عندما يتعلق الأمر بالمعادن التشطيب السطحي، الأنودة غالبًا ما تكون الطريقة الأولى التي تتبادر إلى الذهن، خاصة بالنسبة للألمنيوم. ومع ذلك، هناك بديل أكثر تنوعًا: الطلاء الكهربائي. على عكس الأكسدة، التي تقتصر على معادن معينة، فإن الطلاء الكهربائي يعمل على نطاق أوسع من المواد. من خلال ترسيب طبقة رقيقة من المعدن على جزء ما، فإنه يمكن أن يعزز بشكل كبير مظهر الجزء، ومقاومته للتآكل، والمتانة، والتوصيل.
يعود تاريخ الطلاء الكهربائي إلى أوائل القرن التاسع عشر، عندما استخدم الكيميائي الإيطالي لويجي بروجناتيلي التيار الكهربائي لأول مرة لطلاء الذهب على الفضة. ومع ذلك، لم يكن الأمر كذلك حتى ثلاثينيات القرن التاسع عشر، عندما أتقن العالمان البريطانيان جون رايت وجورج إلكينجتون هذه التقنية وحصلا على براءة اختراع لطريقة موثوقة لطلاء المعادن في عام 1840، حيث أصبح الطلاء الكهربائي صناعيًا على نطاق واسع. على مر العقود، توسعت لتشمل معادن مختلفة مثل النحاس والنيكل والكروم، مما يسمح للمصنعين بحماية المنتجات من التآكل مع تحسين جاذبيتها البصرية. واليوم، أصبحت هذه العملية المتطورة جزءًا لا غنى عنه في التصنيع الحديث.
في هذا الدليل، سوف نتعمق في تعقيدات الطلاء الكهربائي، ونستكشف عمليته وأنواعه وفوائده وقيوده والعوامل الرئيسية اللازمة للتنفيذ الناجح في صناعات اليوم.
ما هو الطلاء الكهربائي؟
الطلاء الكهربائي هو عملية ترسيب كهربائي تستخدم تيارًا كهربائيًا لتغليف طبقة رقيقة من المعدن (تُعرف باسم معدن الترسيب) على سطح مادة أخرى (تُعرف باسم مادة الركيزة). من خلال إضافة طبقة من المعدن المطلوب، يمكننا تعزيز المظهر الجمالي والخصائص المختلفة للركيزة: الخصائص الفيزيائية مثل الحرارة والتوصيل الكهربائي، والخواص الميكانيكية مثل القوة ومقاومة التآكل، والخصائص الكيميائية مثل مقاومة التآكل.
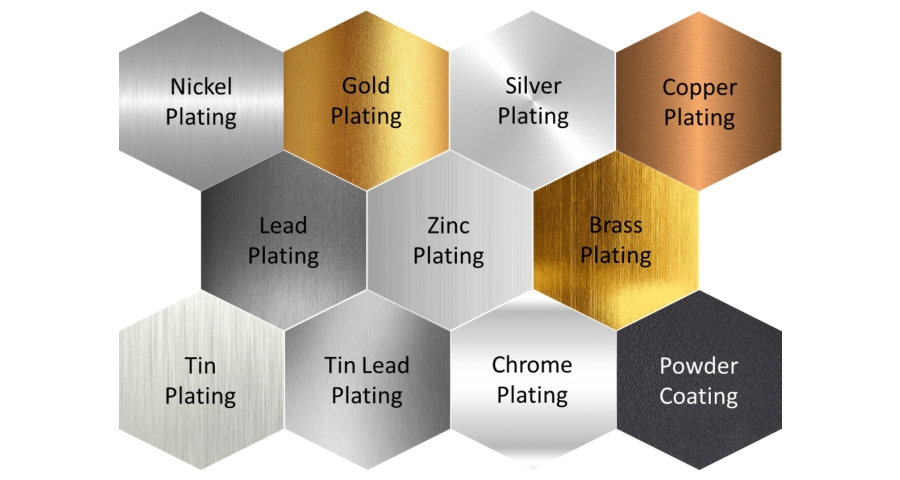
يتم اختيار المواد المستخدمة كمعادن ترسيب في الطلاء الكهربائي بناءً على خصائصها المحددة، ويمكن استخدامها بشكل فردي أو مجتمعة لتحقيق التأثيرات المطلوبة على الركيزة. فيما يلي بعض المعادن شائعة الاستخدام:
نحاس:Copper is often used for its conductivity and heat resistance. It is also commonly used to improve adhesion between layers of material.
