تتقدم الطباعة المعدنية ثلاثية الأبعاد بسرعة - مع سرعات بناء أسرع وأداء أفضل للمواد ومناطق تطبيق أوسع. سيوضح لك هذا الدليل كيفية الحصول على أقصى استفادة من التصنيع المضافة للمعادن (AM): سنتحدث عن الأنواع الرئيسية من تقنيات الطباعة ثلاثية الأبعاد المعدنية ، والمواد الشائعة ، وما هي التكاليف. سنقارن أيضًا Metal AM مع طبع (تصنيع CNC) وأساليب التكوينية (الصب المعدني) حتى تتمكن من اختيار العملية الصحيحة لجزءك وميزانيتك والجدول الزمني الخاص بك.
ما هي الطباعة المعدنية ثلاثية الأبعاد؟
على غرار جميع عمليات الطباعة ثلاثية الأبعاد الأخرى (مثل طباعة البوليمرات ثلاثية الأبعاد) ، تقوم الطابعات ثلاثية الأبعاد المعدنية ببناء أجزاء عن طريق إضافة مادة طبقة في وقت واحد بناءً على تصميم رقمي ثلاثي الأبعاد - وبالتالي مصطلح التصنيع الإضافي. في هذه المرة فقط ، تستخدم العملية مسحوق المعادن أو الأسلاك أو البوليمرات المرتبطة بدلاً من البلاستيك.
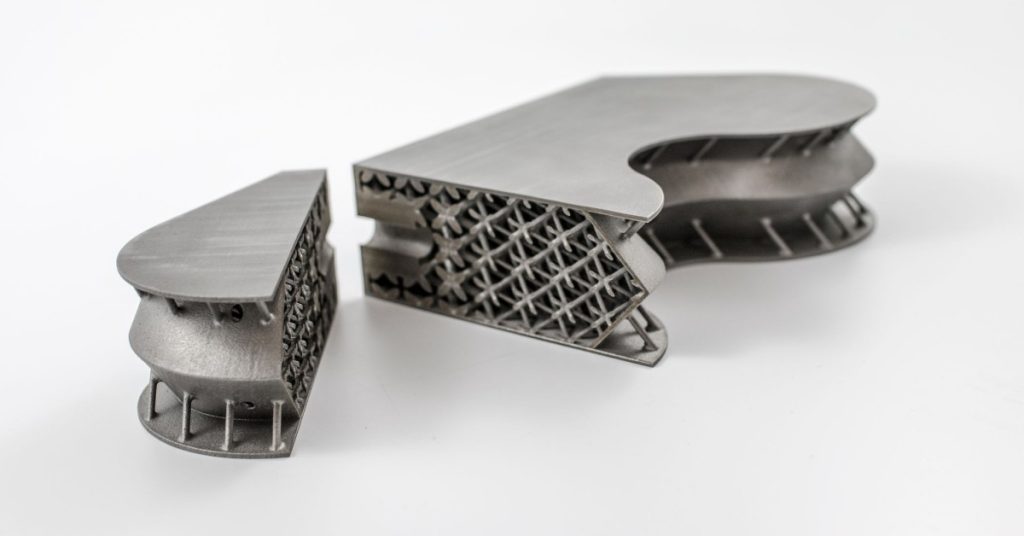
وبهذه الطريقة ، يمكن بناء الأجزاء من خلال الأشكال الهندسية التي يستحيل تصنيعها بالطرق التقليدية ودون الحاجة إلى أدوات متخصصة مثل القوالب أو أدوات القطع. بنفس القدر من الأهمية ، فإن التقييم الهندسي المتزايد ليس له تأثير ضئيل على تكلفة البناء ، لذلك فإن الهياكل الأمثل العضوية والطوبولوجيا عملية. تكون الأجزاء الناتجة أخف وزناً (عادةً ما يكون الحد من الوزن بنسبة 25 ٪ إلى 50 ٪) وغالبًا ما يكون أكثر صلابة ، وهو أمر بالغ الأهمية للفضاء وغيرها من الحقول عالية الأداء.
تتيح حرية التصميم هذه أيضًا توحيد التجميع: يمكن أن تصبح مكونات متعددة ، ويمكن لجميع السحابات والمفاصل ومسارات التسرب ، جزءًا واحد مطبوعًا يؤدي عدة وظائف في وقت واحد. قطرات العمل ، وأوقات الرصاص تتقلص ، والصيانة أبسط لأن هناك أقل للتجميع أو المحاذاة أو الخدمة. ومع ذلك ، لا تزال الطباعة المعدنية ثلاثية الأبعاد مكلفة مقارنة بالعديد من الطرق التقليدية ، ولا تتنافس بعد على تكلفة الوحدة بأحجام أعلى.
تاريخ موجز للطباعة المعدنية ثلاثية الأبعاد
في أواخر الثمانينيات من القرن الماضي ، طور الدكتور كارل ديكارد من جامعة تكساس أول طابعة ثلاثية الأبعاد تلبيد الليزر ، مصممة مبدئيًا للبلاستيك. أصبحت هذه التكنولوجيا أساسًا لتلبيخ الليزر الانتقائي (SLS) ، وهي طريقة تمتد لاحقًا إلى الطباعة المعدنية ثلاثية الأبعاد.
في عام 1991 ، قدم الدكتور إيلي ساكس من معهد ماساتشوستس للتكنولوجيا عملية طباعة ثلاثية الأبعاد تُعرف الآن باسم ثقل الموثق. تم ترخيص هذه الطريقة من قلة الموثق المعدنية إلى Exone في عام 1995.
في عام 1995 ، قدم معهد Fraunhofer في ألمانيا أول براءة اختراع لذوبان الليزر للمعادن ، والتي وضعت الأساس لذوبان الليزر الانتقائي (SLM) ، واحدة من أكثر الطرق استخدامًا للطباعة ثلاثية الأبعاد المعدنية اليوم. خلال هذه الفترة ، لعبت شركات مثل EOS والجامعات المختلفة أدوارًا رئيسية في تطوير التكنولوجيا.
