يعد ثني الصفائح المعدنية أحد أكثر تقنيات التشكيل شيوعًا المستخدمة في تصنيع الصفائح المعدنية. اعتمادًا على التطبيق المحدد، يُشار إليه أحيانًا باسم فرملة الضغط، أو التشفيه، أو ثني القالب، أو الطي، أو الحواف. تتضمن هذه العملية تطبيق القوة لتشويه المادة إلى أشكال زاوية.
ما هي طرق الانحناء الأكثر شيوعا؟ ما هي اعتبارات التصميم لثني الصفائح المعدنية؟ كيف تؤثر المعلمات الرئيسية على الانحناء؟ كيف يتم حساب عامل k وبدل الانحناء؟ في هذا المقال ستجد الإجابات على هذه الأسئلة واحدة تلو الأخرى.
ما هو ثني الصفائح المعدنية؟
ثني الصفائح المعدنية هي عملية تشكيل يتم فيها تطبيق القوة لتشويه الصفائح المعدنية إلى الشكل المطلوب، مما يؤدي عادةً إلى انحناءات أو منحنيات زاوية. تتجاوز هذه القوة قوة إنتاج المادة، مما يضمن أن يكون التشوه دائمًا دون التسبب في كسر المادة. تتعامل العملية عمومًا مع المواد التي يتراوح سمكها من 0.5 مم إلى 6 مم، على الرغم من أن النطاق المحدد يعتمد على نوع المادة والمعدات المستخدمة. قد تتطلب المواد السميكة آلات متخصصة وقوة أكبر لتحقيق الانحناءات المطلوبة. غالبًا ما يتم دمج ثني الصفائح المعدنية مع القطع بالليزر لتحقيق إنتاج فعال منخفض إلى متوسط الحجم.
هناك عدة أنواع من الآلات المستخدمة لثني الصفائح المعدنية، وأكثرها شيوعًا. تشمل الأنواع الرئيسية مكابح الضغط الميكانيكية والهوائية والهيدروليكية. تتكون آلة مكابح الضغط النموذجية من قالب سفلي ثابت وقالب علوي متحرك، المعروف أيضًا باسم المثقاب والمكبس، على التوالي. تطبق المثقاب القوة لثني الصفائح المعدنية أثناء نزول الكبش. يوفر كل نوع من مكابح الضغط مستويات مختلفة من القوة، اعتمادًا على الآلية المستخدمة. ومن الجدير بالذكر أن مكابح الضغط الهيدروليكية غالبًا ما تكون مجهزة بأنظمة CNC، مما يسمح بعمليات ثني دقيقة. وهي تحظى بشعبية خاصة في أداء أعمال الصفائح المعدنية المعقدة بدقة عالية، خاصة في التطبيقات الصناعية.
1.V-الانحناء
الانحناء على شكل حرف V هو الأسلوب الأكثر شيوعًا في ثني الصفائح المعدنية. في هذه العملية، يتم ضغط الصفائح المعدنية في أخدود على شكل حرف V في القالب، مما يسمح بزوايا انحناء مختلفة. يتم ضبط زاوية الانحناء عن طريق التحكم في عمق الثقب. يمكن تقسيم الانحناء على شكل حرف V إلى ثلاث فئات فرعية: ثني الهواء، والقاع، والعملة المعدنية.
من بين هذه العمليات، يمثل ثني الهواء والقاع غالبية عمليات ثني الصفائح المعدنية، في حين يتم استخدام العملة بشكل أقل تكرارًا، وعادةً ما يتم تخصيصها للتطبيقات التي تتطلب دقة عالية بشكل استثنائي والحد الأدنى من الارتداد.
انحناء الهواء
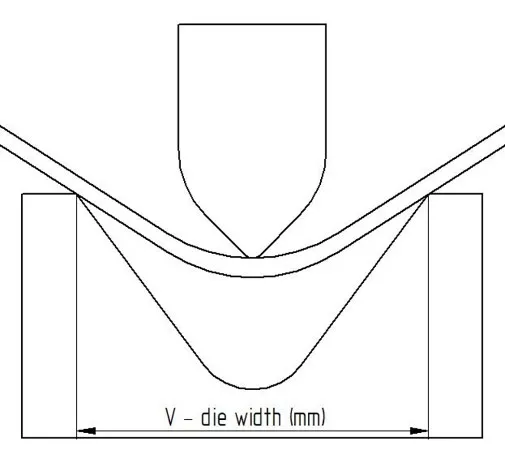
يستخدم ثني الهواء، أو الثني الجزئي، لكمة لثني الصفائح المعدنية في الزاوية المطلوبة دون أن يتصل المعدن بالكامل بأسفل القالب. وبدلاً من ذلك، تبقى فجوة هوائية صغيرة أسفل الصفيحة، مما يسمح بتحكم أكبر في زاوية الانحناء. على سبيل المثال، مع قالب وثقب بزاوية 90 درجة، يمكّنك ثني الهواء من الحصول على نتيجة في أي مكان بين 90 و180 درجة.
