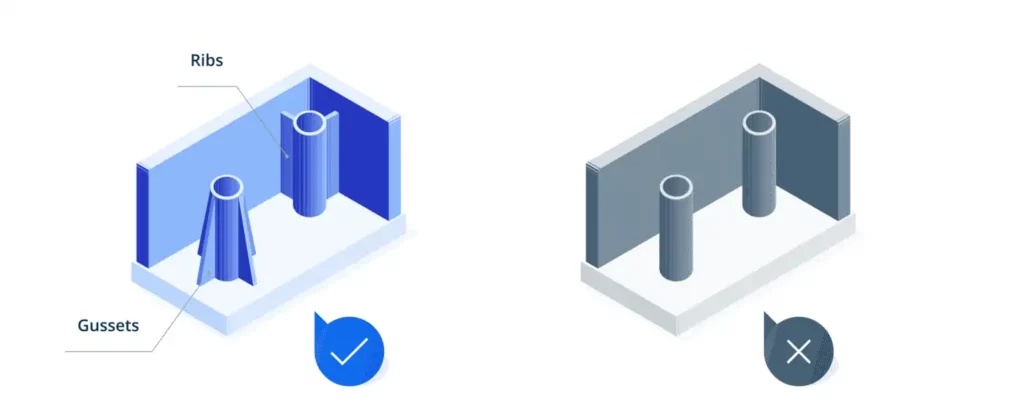
الرؤساء
الرؤساء عبارة عن ميزات أسطواني مصممة لتلقي الإدراج أو مسامير التنصت الذاتي أو دبابيس للتجميع أو التثبيت. يمكن أن ينظر إليها أيضًا على أنها أضلاع دائرية تساهم في القوة الهيكلية الشاملة. يجب تجنب الرؤساء القائمين بذاتها. قم دائمًا بتوصيلها بالجدران أو الأسطح المجاورة باستخدام الأضلاع أو الأضلاع بدلاً من الاندماج بالكامل في الحائط نفسه.
عند تصميم الرؤساء ، تذكر ما يلي:
▪ ضع الرؤساء حيث تكون هناك حاجة إلى السلامة الهيكلية أو قوة التثبيت ، كما هو الحال في مواقع المسمار. كبير قطر الفتحة قليلاً للتعويض عن انكماش البلاستيك وضمان ملاءمة مناسبة بعد صب.
تقف
يتم راحة عمليات الاسترداد أو الميزات المتدلية التي تخلق تعشيقًا بين الجزء وواحد أو كلاهما ، مما يمنع طرد نظيف على طول اتجاه فتح القالب. تشمل الأمثلة الشائعة السنانير ، والملابس المفاجئة ، والثقوب ، والأخاديد ، والفتحات الجانبية التي تكون عموديًا أو عرضة لاتجاه فراق القالب.
في حين أن عمليات التقويض ضرورية في بعض الأحيان للوظيفة الميكانيكية أو ملاءمة التجميع ، فإنها تتطلب عادةً أدوات إضافية - مثل النوى المنزلقات أو المصاعد أو الكاميرات - مما يزيد من تعقيد العفن ووقت الدورة وتكلفة التصنيع. يمكن أن تسبب عمليات التقويض المصممة بشكل غير صحيح صعوبات في طرد ، أو تشويه جزئي ، أو التآكل المفرط ، أو فشل الأداة.
بعض إرشادات التصميم الخاصة بالتخفيضات هي كما يلي:
▪ الطعوم يقوض كلما كان ذلك ممكنًا عن طريق تعديل الهندسة ، أو إعادة توجيه الجزء ، أو تحويل خط الفراق بحيث يتوافق مع اتجاه سحب القالب والقضاء المرن). تجنب PP/PE ما لم يكن الارتفاع السفلي ≤0.3 مم مع جدران رقيقة جدًا. توفير الرصاص من 30 درجة إلى 45 درجة في الشريط وأضف 0.5 درجة إلى 1 درجة على الوجه الوجه لضمان طرد سلس. قالب.
النص والرموز
عادة ما يتم تنقيح النص والرموز (على سبيل المثال ، أرقام الأجزاء ، الشعارات ، علامات إعادة التدوير) بشكل شائع على الأجزاء المقولبة للتتبع ، العلامة التجارية ، أو الامتثال التنظيمي. فيما يلي بعض النصائح المفيدة:
▪ استخدم نصًا مرفوعًا (منقوشًا) بدلاً من راحة (محفور) عندما يكون ذلك ممكنًا ، حيث يتطلب النص المحفور أدوات العفن أكثر تعقيدًا ، ويسارع تآكل الأدوات ، ويزيد من التكلفة-خاصةً بالنسبة لأحجام كبيرة أو تصاميم معقدة. تدفق البلاستيك ، وتقليل ارتداء الأدوات. تبسيط الآلات ومنع التشويه أثناء طرد.