نمت الطباعة ثلاثية الأبعاد المعدنية ببطء في أوائل العقد الأول من القرن العشرين بسبب ارتفاع تكلفة المعدات والمواد. ومع ذلك ، في عام 2012 ، عندما بدأت براءات الاختراع للتقنيات الرئيسية مثل SLM و DMLS و EBM في انتهاء صلاحيتها ، انخفضت رسوم الترخيص ، وفتح الباب للمنافسين الجدد. أثار هذا التحول الابتكار وجذب استثمارات كبيرة من شركات مثل GE و HP و DMG MORI ، مما أدى إلى خفض التكاليف وتسريع التبني في مختلف الصناعات.
اليوم،وفقا لتقرير أبحاث الأسبقية، بلغت قيمة سوق الطباعة المعدنية 3D العالمية 9.66 مليار دولار أمريكي في عام 2024 ، ومن المتوقع أن ينمو من 12.04 مليار دولار أمريكي في عام 2025 إلى 87.33 مليار دولار بحلول عام 2034 ، بنسبة 24.63 ٪. يحرك السوق الطلب على النماذج الأولية السريعة ، والمكونات المخصصة والمعقدة ، والاستخدام المتزايد في قطاعات الفضاء والسيارات.
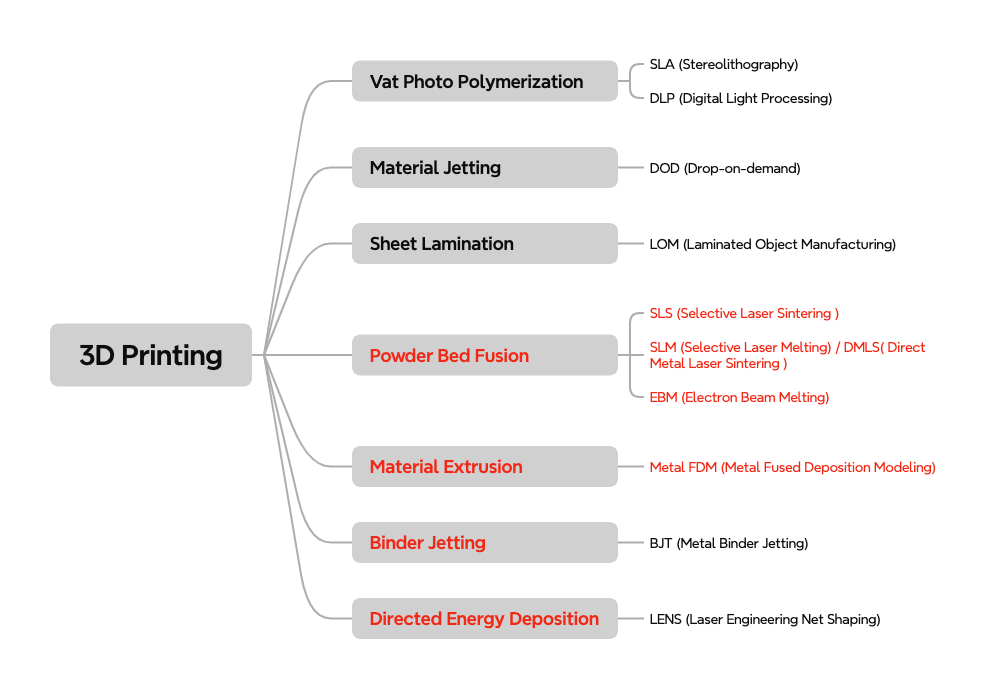
أنواع تقنيات الطباعة ثلاثية الأبعاد المعدنية
هناك العديد من تقنيات الطباعة ثلاثية الأبعاد المعدنية في السوق ، ولكن أربعة من أكثر أنواع المسحوق المستخدمة (PBF) ، ورائحة الموثق ، ونمذجة ترسب المعادن (FDM المعدنية) ، وترسب الطاقة الموجه (DED). على نطاق واسع ، يسقطون في آليتين: الذوبان والتلبية.
PBF و DED Melt MELT MELTERSTOCK (مسحوق أو سلك) مع مصادر عالية الطاقة , مثل الليزر ، وعوارض الإلكترون ، أو الأقواس ، لإنتاج أجزاء كثيفة تمامًا. على النقيض من ذلك ، يقوم FDM المعدني والثقة أولاً بإنشاء جزء "أخضر" مع موثق بوليمر ، ثم Debind وتلبيته أسفل نقطة الانصهار. عادة ما تكون الكثافة النهائية أقل من العمليات المذابة بالكامل ، ويكون هناك حاجة دائمًا إلى معالجة ما بعد ما بعد ذلك تقريبًا.
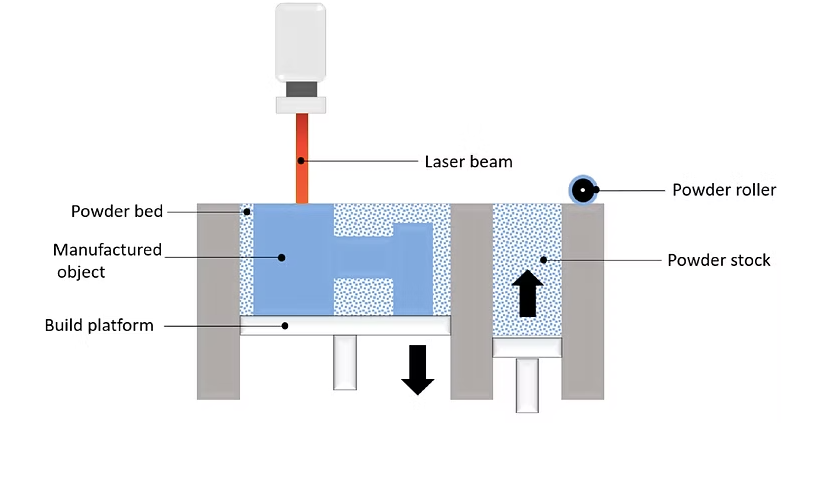
اندماج سرير مسحوق (PBF)
يُعتبر اندماج سرير المسحوق (PBF) على نطاق واسع عائلة الطباعة المعدنية ثلاثية الأبعاد الأكثر استخدامًا. من بين هؤلاء ،ذوبان الليزر الانتقائي (SLM)وتلبد الليزر المعدني المباشر (DMLS)، التي كانت قيد الاستخدام لأكثر من 20 عامًا ، هي أكثر عمليات الطباعة المعدنية ثلاثية الأبعاد ناضجة من الناحية التكنولوجية اليوم ، تليهاذوبان شعاع الإلكترون (EBM)، طريقة رئيسية أخرى ، لا سيما تستخدم لسبائك التيتانيوم في الطيران والتطبيقات الطبية.