تتطلب هذه الطريقة قوة أقل وتوفر مرونة عالية، حيث يمكن تحقيق زوايا انحناء مختلفة باستخدام نفس الأدوات. بالإضافة إلى ذلك، فهو يسمح للمعدن بالتمدد قليلاً أثناء الانحناء، مما يقلل من خطر التشقق وينتج عنه انحناء أكثر سلاسة.
قاع
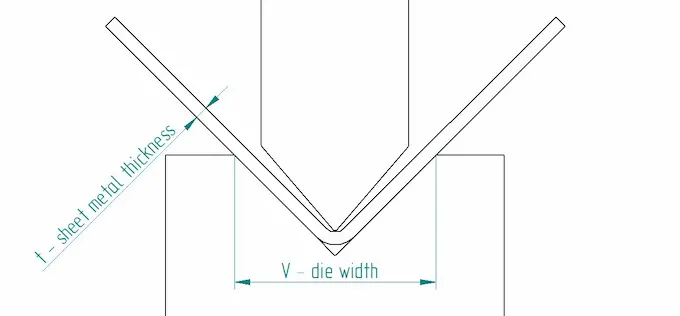
كما يوحي الاسم "القاع" (أو "الانحناء السفلي")، فإن المثقاب يضغط على الصفائح المعدنية بقوة في الجزء السفلي من القالب على شكل حرف V، مما يضمن الاتصال المحكم بسطح القالب. بالمقارنة مع ثني الهواء، يتطلب القاع مزيدًا من القوة للضغط الكامل على الصفائح المعدنية داخل القالب. على الرغم من أن هذه العملية يمكن أن تزيد من خطر التشويه أو التشقق، إلا أنها مثالية لتحقيق انحناءات دقيقة مع الحد الأدنى من الزنبرك الخلفي، خاصة بالنسبة للمواد التي يمكنها تحمل الضغوط الأعلى وعند إنشاء انحناءات حادة جدًا.
سك
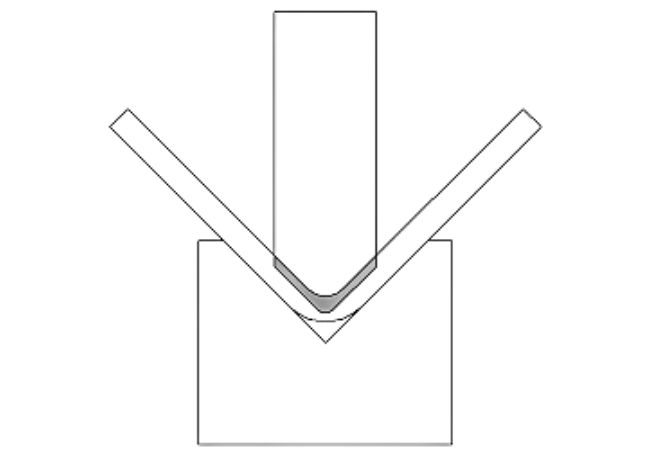
تستمد العملة اسمها من إنتاج العملات المعدنية، الأمر الذي يتطلب دقة عالية للغاية لضمان الاتساق. في الثني، تحقق عملية القطع نتائج دقيقة مماثلة من خلال تطبيق ضغط أعلى بكثير - عادة ما يكون من 5 إلى 10 مرات أكثر من عمليات الثني القياسية. يؤدي هذا الضغط العالي إلى دفع الصفائح المعدنية إلى داخل القالب، مما يتسبب في تشوه البلاستيك وتشكيل الشكل والزاوية الدقيقة. بالمقارنة مع طرق الثني الأخرى، تتطلب عملية القطع المزيد من القوة ولكنها توفر دقة فائقة وتزيل فعليًا الارتداد الربيعي.
2.U-الانحناء
يعمل U-Bending على مبدأ مماثل لـ V-Bending، حيث تطبق كلتا العمليتين الضغط من خلال الثقب والقالب لتشويه الصفائح المعدنية بشكل بلاستيكي. الفرق الرئيسي هو أنه في U-Bending، يكون الثقب والقالب على شكل حرف U، مما يسمح بإنشاء قنوات وملامح على شكل حرف U. على الرغم من أن هذه الطريقة واضحة ومباشرة، إلا أنه في الإنتاج واسع النطاق، غالبًا ما يتم تفضيل التقنيات الأكثر كفاءة مثل تشكيل اللف نظرًا لمرونتها الأكبر وسرعتها في إنتاج أشكال مماثلة.