ذهب: This precious metal offers high corrosion, tarnish and wear resistance and is coveted for its conductivity and luxurious aesthetic.
فضي:Silver has the highest electrical conductivity of all metals and also offers excellent thermal conductivity. It is often used as an alternative to gold in applications that require both thermal and electrical conductivity. Its silver finish also adds visual appeal.
النيكل: Nickel provides excellent wear resistance, which can be further enhanced through heat treatment. It also offers good corrosion resistance, especially when plated onto steel or other substrates. Nickel is frequently used in طلاء النيكل بدون كهرباء, where it provides a low-friction surface and high hardness.
الزنك:Zinc is highly corrosion-resistant and often used to protect steel substrates. When alloyed with nickel, zinc exhibits even greater resistance to atmospheric corrosion.
البلاديوم:A bright metal, is often used as a substitute for gold or platinum due to its excellent corrosion resistance, good electrical conductivity, and cost-effectiveness. When alloyed with nickel, it achieves enhanced hardness and plating quality.
القصدير:Tin is a matte, bright metal known for its excellent solderability and good corrosion resistance. It is also considered environmentally friendly and is generally more cost-effective than many other metals.
الكروم: Chromium provides exceptional hardness and a bright, mirror-like finish. It also enhances wear resistance and corrosion protection.
يرجى ملاحظة أنه يجب اختيار الركيزة والطلاء بعناية، حيث ليست جميع المواد متوافقة. على سبيل المثال، لا يمكن طلاء الفولاذ بالفضة مباشرة؛ يجب أولاً أن تكون مطلية بالنحاس أو النيكل قبل وضع الطبقة الفضية.
كيف تتم عملية الطلاء الكهربائي؟
تعتمد عملية الطلاء الكهربائي على المبادئ الكهروكيميائية لترسيب طبقة رقيقة من المعدن على الركيزة. لتوضيح هذه العملية بشكل أفضل، دعونا نأخذ طلاء النحاس كمثال. وفيما يلي تفصيل خطوة بخطوة لكيفية عمله:
الخطوة 1: التحضير
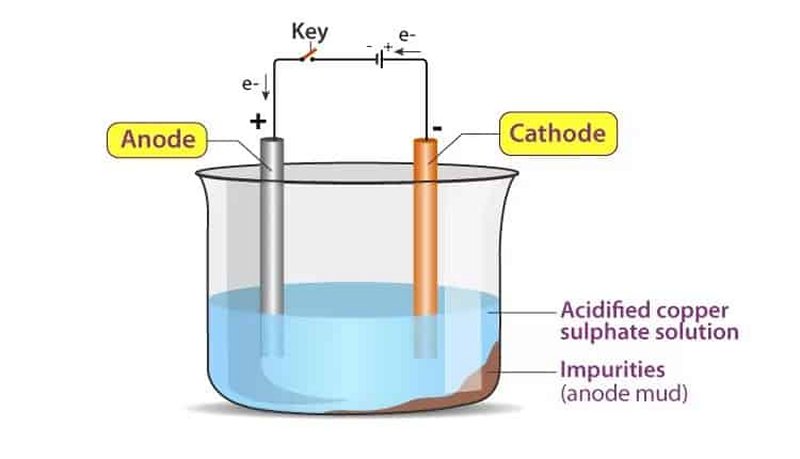
تتضمن العملية أربعة مكونات رئيسية: الأنود والكاثود والمحلول الإلكتروليتي ومصدر الطاقة. من المهم إعداد هذه المكونات بشكل صحيح:
الأنود: The positive electrode in the circuit, is the metal that will form the plating. It dissolves into the electrolyte, releasing metal ions into the solution.
الكاثود: The negative electrode, which is the substrate to be plated. Metal ions from the solution deposit onto its surface, forming the metal coating. Before eletroplating, the substrate must be meticulously cleaned to remove oils, dust, oxides, and other contaminants. This cleaning usually involves degreasing, acid etching, or ultrasonic cleaning to achieve a smooth and impurity-free surface, ensuring that metal ions can uniformly deposit onto it. In some cases, an acidic solution is used to further activate the substrate and improve adhesion.