تبدأ عملية PBF بتسخين غرفة البناء ، والتي تمتلئ أولاً بغاز خامل ، إلى درجة حرارة مثالية. ثم تنتشر طبقة رقيقة من مسحوق المعادن عبر منصة البناء. يتم توجيه الليزر (في SLM و DMLs) أو شعاع الإلكترون (في EBM) إلى سرير المسحوق ، ويذوب بشكل انتقائي أو دمج جزيئات المسحوق وفقًا لتصميم الجزء. تندمج الجسيمات معًا لتشكيل الطبقة الأولى ، ثم يتم تخفيض النظام الأساسي قليلاً. تنتشر طبقة جديدة من المسحوق على الطبقة السابقة ، وتكرر العملية طبقة حسب الطبقة حتى يتم بناء الجزء بالكامل.
نظرًا لأن درجات حرارة البناء مرتفعة جدًا (غالبًا> 1000 درجة مئوية للعديد من السبائك) ، عادة ما تكون الدعم مطلوبة لعقد الجزء في مكانه ومنع التزييف من الإجهاد الحراري. بعد التبريد ، تتم إزالة المسحوق الزائد غير المليء (بالفرشسلك EDM.يتم بعد ذلك معالجة الجزء من الحرارة لتخفيف الضغوط المتبقية وتعزيز خصائص المواد. أخيرًا ، بناءً على المتطلبات ، قد يحتاج الجزء إلى تشطيب إضافي مثل تصنيع CNC ،تلميعأو غيرها من العلاجات السطحية لتحقيق جودة السطح المطلوبة ودقة الأبعاد.
خصائص طرق دمج سرير المسحوق الشائعة
فيما يلي جدول مقارنة مفصل لتقنيات الطباعة ثلاثية الأبعاد الرئيسية لـ PBF Metal:
ملكية
ذوبان الليزر الانتقائي (SLM)
تلبد الليزر المعدني المباشر (DMLS)
ذوبان شعاع الإلكترون (EBM)
مصدر الطاقة
الليزر
الليزر
شعاع الإلكترون
المواد المستخدمة
مساحيق معدنية كروية مع درجة حرارة ذوبان واحدة ؛ تشمل سبائك الألومنيوم ، التيتانيوم ، الفولاذ المقاوم للصدأ ، الصلب الأدوات ، وبعض السبائك
مساحيق معدنية كروية مع نقاط ذوبان متغيرة ؛ تشمل الفولاذ المقاوم للصدأ ، وسبائك التيتانيوم ، وسبائك النيكل ، والمعادن الثمينة ، والفولاذ الأدوات
مساحيق معدنية كروية مثل سبائك التيتانيوم وسبائك الكوبالت والكروميوم والنيكل الفائق ومواد أخرى عالية الأداء
عملية
يذوب الليزر المسحوق بالكامل لإنشاء أجزاء كثيفة
تلبد الليزر (مسحوق الذوبان ولكنه لا يسيطر عليه تمامًا)
يذوب شعاع الإلكترون مسحوق في بيئة فراغ
بناء حجم
عادة ما تكون صغيرة إلى متوسطة (تختلف بواسطة الجهاز)
عادة ما تكون صغيرة إلى متوسطة (تختلف بواسطة الجهاز)
عادةً ما تتوفر أحجام بناء أكبر مقارنة بـ SLM/DMLs
بناء السرعة
معتدل (يعتمد على قوة الليزر وتعقيد جزء)
معتدل (يختلف مع المواد وحجم الجزء)
أبطأ (بسبب استخدام شعاع الإلكترون وبيئة الفراغ)
خصائص الجزء المطبوعة
المسامية الداخلية ، أقل من 0.2 - 0.5 ٪ ؛ قوة عالية الكثافة وقوة ميكانيكية ممتازة
خصائص الجزء تشبه SLM ، ولكن المسامية الطفيفة قد تكون أكثر وضوحًا بسبب عملية التلبد
المسامية منخفضة بشكل عام ، ولكن يمكن أن تكون أعلى قليلاً من SLM بسبب سرعة البناء الأبطأ وسمك الطبقة الأكبر في العملية
دقة الأبعاد
± 0.1 مم
± 0.1 مم
± 0.1 مم
حجم البناء النموذجي
250 × 150 × 150 مم (حتى 500 × 280 × 360 مم)
250 × 150 × 150 مم (حتى 500 × 280 × 360 مم)
500 × 500 × 380 مم أو أكبر
سمك الطبقة المشتركة
20-50μm
20-50μm
50-150 ميكرون
يدعم
مطلوب دائما
مطلوب دائما
مطلوب دائما
خشونة السطح النموذجية
RA 8 - 10μm
RA 8 - 10μm
RA 20-60 ميكرون
التكلفة لكل جزء
$$$$
$$$$
$$$$$
التطبيقات الرئيسية
الأجزاء ذات التعقيد الهندسي العالي (الهياكل العضوية ، الطوبولوجيا المحسنة) التي تتطلب خصائص مادية ممتازة لزيادة كفاءة التطبيقات الأكثر تطلبًا
على غرار SLM
تطبيقات عالية الأداء تتطلب أجزاء قوية ومرنة ، وخاصة في الفضاء والزرع الطبية ، حيث هناك حاجة إلى سبائك التيتانيوم وغيرها من المواد عالية القوة
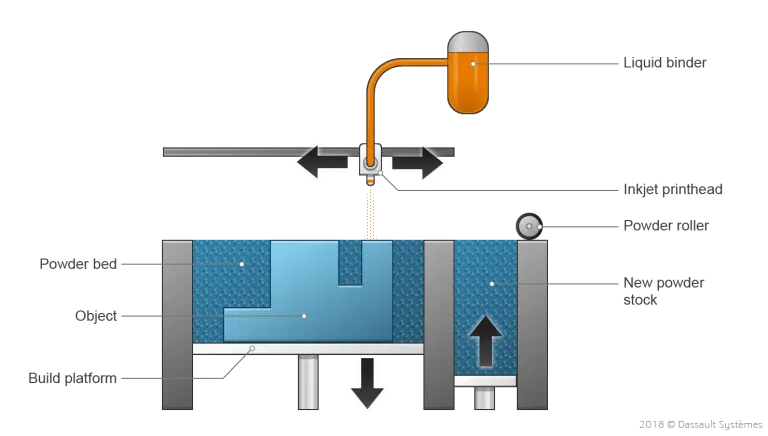
موثق نفث
تم استخدام هراء الموثق في الأصل لإنشاء نماذج أولية كاملة اللون من الحجر الرملي. مع مرور الوقت ، اكتسبت شعبية لتصنيع الأجزاء المعدنية ، لا سيما بسبب قدرات إنتاج الدُفعات. أثناء عملية هزيلة الموثق المعدنية ، تنتشر طبقة رقيقة من مسحوق المعادن عبر منصة البناء. النقل المجهز بفوهات نفايات الحبر ثم تمر فوق سرير المسحوق ، مما يودع قطرات من عامل الربط (عادةً ما يكون مزيجًا من البوليمر والشمع) لربط الجزيئات المعدنية معًا. بمجرد الانتهاء من الطبقة ، تتحرك منصة الإنشاء لأسفل ، ويتم تطبيق طبقة جديدة من المسحوق. تتكرر هذه العملية حتى يتم بناء الجزء بأكمله.