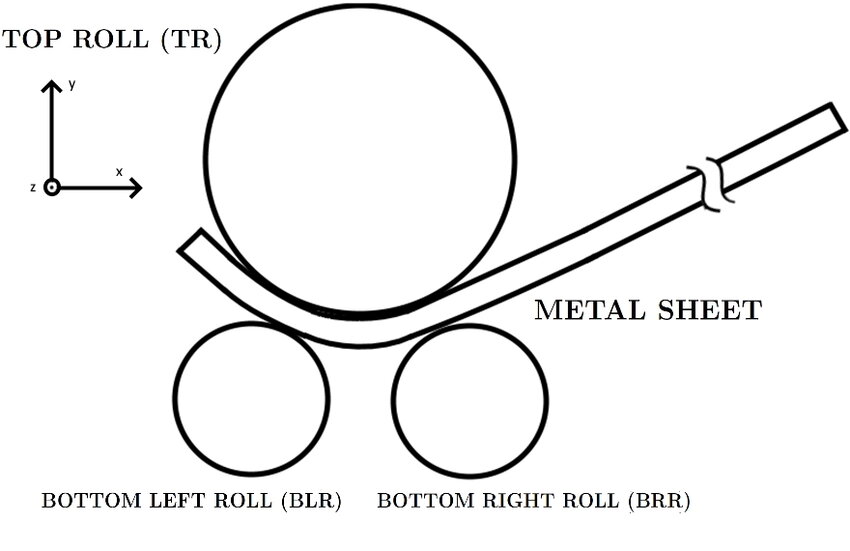
3. لفة الانحناء
إن ثني اللف هو عملية ثني مستمرة تستخدم سلسلة من البكرات لثني الصفائح المعدنية تدريجيًا إلى شكل منحني. يمكن تعديل المسافة والضغط بين الأسطوانات للتحكم في نصف قطر وزاوية الانحناء. تعتبر هذه الطريقة مناسبة بشكل خاص لإنشاء منحنيات نصف قطرها كبيرة ومنحنيات طويلة ومستمرة، والتي تكون مطلوبة بشكل شائع في صناعات مثل البناء والسيارات والطاقة لإنتاج مكونات هيكلية كبيرة.
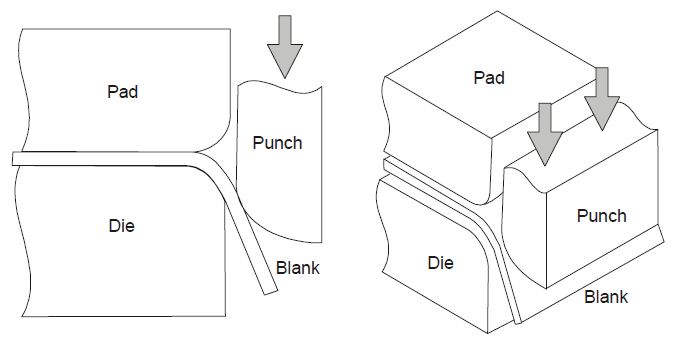
4. امسح الانحناء
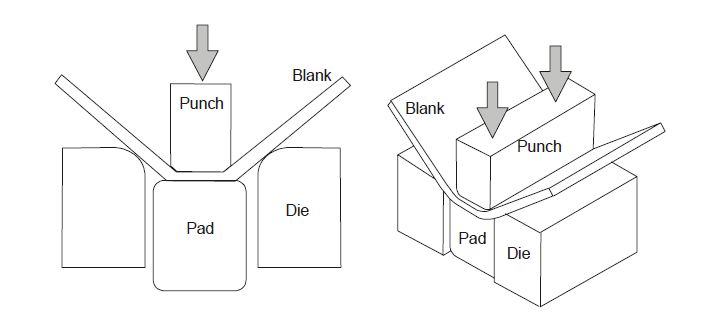
في عملية ثني المسح، يتم تثبيت الصفائح المعدنية بشكل آمن على قالب المسح بواسطة وسادة الضغط. يتم بعد ذلك دفع اللكمة (عادةً لكمة مستقيمة) على جزء الورقة الممتد إلى ما بعد القالب ووسادة الضغط، مما يؤدي إلى ثنيها فوق حافة القالب. يعد ثني المسح أمرًا بسيطًا نسبيًا وقادر على تحقيق انحناءات دقيقة بأقل قدر من التشويه. يتم استخدامه بشكل شائع في تطبيقات الإنتاج ذات الحجم الكبير حيث يتطلب الأمر ثنيًا دقيقًا للحواف.
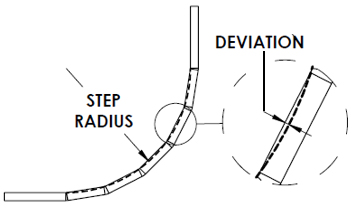
5. خطوة الانحناء
إن ثني الخطوة، والمعروف أيضًا باسم انحناء النتوء، هو في الأساس انحناء على شكل حرف V متكرر. تقوم هذه الطريقة بإنشاء منحنيات نصف قطرها كبيرة أو منحنيات معقدة عن طريق إجراء عدة انحناءات على شكل حرف V صغيرة على التوالي. كلما زاد عدد الانحناءات، أصبح المنحنى أكثر سلاسة، مما يقلل الحواف الحادة والمخالفات. يتم استخدام الانحناء المتدرج على نطاق واسع في التطبيقات التي تتطلب انحناءات ذات نصف قطر كبير، مثل القواديس المخروطية وكاسحات الثلج. ويمكن تنفيذ ذلك باستخدام الأدوات القياسية، مثل مكابح الضغط النموذجية، مما يبسط إعداد المعدات ويقلل التكاليف، خاصة بالنسبة لإنتاج الدفعات الصغيرة.