التسامح
يحدد تحمل صب الحقن الانحراف المسموح به لأبعاد الجزء من تصميمه الاسمي. في التصميم ، يجب تطبيق التحمل أكثر إحكاما على الميزات الحرجة ، مثل واجهات التجميع ، وخزان الأخاديد ، والثقوب المحددة ، حيث تؤثر هذه بشكل مباشر على الملاءمة والوظائف. بالنسبة للأبعاد غير الحرجة ، مثل عرض الأسطح غير الحاملة ، يمكن استخدام التحمل أكثر مرونة لتقليل تكاليف التصنيع.
هناك نوعان من مستويات التحمل الشائعة:
التسامح التجاري:فضفاض نسبيًا (عادةً 0.1 مم أو ± 0.004 ") ، ويعمل بشكل جيد لمعظم الميزات غير الحرجة بتكلفة أقل.
التحمل الجيد:أكثر إحكاما (عادةً 0.05 مم أو ± 0.002 ") ، مطلوب لقطع الغيار عالية الدقة ، مع ارتفاع تكلفة الأدوات والتصنيع.
أثناء التصميم ، يجب تعديل التحمل الأبعاد وفقًا لانكماش المواد. تحتوي المواد البلاستيكية المختلفة على معدلات انكماش مختلفة - المواد البلورية Semi (على سبيل المثال ، PA ، PP ، PE ، POM) تتقلص أكثر من المواد غير المتبلورة (على سبيل المثال ، ABS ، PCMA ، PMMA). على الرغم من أن الانكماش يمكن التنبؤ به بشكل عام ، إلا أن الاختلافات الطفيفة في صياغة الراتنج أو ظروف المعالجة (مثل درجة حرارة الذوبان) يمكن أن تؤثر على حجم الجزء النهائي. مع زيادة حجم الجزء ، يصبح تباين الانكماش أكثر وضوحًا. اعتمادًا على المادة ، يجب أن تتوقع تسامحًا مرتبطًا بالانكماش حوالي 0.002 بوصة/في (0.05 مم/مم).
يجب أيضًا مراعاة تحليل مكدس التسامح في مجموعات متعددة الأجزاء ، لأنه حتى لو كانت كل ميزة فردية (على سبيل المثال ، ثقب) ضمن تسامحها المحدد ، يمكن أن يؤدي التباين التراكمي إلى اختلال - خاصة عندما تحتاج ثقوب متعددة عبر أجزاء مختلفة إلى التوافق على السحابات للمرور.
لاحظ أن تحمل العفن يؤثر أيضًا على جودة الجزء النهائي. تبلغ التحمل القياسي للآلات حول ± 0.005 "(0.13 مم) ، ولكن قد تكون هناك حاجة إلى التحمل أكثر إحكامًا لقطع غيار عالية الدقة. بالإضافة إلى ذلك ، تلبس القوالب مع مرور الوقت ، مما قد يؤدي إلى انجراف الأبعاد. من المهم التخطيط لصيانة الأدوات وتجديدها للحفاظ على جودة جزء متسقة أثناء عمليات الإنتاج طويلة المدى.
أساسيات تصميم العفن
يرتبط تصميم الأجزاء وتصميم العفن ارتباطًا وثيقًا في تحديد نجاح منتج مصبوب بالحقن. نظرًا لأن التصميم يركز على الهندسة والوظائف ، فإن تصميم القالب يترجم هذه المتطلبات إلى أداة قابلة للتصنيع. يوضح القسم التالي الجوانب الأساسية لتصميم العفن:
قاعدة العفن وتخطيط التجويف
تتكون أدوات القالب من قاعدة العفن القياسية ، والتجويف والإدراج الأساسي ، وأي مكونات متحركة (الشرائح ، المصاعد ، لوحات القاذف ، إلخ). توفر قاعدة القالب الإطار الصارم - أركان دليل التملك ، وألواح الدعم ، ونظام طرد - في حين تحدد تجويف وإدراج الأساس شكل الجزء. معا ، يتحكمون في كيفية تشكيل كل جزء بدقة ومتسقة.