تحدث خطوة الطباعة في نفث الموزعة المعدنية في درجة حرارة الغرفة ، مما يلغي المشكلات مثل التأثيرات الحرارية مثل التزييف والضغوط الداخلية التي يمكن أن تحدث في عمليات مثل DMLs و SLM. هياكل الدعم غير مطلوبة. ومع ذلك ، يبقى الجزء المطبوع في حالة "خضراء" ، مما يعني أنه لا يزال هشًا ويتطلب مزيد من المعالجة.
هناك خطوتان شائعتان لما بعد المعالجة المستخدمة لتحويل الجزء "الأخضر" إلى مكون معدني صلب تمامًا:
تسلل:بعد إزالة الموثق ، يعتبر الجزء "بني" ولديه مسامية داخلية كبيرة (حوالي 70 ٪). ثم يتم تسخين الجزء "البني" في فرن صناعي مع معدن ذوبان منخفض (غالبًا برونز) ، والذي يملأ الفراغات الداخلية ، مما يؤدي إلى جزء معدني B. على الرغم من أن هذه الطريقة يمكن أن تحسن القوة ، إلا أنها أقل استخدامًا اليوم لأن خصائصها المادية تظل أدنى من أجزاء الأجزاء المتلألئة بالكامل وأدائها الميكانيكي والحراري غير موثق بشكل جيد.
التلبد:الآن ، يتم وضع الجزء "الأخضر" المفضل في الفرن الذي يتم فيه حرق الجزيئات "الخضراء" في فرن حيث يتم حرق الجزيئات المسحوق المعدني معًا في مكون كثيف تمامًا. عادة ما يتقلص الجزء بحوالي 20 ٪ أثناء التلبيد ، لذلك يتم طباعة الأجزاء أكبر قليلاً للتعويض.
خصائص هروب المعادن
ملكية
موثق المعادن
المواد المستخدمة
تقتصر حاليًا على الفولاذ المقاوم للصدأ (على سبيل المثال 316L و 17 4PH) و Tool Steels (على سبيل المثال H13) وسبائك البرونز/النحاس و Dister 625
بناء السرعة
أسرع من بين جميع تقنيات الطباعة ثلاثية الأبعاد المعدنية ؛ عادة ما تكون الأسرة معبأة بشكل كثيف مع العديد من الأجزاء الصغيرة لكل دورة
خصائص الجزء المطبوعة
~ 1-2 ٪ المسامية المتبقية بعد التلبد ؛ قوة الشد مماثلة للمعادن المصبوب ، ولكن عمر التعب أقل بكثير بسبب الفراغات الداخلية
دقة الأبعاد
± 0.2 مم (± 0.1 بعد التجارب)
حجم البناء النموذجي
250 × 175 × 200 مم (حتى 400 × 300 × 200 مم)
سمك الطبقة المشتركة
ركضت الأنظمة المبكرة 35-50 ميكرون ، أنظمة إنتاجية عالية تصل إلى 100µm)
يدعم
غير مطلوب
خشونة السطح النموذجية
RA10–15µm على أجزاء متشابكة
التكلفة لكل جزء
$$$ (بنيات أسرع ، ولا دعم النفايات)
التطبيقات الرئيسية
أشواط منخفضة إلى متوسطة من النماذج الوظيفية والمكونات المعقدة حيث تكلف الإنتاجية والوحدة أكثر من أقصى أداء ميكانيكي
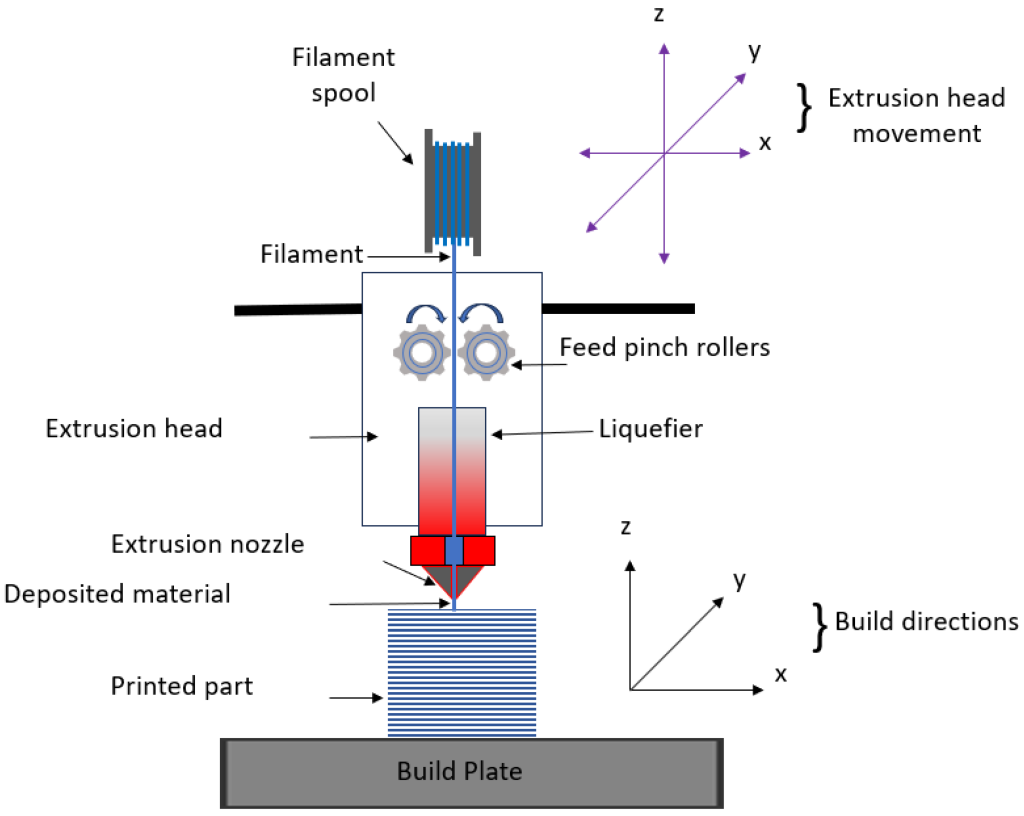
نمذجة ترسب المعادن تنصهر (FDM المعدنية)