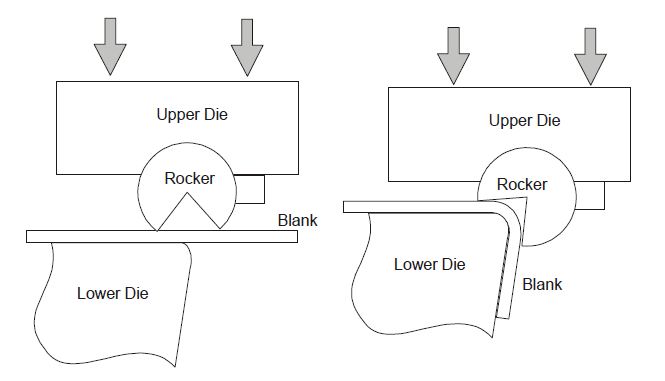
6. الانحناء الدوار
في عملية الثني الدوارة، يتم تثبيت الصفائح المعدنية أو الأنابيب بشكل آمن على القالب، وتدور أداة الثني (عادةً ذراع الثني) حول القالب الثابت لثني المادة إلى الزاوية المطلوبة. توفر هذه الطريقة تحكمًا أفضل، وتقليل خدوش السطح والحد من الضغوط المادية.
بشكل ملحوظ، عندما يتضمن الثني الدوار أنابيب رقيقة الجدران أو مواد عرضة للتجاعيد، غالبًا ما يتم استخدام تقنية الانحناء بالسحب الدوار، والتي تتضمن شياق داعم داخلي. يمنع هذا الشياق التجاعيد في الجزء الداخلي من الانحناء ويضمن نتائج عالية الجودة. هذه هي إحدى المزايا الرئيسية لعملية ثني السحب الدوار مقارنة بطرق الثني الأخرى.
اعتبارات التصميم لثني الصفائح المعدنية
يتضمن تصميم ثني الصفائح المعدنية عدة اعتبارات رئيسية للتأكد من أن المنتج النهائي يلبي المتطلبات الوظيفية والجمالية. فيما يلي العوامل الأساسية التي يجب مراعاتها:
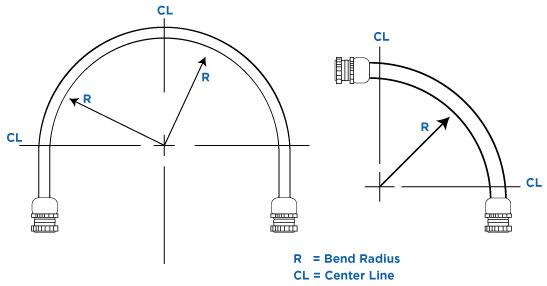
1. بيند نصف القطر
أي معدن منحني سيكون له نصف قطر على طول الانحناء. يقيس نصف قطر الانحناء انحناء الحافة الداخلية للانحناء. يختلف نصف قطر الانحناء للصفائح المعدنية باختلاف مواد الثني، وهندسة الأدوات، وظروف المواد.
إذا كان نصف قطر الانحناء صغيرًا جدًا، فقد يؤدي ذلك إلى تشقق أو تشوه دائم للمادة. المبدأ التوجيهي العام هو التأكد من أن نصف قطر الانحناء يساوي على الأقل سمك المادة أو أكبر. بالإضافة إلى ذلك، من الممارسات الجيدة استخدام نصف قطر انحناء ثابت لجميع الانحناءات في جزء معين، حيث يؤدي ذلك إلى تبسيط إعداد الأداة وتقليل التكاليف.
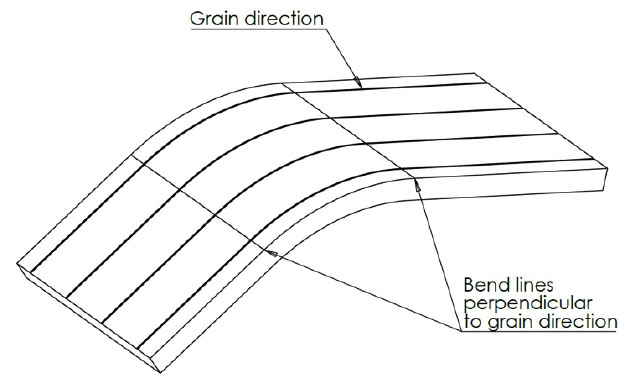
2.Bend الاتجاه والتوجيه
عند التصميم لثني الصفائح المعدنية، ينبغي النظر بعناية في كيفية ارتباط اتجاه الانحناء باتجاه حبيبات المادة (أو الألياف). ويشكل الانحناء الموازي للحبيبات خطرًا متزايدًا للتشقق، حيث أن بنية حبيبات المادة أكثر عرضة للانفصال تحت الضغط. في المقابل، فإن الانحناء العمودي على الحبوب يحسن الليونة ويقلل من احتمالية الكسور. بالإضافة إلى ذلك، فإن محاذاة اتجاه الانحناء مع اتجاه قص (أو قطع) المادة يساعد على تقليل انتشار أي عيوب أو شقوق صغيرة قد تكون حدثت أثناء عملية القطع، مما يضمن سلامة هيكلية أفضل.