يجب أن يكون تصميم العفن الجيد:
▪ استخدم قاعدة قياسية (على سبيل المثال ، DME أو HASCO) للحصول على مصادر فعالة من حيث التكلفة واستبدال المكونات البالية. ▪ الحفاظ على سمك اللوحة المناسبة وحجم عمود الدليل لتحمل الضغط على ضغط الحقن ، أو استبداله دون أن يثبت القنوات الكاملة. تجويف للحفاظ على درجة الحرارة موحدة وتقليل التباين في التزييف أو الانكماش. بمجرد الانتهاء من التصميم ، يمكنك الانتقال إلى قوالب تجويف متعددة أو عائلة لتوسيع نطاق الإنتاج.
بوابات
البوابات هي نقاط الدخول التي يتدفق من خلالها البلاستيك المنصهر إلى تجويف القالب. إن حجمها وشكلها ووضعها لها تأثير كبير على مظهر الجزء والقوة الهيكلية ووجود عيوب صب مثل علامات التدفق وخطوط اللحام.
▪ تحتاج الأجزاء الكبيرة إلى بوابات أكبر للحفاظ على الضغط ومعدل التدفق للملء الكامل. تترك البوابات بقايا صغيرة ، وتحديد موقعها على خط الفراق لسهولة التشذيب والحد الأدنى من الرؤية.
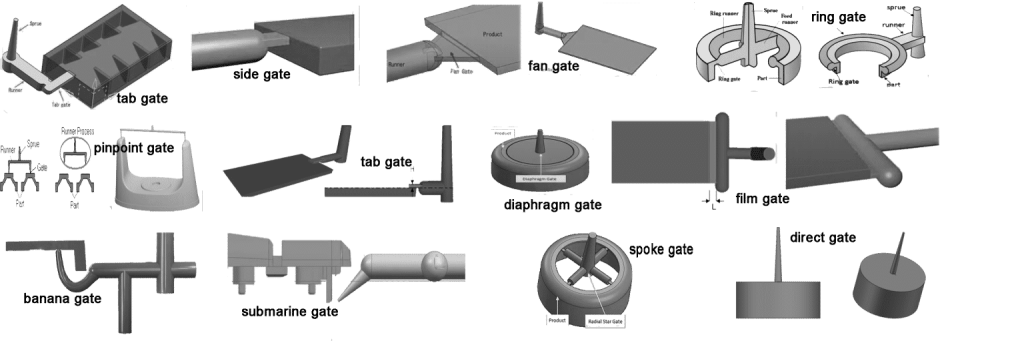
يمكن تصنيف البوابات عن طريق القطع - اليدوي أو التلقائي - وأنواع معينة أكثر ملاءمة لهندسة أجزاء محددة. تعرض الصورة أدناه الأمثلة الشائعة للبوابات.
أنواع البوابة اليدوية
▪بوابة الحافة (البوابة القياسية):مقطع عرضي مستطيل على طول خط الفراق ؛ مثالي للأجزاء المسطحة أو المستطيلة ؛ يمكن أن تكون مدببة لتحسين التدفق. ▪بوابة المروحة:فتحة واسعة ، فتحة للأجزاء الكبيرة أو الرقيقة. يقلل القص ويحسن توازن ملء. ▪بوابة علامة التبويب:متغير بوابة الحافة مع علامة تبويب صغيرة لامتصاص القص والحرارة. مناسبة للمواد الحساسة القص. ▪بوابة الحجاب الحاجز:بوابة دائرية حول قلب التدفق متحدة المركز. توازن ممتاز ولكن صعب ومكلف لتقليم. ▪بوابة الحلقة:حلقة مستمرة حول قلب الحشوة الشعاعية ؛ تستخدم في أجزاء على شكل أنبوب. ▪البوابة تحدث:متغير بوابة الحلقة مع الأضلاع الشعاعية. جيد للأجزاء الأنبوبية المتماثلة ولكن الحفاظ على التركيز أمر صعب. ▪فيلم (فلاش) بوابة:بوابة رقيقة جدا ، واسعة لأجزاء كبيرة/رقيقة ؛ يضمن ملء موحد ولكن يترك بقايا طويلة تحتاج إلى تقليم يدوي.
أنواع البوابات تلقائيا
▪بوابة الغواصة (النفق):دخول الزاوية أسفل خط الفراق ؛ فواصل السيارات أثناء طرد الحد الأدنى من العيوب. ▪بوابة Pinpoint:بوابة صغيرة مباشرة داخل خط الفراق ؛ مثالي للمواد عالية التدفق والأجزاء التجميلية ؛ شائع في القوالب متعددة أو قوالب الدقة.