الحل كهربائيا:This is where the electrochemical reaction occurs. It contains one or more metal salts, such as copper sulfate (CuSO₄) or nickel chloride (NiCl2), serving as both the source of metal ions and the medium for ion conduction.
مصدر الطاقة: It provides direct current (DC) for the electroplating process, driving metal ions to deposit on the cathode and form a coating. The current density (the amount of current per unit area) determines the rate and quality of deposition, while adjustments to the power source influence the thickness, adhesion, and uniformity of the coating.
على سبيل المثال، لطلاء النحاس بالنحاس، يعمل النحاس بمثابة الركيزة ويتصل بالطرف السالب، مما يجعله الكاثود. نحن نستخدم محلولًا يعتمد على النحاس، مثل كبريتات النحاس، كمحلول كهربائي. يطلق هذا المحلول أيونات النحاس الموجبة عند ذوبانه. على الطرف الآخر، يتم استخدام أنود النحاس لتجديد أيونات النحاس في الإلكتروليت، مما يضمن إمدادًا مستمرًا للأيونات المعدنية لعملية الطلاء.
الخطوة 2: عملية التحليل الكهربائي
بمجرد غمر كل من الأنود والكاثود في محلول كبريتات النحاس وتوصيلهما بمصدر طاقة، يتدفق التيار المباشر (DC) من مصدر الطاقة إلى الأنود. يؤدي هذا إلى إنشاء مجال كهربائي بين الأنود والكاثود من خلال محلول الإلكتروليت. يصبح الكاثود سالب الشحنة (بسبب وجود فائض من الإلكترونات)، في حين يصبح الأنود مشحونا بشحنة موجبة.
استجابة للمجال الكهربائي، تنجذب أيونات النحاس الموجبة الشحنة (Cu2+) الموجودة في المحلول إلى كاثود النحاس سالب الشحنة. عند وصولها إلى الكاثود، تكتسب هذه الأيونات إلكترونات وتتحول إلى نحاس صلب، والذي يترسب بعد ذلك على سطح النحاس كطبقة نحاسية رقيقة.
تفاعل الاختزال عند الكاثود هو:Cu2+ (aq) + 2e− →Cu(s)
وفي الوقت نفسه، يؤدي التيار الكهربائي الذي يتدفق عبر الأنود إلى فقدان ذرات النحاس للإلكترونات (الأكسدة)، وتذوب في المحلول على شكل أيونات النحاس (Cu2+).
تفاعل الأكسدة عند الأنود هو:Cu(s) → Cu2+ (aq) + 2e−
تهاجر أيونات النحاس (Cu2+) من القطب الموجب إلى الكاثود، حيث تبدأ دورة جديدة من الاختزال حيث يتم اختزال أيونات النحاس إلى نحاس صلب على سطح الكاثود. في الوقت نفسه، تنتقل الإلكترونات التي فقدتها ذرات النحاس عند القطب الموجب عبر الدائرة الخارجية إلى الكاثود، لتكتمل الدائرة الكهربائية.
مع استمرار الطلاء الكهربائي، يذوب أنود النحاس تدريجيًا، مما يؤدي إلى تجديد أيونات النحاس بشكل مستمر في المحلول والحفاظ على استقرار تركيز الأيونات. إذا تم استخدام معدن مختلف كالقطب الموجب، فلن يتم تجديد أيونات النحاس في المحلول، مما يؤدي إلى لون أفتح وتركيز أقل لمحلول كبريتات النحاس.
أنواع طرق الطلاء الكهربائي
هناك العديد من طرق الطلاء الكهربائي المتاحة، كل منها مصممة خصيصًا لتطبيقات مختلفة ومصممة لتحقيق نتائج محددة. فيما يلي ملخص للأنواع الرئيسية:
طريقة الطلاء الكهربائي
صفات
التطبيقات
برش تصفيح
▪ Small parts are placed in a rotating barrel containing the electrolyte solution. Electrical contact is made to allow plating to occur as the parts tumble.
▪ Highly economical for bulk production; Ensures a uniform coating across all parts.
▪ Not suitable for delicate parts that require high precision; Parts may scratch or entangle due to the tumbling motion.
تستخدم للأجزاء الصغيرة والمتينة مثل الصواميل والمسامير والمسامير والغسالات.
طلاء الرف
▪ Larger or more delicate items are attached to racks, which are then submerged in the plating solution. Electrical current is uniformly distributed through the rack to ensure even plating.