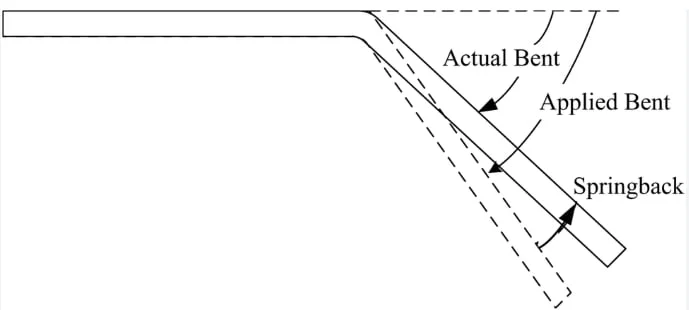
3. الانحناء Springback
الانحناء الربيعي هو ظاهرة في تشكيل الصفائح المعدنية حيث تعود المادة جزئيًا إلى شكلها الأصلي بعد اكتمال عملية الانحناء. يحدث هذا بشكل رئيسي لأن المادة تخزن طاقة مرنة أثناء الانحناء. بعد إزالة قوة الانحناء، يحاول الجانب الداخلي المضغوط والجانب الخارجي الممدود للمعدن العودة إلى التوازن، مما يؤدي إلى الارتداد الارتكاسي. يعتمد مقدار Springback بشكل أساسي على عدة عوامل:
قوة الضغط: Materials with a higher tensile strength typically exhibit more springback.
نصف قطر الانحناء: Smaller bend radii generally lead to less springback, while larger radii cause more.
عرض فتح القالب: Wider die openings result in more springback due to reduced material constraint.
سمك المادة: When the bend radius is large relative to material thickness, springback increases.
نوع المادة: Different materials, such as aluminum, steel, and stainless steel, have varying elastic moduli. Higher elastic modulus leads to more significant springback.
لمعالجة الارتداد الربيعي بشكل فعال والتأكد من أن الأجزاء المنحنية تلبي مواصفات التصميم، يمكن استخدام العديد من استراتيجيات التعويض. خلال مرحلة التصميم، يمكن أن يساعد اختيار المواد المناسبة وتحسين تصميم القالب واستخدام تحليل العناصر المحدودة (FEA) في تقليل حالات عدم اليقين في الإنتاج وإنشاء أساس متين للتصنيع. أثناء الإنتاج، يمكن أن يوفر الانحناء الزائد والتعويض التلقائي CNC والثني المزدوج تعديلات في الوقت الفعلي لضمان دقة المنتج النهائي.
4. مسافة الفتحة من بيند
يمكن أن يؤدي وضع الثقوب القريبة جدًا من الانحناء إلى تشوه المادة أو تمزقها أثناء عملية الانحناء. كقاعدة عامة، يجب وضع ميزات مثل الثقوب والفتحات والقواطع على الأقل ثلاثة أضعاف سمك المادة بعيدًا عن حافة الانحناء.
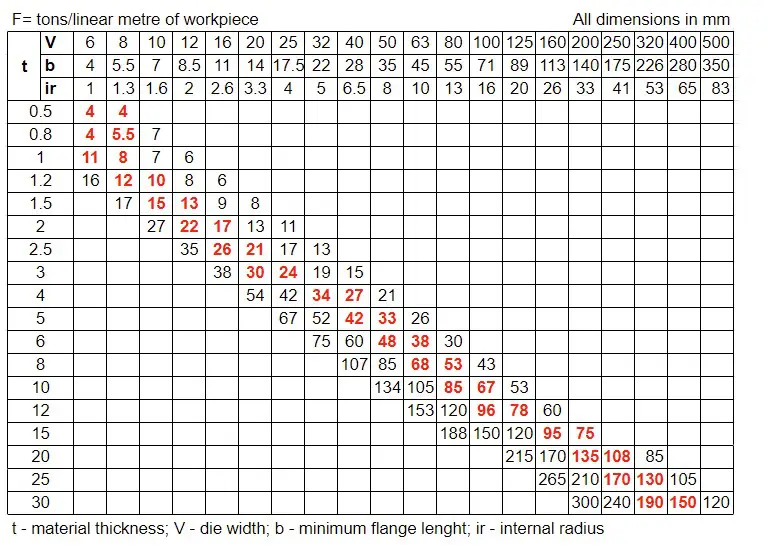
5. الحد الأدنى لطول الشفة
إذا كانت الفلنجة قصيرة جدًا، فقد لا تتفاعل بشكل صحيح مع القالب أثناء الثني، مما قد يتسبب في انحناءات غير دقيقة أو تشويه المواد. عادةً، يجب أن يكون طول الحافة على الأقل أربعة أضعاف سمك المادة، ولكن هذا قد يختلف اعتمادًا على عرض القالب وخصائص المادة المحددة. لتجنب المشكلات، راجع مخططات قوة الانحناء لتحديد طول الحافة المناسب بناءً على سمك المادة وإعداد القالب.