بثق المعادن هو تباين في عملية FDM الكلاسيكية للبلاستيك ، ولكن بدلاً من البلاستيك الحراري ، فإنه يستخدم خيوط أو قضبان معدنية تتكون عادةً من جزيئات معدنية مرتبطة ببعض البوليمر و/أو الشمع ، لذلك يطلق عليه أحيانًا استقلال مادة الخيوط.
يتم بثق هذا القضيب أو الشعيرة من خلال فوهة ساخنة وطبقة ترسخية لبناء جزء يعتمد على نموذج CAD. في الوقت نفسه ، يتم بناء هياكل الدعم إذا لزم الأمر. تتم طباعة الواجهة بين الدعم والجزء بمواد دعم من السيراميك ، والتي من السهل إزالتها يدويًا لاحقًا. يحتاج الجزء "الأخضر" الناتج إلى معالجة ما بعد المعدن ليصبح معدنًا باستخدام خطوات مماثلة (ولكن غير متطابقة) للثقل. يتم غارقة الجزء "الأخضر" أولاً أو معالجته حرارياً لإزالة معظم موثق البوليمر/الشمع (Debinding) ، ثم التلبس في الفرن بحيث تندمج الجزيئات المعدنية إلى قطعة معدنية كثيفة تمامًا. أثناء تلبد الجزء ، يتقلص الجزء ما يقرب من 15-20 ٪ في كل اتجاه ، لذلك يتم توسيع نموذج CAD مقدمًا وقد تكون هناك حاجة إلى بعض ضبط التجارب.
خصائص نمذجة ترسب المعادن تنصهر
ملكية
نمذجة ترسب المعادن تنصهر
المواد المستخدمة
حاليًا يقتصر حاليًا على 316L و 17 4PH و H13 وسبائك النحاس/البرونزية ، و 625
بناء السرعة
معتدل؛ أبطأ من هراء الموثق ، ولكن الإعداد/التكرار أرخص وأبسط من SLM
خصائص الجزء المطبوعة
~ 90-97 ٪ كثافة (تصل إلى 98 ٪ ~ مع الورك) ؛ قوة الشد تقريبًا/يلقي مثل ، عادة 20-40 ٪ أقل من المطاوع ؛ انخفضت قوة التعب بسبب المسامية المتبقية
دقة الأبعاد
± 0.30mm نموذجية ؛ ± 0.15-0.20 ملم يمكن تحقيق
حجم البناء النموذجي
250 × 220 × 200mm
سمك الطبقة المشتركة
100-200µm
يدعم
مطلوب
خشونة السطح النموذجية
RA 10-20µm على الأسطح الملبدة
التكلفة لكل جزء
$$ (تكلفة الجهاز/المواد المنخفضة)
التطبيقات الرئيسية
النماذج المعدنية الوظيفية ، والأدوات المخصصة ، وأجزاء إيقاف واحدة/منخفضة الحجم حيث التكلفة والبساطة تهم أكثر من ذروة الأداء
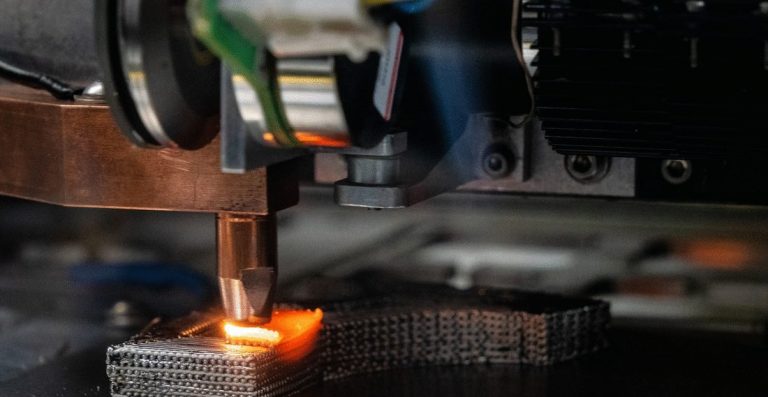
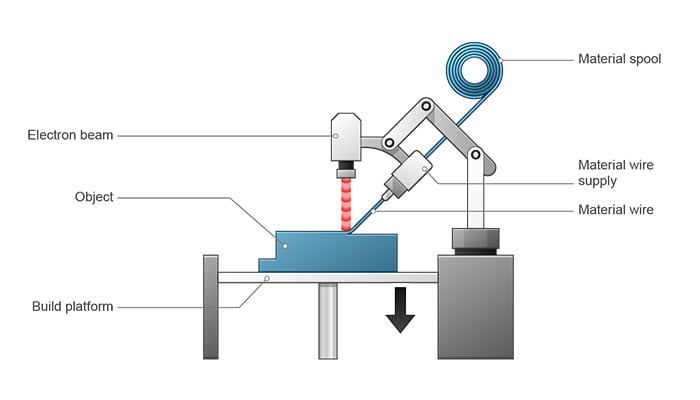
ترسب الطاقة الموجه (DER)
يستخدم ترسب الطاقة الموجه (DED) مصدر حرارة مركّز ، عادةً ما يكون ليزر أو شعاع إلكترون أو قوس كهربائي/البلازما ، لإنشاء تجمع ذوبان على قطعة العمل أثناء تغذية مسحوق المعادن أو الأسلاك فيه ، حبة البناء بواسطة حبة. نظرًا لأن رأس الطباعة يمكن أن يتحرك بحرية (غالبًا ما يكون على محور متعدد المحور أو روبوتات) ولا يقتصر على سرير مسحوق ، فإن DED مناسب تمامًا لإصلاح أو إضافة ميزات إلى الأجزاء الحالية وإنتاج مكونات كبيرة بالقرب من الشبكة.