نظام العداء
يقوم نظام العداء بتوجيه البلاستيك المنصهر من Sprue إلى البوابات وإلى تجاويف القالب. يؤثر تصميم العداء على تدفق المواد ، ووقت الدورة ، وجودة الجزء-خاصة في قوالب متعددة أو قوالب عائلية. يضمن نظام العداء الفعال أن يتدفق البلاستيك المنصهر بالتساوي إلى جميع التجاويف. يمنع التدفق المتوازن العيوب مثل التباين الأبعاد واللقطات القصيرة وخطوط اللحام. يمكن أن يتسبب التوزيع غير المتكافئ أيضًا في ارتفاع درجة الحرارة الموضعية أو الاستئصال ، مما يؤثر على كل من القوة والتشطيب السطحي.
يؤثر شكل وحجم قناة العداء بشكل مباشر على سلوك التدفق وكفاءة المعالجة. يقلل المتسابقون الكاملون من فقدان الضغط ولكنهم يزيدون من تعقيد الأدوات ، في حين أن المتسابقين شبه المنحنيين أو شبه الدائري يسهل عليهم الجهاز ولكنه أقل كفاءة. المتسابقون المتضخمون يضيعون المواد والتبريد البطيء ؛ تلك الموجودة في الحد الأقصى لتقييد التدفق وقد تسبب ملء غير مكتملة. في القوالب متعددة التجويف ، يجب أن يكون المتسابقون متناظرون وتوزيعهم بالتساوي لضمان ملء كل تجويف في وقت واحد.
هناك نوعان رئيسيان من أنظمة العداء:
المتسابقين الباردهي أبسط وفعالة من حيث التكلفة ، لكنها تولد مواد زائدة (خردة العداء) التي يجب إزالتها أو إعادة تدويرها.
المتسابقين الساخنةتخلص من هذه النفايات ويوفر تحكمًا أفضل في التدفق ودرجة الحرارة ، ولكنها تتطلب جهودًا أعلى من تكلفة الأدوات وجهد الصيانة.
يجب تصميم نظام العداء بالتنسيق مع البوابة وأنظمة التبريد. يقلل التصميم الذي تم تحسينه جيدًا من وقت الدورة ، ويحسن الاتساق ، ويدعم صبًا فعالًا وعالي الجودة.
دبابيس القاذف
يتم استخدام دبابيس القاذف لدفع الجزء المقولب من التجويف بمجرد ترسيخه. يؤثر وضعهم وتصميمهم بشكل كبير على جودة الجزء ، وكفاءة طرد ، وعفن الحياة. توصيات التصميم هي:
▪ موضع القاذف دبابيس على الأسطح غير السفلية ، مثل بالقرب من خط الفراق. دبابيس القاذف لنشر الحمل ومنع التشوه. ▪ يعتمد عدد ونوع المسامير على عوامل مثل هندسة جزء ، زوايا المسودة ، وسمك الجدار. على سبيل المثال ، قد تحتاج الأجزاء التي تحتوي على بوابات الحافة أو المروحة إلى دبابيس إضافية للطرد المتوازن.
نظام التبريد
يحافظ نظام التبريد على درجة حرارة القالب للتحكم في الانكماش ووقت الدورة وجودة الجزء النهائي. يجب توجيه القنوات للتبريد الموحد ، مع تباعد أكثر تشددًا (3-5 مم من التجويف) حول أقسام سميكة. تأكد من أن خطوط التبريد لا تتعارض مع البوابات أو المتسابقين أو أجهزة طرد. قطر القناة المناسب (عادة 6-10 مم) والمشعبات المتوازنة تعمل على تحسين الاتساق الحراري وقصير أوقات دورة.
اعمل مع تشيغو من أجل التعليقات الخبراء والنموذج الأولي DFM
الآن بعد أن أصبح لديك فهم أوضح لكيفية تأثير تصميم صب الحقن على قابلية التصنيع والأداء والتكلفة ، فقد حان الوقت للمضي قدمًا. بمجرد أن يصبح التصميم الخاص بك جاهزًا ، يوفر Chiggo تحليلًا مجانيًا لـ DFM (تصميم للتصنيع) جنبًا إلى جنب مع طلب الاقتباس. يساعد هذا التحليل في تحديد المشكلات المحتملة أو المخاطر المتعلقة بصنع القالب وقولبة الحقن.
ماذا بعد؟ إنشاءالنموذج الأولييمكن أن تساعد في التحقق من صحة قرارات التصميم الخاصة بك قبل بدء الأدوات.تشيغو هنالإرشادك خلال كل خطوة من رحلة صب الحقن ، ضمان انتقال سلس من التصميم إلى الإنتاج.