6. تشكيل التعويضات
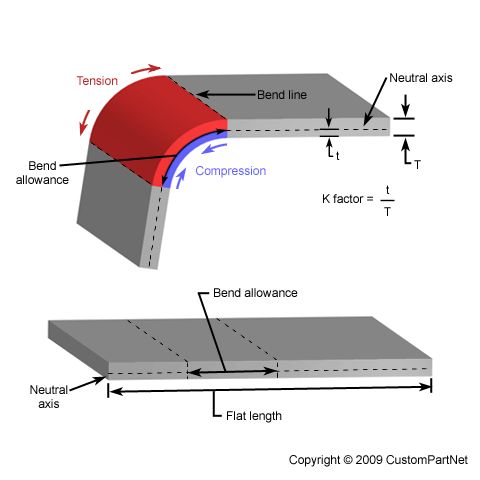
يعد تشكيل التعويض عملية حسابية حاسمة تفسر تشوه المعدن أثناء عملية الانحناء. وبكل بساطة، يساعد تشكيل التعويض في التنبؤ بدقة بطول النمط المسطح - الحجم المسطح للصفائح المعدنية قبل الثني - خلال مرحلة التصميم الأولية. وهذا يضمن أن الجزء المعدني المنحني سيكون له الشكل والأبعاد الصحيحة. هناك معلمتان رئيسيتان لتحقيق هذا التعويض هما K-Factor وBend Alance.
عامل K
العامل K هو النسبة التي تمثل موقع المحور المحايد ضمن سمك المادة. المحور المحايد هو الطبقة الموجودة في المادة والتي لا تتمدد ولا تنضغط أثناء الثني.
يساعد عامل K في التنبؤ بكمية المواد المطلوبة للثني وهو أمر بالغ الأهمية لحسابات بدل الانحناء الدقيقة. عادةً، يتراوح عامل K من 0.3 إلى 0.5، ولكنه يمكن أن يختلف بناءً على عوامل مثل نوع المادة والسمك ونصف قطر الانحناء.
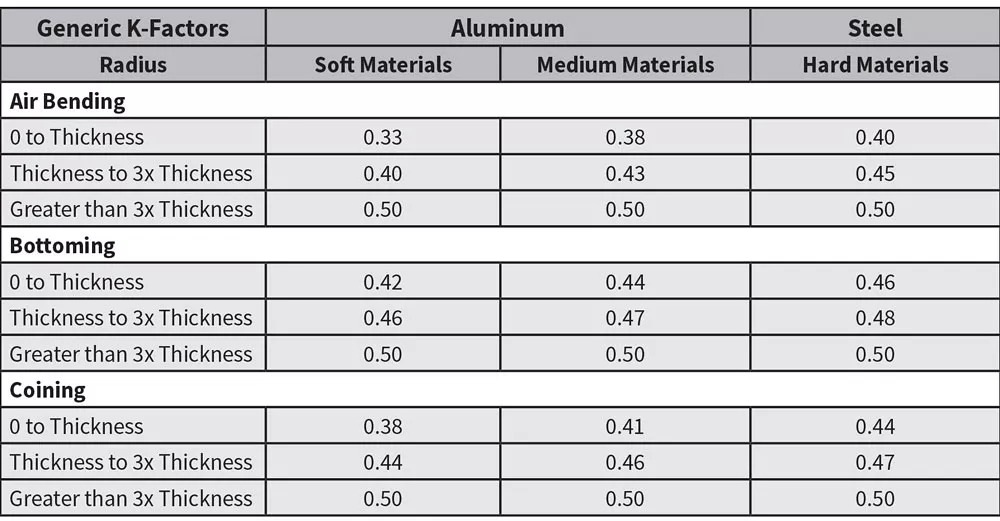
إحدى الطرق للحصول على قيمة عامل K هي من خلال مخطط عامل K العام أدناه، والذي يعتمد على معلومات من دليل الآلات، والذي يقدم متوسط قيم عامل K لمجموعة متنوعة من التطبيقات.
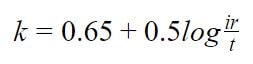
هناك طريقة أخرى تتمثل في استخدام صيغة الحساب:
حيث،k - عامل k (ثابت يعكس موضع المحور المحايد)ir - نصف القطر الداخلي (مم)t - سمك المادة (مم)
بدل الانحناء
بدل الانحناء هو طول المحور المحايد المنحني في منطقة الانحناء، والذي يستخدم لحساب المادة اللازمة للانحناء وتحديد طول النمط المسطح.
يتضمن حساب بدل الانحناء استخدام صيغ محددة:
للانحناءات من 0 إلى 90 درجة:
للانحناءات من 90 إلى 165 درجة:
حيث ß هي زاوية الانحناء (بالدرجات).