خصائص ترسب الطاقة الموجه (DED)
ملكية
ترسب الطاقة الموجه
مصدر الطاقة
ليزر مركّز أو شعاع إلكترون أو قوس كهربائي/بلازما
المواد المستخدمة
نطاق سبائك مماثلة إلى SLM ؛ أسلاك اللحام القياسية والعديد من مساحيق اللحام قابلة للاستخدام
بناء السرعة
مماثلة لـ (أو أقل) من الرداء
خصائص الجزء المطبوعة
~ 95-99 ٪ الكثافة (الأعلاف الأسلاك في كثير من الأحيان أعلى من المسحوق) ؛ اللحام مثل البنية المجهرية مع خصائص الاتجاه. يمكن أن تقترب قوة الشد بعد المعالجة الحرارية المناسبة
دقة الأبعاد
± 0.5-1.0mm نموذجي
حجم البناء النموذجي
عموما أكبر الأربعة
سمك الطبقة المشتركة
0.3-1.5 مم (سلك) أو 0.2-0.8 مم (مسحوق) ، اعتمادًا على الفوهة والقوة
يدعم
بشكل عام غير مطلوب ؛ تم التعامل معها عن طريق تخطيط المسار أو التركيبات المؤقتة
خشونة السطح النموذجية
RA> 20-40µm
التكلفة لكل جزء
$$ - $$$ (المعدات باهظة الثمن ، لكن معدل الترسب المرتفع يقلل من تكلفة الأجزاء/الإصلاحات الكبيرة)
التطبيقات الرئيسية
إصلاح/تجديد ، إضافة ميزة ، مكونات هيكلية كبيرة ، بالقرب من الفراغات الصافية للآلات اللاحقة
مواد للطباعة المعدنية ثلاثية الأبعاد
على الرغم من أن المعادن الهندسية المستخدمة على نطاق واسع مثل الفولاذ المقاوم للصدأ ، وسبائك التيتانيوم ، وسبائك الألومنيوم متاحة للطباعة المعدنية ثلاثية الأبعاد ، لا تزال العديد من السبائك العالية أو المخصصة المستخدمة في التصنيع التقليدي أكثر صعوبة في الحصول على AM. نظرًا لأن المساحيق القابلة للطباعة عادةً ما تكون غازًا ذرية لتكون كروية ، وحجم ضيق ، ومنخفضة في الأكسجين ، فهي مكلفة في صنعها ، متوفرة في سبائك أقل ، ولا تزال تنتج بعائد منخفض نسبيًا. ومع ذلك ، فإن عدد المعادن المتاحة للطباعة ثلاثية الأبعاد المعدنية ينمو بسرعة. يمكن للمهندسين اليوم الاختيار من سبائك بما في ذلك أنظمة الكروم القائمة على النيكل والكوبالت - مواد يصعب بشكل معروف أن الآلة تقليديًا.
فيما يلي بعض الأمثلة على المعادن AM الشائعة ، مع الفولاذ المقاوم للصدأ ، التيتانيوم ، والألومنيوم لا يزال من بين أكثر الأدوات استخدامًا:
فولاذ مقاوم للصدأ
الأداة فولاذ
سبائك التيتانيوم
سبائك الألومنيوم
النيكل المستند إلى Superalloys
سبائك الكروم الكوبالت
سبائك النحاس القائمة على النحاس
المعادن الثمينة (الذهب ، الفضة ، البلاتين ، إلخ)
المعادن الغريبة (البلاديوم ، التانتالوم ، إلخ)
الطباعة المعدنية ثلاثية الأبعاد مقابل التصنيع التقليدي
عندما تحتاج فقط إلى بعض الأجزاء المعدنية المعقدة ذات الأداء العالي ، تكون الأساليب القائمة على الأدوات بطيئة ومكلفة. الطباعة المعدنية ثلاثية الأبعاد تتجنب الأدوات وتجعل الهندسة المعقدة مباشرة. بالنسبة للتصميمات البسيطة أو الكميات الكبيرة ، عادة ما تكون الآلات أو الصب CNC أرخص وأسرع. فيما يلي نظرة عامة على كيفية مقارنة الطباعة المعدنية ثلاثية الأبعاد مع العمليات الطرفية (CNC Machining) والعمليات التكوينية (الصب) عبر الجوانب الرئيسية.
جيد للأشكال الخارجية العضوية ، ولكن يحتاج إلى مسودة/النوى والصراعات مع قنوات مغلقة بالكامل
الأدوات / الإعداد
لا قوالب أو أدوات قطع ؛ تقطيع/دعم الإعداد فقط
لا قوالب ، ولكن البرمجة التثبيط والكاميرا اللازمة
يتطلب القوالب/يموت/النوى. وقت كبير في المقدمة والتكلفة
مهلة الرصاص (النموذج الأولي)
ساعات - أيام
أيام (البرمجة + الآلات)
أسابيع - شهرين (بناء الأدوات)
تكلفة الوحدة مقابل الحجم
شقة/عالية لكل جزء ؛ المقاييس سيئة في الحجم الكبير
يتناقص مع الحجم ، ولكن لا يزال كل جزء يحتاج إلى وقت الآلة.