▪ Offers superior coating control, provides a high-quality, consistent finish and minimizes damage to fragile or complex parts.
▪ Capable of coating complex contours, though coverage in deep recesses and narrow grooves may vary depending on current distribution and part design.
▪ More expensive and labor-intensive than barrel plating.
يستخدم للأجزاء الكبيرة أو الهشة أو المعقدة مثل مكونات السيارات والأجزاء الكهربائية والأجهزة الطبية ومكونات الطيران والمجوهرات.
الطلاء المستمر
▪ Involves passing long materials like wires or strips through the electrolyte bath continuously, often referred to as reel-to-reel plating for thin strips.
▪ Highly automated and allows control over coating thickness and consistency. Well-suited for high-speed, high-volume production.
▪ Limited to long, uniform items such as wires and strips; Initial setup can be costly.
يشيع استخدامها لطلاء الأسلاك والشرائط المعدنية والأنابيب في صناعات مثل الإلكترونيات والتصنيع.
تصفيح في الخط
▪ Uses an assembly line setup where parts are passed through several stations, each contributing to the plating process.
▪ Automated method minimizes manual labor and controls the use of chemicals more precisely, making it cost-effective.
▪ Provides less control over coating uniformity compared to rack plating; Not ideal for complex geometries.
غالبًا ما يستخدم لطلاء المعادن مثل النحاس والزنك والكروم والكادميوم على ركائز مختلفة، خاصة في الإنتاج بكميات كبيرة.
أنواع طرق الطلاء الكهربائي
فوائد الطلاء الكهربائي
من خلال وضع طبقة رقيقة من المعدن على الركيزة، يؤدي الطلاء الكهربائي إلى تحسين الخصائص الفيزيائية والميكانيكية والكيميائية بشكل كبير. أدناه، نستكشف هذه الخصائص المحسنة ونسلط الضوء على تطبيقات الصناعة النموذجية.
تحسين الخصائص الفيزيائية (اللون واللمعان والموصلية)
يعمل الطلاء الكهربائي على تحسين مظهر الركيزة عن طريق جعل السطح أكثر نعومة ولمعانًا مع الحفاظ على انخفاض التكاليف. في حين أن المعادن موصلة بشكل طبيعي، فإن الطلاء الكهربائي يضيف طبقة أكثر موصلية تعمل على تحسين الأداء دون زيادة كبيرة في التكلفة. كما يسمح باستخدام المواد غير المعدنية في التطبيقات الكهربائية، مما يقلل من التكاليف والوزن، مما يبسط النقل والتخزين.
صناعة السلع الاستهلاكية: غالبًا ما تستخدم المجوهرات والساعات الطلاء الكهربائي بالمعادن الثمينة مثل الذهب أو الفضة أو الروديوم لتحسين بريقها وجمالياتها، مما يزيد من جاذبيتها في السوق. تبدو الأجهزة المنزلية وأدوات المطبخ، مثل أدوات المائدة وأدوات الطهي والحنفيات والغلايات، أكثر جاذبية عند طلاءها بمعادن أكثر لمعانًا مثل الكروم أو النيكل. كما أن الطلاء يجعل تنظيف هذه العناصر أسهل.
صناعة الدفاع والفضاء: يمتص طلاء النيكل الأسود اللاكهربائي الضوء ويقلل من انعكاس السطح. وهذا أمر بالغ الأهمية لتصنيع المركبات الخفية ومكونات الفضاء الجوي التي تحتاج إلى تقليل قابلية الكشف.
صناعة الإلكترونيات: يُستخدم طلاء الذهب بشكل شائع في أشباه الموصلات والموصلات والمفاتيح الكهربائية بسبب موصليتها القوية ومقاومتها للتآكل. توفر الفضة موصلية أفضل وغالبًا ما توجد في الأسلاك وجهات الاتصال وثنائي الفينيل متعدد الكلور حيث يلزم نقل الإشارة بسرعة. يعد النحاس، بفضل موصليته الجيدة وتكلفته المنخفضة، بمثابة بديل عملي للذهب، خاصة في مركبات ثنائي الفينيل متعدد الكلور والتوصيلات الكهربائية.