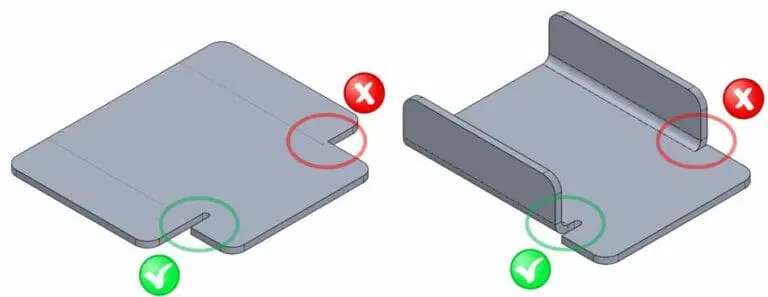
7. ثني النقوش
إن نقوش الانحناء عبارة عن شقوق صغيرة أو قواطع توضع على حواف الانحناء في الصفائح المعدنية لمنع التمزق أو التشويه أو التشوه غير المرغوب فيه أثناء عملية الانحناء. عندما يتم ثني الصفائح المعدنية، خاصة بالقرب من الزوايا أو الحواف، يمكن أن تتعرض المادة لضغط عالٍ، مما يؤدي إلى حدوث تشققات أو تزييف. تساعد نقوش الانحناء في تخفيف هذا الضغط من خلال توفير مساحة للمعدن للتدفق بحرية أكبر.
8. خصائص المواد وسمكها
تختلف خصائص المعادن المختلفة، بما في ذلك الليونة والقوة وسلوك الارتداد. يعد الحد الأدنى لنصف قطر الانحناء، بالنسبة لسمك المادة، أمرًا بالغ الأهمية لنجاح الانحناء. يساعد فهم هذه الخصائص في اختيار تقنيات الثني المناسبة والتنبؤ باستجابة المادة. على سبيل المثال، تتطلب المواد مثل الألومنيوم اهتمامًا دقيقًا للارتداد، في حين أن المعادن الأكثر صلابة قد تحد من اتجاهات الانحناء لمنع التشقق. وسوف نتناول هذا الموضوع بالتفصيل في الجزء القادم.
ما هي مواد الصفائح المعدنية المناسبة للثني؟
تعتمد مدى ملاءمة مادة الصفائح المعدنية للثني إلى حد كبير على خواصها الميكانيكية، مثل الليونة والقوة وقابلية التشكيل، بالإضافة إلى سمك المادة والمتطلبات المحددة لعملية الانحناء وتطبيق الاستخدام النهائي.
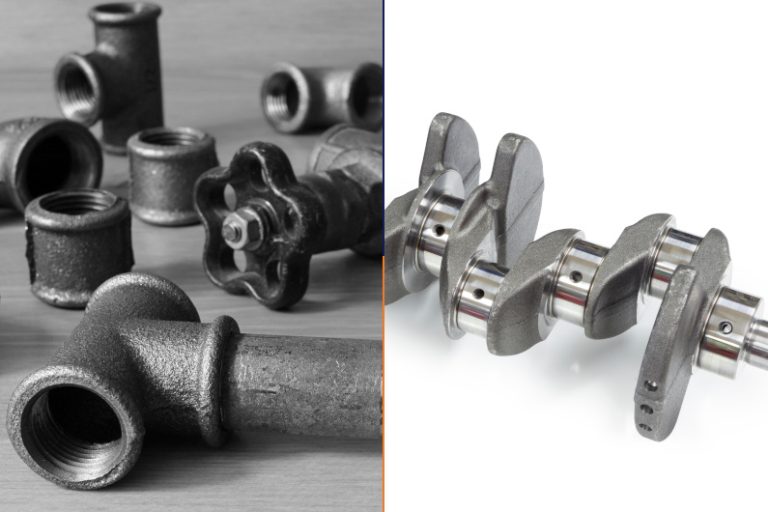
المواد ذات الليونة الضعيفة أو الصلابة العالية، مثل بعض أنواع الفولاذ عالية القوة والمعادن المسبوكة، تكون أقل ملاءمة للثني وقد تتطلب عمليات متخصصة أو تحضيرًا إضافيًا. تشمل بعض مواد الصفائح المعدنية الشائعة المناسبة للثني ما يلي:
5052 ألومنيوم يعتبر الألومنيوم 5052 متعدد الاستخدامات ومثاليًا لثني الصفائح المعدنية نظرًا لقابليته للتشكيل الممتازة وقوته المعتدلة. تسمح ليونتها الجيدة بأشكال معقدة دون أن تتشقق. توفر السبيكة أيضًا مقاومة قوية للتآكل، خاصة في البيئات البحرية، مما يجعلها رائعة للاستخدام في الهواء الطلق. إن طبيعته خفيفة الوزن تقلل من وزن المنتج النهائي، مما يعزز كفاءة استهلاك الوقود في النقل ويقلل تكاليف التركيب.
الفولاذ المقاوم للصدأيشتهر الفولاذ المقاوم للصدأ بمتانته ومقاومته للتآكل وقوته العالية، وهو مثالي لثني الصفائح المعدنية في التطبيقات الصعبة. إنه يعمل بشكل جيد في البيئات القاسية مثل درجات الحرارة المرتفعة والتعرض للمواد الكيميائية، مما يجعله مناسبًا لتجهيز الأغذية والمعدات الطبية والاستخدام المعماري. على الرغم من أن قابليتها للتشكيل أقل إلى حد ما من المعادن الأخرى بسبب قوتها، إلا أن اختيار درجات معينة (مثل 304 أو 316) واستخدام المعالجة الحرارية يمكن أن يعززها. كما يضيف سطحه الأملس اللامع قيمة جمالية للمنتجات النهائية.