منخفض جدا في الحجم الكبير. وفورات الحجم الممتازة بعد الأدوات
دقة الأبعاد
معتدل؛ الانكماش/التأثيرات الحرارية ، تعتمد العملية (± 0.1-0.3 مم نموذجية لـ PBF).
عالي؛ ± 0.01-0.05mm شائع على ميزات الدقة
معتدل؛ ± 0.1–0.5 مم نموذجية (الاستثمار <الرمال)
الانتهاء من السطح (صنع)
خشن (ra ~ 5–20+µm) ؛ الانتهاء في كثير من الأحيان مطلوب
جيد - excellent
عادل عادة ما يحتاج الآلات/التلميع
الخصائص الميكانيكية
يمكن أن تقترب من قوة المطاوع بعد HT/HIP المناسبة ، ولكن التعب غالبًا ما يكون منخفضًا بسبب المسامية والسطح ؛ تخفيف الإجهاد/الورك الموصى به
يستخدم الأسهم المطاوع → الأداء الميكانيكي العالي المتوقع
يلقي البنية المجهرية. خصائص الشد والتعب بشكل عام أسفل المطاوع ولكن يمكن تحسينها مع المعالجة الحرارية (وأحيانًا الورك)
حجم الجزء
محدودة بواسطة غرفة الإنشاء (باستثناء DED)
محدودة بواسطة مظروف الآلة ؛ توجد مطاحن كبيرة
أجزاء كبيرة جدًا ممكنة (صب الرمال ، الاستثمار)
نطاق المواد
النمو ولكن لا يزال عدد أقل من السبائك المؤهلة
تقريبا أي معدن قابل للآلة
واسع جدا معظم السبائك قابلة للتشكيل ، على الرغم من أن بعضها صعب
كفاءة النفايات / المواد
قليل؛ غالبًا ما يتم إعادة تدوير المسحوق غير المستخدم
نفايات رقاقة عالية (ما لم يتم إعادة تدويرها بشكل منفصل)
نفايات معتدلة (خردة البوابات/الناهض)
معالجة ما بعد
دعم إزالة ، والمعالجة الحرارية ، والورك ، والآلات للتسامح
deburring ، العلاج الحراري المحتمل ، الانتهاء
fettling ، والمعالجة الحرارية ، والآلات للتسامح النهائي
أفضل حالات الاستخدام
معقدة ، منخفضة الحجم ، أجزاء عالية القيمة ؛ التكرار السريع القنوات الداخلية/الشاشات
الأجزاء الدقيقة مع التحمل الضيق ، وحدات التخزين المعتدلة
حجم كبير أو أجزاء كبيرة جدًا حيث يمكن إطفاء تكلفة الأدوات
اختر الطباعة المعدنية على التصنيع التقليدي
1.الهندسة تقود الأداء
القنوات الداخلية ، وشبكة الشبكة ، ومسارات التبريد المطابقة ، والتجميعات الموحدة ، من الصعب أو المستحيل الجهاز أو الإلقاء.
2. كميات منخفضة
إذا كنت بحاجة فقط إلى 1-50 أجزاء مثل النماذج الأولية أو التشغيل التجريبي أو قطع الغيار ، فنادراً ما تؤتي ثمارها الأساليب القائمة على الأدوات. يتجنب التصنيع المضافة القوالب ويموت ، مع الحفاظ على تكلفة الوحدة مسطحة نسبيًا ومعقولة بأحجام منخفضة للغاية.
3. تكرار التصميم السريع
ما عليك سوى تحديث ملف CAD ، وإعادة الشريحة ، والطباعة - لا توجد تركيبات أو قوالب جديدة. يمكن إعادة برمجة CNC ولكن لا يزال يحتاج في كثير من الأحيان إلى تغييرات في التثبيت/الأداة ، بينما يتطلب الإلقاء دائمًا أدوات جديدة أو معدلة.
4.المهلة المهمة أكثر من تكلفة الوحدة
غالبًا ما يمكن طباعة جزء معدني معقد في غضون أيام قليلة - أسرع من 6-8 أسابيع اللازمة لبناء وإثبات أدوات الصب. بالنسبة إلى مواقف AOG (الطائرات على الأرض) أو الأدوات العاجلة ، تتفوق السرعة لكل سعر.
5. من الصعب على سبائك الآلات
تعتبر قطع Inconel و Co Cr وغيرها من Superalloys مكلفة: إنها صعبة ، وتناقضوا بسرعة ، وتدمير الأدوات. الطباعة ثلاثية الأبعاد المعدنية تتخطى معظم القطع ، وتجنب تآكل الأدوات والحرارة. يمكن لعمليات الطاقة العالية مثل SLM أو EBM بناء مكونات من معادن نقطة ذوبان عالية فائقة مثل التنغستن (3422 درجة مئوية) والتي يكاد يكون من المستحيل الجهاز بكفاءة.
6. تقليل نفايات المواد (شراء نسبة الطيران)
يمكن للآلات التقليدية إلغاء 80-90 ٪ من البليت الفضائي. مع سرير المسحوق صباحًا ، يمكن غلق معظم المسحوق غير المستخدم وإعادة استخدامه ، لذلك فأنت أقرب بكثير من الشكل القريب ؛ على سبيل المثال ، قد تحتاج قوس التيتانيوم فقط إلى ~ 1.2 × كتلته النهائية بدلاً من ~ 6 ×.
7. عند الطلب أو في إنتاج الموقع
طباعة قطع الغيار حيث تستخدمها القطع المخزون والخدمات اللوجستية. يمكن للحفارة الخارجية طباعة مقبض صمام مقاوم للصدأ مخصص في الموقع بدلاً من انتظار أسابيع لاستبداله.
8. إصلاح أو إضافة ميزات إلى الأجزاء الموجودة
يعيد ترسب الطاقة الموجهة أن يرتدي نصلات التوربينات أو يضيف الرؤساء إلى مساكن مكلفة. بعد الترسب ، يعيد الانتهاء من CNC ملفات تعريف دقيقة ، وغالبًا ما تكون أرخص من إعادة تصنيع الجزء بأكمله.