تحسين الخصائص الميكانيكية (قوة الشد، قوة الانحناء، مقاومة التآكل، تشطيب السطح)
يعمل الطلاء الكهربائي على تقوية الخواص الميكانيكية للمواد، وتحسين قوة الشد، وقوة الانحناء، ومقاومة التآكل، والمتانة الإجمالية، اعتمادًا على التطبيق. بالإضافة إلى ذلك، فهو يحسن تشطيب السطح، مما يجعل التعامل مع المواد أسهل ويقلل الاحتكاك. تعمل هذه التحسينات على تعزيز الأداء على المدى القصير مع إطالة عمر المنتج أيضًا.
صناعة الطيران والسيارات: في هذه القطاعات، يتم عادةً طلاء سبائك النيكل والنحاس والنيكل على أجسام الطائرات والعناصر الهيكلية وأجزاء الهيكل. تساعد هذه العملية على تحسين المتانة العامة وقوة الانحناء. وفي الوقت نفسه، يجد طلاء الكروم الصلب استخدامًا مكثفًا في المكونات المهمة مثل أجزاء المحرك، والمحامل، والتروس، حيث يعزز مقاومة التآكل ويعزز متانة الصدمات.
تصنيع الأدوات والقوالب: غالبًا ما يتم استخدام طلاءات النيكل والكوبالت لتقوية الأدوات والقوالب، وزيادة قوة الشد ومقاومة التآكل لتحمل ظروف الضغط العالي. كما يحظى الكروم الصلب بشعبية كبيرة في هذه التطبيقات، لأنه يعزز مقاومة التآكل مع تقليل التصاق المواد.
الطباعة ثلاثية الأبعاد والمنتجات البلاستيكية: يتم استخدام طلاء النيكل في راتنجات SLA المطبوعة ثلاثية الأبعاد والمنتجات البلاستيكية لتعزيز قوة الشد وأداء الانحناء. يساعد هذا العلاج على سد الفجوة بين البلاستيك والمعادن، مما يجعل الأداء الميكانيكي لهذه المواد أقرب إلى أداء المعادن.
تحسين الخواص الكيميائية (مقاومة التآكل والمواد الكيميائية والأشعة فوق البنفسجية والإشعاع)
يشكل الطلاء الكهربائي حاجزًا وقائيًا يعزز مقاومة التآكل والمواد الكيميائية والأشعة فوق البنفسجية والإشعاع، مما يطيل عمر المواد المستخدمة في البيئات الصعبة. وهذا مفيد بشكل خاص للمكونات المعرضة للمواد المسببة للتآكل أو الظروف الخارجية.
الصناعة الطبية: تُستخدم طلاءات الذهب والتيتانيوم بشكل شائع في الأجهزة الطبية مثل دعامات القلب، والأطراف الاصطناعية للمفاصل، وزراعة الأسنان نظرًا لتوافقها الحيوي العالي ومقاومتها للتآكل في سوائل الجسم. غالبًا ما يتم تطبيق طلاء الفضة، بخصائصه الطبيعية المضادة للبكتيريا، على القسطرة والأجهزة الأخرى لتقليل مخاطر العدوى.
الصناعة البحرية: لمكافحة التآكل الناتج عن المياه المالحة والرطوبة، يتم تطبيق طلاء الزنك على الهياكل البحرية الكبيرة مثل أسطح السفن والسور والإطارات. كما يتم استخدام طلاء النيكل اللاكهربائي في خطوط الأنابيب والصمامات، مما يوفر حماية موثوقة في البيئات البحرية القاسية.
الصناعة الكيميائية: في الصناعة الكيميائية، يجب أن تتحمل المعدات الأحماض والقلويات القوية. يُفضل طلاء التيتانيوم لمقاومته الممتازة لهذه المواد المسببة للتآكل وغالبًا ما يستخدم في المفاعلات الكيميائية، وصهاريج التخزين، والمبخرات الصناعية، مما يضمن التشغيل المستقر حتى في ظل الظروف القاسية.
صناعة الفضاء الجوي: تواجه المركبات الفضائية والأقمار الصناعية تعرضًا طويل الأمد للأشعة فوق البنفسجية المكثفة والإشعاع الكوني، الذي يمكن أن يؤدي إلى تحلل المواد بمرور الوقت. وللحماية من هذه الظروف القاسية، غالبًا ما يتم طلاء أسطحها بالألمنيوم والذهب. كما يتم استخدام طلاء النيكل، مما يوفر مقاومة إضافية للتآكل الجوي.