الفولاذ الطري يعد الفولاذ الطري، أو الفولاذ منخفض الكربون، خيارًا فعالاً من حيث التكلفة لثني الصفائح المعدنية نظرًا لتوفره وسهولة معالجته. إنه يوفر قابلية تشكيل جيدة، مما يسمح بأشكال مختلفة دون تصلب كبير. في حين أنه يفتقر إلى مقاومة التآكل التي يتمتع بها الفولاذ المقاوم للصدأ وخصائص الألومنيوم خفيفة الوزن، إلا أنه يمكن طلاء الفولاذ الطري أو طلاءه لتعزيز مقاومة الصدأ. إن تنوعها وتكلفتها المنخفضة يجعلها شائعة في صناعة السيارات والبناء والأثاث.
الفولاذ المجلفنالفولاذ المجلفن مطلي بطبقة من الزنك لتعزيز مقاومة التآكل، مما يجعله مثاليًا للاستخدام الخارجي. إنه يحتفظ بقابلية التشكيل وقوة الفولاذ العادي، مما يسمح بأشكال مختلفة دون المساس بالسلامة الهيكلية. إن متانته وقدرته على تحمل التكاليف تجعله خيارًا عمليًا للسياج والمزاريب والتطبيقات الأخرى حيث تكون القوة ومقاومة التآكل وفعالية التكلفة مهمة.
سبائك الصلب الملدنة تتم معالجة سبائك الفولاذ الملدنة بالحرارة لتليين المادة، وتحسين القابلية للتشكيل والليونة. وهذا يجعلها مناسبة للثني المعقد بدقة عالية. فهو يجمع بين قوة الفولاذ وقابلية أفضل للتصنيع والانحناء، مما يجعله مثاليًا للتطبيقات التي تتطلب القوة والمرونة. كما أن قدرتها على تحمل الضغط العالي وتغيرات درجات الحرارة تجعلها مناسبة للإعدادات الصناعية الصعبة.
النحاس والنحاس يعد النحاس والنحاس من المعادن غير الحديدية المعروفة بقابليتها للتشكيل الممتازة، ومقاومة التآكل، والجاذبية الجمالية. يعد النحاس موصلًا رائعًا للكهرباء والحرارة، وهو مثالي للمكونات الكهربائية والمبادلات الحرارية. يوفر النحاس، وهو سبيكة من النحاس والزنك، توازنًا بين ليونة النحاس وقوة الزنك، مما يجعل من السهل تشكيله مع الحفاظ على القوة الجيدة. يمكن صقل كلا المعدنين للحصول على لمعان عالٍ ويحظى بشعبية كبيرة في التطبيقات الزخرفية والوظيفية في البناء والهندسة المعمارية بسبب مقاومتهما للتآكل ومظهرهما الجذاب.
التيتانيومالتيتانيوم معدن خفيف الوزن وقوي معروف بمقاومته الممتازة للتآكل، خاصة في البيئات القاسية مثل التطبيقات البحرية والفضائية. إنه يوفر قابلية تشكيل جيدة، على الرغم من أنه ليس من السهل ثنيه مثل الألومنيوم، وهو متوافق حيويًا، مما يجعله مناسبًا للزرعات الطبية. إن نسبة قوة التيتانيوم العالية إلى الوزن تجعله ذا قيمة في التطبيقات التي يكون فيها تقليل الوزن أمرًا بالغ الأهمية.
خاتمة
بالمقارنة مع عمليات تصنيع الصفائح المعدنية الأخرى، فإن ثني الصفائح المعدنية يوفر مزايا مميزة، مثل الحفاظ على القوة الهيكلية، وخفض التكاليف، وتوفير مرونة عالية في التصميم. كما أنه يقلل من عدد الوصلات واللحامات، مما يحسن تماسك الأجزاء ويقلل من العيوب أو التآكل الناتج عن اللحام. بفضل التصميم المدروس والتقنيات الحديثة مثل مكابح الضغط CNC، يمكن تحقيق زوايا وأشكال انحناء دقيقة بسرعة ودقة.
تعتبر Chiggo شركة رائدة في توفير خدمات تشكيل الصفائح المعدنية في الصين. نحن نقدم خدمات ثني عالية الجودة للشركات في مختلف الصناعات. كما نقدم أيضًا مجموعة من خدمات الختم للإنتاج الضخم والتصنيع باستخدام الحاسب الآلي المتقدم للأجزاء المعقدة، مما يضمن قدرتنا على تلبية جميع احتياجات التصنيع الخاصة بك. يسعدنا التعاون في تصميم منتجك ومساعدتك في اختيار أفضل عملية تصنيع تلبي متطلباتك المحددة. دعونا نعمل معًا لتحقيق رؤيتك على أرض الواقع.