9. تحسين الطوبولوجيا والوزن الخفيف
AM يتيح لك إدراك الهندسة العضوية والمحسّنة التي تزيل كتلة تحمل الحمل. يمكن أن يقلل مفصل الفضاء المعاد تصميمه باستخدام شعرية من الوزن بحوالي 40 ٪ مع الحفاظ على القوة ، وهي نتيجة غير عملية على المصنع أو المصبوب.
10. توحيد التجميع
اطبع جزءًا متكاملًا واحدًا بدلاً من تصنيعه وتجميع العديد من القطع. على سبيل المثال ، يمكن أن تصبح مشعب هيدروليكي مكون من 12 قطعة مع مسارات تسرب متعددة كتلة مطبوعة واحدة مع قنوات داخلية. وهذا يعني عدد أقل من السحابات ، وعدد أقل من المفاصل ، ووقت التجميع أقل ، وموثوقية أعلى.
11. المواد المخصصة أو المتدرجة
هل تحتاج إلى سبيكة متخصصة أو خصائص مختلفة في مناطق مختلفة؟ يمكن لبعض أنظمة AM (وخاصة DED) تبديل مسارات أو أسلاك أثناء الإنشاء لإنشاء تدرجات تكوين. فرق الأبحاث تطبع زرع Ti -NB مع مناطق أكثر ليونة لتكامل العظام وأقسام أكثر صلابة لتحمل الحمل ، كل ذلك في بناء واحد.
تكلفة الطباعة المعدنية ثلاثية الأبعاد
تكون الطباعة المعدنية ثلاثية الأبعاد أكثر تكلفة بشكل عام من البلاستيك لأن التكاليف أعلى في ثلاثة مناطق: المعدات والمواد وعمليات المعالجة بعد المعالجة. تناقش الأقسام أدناه كل منها بالتفصيل.
تكلفة المعدات
الطابعات المعدنية أكثر تعقيدًا: أشعة الليزر ذات الطاقة العالية أو الحزم الإلكترونية ، الغاز الخامل أو غرف الفراغ ، أنظمة مسح الليزر المتعددة ، البصريات الدقيقة ، وتوصيل المسحوق المتحكم فيه - كلها أكثر بكثير من آلات FDM أو Photopolymer. نطاقات الأسعار النموذجية حسب التكنولوجيا:
ترسب الطاقة الموجه (DED): 200،000 - 1،000،000 دولار+
ضفاف الموثق المعدني (طابعة بالإضافة إلى وحدات Debind/Sinter): 300،000 - 800،000 دولار+
بثق مواد المعادن FDM / خيوط (طابعة بالإضافة إلى وحدات Debind / Sinter): 100000 - 200،000 دولار
تكلفة المواد
تكلفة مواد الطباعة ثلاثية الأبعاد المعدنية أيضًا أكثر من البلاستيك النموذجي. من بين المواد الأولية المعدنية ، يعد المسحوق الذري هو أغلى لأنه يجب إنتاجه مع كروية عالية ، ومجموعة ضيقة حجم الجسيمات ، ومحتوى الأكسجين المنخفض للغاية. عادة ما يكون سلك DED أرخص من المسحوق ، في حين أن خيوط المعادن المرتبطة بالبوليمر (المستخدمة في FDM المعدنية) أرخص.
مسحوق ذري (SLM ، رث الموثق): ما يقرب من 100 - 600 دولار لكل كيلوغرام ، اعتمادًا على السبائك (غير القابل للصدأ في النهاية المنخفضة ، Ti/Ni في الطرف العالي)
Wire (DED): ما يقرب من 20 إلى 80 دولارًا لكل كيلوغرام ؛ DED الذي تغذيه المسحوق هو أقرب إلى أسعار سرير المسحوق
خيوط معدنية مرتبطة بوليمر (FDM المعدني): ما يقرب من 50-150 دولارًا لكل كيلوغرام
ما بعد المعالجة
يمكن لإزالة الدعم ، ودورات تخفيف الإجهاد ، والورك ، والتشطيب CNC ، والعلاجات السطحية إضافة مئات أو حتى آلاف الدولارات لكل بناء أو جزء. تتطلب هثاف الموثق و FDM المعدني أيضًا التنقل والتلبيس ، مما يضيف وقتًا وتكلفة الفرن.
الجدول أدناه هو انهيار للمساهمين في تكلفة DMLS/SLM النموذجية. لاحظ كيف تشكل معالجة ما بعد حصة كبيرة من المجموع.
خطوة الإنتاج
عملية
التكلفة النموذجية*
تصنيع
مسحوق معدني
200 دولار - 500 دولار لكل كيلوغرام (تعتمد على المواد)
وقت الآلة (لوحة بناء واحدة)
2000 - 4000 دولار
معالجة ما بعد
دورة تخفيف الإجهاد
500 دولار - 600 دولار لكل بناء
جزء/إزالة الدعم
100 دولار - 200 دولار لكل جزء
المعالجة الحرارية / الورك
500 - 2،500 دولار لكل بناء
تصنيع CNC
500 - 2000 دولار لكل جزء
التشطيب / الطلاء السطح
200 دولار - 500 دولار لكل جزء
* تختلف الأرقام الفعلية مع الهندسة وحجم الدُفعة والمواد والمنطقة وكيف يخصص المتجر النفقات العامة. قد تحتوي لوحة بناء واحدة على أجزاء 1-12 (أو أكثر) حسب حجم الجزء.
بالإضافة إلى ذلك ، فإن الغاز الخامل القابل للاستهلاك ، والفرن والليزر ، والنقص واختبار المسحوق ، وتدابير سلامة الغبار/الأكسدة ، والصيانة المستمرة والمعايرة ، كلها تجعل تكلفة التشغيل للطباعة المعدنية ثلاثية الأبعاد أعلى بكثير من تلك الخاصة بالطباعة البلاستيكية.
خاتمة
The potential of metal 3D printing goes well beyond today’s aerospace and medical uses. As more alloys, smarter machines, and easier post processing come online, companies across many sectors will use it to validate real world performance and cut costs on customized, complex metal parts. If you’re thinking about expanding your capabilities with metal AM, تواصل على اتصال. يمكن أن يساعدك فريقنا في تحديد متى وكيف يكون ذلك منطقيًا.