حدود الطلاء الكهربائي
على الرغم من هذه المزايا، فإن الطلاء الكهربائي له حدوده:
التأثير البيئي
يتضمن الطلاء الكهربائي استخدام مواد كيميائية خطرة مثل السيانيد والمعادن الثقيلة والأحماض، والتي يمكن أن تؤدي إلى التلوث البيئي إذا لم تتم إدارتها بشكل صحيح. يمكن أن يكون التخلص من النفايات الخطرة ومعالجة مياه الصرف الصحي مكلفًا ويجب الالتزام بلوائح بيئية صارمة لتجنب التلوث.
بالإضافة إلى ذلك، يعد الطلاء الكهربائي عملية كثيفة الاستخدام للطاقة، خاصة في الإنتاج واسع النطاق، حيث يتطلب إمدادًا مستمرًا بالتيار المباشر (DC). يؤدي هذا الاستهلاك المرتفع للطاقة إلى زيادة تكاليف الإنتاج ويؤدي إلى زيادة البصمة الكربونية، مما يؤثر على البيئة.
عملية معقدة
تعتمد نتائج الطلاء الكهربائي على التحكم الدقيق في العديد من المعلمات، بما في ذلك كثافة التيار، ودرجة الحرارة وتركيز محلول الإلكتروليت، والإدارة الصارمة لكل خطوة في عملية المعالجة المسبقة. بالإضافة إلى ذلك، يجب مراعاة خصائص الركائز المختلفة، حيث ليست جميع المواد متوافقة مع حلول الطلاء الكهربائي. على سبيل المثال، قد تتعرض بعض المعادن للتآكل الكهروكيميائي أو تفاعلات عكسية في محاليل معينة، مما يمنع الطلاء من الالتصاق بالتساوي.
عملية تستغرق وقتا طويلا
يمكن أن يكون الطلاء الكهربائي عملية بطيئة، خاصة عند وضع طبقات عالية الجودة أو سميكة. في حين أن زيادة مصدر الطاقة أو تركيز المنحل بالكهرباء يمكن أن يؤدي إلى تسريع العملية، إلا أنه غالبًا ما يؤدي إلى طبقات غير متساوية، مما يضر بالجودة الإجمالية. يمكن أن يؤدي وقت المعالجة الطويل هذا إلى تأخير جداول الإنتاج والتأثير على كفاءة التصنيع.
سمك طلاء محدود
يعتبر الطلاء الكهربائي مناسبًا في المقام الأول للطبقات الرقيقة، والتي تتراوح عادةً من بضعة ميكرومترات إلى بضع مئات من الميكرومترات. بالنسبة للتطبيقات التي تتطلب طلاءات أكثر سمكًا وأكثر متانة، تكون طرق مثل الرش الحراري أو الكسوة أو الجلفنة بالغمس الساخن أكثر فعالية.
فوائد السطح فقط
تقتصر فوائد الطلاء الكهربائي على الطبقة السطحية. بمجرد خدش طلاء السطح أو اهتراءه، تنكشف المادة الأساسية، مما قد يؤدي إلى فقدان تحسينات الأداء التي يوفرها الطلاء. وهذا يجعلها أقل ملاءمة للتطبيقات التي تتطلب حماية عميقة أو هيكلية.
خاتمة
يعد الطلاء الكهربائي تقنية قوية تعمل على تحسين خصائص المواد بشكل كبير، وقد أصبحت خيارًا شائعًا في مختلف الصناعات. ومع ذلك، لا يزال من الصعب تنفيذها بشكل متسق. ولهذا السبب فإن الشراكة مع مورد محترف للطلاء الكهربائي أمر بالغ الأهمية لتحقيق نتائج موثوقة.
في Chiggo، لدينا فريق من المهندسين ذوي الخبرة، مع أكثر من عقد من الخبرة في الطلاء الكهربائي، مما يجعلنا الشريك المثالي لمشاريعك. بفضل إمكانات التصنيع المتقدمة، بما في ذلك التصنيع باستخدام الحاسب الآلي وتصنيع الصفائح المعدنية، بالإضافة إلى المرافق الداخلية والشبكة القوية، نقدم أجزاء معدنية عالية الدقة مع تقليل فترات التسليم. تواصل معنا اليوم للحصول على حلول الطلاء الكهربائي المتخصصة!